检查基准书
检验基准书+成绩检查表模板(做好的)

版本号A0
日期
2016/8/9
日期
编制校对审核标准化批准
13.5±0.2
游标卡尺
C=0
外检
尺寸
2标记
处数更改文件号签字外检
6
关键的可辨识二级分供方5重量7.0g 电子秤C=04包装塑料袋包装目测库房
C=0外检3
性能
性能检测项
C=0外检29±0.2游标卡尺C=0外检C=0外检22.9±0.2游标卡尺C=0外检2)永久性标识(产品物料代码+供应
商代码+批次号+NR)完整、清晰
3) 3C 标识清晰,标识内容正确。
25.5±0.2游标卡尺31.2±0.3
游标卡尺20±0.2游标卡尺检验担当备注
1
外观1)棱边不能有毛刺
目测C=0外检
检验略图:(尺寸检测项目应在图中标注)
序号
检查
项目
检验内容及要求
检验方式重要度抽样方法质量特性
□关键件 □重要件 ■一般件
是否3C件?若是填写蓝色
框□是
■否
宁海四机模具有限公司
外协/配套产品检查基准书
产品名称
插线盒
产品件号
OS-LJ-CH-90A001
车型状态
备注:1、外协配套产品检验基准作为供方出厂检验标准和比速汽车进货检验的检验标准,双方共同遵守执行;2、当零部件发生质量问题,STA应将问题点追加列入检验基准书作为检测项目之一。
保险管检查基准书

保险管检查基准书
(ISO9001-2015/IATF16949)
1.0目的:
规范保险管的检验标准,确保检验工作有充分依据。
2.0范围
此标准适用于保险管检验,其中斜体字部分,因当前测试设备所限,暂不强制要求检验。
3.0职责
质量控制部依据本检验标准进行保险管检验。
4.0定义
4.1缺陷类别分为:严重缺陷缺陷(CR)、主要缺陷(MA)和次要缺陷(MI);
4.2严重缺陷(CR):不符合安全规范或可能对使用者、维护者造成人身危害的缺陷;
4.3主要缺陷(MA):关键质量特性不合格,影响生产并可能导致故障或降低产品性能的缺陷;
4.4次要缺陷(MI):一般质量特性不合格,但不影响使用功能及性能的缺陷。
5.0检验条件
5.1光照度:300-400LX(相当于40W日光灯500mm~600mm距离的光源)
5.2检验距离:550mm-650mm
5.3检验人员视力要求在0.8以上
6.0检验标准
备注:
1、尺寸、外观、结构以本公司品质部样品为准。
2、常见安规认证:美国UL、加拿大CUL、德国VDE、英国ASTA、韩国KTL、瑞典SEMKO、日本PSE、中国CCC&CQC等;
3、保险管产品按尺寸分2*6、2*7、3*6、6*6、4*8、8*8、3*10、4*15、5*15、5*20、6*30、6*32、10*38等玻璃管、陶瓷管、塑封。
PPAP提交范本--检验基准书
供
产品图号
应
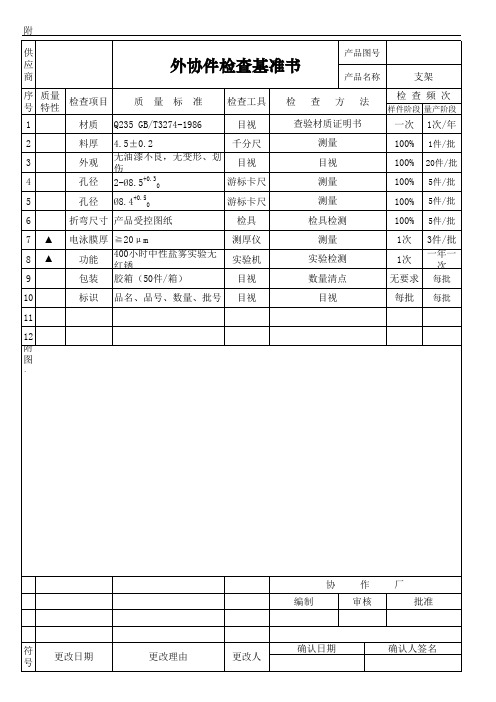
外协件检查基准书
商
产品名称
支架
序 质量 号 特性
检查项目
质量标准
1
材质 Q235 GB/T3274-1986
检查工具 目视
检查方法 查验材质证明书
检查频次
样件阶段 量产阶段
一次 1次/年
2
料厚 4.5±0.2
千分尺
3
外观
无油漆不良,无变形、划 伤
目视
4
孔径 2-Ø8.5+0.30
游标卡尺
5
Байду номын сангаас
孔径 Ø8.4+0.50
游标卡尺
6
折弯尺寸 产品受控图纸
检具
测量 目视 测量 测量 检具检测
100% 1件/批 100% 20件/批 100% 5件/批 100% 5件/批 100% 5件/批
7 ▲ 电泳膜厚 ≧20μm
测厚仪
8▲
功能
400小时中性盐雾实验无 红锈
实验机
9
包装 胶箱(50件/箱)
目视
测量 实验检测 数量清点
1次 3件/批
1次
一年一 次
无要求 每批
