常用机床电气控制线路
常用机床电气控制线路(1)
常用机床电气控制线路(1)随着机械设备技术不断的发展和更新,现今越来越多的机床采用了电气控制系统。
电气控制线路则是机床电气控制系统的核心部分。
下面,我们将讲解一下常用机床电气控制线路相关的知识。
一、机床电气控制系统简介机床电气控制系统一般包含三个部分:输入部分、处理部分和输出部分。
输入部分通常由开关、按钮、传感器等组成,主要用于接收人的指令和反馈机床状态。
处理部分则是电气控制系统的核心部分,主要由PLC等控制器、计算机等控制设备组成。
输出部分则通过输出开关、电磁阀等设备向机床传达指令。
二、常用电气控制线路的分类1. 单相线路和三相线路单相线路适用于功率较小的机床,如电火花放电机等,其控制线路一般只需通过单相电源进行连接。
而三相线路适用于功率较大的机床,如数控车床、剪板机等,其控制线路则需要接入三相电源。
2. 直流电气控制系统和交流电气控制系统直流电气控制系统应用比较广泛,其特点是控制精度高、启动减速平稳。
而交流电气控制系统则具有结构简单易于维护以及成本低的优势。
3. 按钮控制线路和脚踏控制线路按钮控制线路适用于需要较高操作频次的机床,其控制线路中需设置照明开关、启动按钮、停止按钮等。
而脚踏控制线路则适合于对安全性要求较高的机床,如剪板机等。
三、机床电气控制线路的注意事项1. 连线前一定要先查看线路图,并判断各线的方向和位置是否正确。
2. 接线前一定要进行电源和备电源的切断。
3. 在操作中一定要遵循安全规定,避免触电等事故的发生。
4. 定时进行电路检测和维修,以确保机床电气控制线路的长时间稳定运行。
总结起来,机床电气控制线路虽然运行稳定可靠,但是也需要我们在平时的工作中予以充分的关注和维护。
所以,在使用机床时,一定要按照规定的方法进行操作,以确保操作的安全性和机床的稳定性。
机床电气控制基本电路

机电电气控制技术
3.1.1 電氣圖形符號和文字元號
電氣圖示符號:圖形符號、文字符號、回路標號以及座標表示和文字 標示等內容。 1、圖形符號 通常用於圖樣或其他檔以表示一個設備或概念的圖形、標記或字元 。詳見附錄1; 圖形符號含:符號要素、一般符號和限定符號。 符號要素——是一種具有確定意義的簡單圖形,它必須同其他圖形組 合才構成一個設備或概念的完整符號。如接觸器常開主觸點的符號就 是由接觸器觸點功能符號(用小半圓表示)和常開觸點符號組合而成 的。 一般符號:表示一類產品及其特徵的一種簡單符號,如電機可用一個圓 圈表示。 限定符號:用於提供附加資訊的一種加在其他符號上的符號。如延時 繼電器觸點上的延時符號。
6
机电电气控制技术
