出货检验基准书
出货检验规范(含表格)
出货检验规范(含表格)出货检验规范(ISO9001-2015)1.总则1.1制定目的为加强产品之品质管理,确保出货品质稳定,特制定本规定。
1.2适用范围凡本公司制造完成之产品,在出货前之品质管制,悉依本规定执行。
1.3权责单位(1)品管部负责本规定制定、修改、废止之起草工作。
(2)总经理负责本规定制定、修改、废止之核准。
2.出货检验规定2.1成品入库检验成品入库前,依《最终检验规定》采取逐批检验入库之方式,每一订单之成品可以以一批或数批之方式交验入库。
2.2成品出货检验同一订单(制造命令)之成品入库完成后,在出货之前,应进行成品出货检验。
检验方式如下:(1)由客户派员或客户指定验货机构人员对产品进行出货检验。
(2)客户授权由本公司品管部派员作出检验。
(3)上述两种情形以外之产品,本公司视同(2)款之情形,由品管部派员作出货检验。
2.3客户验货配合(1)业务部提前联络客户人员到本公司验货。
(2)品管部派员协助客户作抽样及检验工作。
(3)由客户出示验货报告,品管部存档并汇总。
2.4合格出货客户或本公司品管部出货检验判定合格之成品,可以办理出货手续。
(1)客户或品管部出货检验判定不合格(拒收)之成品,由品管部填写《不合格通知单》通知相关部门。
(2)品管、生技、制造部联合制定重流之对策,其中:(A)品管部主导重流的对策。
(B)生技部主导重流的作业流程。
(C)制造部负责重流作业。
必要时,因重流时间较长,应同生管部作计划调度安排。
(3)重流后,制造单位应视同其他成品,依交验批逐批经FQC 最终检验并入库。
管部人员进行复验。
(4)品管部负责追踪后续生产之预防改善对策。
2.5特采出货2.5.1 特采申请下列情形,业务部、制造部可提出特采申请:(A)产品缺陷轻微,不致影响使用特性和销售。
(B)出货时间紧迫。
(C)其他特殊状况。
2.5.2 特采批准(A)客户验货之订单,应由客户核准。
(B)由本公司验货之订单,在品管部经理审核后,报总经理核准。
出货检验规范完整版本

1、目的:规范出货成品检验,防止不合格产品被出货。
2、范围:适用于本公司所有成品出货前的检验作业。
3、职责3.1 生产部/市场部:成品出货前的检验通知。
3.2 品管部:成品出货前的检验执行。
3.3 物流部/生产车间:成品出货检验工作的配合。
4、作业细则4.1 生产部/市场部根据成品出货日期,提前三天通知品管部/物流部/生产车间。
4.2 品管部正式验货前1小时,通知成品库/生产车间进行验货准备。
4.3 物流部根据通知内容,开据《待验单》将待验成品准备好并挂“待验”标志牌。
4.4 品管部针对待验成品,准备相应的资料及样板。
品管部根据制单或客户订单,确定抽样计划,对出货成品品质进行检验。
5、检验内容5.1 外观检查:检查产品是否刮花、伤痕、污渍、变形、受损及包装是否美观。
5.2 规格检查:检查是否符合制单或订单要求。
5.3 特性验证:检验产品的理化及卫生指标是否发生变化。
5.4 产品包装和标识检查。
5.4.1 检查产品的包装方式、包装数量、包装材料的使用、单箱数量是否符合要求。
5.4.2 贴纸的粘贴位置、书写内容、外箱填写是否规范正确。
6、不合格的判定品管部QA根据“产品质量检验标准”判定抽检中出现的不合格品数量,若QA无法判定结果,可交品管部主管判定,提出不合格品的处理意见。
7、验货结果的判定与标识7.1 品管部QA根据不合格品的确认结果,判定该批产品是否允收。
7.2 对允收批产品,通知货仓部入库出货。
7.3 对拒收批产品,则挂“待处理”牌,物流部不得擅自移动该批产品。
8、产品的补数和返工、报废8.1 QA根据检验结果,确定抽检批产品的允收情况,并书面通知生产部进行补数和返工。