10
标识 品名、品号、数量、批号 目视
目视
每批 每批
11
12 附 图 :
符 号
更改日期
更改理由
协 编制
作 审核
厂 批准
更改人
确认日期
确认人签名
表 单 编 号 : FM 20 03
包装检查基准书

酷比通信设备有限公司
拟 制/日期 审 核/日期 批 准/日期
№ 检查项目 判定基准
李云峰
文件编号
包装检查基准书
版本
A/1
页码
1of2
标准化/日期
检查工具 备注
外观检查 1 AQL=0.65
说明书
●
检查是否有裁切不良、印刷模糊、印刷偏位、缺页、多件、少件、脏污、说 明书包装顺序是否正确。
目测
外观检查 2 AQL=0.65
彩盒
●
破损、褶皱、磁铁不吸、烫金不良、印刷偏位、脏污、移位、颜色标贴标识 错误。
目测
外观检查 3 AQL=0.65
标签
●
标签是否有漏、缺、打印错误、粘贴不规范(偏斜、翘曲、缺损、位置不统 一等)超出定位框或位置、
目测
4信赖性检查 N=5以下实验项目的判定基准及测试设备参照机构物信赖性实验规格
● ●
特殊事项:
Rev:A/1 PAGE:1/2
检查基准书版本追加履历现况
版本号码 A/1 追加项目数 1 追加项目内容 登录日期:2010-5-24 追加日期 2010-5-24
Rev:A/1 PAGE:1/2
检查基准书
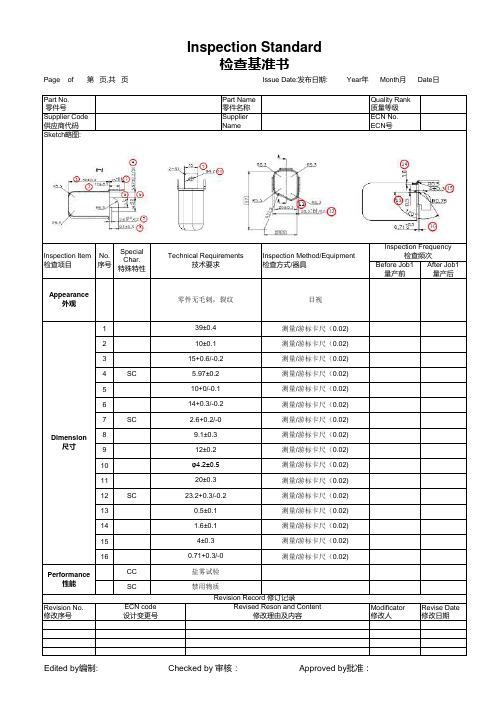
Part No. 零件号Part Name 零件名称Quality Rank 质量等级Supplier Code 供应商代码Supplier NameECN No.ECN 号Before Job1量产前After Job1量产后Appearance外观1234SC567SC 89101112SC 13141516CC SC Revision No.修改序号Modificator 修改人Revise Date 修改日期Inspection Standard检查基准书Page of 第 页,共 页Issue Date:发布日期: Year 年 Month 月 Date 日Inspection Frequency检查频次零件无毛刺,裂纹目视39±0.4测量/游标卡尺(0.02)Sketch 略图:10±0.1测量/游标卡尺(0.02)15+0.6/-0.2测量/游标卡尺(0.02)5.97±0.2测量/游标卡尺(0.02)10+0/-0.1测量/游标卡尺(0.02)14+0.3/-0.2测量/游标卡尺(0.02)2.6+0.2/-0测量/游标卡尺(0.02)9.1±0.3测量/游标卡尺(0.02)12±0.2测量/游标卡尺(0.02)φ4.2±0.5测量/游标卡尺(0.02)20±0.3测量/游标卡尺(0.02)23.2+0.3/-0.2测量/游标卡尺(0.02)0.5±0.1测量/游标卡尺(0.02)1.6±0.1测量/游标卡尺(0.02)4±0.3测量/游标卡尺(0.02)0.71+0.3/-0测量/游标卡尺(0.02)盐雾试验禁用物质Revision Record 修订记录ECN code 设计变更号Revised Reson and Content修改理由及内容Edited by 编制: Checked by 审核: Approved by 批准:Inspection Item 检查项目Dimension尺寸Performance性能No.序号SpecialChar.特殊特性Inspection Method/Equipment 检查方式/器具Technical Requirements技术要求。
纸箱检查基准书

纸箱检查基准书
(ISO9001-2015/IATF16949)
1.0目的:
规范纸箱的检验标准,确保检验工作有充分依据。
2.0范围