運用圖形符號繪製電氣系統圖時應注意: ① 符號尺寸大小、線條粗細可縮放,但同圖同尺寸,各 符號間及符號本身比例保持不變。 ② 符號方位可旋轉或鏡像,但文字和指示方向不得倒置 ③ 大多數符號都可以加上補充說明標記。 ④ 有些具體器件的符號可由設計者根據國家標準的符號 要素、一般符號和限定符號組合而成。 ⑤ 國家標準未規定的圖形符號可根據實際需要,按突出 特徵、結構簡單、便於識別的原則自行設計,但需要報國 家標準局備案。當採用其他來源的符號或代號時,必須在 圖解和文件上說明其含義。
机电电气控制技术
7
2、文字符號
有基本文字符號、輔助文字符號,見附錄2。 ① 基本文字符號有單字母和雙字母兩種:
單字母符號分23大類,每一大類用一個專用單字母符號
表示:“C”——電容器類,“R”——電阻器類等; 雙字母符號:單字母+另一個字母,且單字母必須在前, 如“F”表示保護器類,“FU”則表示為熔斷器,“FR”表 示具有延時動作的限流保護器等。
机床的几种控制线路
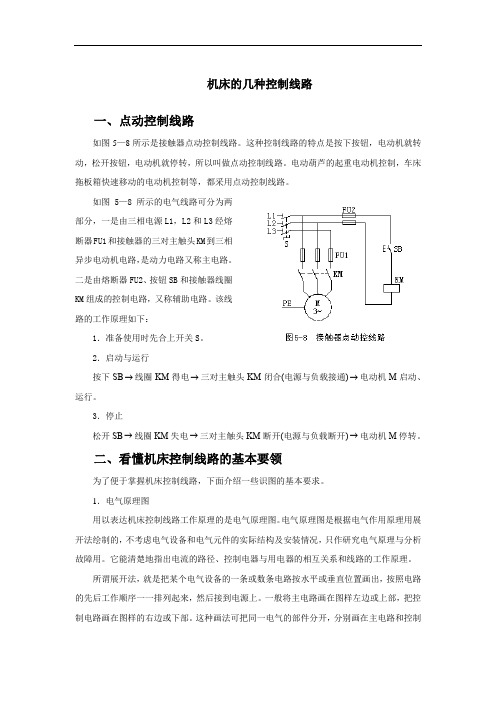
机床的几种控制线路一、点动控制线路如图5—8所示是接触器点动控制线路。
这种控制线路的特点是按下按钮,电动机就转动,松开按钮,电动机就停转,所以叫做点动控制线路。
电动葫芦的起重电动机控制,车床拖板箱快速移动的电动机控制等,都采用点动控制线路。
部分,一是由三相电源L1,L2和L3经熔断器FU1和接触器的三对主触头KM到三相异步电动机电路,是动力电路又称主电路。
二是由熔断器FU2、按钮SB和接触器线圈KM组成的控制电路,又称辅助电路。
该线路的工作原理如下:1.准备使用时先合上开关S。
2.启动与运行按下SB→线圈KM得电→三对主触头KM闭合(电源与负载接通)→电动机M启动、运行。
3.停止松开SB→线圈KM失电→三对主触头KM断开(电源与负载断开)→电动机M停转。
二、看懂机床控制线路的基本要领为了便于掌握机床控制线路,下面介绍一些识图的基本要求。
1.电气原理图用以表达机床控制线路工作原理的是电气原理图。
电气原理图是根据电气作用原理用展开法绘制的,不考虑电气设备和电气元件的实际结构及安装情况,只作研究电气原理与分析故障用。
它能清楚地指出电流的路径、控制电器与用电器的相互关系和线路的工作原理。
所谓展开法,就是把某个电气设备的一条或数条电路按水平或垂直位置画出,按照电路的先后工作顺序一一排列起来,然后接到电源上。
一般将主电路画在图样左边或上部,把控制电路画在图样的右边或下部。
这种画法可把同一电气的部件分开,分别画在主电路和控制电路的相应部位,但要用同一符号表示。
如图5—8所示,接触器的主触头在主电路中,而接触器的线圈在控制电路中,但是都用KM符号表示,说明它们是同一电气的部件。
这样使得主电路与控制电路容易区别,便于单独对主电路与控制电路的各自工作过程,及它们的相互联系进行分析。
各电气触头的位置是电路没有通电或电气未受外力的常态位置,分析控制线路工作时应从触头的常态位置进行。