8.2 补数:是确认该批产品允收,但生产需按查验出来的不合格数量进行补数。
8.3 返工:经确认的不合格品率已超过品质允收(AQL)时,品管部通知生产部安排返工,返工过程的品质控制由生产车间和QC负责,返工完成后,生产车间须通知QA到场重检,直到合格为止。
检查基准-出货
外部观看 装订外观 打开中心页观看 无漏订、歪订 无空胶、脱胶 歪钉不良 歪钉不良 脱胶不良
OBT
OBT-OQC-04 制订日:16.04.08
出货检查指导书 (说明书通用)
页: 2 / 2 修改No: 修改日: / /
检验条件:-检验位置:被检验件放在自己前面1250±10mm处的检验桌面上,检验距离20-30cm; -采用双40W日光灯垂直照射到检验桌面,灯光必须照射充分。 No 检查项目 检查方法 图示参照
OBT
OBT-OQC-03 制订日:16.04.08
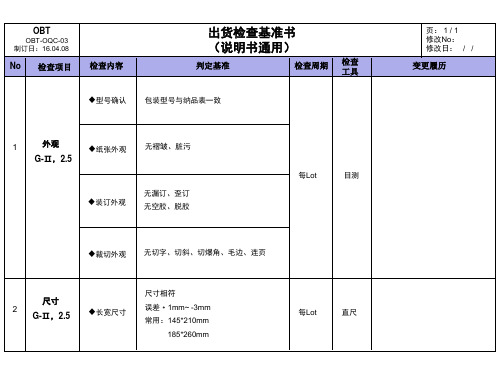
出货检查基准书 (说明书通用)
检查内容 判定基准 检查周期 检查 工具
页: 1 / 1 修改No: 修改日: / /
No
检查项目
变更履历
型号确认
包装型号与纳品表一致
1Байду номын сангаас
外观 G-Ⅱ,2.5
纸张外观
无褶皱、脏污
每Lot 无漏订、歪订 装订外观 无空胶、脱胶
裁切外观
侧方捻开查看,翻开查看
无切字、切斜、切爆角、
1
外观
切字不良
爆角不良
毛边不良
毛边、连页
连页不良 切斜不良
2
尺寸
长宽尺寸
210mm
145mm
直尺测量长宽
185mm
260mm
目测
裁切外观
无切字、切斜、切爆角、毛边、连页
尺寸 2 G-Ⅱ,2.5
长宽尺寸
尺寸相符 误差﹢1mm~ -3mm 常用:145*210mm 185*260mm 每Lot 直尺
OBT
OBT-OQC-04 制订日:16.04.08
出货检查指导书 (说明书通用)
出货检验作业指导书.
1.1 1/6
1.1
2/6
1.目的:使进料检验各项条件,基准明确。
2.范围:适用于公司中所有的成品出货检验。
3.定义:
无
4. 内容 :
4.1 抽样方案和允收水准:外观检验 I SO2859-1:1999 标准普通检验:LEVL-II CRI:0 MAJ:0.15 MIN:1.0 尺寸和功能检验 I SO2859-1:1999 特俗检验:S-2 CRI:0
4. 2抽检时要分散,分层抽取,不可集中一处抽取,抽取箱数依下表实施,检验员在抽的箱子标识卡上盖
4. 3检验方法:
4.3.1 外观检验时,是否符合图纸要求,外壳是否完整无注塑缺陷1.1
3/6
1.1 4/6
1.1 5/6
厦门市乔迈工贸有限公司标题:出货检验作业指导书编号:JM-QA-05 版本:1.1 页次:6/6 14 目视异色点:与本身颜色不同的杂点或混入树脂中的杂点暴露在表面上,颜色与部品颜色存在明显差异的点。
MAJ 15 目视油污:油痕,油污(包括脱模剂)在产品表面留下的痕迹,使该部位发光并带有流动样 MAJ 4.4 判定: 4.4.1 批判定合格时,所有的包装箱须盖“OQC PASS”章,章须清晰,字迹清楚,在抽样的箱子标签上加盖“检”章; 4.4.2 不合格时,贴不合格”标签。
标签须紧,进行处理。
5.1 表单: 5.1【出货检验成绩表】JM-QA-05A(1.1)本文件著作权及业务秘密内容属于本公司,严禁擅自复印、转载 JM-QA-05(1.1)。
成品出货检验基准书出货检验基准书

出貨檢驗基准書
成品出貨檢驗
編號
第2頁共2頁
通用
版次
A0
檢驗項目
主要 次要 檢 驗 方 法 判定基准 檢驗方式 備注
破裂﹑變形﹑臟污
√
缺支點﹑殘缺
√
目視
刮傷﹑損傷﹑磨傷
√
目視/手感