此标准适用于纸箱检验,其中斜体字部分,因当前测试设备所限,暂不强制要求检验。
3.0职责
质量控制部依据本检验标准进行纸箱检验。
4.0定义
4.1缺陷类别分为:严重缺陷缺陷(CR)、主要缺陷(MA)和次要缺陷(MI);
4.2严重缺陷(CR):不符合安全规范或可能对使用者、维护者造成人身危害的缺陷;
4.3主要缺陷(MA):关键质量特性不合格,影响生产并可能导致故障或降低产品性能的缺陷;
4.4次要缺陷(MI):一般质量特性不合格,但不影响使用功能及性能的缺陷。
5.0检验条件
5.1光照度:300-400LX(相当于40W日光灯500mm~600mm距离的光源)
5.2检验距离:550mm-650mm
5.3检验人员视力要求在0.8以上
6.0检验标准
备注:尺寸、外观、结构以本公司品质部样品为准。
7.0抽样方案与判定标准
外观检验抽样方案按GB/T2828.1-2013标准,正常检验一次抽样方案,一般检验水平Ⅱ,AQL:致命缺陷(CR)=0 重缺陷(MA)=0.65 轻缺陷(MI)=1.5。
尺寸及其他特性测试5-10PCS,0收1退。
取样方式:采取分散取样方式,5箱以内,每箱都应取样;超出10箱,按(5+总箱数÷5)箱进行分散取样。
注:有关抽样标准或判定标准可视客户的要求做修订。
GP12 检查基准

■ 外观项目示例:
■ 品质缺陷发生履历NO
发生日期
■ 注意事项
- GP-12 检查完成后检查标签在包装箱外黏贴,标签见下图
NO 1 外观项目 无破裂及异物,无有害毛刺2
黄色标记
标记清晰,均匀,无遗漏 上图所示标记外区域无黄色喷涂
3 Seal 状态 Seal 表面光滑,无颗粒异物 Seal 中心部通风道保有
4 组装状态 Seal 边缘处于卡槽内0林绪宾11/5/26 Seal 有文字一面向外
修订编号
做成日 期
图纸编号451605
GP12 检 查 基 准 书
(Containment)
品 名Reservoir Cap Ass'y
车 种T300顾客名称KDAC
缺陷内容
发生场所
发生数量
检 查 项 目管 理 内 容
检查方法检查周期记录目 视100%C/S 目 视100%C/S 目 视100%C/S 目 视100%C/S 目 视100%C/S 和仁宝利得
目 视100%C/S 新规制作
目 视
100%
C/S
修订内容
和仁宝利得(北京)塑胶有限公司
暂无 OEM 不良发生
KDAC
黄色喷涂标记通风道及刻印文字。
检查基准书

供应商代号:使用材料:图纸号/版本号
首件
首批
批量
1B 材料材料:EPDM 报告供应商1次/年
2B 外观
泡棉表面无明显凹坑、无裂纹,底部带胶,接头处要求粘结牢固,不产生明显脱离和裂断现象,预留抽头,方便撕
开。
目测双方检测100%100%
3B 剪切力胶带粘接后剪切力≥
10N。
目测双方检测4B 尺寸
①30±1②4±0.5③13±0.5
游标卡尺双方检测
数显游标卡尺
100%
核准
审核
制表
PE
SQE
QE
版 次
修改日期修定者理 由
——CC 关键特性
——SC特殊特性
示意图:
1次
5件/批
依
GB/T2828.1-2003正常检验一次抽样方案(Ⅱ,AQL=0.6
5)
序号重要度符号检测项目规格/标准
检测设备/仪器
零件号:检验频次
备注:
1、每批出货必须随附供方自检报告,质检报告内容必须按此表格检测项目及频次体现;
2、其它未在检查基准书中明确的检测项目及要求,以图纸为准;
供应商填写更 改 栏
客户 承认(印)检查方法及其他
检查基准书
供应商名称:零件名称:EPDM闭孔。
检查基准-Time check

常用:145*210mm 185*260mm 150*2215mm
每2HR
直尺
OBT
OBT-LQC-04 制订日:16.04.08