2.看图的基本原则看图时,先分析主电路,然后研究控制电路,以及控制电路对主电路的控制作用。
机床电气控制 第6版 第二章 典型机床电气控制线路分析与检修

• 5)试车前,为避免机床运动部分发生误动作或碰撞等意外情况,可将生产机械与电动机分离;
或将电动机与电器线路分离,然后再试车,这是判断是电气故障还是机械故障的有效方法之一
•
故障类型的判断
3.用逻辑分析法确定故障范围,用排除法缩小故障范围 1)逻辑分析法 逻辑分析法是根据电气控制线路的工作原理,电器元件之间的动作顺序以及各控制环节之间 的控制关系,结合试车确认的故障现象作具体的分析,同时运用排除法迅速缩小故障范围, 从而判断最小故障范围。
2)电气控制线路的控制关系 继电器-接触器控制系统的控制关系如图。检修工作中,经常运用的逻辑关系如下: ①主电路与控制电路逻辑关系。 ②两台以上电动机顺序或程序控制逻辑关系。 ③单台电机各控制环节程序控制逻辑关系。 ④公共电路与分支电路(并联电路)之间相互逻辑关系。 ⑤电气设备与机械设备相互逻辑关系
一、电气控制线路分析的内容 1.设备说明书 • 设备的结构,主要技术指标,机械、液压和气动的原理。 • 电气传动方式,电动机和执行电器的数目、型号规格、安装位置、用途及控制
要求。 • 设备的使用方法,各操作手柄、开关、旋钮和指示装置的布置及作用。 • 同机械和液压部分直接关联的电器的位置、工作状态及作用。
4.用测量法确定故障点 5.区分电气故障还是机械故障 6.故障点的修复及注意事项 排故四步法 简化的排故流程
一、主要结构和运动形式
• 它主要由主轴箱、进給箱、溜板箱、刀架、丝杠、 光杠、床身、尾架等部分组成。
• 车床的主运动为工件的旋转运动,它是由主轴通 过卡盘或顶尖带动工件旋转,其承受车削加工时 的主要切削功率。车床的进给运动是溜板带动刀架的纵向或横向直线运动。
四、机床电气设备维修的一般步骤和方法
• 1.检修前的故障调查 机床电气发生故障后,不要盲目进行检修。检修前,应向操作者询 问、了解故障发生前电路和设备的运行状况及故障发生后的症状
常用电气控制线路
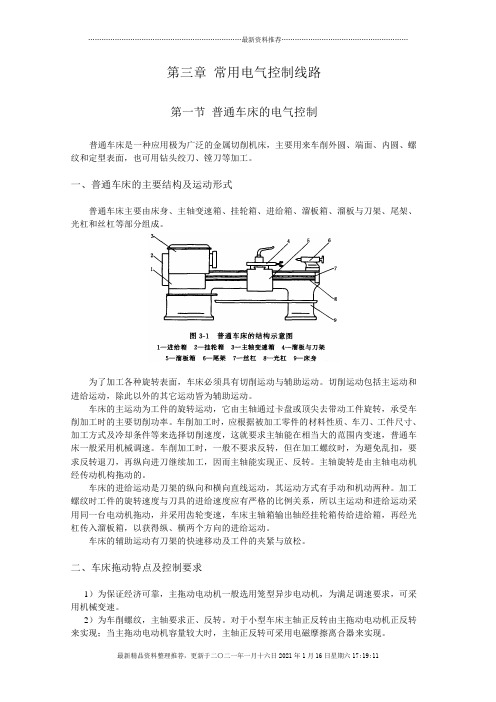
第三章常用电气控制线路第一节普通车床的电气控制普通车床是一种应用极为广泛的金属切削机床,主要用来车削外圆、端面、内圆、螺纹和定型表面,也可用钻头绞刀、镗刀等加工。
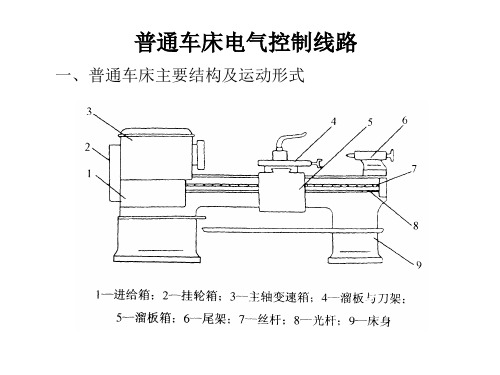
一、普通车床的主要结构及运动形式普通车床主要由床身、主轴变速箱、挂轮箱、进给箱、溜板箱、溜板与刀架、尾架、光杠和丝杠等部分组成。
为了加工各种旋转表面,车床必须具有切削运动与辅助运动。
切削运动包括主运动和进给运动,除此以外的其它运动皆为辅助运动。