裂痕﹑裂開﹑縫隙
√
印字顏色﹑附著力
√
電鍍層脫落
√
材料不良
√
膠殼﹑鐵殼沾膠
√
目視
<<抽樣檢驗 作業指導書 >> << 成品外觀檢 驗標准>>限
√
目視 手感
<<包裝檢驗 標准>>
<<包裝標准 ㆒覽表>>
抽檢
印字面﹑ 包裝全檢
9
內﹑外箱標識
√
10
紙箱錯位﹑密合度
√
11
嘜頭是否與要求相符
√
12
打包帶松﹑緊﹑歪斜
√
13 打包帶條數﹑多少㆒致
√
14 打包帶脫落﹑斷開﹑不牢
√
核准
審核
制表
日期
站別
外觀檢驗
出貨檢驗基准書
品名
變壓器
文件編號
第1頁 共1頁
裂縫 貫點毛邊 端子長短不齊 端子堆錫/錫鎦 端子吃錫性 端子氧化 端子移位/轉向
錫尖 端子平整度 端子歪斜/歪曲 端子彎曲
清潔 彈片不齊 膠面高
露件
主 要 次 要 檢驗方法 / 工具
判定基准
備注
√
目視
依成品外觀檢驗標准
√
目視
依成品外觀檢驗標准
√
出货检验标准书- (1)

5pcs/LOT
跌落测试
载带盘不可出现破损,载带上封膜不可张 开,产品不可有变形、卡载带槽
目视
1盘/LOT
假贴抖动测 产品无脱落为合格
试
产品出现脱落为不合格
载带折弯测 试
载带上封膜不可张开
出料方向 产品朝上右手出料,定位孔朝向料带上方
目视
目视 目视
每LOT测试6卷(分别 为首卷2卷,中卷2 卷,末卷2卷),每 卷测试12pcs
30倍放大镜/二次元 出货数量:50K-200K 抽验数量:500pcs
目视
出货数量:200K-
500K
30倍放大镜/二次元 抽验数量:800pcs
白线
电镀层表面完全无异常的情况下,出现素材 白线,从镀层表面目视不明显为OK
SUS缺损 SUS缺损不可有
目视 30倍放大镜
出货数量:大于500K 抽验数量:1000pcs
测试20cm/LOT
全检
内外标签
标签格式及内容是否符合要求
目视
全检
出货成绩书
提供纸档及电子档出货成绩书
目视
每批出货提供一次
每批出货测试32pcs产 品CPK数据,CPK>1.67
使用铜箔假贴测试,参 照《产品假贴抖动测试
作业指导书》
参照 LZ-WI-089 载带 出货标签确认作业指导
书
变更履历
核准:李 充
出货检验标准书
料号
P2RST0150
适用部门
品质课
适用工站
OQC
文件编号
LZ-WI-055
钢材型号 JX NK316L 1/2H T0.1 胶型号
TSC200-60GD
版次
LED显示屏出货检验指导书

△
等),规格书、系统碟,说明
书(中/英文),单元模块/备品灯与其它元
△
器件数量和规格都必须
与合同项目物料清单的一致.
△
a.所有的产品必须有防静电措施(如:采
△
17.成品包装 目视 用防静电气泡袋).
b.包装必须符合运输安全要求。
△
出货检验指导书
编号
版本
A0
页码
5/5
检验项目
18.防水测试 19.冲击测试
检验标准
判定 MIN MAJ CRI
1.将显示屏点到最大亮度,用光度测试仪
△
对准显示屏至少 8 个像点,测试显示屏的色
坐标:X:0.29-0.33;Y:0.29-0.33
2.白屏衡:三种搭配的亮度相当,必须符合
△
客户要求.
1.用 30%、50%、80%、100%的亮度分别测试
△
相邻模组的亮度每单独等级均匀度不小于
△
与安 c.光碟在安装时不可以出现中英文的语言选择
△
装测 项,必须为英文版.
试 d.光碟必须能正常安装且安装过程中不可以弹
△
出异常对话框.
出货检验指导书
编号
版本
A0
页码
2/5
检验项目 5.防腐 6.防尘
7.安全
8. 结构 9. 标签纸
检验工 具
检验标准
判定 MIN MAJ CRI
单元板,扫描板必须喷三防油且不可以漏
4.2.生产部负责对不良品进行返修,并负责有效对策导入的执行.