Time Check 指导书 (说明书通用)
页: 1 / 2 修改No: 修改日: / /
检验条件:-检验位置:被检验件放在自己前面1000±10mm处的检验桌面上,检验距离20-30cm; -检验桌面光线不能昏暗,灯光必须照射充分。 No 检查项目 检查方法 图示参照
配页数量
配页顺序
OBT
OBT-LQC-04 制订日:16.04.08
Time Check 指导书 (说明书通用)
页: 2 / 2 修改No: 修改日: / /
检验条件:-检验位置:被检验件放在自己前面1250±10mm处的检验桌面上,检验距离20-30cm; -检验桌面光线不能昏暗,灯光必须照射充分。 No 检查项目 检查方法
外部观看
图示参照
打开中心页观看
装订外观 无漏订、歪订 无空胶、脱胶 歪钉不良 歪钉不良 脱胶不良
1
外观
侧方捻开查看,翻开查看
裁切外观
无切字、切斜、切爆角、 毛边、连页
切字不良
连页不良
毛边不良
ቤተ መጻሕፍቲ ባይዱ
切斜不良
爆角不良
2
尺寸
长宽尺寸
直尺测量长宽
145mm
210mm
185mm
260mm
OBT
OBT-LQC-03 制订日:16.04.08
Time Check 基准书 (说明书通用)
检查内容 判定基准
折页内容与生产型号一致
页: 1 / 1 修改No: 修改日: /
M01-53070020 检查基准书、送货检验指导书V02

检查基准书
产品检验简图(可附页)
重要度 区分
□关键 □重要 ■一般
7 6 5 4 3
2
1 序号
02 01 符号
型式试验 材料性能
尺寸 焊接性能 功能及子件
产品外观
包装与标识 检查项目
见量产PV试验计划
量产PV试验计划
量产PV试验计划
DV/PV要求
1次/年 (6月份提交)
化学成分检测 机械性能检测
光谱仪、显微镜、 光谱仪、显微镜、 拉伸试验机等 拉伸试验机等
1件/批
1件/批
见测点图/尺寸测量报告要求
检具、三坐标等
检具
5件/批
3件/批
破坏性检验(熔深等)结果符合要求
显微镜
显微镜
焊缝数量及长度符合图纸要求
孔数量及位置符合图纸要求
游标卡尺、扭力扳 目视、游标卡尺、
螺栓/螺母/螺纹管数量及型号符合图纸要
SOP前
SOP后
检查频率
供方
供应商全称 上海友升铝业有限公司
责任人
日期
2020/3/23 2018/10/22 更改日期
更新SOP检查项 创建
更改理由
宋永亮 李军 审核
张远 刘方成 批准
研发 日期
理想汽车代表确认
PTC 日期
车型
M01
零件名称 仪表板管梁右下安装支架 零件号
M01-53070020
手等
扭力扳手等
求,扭矩满足规范
100%
3件/批Байду номын сангаас
子件完整无缺失、无多余
零件表面无裂痕,无损伤,无锈蚀
钢印码标识检查 毛刺<0.3mm,拉毛以指甲挂不住为合格
注塑机检查基准书

设备名称 检查对象 检查项目 设备编号 检查方法 检查基准
注塑机
电动机、油泵、配管、阀等 目视、耳听 无异常声音,无振动 阀板安装面、法兰、管接头、油 目视 液压油、润滑油无渗漏 缸、衬垫等 目视 合膜润滑正常 目视 液压油位在中线以上 目视 液压油温≤50℃ 润滑系统 压力表 目视 机器停止时= 0 MPa 机器运转时≦25MPa 电气安全回路有效 试车 液压安全回路有效 安全门 目视 关闭后,防护有效 手试 紧固螺母无松动 紧急停车回路 试车 紧急停车灵敏 控制箱内风扇 目视 运转正常 控制柜门 手试 完全关闭 空气压力 目视 0.40~0.69MPa 管道过滤器 目视 显示器显示正常,无堵塞 吸油过滤器 目视 显示器显示正常,无堵塞 目视 油位表确认(3/10-7/10) 传动座润滑油 目视 不变色、不沉淀、不变质 热电偶 手试 手拧热电偶,不松动 空气滤清器 目视 无灰尘 触摸 无温升 油泵和马达 耳听 无异常声音 目视 无异常压力 液压油 供脂 冷却水观察窗 限位开关传感器 调模链条 液压设备 衬套类更换 冷却水配管 油冷却器 联轴器 液压油滤芯 定期更换 目视 目视 目视 手试 检测 目视 目视 拆检 目测 检修 不变色、不沉淀、不变质 油脂1/2以上 清洁 动作确认可靠 正常使用 压力表读数准确有效 执行装置速度、循环时间正常 轴承温升正常 V型圈、U型圈、O型圈无破损 无脏物 无异物,满足使用要求
记录
操作工 操作工 操作工 操作工 操作工 操作工 操作工
操作工 操作工 操作工 操作工 操作工 操作工 操作工 操作工 操作工 操作工 操作工 操作工 维修工 维修工 维修工 维修、操 更换 作工 加油,见记录 操作工 操作、维 清洗 修工 更换 维修工 调整 维修工 拆检 维修工 拆检 维修工 拆检 维修工 更换 维修工 清洗 维修工 拆解、清洗 维修工 维修、操 检修 作工 更换 维修工
检查标准书 (格式)

9
乘员静负荷强度 A
在规定扭力以下,所 有地方不许有过度的 变形、破损。但是试 验后不滑动也可以。
在试验装置进行下记负 荷荷重 前方負荷 n=1/年 1次/年 日本试验课 980Nm以上 後方負荷 1177Nm以上
10
座椅固定强度
A
在规定荷重以下不许 有过度变形・破损。 30G负荷后全冲程 行程可以作动。
5 前后松动量 左右松动量 上下松动量 6 外观
B 负载100N,0.3mm以下 B
负载50N,0.7mm以下
检查员 检查员 检查员 作业员
百分表、拉力计 百分表、拉力计 百分表、拉力计 目视
n=5/月 n=5/月 n=5/月
5件/1次/月 5件/1次/月 5件/1次/月 5件/1次/月
B 负载50N,0.5mm以下
在试验装置进行下记负 荷荷重
日本试验课
前方、後方5.1KN (=座椅Wt×30G)
n=1/年 1次/年
11 安全带固定强度 A
在规定荷重以下座椅 安全带固定机构及锁 付机构等无破坏。
在试验装置进行下记负 荷荷重
日本试验课 肩部.腿部 16240N n=1/年 1次/年
座Байду номын сангаас重心 座椅 Wt ×2DG×1.2
3/4
检查基准书(Ⅱ)
重 要 度 B B B
零件号:81260-0000
NO
項
目
規
格
检査担当区 作业员 作业员 作业员
检査方法 拉力计 拉力计 拉力计
检査频度 报告频度 数据形式 全数 全数 全数
5件/1次/月 5件/1次/月 5件/1次/月
备 注
4 滑动拉动力
前端10~60N
来料检查基准书
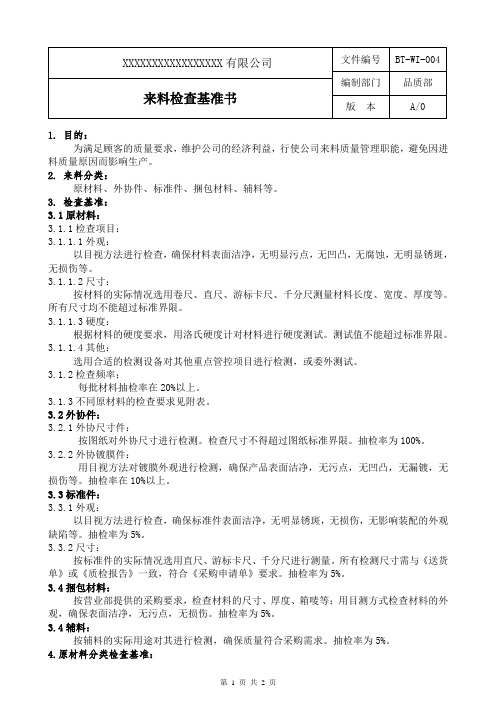
1. 目的:为满足顾客的质量要求,维护公司的经济利益,行使公司来料质量管理职能,避免因进料质量原因而影响生产。
2. 来料分类:原材料、外协件、标准件、捆包材料、辅料等。
3. 检查基准:3.1原材料:3.1.1检查项目:3.1.1.1外观:以目视方法进行检查,确保材料表面洁净,无明显污点,无凹凸,无腐蚀,无明显锈斑,无损伤等。
3.1.1.2尺寸:按材料的实际情况选用卷尺、直尺、游标卡尺、千分尺测量材料长度、宽度、厚度等。
所有尺寸均不能超过标准界限。
3.1.1.3硬度:根据材料的硬度要求,用洛氏硬度计对材料进行硬度测试。
测试值不能超过标准界限。
3.1.1.4其他:选用合适的检测设备对其他重点管控项目进行检测,或委外测试。
3.1.2检查频率:每批材料抽检率在20%以上。
3.1.3不同原材料的检查要求见附表。
3.2外协件:3.2.1外协尺寸件:按图纸对外协尺寸进行检测。
检查尺寸不得超过图纸标准界限。
抽检率为100%。