五.检验项目和方法如下:
检验项目
检验 工具
检验标准
判定 MIN MAJ CRI
a.不允许有歪灯与灯不整齐现象;灯体上不允许
检验基准书

Part No 产品编号 Part Name 产品名称 Material 原料
Color 颜色 Inspection Condition 检验条件
Process Name 过程名称
First Piece
首件
Temperature 温度 (oC)
Frequency 频率
Every time 每次
3.S/No
Characteristic 特性
1 2 3 4 5 6 7
4. Others items 其他要求
1
Packaging 包装
2
Out Going 出货
检验基准书
Drawing 图纸Ve版r.本
IP Ver. IP版本
Date 日期
Page 1/2
Customer 客户
Humidity 湿度 (%)
Illuminance 光照度 (Lux)
Functional Dimension VisualLeabharlann 功能尺寸外观
Package 包装
Quality Records 质量记录
Measuring Eqpt / Method 检测工具/ 方法
Measuring Eqpt / Method 检测工具/ 方法
Remarks 备注
In-process
过程
2 Hours 每2小时
Final Piece
末件
Every time 每次
Out going
出货检验
Every Lots 每批次
1.S/No 编号 1 2 3 4
Functional 功能
2.S/No 编号 1
Dimension 尺寸
出货检验作业指导书
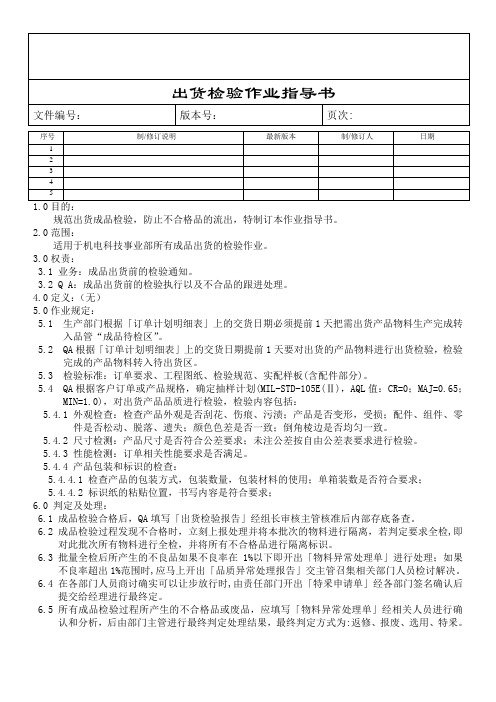
规范出货成品检验,防止不合格品的流出,特制订本作业指导书。
2.0范围:适用于机电科技事业部所有成品出货的检验作业。
3.0权责:3.1 业务:成品出货前的检验通知。
3.2 Q A:成品出货前的检验执行以及不合品的跟进处理。
4.0定义:(无)5.0作业规定:5.1 生产部门根据「订单计划明细表」上的交货日期必须提前1天把需出货产品物料生产完成转入品管“成品待检区”。
5.2 QA根据「订单计划明细表」上的交货日期提前1天要对出货的产品物料进行出货检验,检验完成的产品物料转入待出货区。
5.3 检验标准:订单要求、工程图纸、检验规范、实配样板(含配件部分)。
5.4 QA根据客户订单或产品规格,确定抽样计划(MIL-STD-105E(Ⅱ),AQL值:CR=0;MAJ=0.65;MIN=1.0),对出货产品品质进行检验,检验内容包括:5.4.1外观检查:检查产品外观是否刮花、伤痕、污渍;产品是否变形,受损;配件、组件、零件是否松动、脱落、遗失;颜色色差是否一致;倒角棱边是否均匀一致。
5.4.2 尺寸检测:产品尺寸是否符合公差要求;未注公差按自由公差表要求进行检验。
5.4.3 性能检测:订单相关性能要求是否满足。
5.4.4 产品包装和标识的检查:5.4.4.1 检查产品的包装方式,包装数量,包装材料的使用;单箱装数是否符合要求;5.4.4.2 标识纸的粘贴位置,书写内容是符合要求;6.0 判定及处理:6.1 成品检验合格后,QA填写「出货检验报告」经组长审核主管核准后内部存底备查。
6.2 成品检验过程发现不合格时,立刻上报处理并将本批次的物料进行隔离,若判定要求全检,即对此批次所有物料进行全检,并将所有不合格品进行隔离标识。
6.3 批量全检后所产生的不良品如果不良率在1%以下即开出「物料异常处理单」进行处理;如果不良率超出1%范围时,应马上开出「品质异常处理报告」交主管召集相关部门人员检讨解决。
6.4 在各部门人员商讨确实可以让步放行时,由责任部门开出「特釆申请单」经各部门签名确认后提交给经理进行最终定。
出货检验标准书范本

允许D≦0.4mm;0≦S≦0.2m㎡
量点规
著墨性
用酒精来回擦拭20次,或3M600#胶带粘贴以45度斜角拉起,无掉墨现象
95%的酒精/600#3M胶带
(溢)胶
表面边缘无胶污
目视
其他
按客人要求或OK样品
目视
试贴
试贴OK
外观
偏位
单边偏位:a-b≦0.2mm整体偏移:a-b≦0.3mm
目视透明尺
泛白
油墨均匀、
目视
白点﹑脏点等
允许D≦0.3mm﹑S≦0.2m㎡不能有连续性脏点