3.2.2外协镀膜件:用目视方法对镀膜外观进行检测,确保产品表面洁净,无污点,无凹凸,无漏镀,无损伤等。
抽检率在10%以上。
3.3标准件:3.3.1外观:以目视方法进行检查,确保标准件表面洁净,无明显锈斑,无损伤,无影响装配的外观缺陷等。
抽检率为5%。
3.3.2尺寸:按标准件的实际情况选用直尺、游标卡尺、千分尺进行测量。
所有检测尺寸需与《送货单》或《质检报告》一致,符合《采购申请单》要求。
抽检率为5%。
3.4捆包材料:按营业部提供的采购要求,检查材料的尺寸、厚度、箱唛等;用目测方式检查材料的外观,确保表面洁净,无污点,无损伤。
抽检率为5%。
3.4辅料:按辅料的实际用途对其进行检测,确保质量符合采购需求。
抽检率为5%。
4.原材料分类检查基准:见附录。
检验基准书
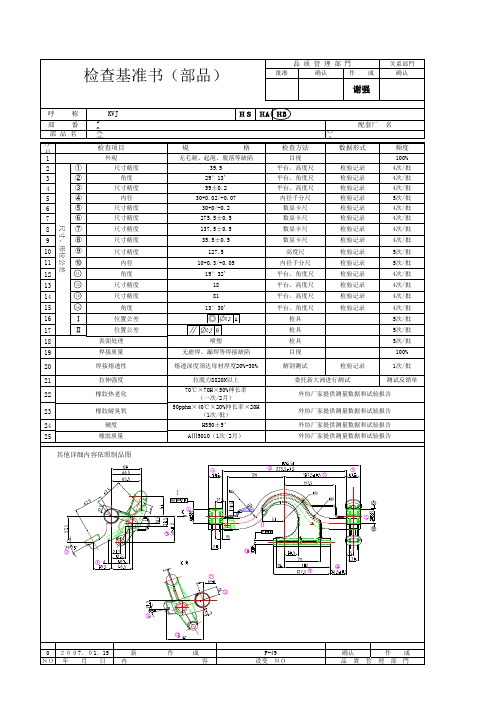
喷塑 无虚焊、漏焊等焊接缺陷
检查方法 目视
平台、高度尺 平台、角度尺 平台、高度尺 内径千分尺
数显卡尺 数显卡尺 数显卡尺 数显卡尺 高度尺 内径千分尺 平台、角度尺 平台、高度尺 平台、高度尺 平台、角度尺
检具 检具 检具 目视
配套厂 名 〇 △
数据形式
频度
100%
检验记录
1次/批
拉脱力8820N以上
70℃×70H×50%伸长率 (一次/2月)
50pphm×40℃×20%伸长率×20H (1次/批)
HS50±5°Βιβλιοθήκη AⅢ5010(1次/2月)
委托新大洲进行测试
测试反馈单
外协厂家提供测量数据和试验报告
外协厂家提供测量数据和试验报告 外协厂家提供测量数据和试验报告 外协厂家提供测量数据和试验报告
4次/批
检验记录 检验记录
4次/批 4次/批
检验记录 检验记录
5次/批 4次/批
检验记录
4次/批
检验记录
4次/批
检验记录
4次/批
检验记录
5次/批
检验记录
5次/批
检验记录
4次/批
检验记录
4次/批
检验记录
4次/批
检验记录
4次/批
5次/批
5次/批
5次/批
100%
熔透深度须达母材厚度20%-30%
解剖测试
检验记录
表面处理 焊接质量
焊接熔透性
拉伸强度
橡胶热老化
橡胶耐臭氧
硬度 橡胶质量
其他详细内容依照制品图
HS HA HB
規 格 无毛刺、起泡、脱落等缺陷
检查基准书的制作顺序

†1Žy•u †1Žy•u
†1Žy•u †1Žy•u †1Žy•u †1Žy†•
Step 剛 Step 强 高 Ž0‹G
15㎜↓ 3㎜↓ 130℃/1Hr
75㎏
変
図
図 …œŒÆ „K†¹ 에 한함
GUARD WAX Š³ 去 ‡ïƒ¾ •( Ž¨„™
図
図 ƒQŒJ‹èŠË
R Gage C/F
加
加할 空
•ªŽE…F ‰ù‡»ŒÍ 擊
Cs-0SA3B3
DPC-PDE-TST-074 DPC-PDE-TST-074
DPC-PDE-TST-074 DPC-PDE-TST-074 DPC-PDE-TST-074 DPC-PDE-TST-011 30㎏
図 Th-01DA3B2
•ª†•…F •ª•i…F
Cr-E1 We-OC HPE-1
9/21
DPECO CO. LTD CO.
10/21
DPECO CO. LTD CO.
11/21
DPECO CO. LTD CO.
12/21
DPECO CO. LTD CO.
13/21
DPECO CO. LTD CO.
14/21
DPECO CO. LTD CO.
15/21
DPECO CO. LTD CO.
1 交流毫伏表 每批
标准输出功率的电压与噪声电压之比用分贝表示, 即为信噪比
镜像拟制比
1 交流毫伏表 每批
输入信号电平与调谐频率输入信号电平的分贝值之 差,取指标较差者即为镜像干扰抑制比
自动锁台灵敏度
1 每批
AM/FM信号源