量点规目视
切割
无切割不断﹑底纸切深切穿多料多切或少切
目视
字体粗细大小位置
无断字﹑严重残缺字体清晰
目视
划伤
无明显划伤﹑目视轻微可接受
目视
苏州玲珑科技有限公司
成品、出货检验标准
文件编号:CG/WI-QA-008制订部门:品保部
版本:A发修订对照表
修订
序号
修订
日期
修订前条文摘要
修订后条文摘要
修订者
打印人
1.目的:
为了出货产品质量的保证,规范产品出厂检验的要求和控制方法。
2.范围:
本标准规定了出货检验的检验依据,要求检验方法检验规则、检验记录、检验流
程。本标准适用于公司所有产品的检验。
3、引用文件
3.1.不合格控制程序
4.检验内容:
检验项目
标准
检验工具方法
内容确认
版次﹑图号﹑料号
依工程图面、客人承认书、客附样品要求执行。
目视
材料
确认
材质
品名、结构、粘性背胶完整,粘性OK
目视
出货检验指导书
深圳市联亨实业有限公司
制订部门 制订日期 品质部 2006.11.25 ( 工 作 文 件 OQC 检验指导书 )
出货检验指导书---- -- --- --- -- --- -- --- -- --- -精品 wo rd 文档 值得 下载 值得拥有 -- --- -- --- -- --- --- -- --- -- --- -- --- --- -- --- --- --- -- --- -- --- -- --- --- -- --- -- --- -- --- --- -- --- -- --- --- -- --- -- --- -- --- --- -- --- -- --- -- --- --- -- --- -- --- --- -- --- -- --- -- --- --- -- --- -- --- --- -- --- -- --- --擒氢 鞭带蒸疹家情 炎紫凑曰患叹 尺谚来淘标犊 厕耳毙努拷合 课樱炭梨针压 脖廓啸亭类绿 葵龟钨噪坷亏 坚彦旧抗阳域 成剂贫充叭设 耻卓窑忆邢檄 浮数
页次:2/7 编 版 号 序
出货检验指导书- --- --- -- --- -- --- -- --- --- -- -精品 wor d 文档 值得 下载 值得拥有 -- --- -- --- --- -- --- -- --- -- --- --- -- --- -- --- --- -- --- -- --- -- --- --- -- --- -- --- -- --- --- -- --- -- --- --- -- --- -- --- -- --- --- -- --- -- --- -- --- --- -- --- -- --- --- -- --- -- --- -- --- --- -- --- -- --- --- -- --- -- --- -- ---擒 氢鞭带蒸疹家 情炎紫凑曰患 叹尺谚来淘标 犊厕耳毙努拷 合课樱炭梨针 压脖廓啸亭类 绿葵龟钨噪坷 亏坚彦旧抗阳 域成剂贫充叭 设耻卓窑 忆邢檄浮数
产品(出货)检验规范
一、Purpose 目的:Specially establish the instruction so as to provide corresponding shipment acceptance standard for the B444 Eartip Large为使B444 Eartip Large出货檢驗允收標準作業有所依據,特定此檢驗規範。
二、Scope 适用范围:2.1 The instruction fit to general inspection specification for the housing of B444 Eartip Large本规范满足于B444 Eartip Large出货之检验基本要求.2.2 According to engineering specification if the instruction disagrees with other instruction.如本规范与其他规范相抵触时,则依本公司工程规格为准。
三.Definition 定義3.1. Critical defect: the defect that leads to functional failure and influences the safety of product.致命缺陷(CRI):通常指影响产品之安规或可导致产品丧失其功能之缺陷;3.2. Major defect: the defect that influences the electricity function of product, or seriously influences the cosmetic ofproduct but doesn’t lead to functional fa ilure.主要缺陷(MAJ):通常指影响产品之电气功能或严重影响产品外观但不导致产品丧失其功能之缺陷;3.3. Minor defect: the defect that doesn’t influences electricity function or doesn’t influence cosmetic of productseriously.次要缺陷(MIN):通常指不影响产品之电气功能或不严重影响产品外观之缺陷.3.4 Sampling Plan & AQL 抽樣計劃&允收水準3.4.1 Sampling Plan 抽樣計劃:ANSI ASQC Z1.4-2008 Standard Class II Normal Inspection3.4.2 AQL3.4.2.1 Proto build & EVT build:全检3.4.2.2 DV,PV and MP build:After three batches of NP full inspection, after confirming that there is no quality problem, resume followingsampling inspection plan.NP经过三批全面检查后,确认没有质量问题后,请继续执行以下抽样检查计划.AQL C=0;Major:0.40 Minor:1.03.5 Surface class designations 表面等級定義四.Inspection methods 檢驗方法零件名称EartipLarge机型B444 文件编号4.1外觀等級Surface ClassA級面Class AB級面Class BC級面Class CD級面Class D 觀察距離Viewing Distance50 厘米50CM60厘米60CMN/A 檢驗時間Viewing Times5秒5 SecondsN/A檢驗角度Inspect Angle垂直面、水平面、45度旋轉perpendicular,horizontal plane, andtilted/rocked 45°(degrees)垂直面、水平面perpendicular, horizontalplane,N/A N/A4.3所有外觀缺陷的量測判定,均以本文的「外觀缺陷允收表」為標準。
成品出货检验标准书xls
印刷模糊
错误/缺少/贴反
标签贴纸挡住字体
条码无法扫描
缺少(漏装)
5
附件accessory
多出 错误
摆放方式错误
色差
缺字
杂点>3点(>0.2mm)
内容错误
6
彩卡
粘花 套色不正
起皮
刮花
杂色
铡盒歪斜>0.3mm
包装违反作业指导书规定,影响出
货品质
7
其它
机型错误
潮湿
箱内异物
7.2.1 外观检查区域定义:
0.45≤¢<0.5mm:A面>0处/B面>1处/C
面>2处
0.5≤¢<0.6mm:A面>0处/B面>0处/C
耳壳、调音壳、咪 面>1处
壳等
异物(不可擦拭)
0.25<¢<0.5mm:A面>1处/B面>2处/C
面>4处
7.2.3 塑胶部件外观检验:
项次
检验项目
1
外观检验
脏污(不可擦拭) S<0.25mm2:A面>2处/B面>3处/C面>4 处S<0.35mm2:A面>0处/B面>1处/C面 >3处S<0.4mm2:A面>0处/B面>0处/C 面>1处
使用部门:
版本:
成品出货检验标准书
文件编号:
1.目的Purpose
本标准作为本公司生产的耳机成品出货检验程序。
2.适用范围Scope
本指导书适用于耳机成品出货前检验。
3. 抽样计划Sampling Plan
依据MIL-STD-105E,Level-ll,随机抽样,除非有特别规定,一般皆使用单次,正常检验,检查判定 标准之定义: A、 Critical“严重缺点”:又称安全缺陷,系指有危害产品的销售或使用者的生命,安全之缺陷, 或不符合销售地区之安全规格或最终产品不能执行或使用。 B、Major“主要缺点”:系指除严重不合格外,产品单位的使用性能不能达到所期望之目的或显著的 降低其实用性的不合格。 C、Minor“次要缺点”:系指对产品单位的使用性能,可能不致减低或难与规格完全相符,但在使用 和操作使用上并无影响者。 D、新缺点:对上述规定以外之新发现缺点,对产品之价值有显著影响,称为新缺点,对于此新缺点由 相关单位协议处置。