信号发生器输出电平,以“+”、“-”两个方向较低的电 平作为自动锁台灵敏度
检查基准书——HVAC(带PTC)

批量
需方检查结果
2#
3#
4#
5#
合格 不合格
4
5
①
总长:522±3
② 风口长度:126.6±0.5
③ 风口宽度:117.6±0.5
尺寸 ④ 安装孔:284±2
⑤
214±1
⑥
247.5±1
⑦
271.5±1.5
1 制热功率:2.5KW
2 鼓风机负载电流≤10A
3
伺服电机无异响
功能/性能 4
5
6
7
外包装:无破损、内装
其它
1 型号、台数与外箱标识
单个零件的判断(合格/不合格)
□合格
□不合格
检查结论
□合格
□不合格
供应商
检验员 检查日期
需方
需方检验员 检查日期
零部件检查成绩表
零件号 81001100E01
零件名称
HVAC(带PTC)
零件重要度
B
车型
EC01
供应商代码 021057
供应商名称 江苏国凯汽车部件有限公司 批次号
检 1 端正、牢固,字迹清晰
外表无划伤、脏迹、变 2 形及凹陷等现象。
外观
3
供应商检查结果 合格
检查基准书

C 29√C 30√C 31√C 32C 33C 34C 35√B 36√√C 37√C 38√C 39√A 40√√C 41√C 42√C 43√C 44√C 45√C 46√C 47√C 48√C 49√C 50√C 51√C 52√C 53√C 54√C 55√A 56√√B 57√√C 59√√√直径diameter Ф35.5±0.3游标卡尺Vernier caliper量测√√直径diameter Ф78.22±0.04游标卡尺/外径千分尺Vernier caliper 量测√同轴度concentricity CMM量测直径diameter Ф44±0.3游标卡尺Vernier caliper 量测倒角chamfer C1±0.1轮廓图仪量测距离distance 10.5±0.1CMM/深度卡尺CMM/The depth of thecaliper量测直径diameter Ф96±0.3CMM/综合检具CMM/functiongage量测√位置度position 直径diameter Ф7±0.1CMM/光面塞规CMM/smooth plug guage 量测量测√角度angle 20°轮廓度仪量测√R46CMM 量测3×M4×0.7P (牙贯穿)螺纹塞规量测√距离distance 38±0.2游标卡尺Vernier caliper量测√距离distance0.5轮廓度仪量测√量测√半径radius CMM/综合检具CMM/functiongage量测√√距离distance 0.4±0.1轮廓度仪√角度angle 2×50°CMM量测√半径radius 半径radius R7.4CMM √半径radius √位置度position R49CMM 量测2×R3CMM 量测√距离distance 9.5+0.05/-0.00CMM /深度卡尺CMM/The depth of thecaliper量测√CMM/综合检具CMM/functiongage量测螺纹尺寸thread 量测粗糙度roughness Ra0.8粗超度仪Turn undead meter thick量测Ф20±0.1CMM量测√直径diameter √直径diameter CMM量测√Ф30+0.016/+0.003CMM/气动量仪CMM/The electronic measuring instrument 9+0.2/-0.0CMM /深度卡尺CMM/The depth of thecaliper 量测距离distance 6.3+0.3/+0.1CMM /深度卡尺CMM/The depth of thecaliper 