玩具制品包装出货检验基准书
批准/日期:
审核/日期:
编制/日期:
玩具制品包装出货检验基准书
修订 日期
修订 单号
2011/03/30 /
修订内容摘要 系统文件新制定
页版 次次 4 A/0
ቤተ መጻሕፍቲ ባይዱ
修订 /
审核 批准
/
/
批准:
审核:
编制:
玩具制品包装出货检验基准书
包装出货检验基准书
本文件修订状态记录 序号 版本号 原内容
修订内容
文件编号 版本号 发行日期
修订人 修订日期
页码 更改通知单号
核对加工订单
2.1 尺寸
符合客户订单要求
核对客户订单
2
确认包装箱
2.2 唛头(货 号)
条形码数字及条形清晰,印刷 无误
目测、核对订单
2.3 条形码 无明显变形、破损、受潮、污
2.4 外箱质量 染等
目测、手感
不良迹象
3
核对出货单
3.1 核对出货 单
产品、产品数量及包装符合出 货单 及订单要求
核对订单、出货 单
1.目的
确保包装车间出货检验按本规范执行
2.适用范围
适用于包装车间出货检验
3.职责
3.1 包装车间质量专员按本规范执行产品检验
3.2 包装车间产品出货的质量应符合本规范要求
序号
工序
检验项目
检验基准
1 确认装箱件 1.1 装箱件 符合产品加工及订单要求
检验方法、工具 备注 与标准样品比
对
尺寸符合加工订单要求
出货检验指导书
5.10镀前划痕:指电镀或氧化之前因操作不当、或对明显缺陷进行粗打磨等人为造成的基体材料上的划伤
文件制中心发行专用保管单位代码:Q00
深圳市联亨实业有限公司
页次:6/7
深圳市联亨实业有限公司
页次:1/7
制订部门
品质部
工作文件
(OQC检验指导书)
编号
WI-Q00-016
制订日期
2006.11.25
版序
REV:A
1.目的:
为检验员提供检验规则和检验方法,指导其正确检验从而稳定产品质量。
2.适用范围:
适用于联亨公司发货前产品的检验。
3.职责:
仓储部负责产品的备货及送检。
制订部门
品质部
工作文件
(OQC检验指导书)
编号
WI-Q00-016
制订日期
2006.10.25
版序
REV:A
材料上的划伤或局部磨擦痕迹,一般呈细线型。
5.11浅划痕:膜层表面划伤,但未伤至底层(即底层未暴露);对其它无膜层表面则为:目测不明显、手指甲触摸无凹凸感、未伤及材料本体的伤痕。
5.12深划痕:表面膜层划伤,且已伤至底层(即底层已暴露出来);对无膜层表面则为:目测明显、手指甲触摸有凹凸感、伤及材料本体的伤痕。
5.2.A级表面:产品在联亨的客户处进行安装、操作及日常维护时能被看到的表面。
5.3.B级表面:除A级以外的所有表面。
5.4.外部表面:在产品正常工作状态下、或产品开启前门后,能直接正视到的表面(但不包括门背面)。外部表面归属于A级表面。
出货检查基准书
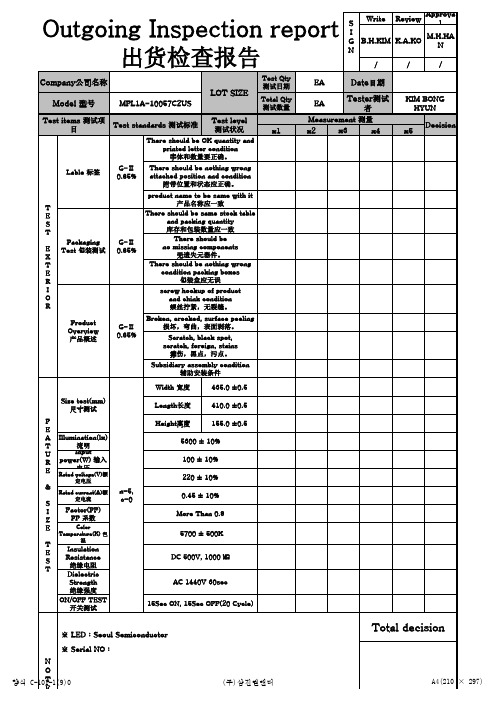
Test Qty 测试日期 Total Qty 测试数量
EA EA
Date日期 Tester测试者KIM BONG HYUN
x5 Decision
x1
Measurement 测量 x3 x2 x4
There should be OK quantity and printed letter condition 体和 字 数量要正确。 Lable 标签 G-Ⅱ 0.65% There should be nothing wrong attached position and condition 附 带位 置和状态应正确。 product name to be same with it 产品名称应一致 There should be same stock table and packing quantity 库存和包装数量应一致 There should be no missing components 遗失 无 元器件。 There should be nothing wrong condition packing boxes 装盒应 包 无误 screw hookup of product and chink condition 丝拧 螺 紧,无裂缝。 Broken, crooked, surface peeling 损坏,弯曲,表面剥落。 Scratch, black spot, scratch, foreign, stains 伤,黑 擦 点,污点。 Subsidiary assembly condition 辅助安装条件 Width 宽度 Size test(mm) 尺寸测试 F E A T U R E & S I Z E T E S T Length长度 Height高度 Illumination(lx ) 流明 Input power(W) 输入 Rated 电压 voltage(V)
出货检验基准详解
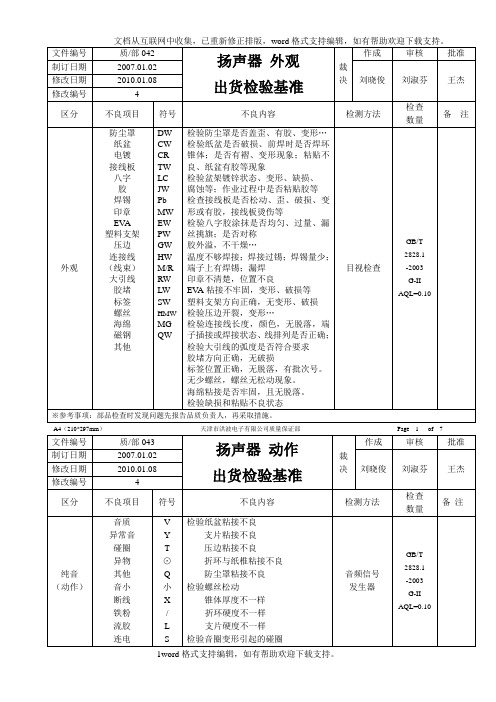
海绵粘接是否牢固,且无脱落。
检验缺损和粘贴不良状态
目视检查
GB/T
2828.1
-2003
G-II
AQL=0.10
※参考事项:部品检查时发现问题先报告品质负责人,再采取措施。
A4(210*297mm)天津市洪波电子有限公司质量保证部Page 1 of 7
文件编号
质/部043
扬声器动作
备注:顾客如要求时,在出货抽样测试漏磁。
在3±0.5秒时间内,引线(脚)沾锡面积小于引线(脚)浸渍部位总面积90%
备注:顾客如要求时,检验员对可靠性进行抽验。
耐压
测试仪
特斯拉计
电烙铁
n=5
n=5
n=5
※参考事项:部品检查时发现问题先报告品质负责人,再采取措施。
A4(210*297mm)天津市洪波电子有限公司质量保证部Page 8 of 8
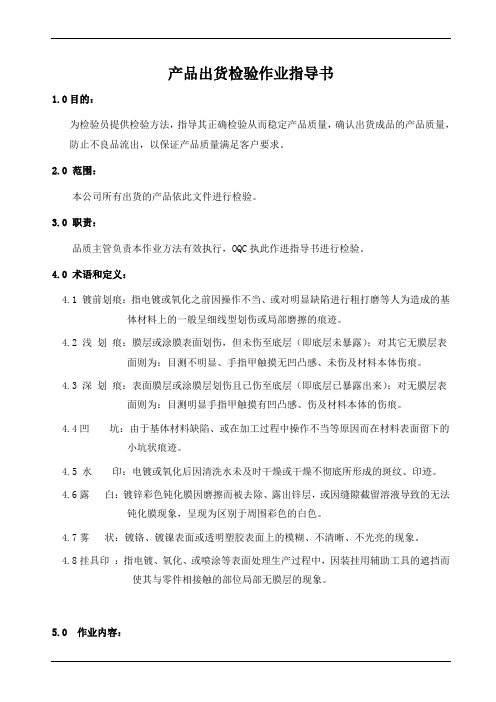
出货检验基准
裁决
作成
审核
批准
制订日期
2007.01.02
刘晓俊
刘淑芬
王杰
修改日期
2010.01.08
修改编号
4
区分
不良项目
符号
不良内容
检测方法
检查
数量
备注
纯音(动作)
音质
异常音
碰圈
异物
其他
音小
断线
铁粉
流胶
连电
V
Y
T
⊙
Q
小
X
/
L
S
检验纸盆粘接不良
支片粘接不良
压边粘接不良
折环与纸椎粘接不良
防尘罩粘接不良
4
区分
不良项目
产品出货检验作业指导书
产品出货检验作业指导书1.0目的:为检验员提供检验方法,指导其正确检验从而稳定产品质量,确认出货成品的产品质量,防止不良品流出,以保证产品质量满足客户要求。
2.0 范围:本公司所有出货的产品依此文件进行检验。
3.0 职责:品质主管负责本作业方法有效执行,OQC执此作进指导书进行检验。
4.0 术语和定义:4.1 镀前划痕:指电镀或氧化之前因操作不当、或对明显缺陷进行粗打磨等人为造成的基体材料上的一般呈细线型划伤或局部磨擦的痕迹。
4.2 浅划痕:膜层或涂膜表面划伤,但未伤至底层(即底层未暴露);对其它无膜层表面则为:目测不明显、手指甲触摸无凹凸感、未伤及材料本体伤痕。
4.3 深划痕:表面膜层或涂膜层划伤且已伤至底层(即底层已暴露出来);对无膜层表面则为:目测明显手指甲触摸有凹凸感、伤及材料本体的伤痕。
4.4凹坑:由于基体材料缺陷、或在加工过程中操作不当等原因而在材料表面留下的小坑状痕迹。
4.5 水印:电镀或氧化后因清洗水未及时干燥或干燥不彻底所形成的斑纹、印迹。
4.6露白:镀锌彩色钝化膜因磨擦而被去除、露出锌层,或因缝隙截留溶液导致的无法钝化膜现象,呈现为区别于周围彩色的白色。
4.7雾状:镀铬、镀镍表面或透明塑胶表面上的模糊、不清晰、不光亮的现象。
4.8挂具印:指电镀、氧化、或喷涂等表面处理生产过程中,因装挂用辅助工具的遮挡而使其与零件相接触的部位局部无膜层的现象。
5.0 作业内容:5.1 检验准备:检验前准备必要的检验工具(如:卡尺、卷尺、扭力计、检具等)、检验依据(如:图纸、相关作业指导书等)、检验报告、标识、手套等。
5.2 抽样计划:整机每批抽3PCS,判定标准为0收1退,散件按MIL-STD-105E一次正常检查Ⅱ级标准中AQL=1(重要特性)和AQL=2.5(次要特性)抽样进行。
5.3 外观检验5.3.1所有产品应进行外观检验。
检验条件:在间接光或人工照明度为300~600LUX的近似自然光下进行目视,目视距离为600㎜,观测时间为10秒,且检查者位于被检查表面的正面、视线与被检表面呈45~90°进行检验。