量测√垂直度perpendicularity√直径diameter Ф28+0.2/-0.0CMM/光面塞规CMM/smooth plug guage 量测√距离distance √倒角chamfer C1±0.1轮廓度仪量测距离distance 0.5±0.1CMM/深度卡尺CMM/The depth of thecaliper量测C 60√B 61√√A 62√C 64√C 65√A 66√√C 67√B 68√√审 核符号角度angle 90°轮廓度仪量测√直径diameter Ф7±0.1CMM/光面塞规CMM/smooth plug guage量测位置度position √作成日期:车型:件号:件名:改定年月日理 由改订者核 准作 成承认位置度positionCMM/综合检具CMM/functiongage量测√直径diameter Ф9±0.1CMM/光面塞规CMM/smooth plug guage 量测√倒角chamfer C0.5游标卡尺 /万能角尺Verniercaliper/Universal square 量测轮廓度仪量测√90°轮廓度仪量测CMM/综合检具CMM/functiongage 量测√距离distance √角度angle √0.5。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
①HOO ②因 SIL ①确②确
NO
1
2345
6NO NO
①⑥
②③④⑤
模具次数,塑胶业体,生产日
检查项目
目测确认无异常(参照标准或样本)DW-WI70-547(版本/版次:A/0) DW 东原电子有限公司 A4(210×297mm)
审 核/立 案决 定
/
1次/月材质证明书成绩书记录
(来料)检查标准书
划痕及无破碎
检查方式
KSA 3109G-I AQL:0.65
CHECK
n=5 c=0
CHECK
n=3 c=0
DW CODE NO 检查装备
放大镜,CALIPER,破坏试验检查辅助装备,相对物"模具简历"输入
部 品 形 象 及 略 图
判 定 基 准CHECK
n=5 c=0确 认尺数
模具简历
检 查 方 法1)不能有制品的功能或价值损坏,WELD LINE, BURR,未成型,破损,划痕,污染,FLOW MARK等.2)CASE之间的COLOR,光泽,腐蚀状态同样本无差异.
1)C/BOTTOM组合时PARTING部上不能有凹凸不平, 缝隙(0.1㎜↓),SCREW无异常.2)PBA插入时松紧度合适.
3)确认CABLE插入时松紧度,及不能松动.试验CASE上面放PLATE后从120cm高度上用500g的球型物坠落到CASE的CENTER上.
模具三套(2→2,6自己制造)
制品内部刻印日期,输入模具两套(2→2,6次)
PC NF-1023 K2261(BLACK) (UL94 V-0)全长长度
确认入库LOT的模具简历事项变 更 内 容
"破坏检查"输入项目管理编号SEC CODE NO 品 名模 具 名制 定 日改 定 日/
决裁
确 认
变更日期
'03-02-07
变 更 内 容
BACK-UP承认模具(#15)
重 点 管 理 POINT
业 体 名
变更履历
变更日期
'02-03-04'02-07-25'02-08-07'02-08-23'02-09-23
改定(Rev NO.)
2001.04.23.2003.02.07.
6
GH44-00184A 4CCA013L0010
CASE TOP TAD037EBE YUIL CO.,LTD
检查装备
放大镜、样本
C/BOTTOM PBA CABLE 样本试验辅助装备
外观状态
型合状态
破坏试验材质无异常
外观
型合
CALIPER
58.75㎜±0.1
3
1
2。