车床的主运动为工件的旋转运动,它由主轴通过卡盘或顶尖去带动工件旋转,承受车削加工时的主要切削功率。
车削加工时,应根据被加工零件的材料性质、车刀、工件尺寸、加工方式及冷却条件等来选择切削速度,这就要求主轴能在相当大的范围内变速,普通车床一般采用机械调速。
车削加工时,一般不要求反转,但在加工螺纹时,为避免乱扣,要求反转退刀,再纵向进刀继续加工,因而主轴能实现正、反转。
主轴旋转是由主轴电动机经传动机构拖动的。
车床的进给运动是刀架的纵向和横向直线运动,其运动方式有手动和机动两种。
加工螺纹时工件的旋转速度与刀具的进给速度应有严格的比例关系,所以主运动和进给运动采用同一台电动机拖动,并采用齿轮变速,车床主轴箱输出轴经挂轮箱传给进给箱,再经光杠传入溜板箱,以获得纵、横两个方向的进给运动。
车床的辅助运动有刀架的快速移动及工件的夹紧与放松。
二、车床拖动特点及控制要求1)为保证经济可靠,主拖动电动机一般选用笼型异步电动机,为满足调速要求,可采用机械变速。
2)为车削螺纹,主轴要求正、反转。
对于小型车床主轴正反转由主拖动电动机正反转来实现;当主拖动电动机容量较大时,主轴正反转可采用电磁摩擦离合器来实现。
3)主轴电动机的起动、停止应能实现自动控制。
一般中小型车床均采用直接起动,当电机容量较大时,常用Y—△降压起动。
为实现快速停车,可采用机械或电气制动。
4)车削加工时,由于刀具与工件温度高,因此,设有一台冷却泵用于冷却。
冷却泵电动机只需单方向旋转,且与主轴电动机有着联锁关系,即冷却泵电动机应在主轴电动机起动之后方可选择起动与否;当主轴电动机停止时,冷却泵电动机立即停止。
《电机与电气控制》——常用机床的电气控制电路

(4)应设有比较完善的短路、过载保护、零压保护与欠压保护,以及电磁吸
普遍使用的M7120平面磨床为例,介绍其电气控制电路。
6.4.1 磨床的结构形式及运动形式 平面磨床主要由床身、工作台、电磁吸盘、砂轮箱、滑座、
立柱等部分组成。
平面磨床的主运动是砂轮的旋转运动,进给运动有垂直进 给运动、横向进给运动和纵向进给运动。
第6章 常用机床的电气控制电路
6.4.2 磨床的电力拖动特点及控制要求
动和辅助运动。
图6-1 普通车床的结构示意图
1-进给箱;2 -挂轮箱;3-主轴变速箱;4-溜板与刀架; 5-溜板箱;6-尾架;7-丝杠;8-光杠;9-床身
第6章 常用机床的电气控制电路
6.2.2 车床电力拖动的特点及控制要求
车床在车削加工时,要根据被加工工件的材料、所使用的刀 具种类、工件的尺寸以及加工工艺要求等的不同,来选择不 同的切削速度,这就要求主轴能在较大范围内具有调速(变 速)功能。
1.按照先主电路,后辅电路的顺序原则 2.按照化整为零的方法分析控制电路 3.按照集零为整,统领全局的原则 4.检查总结
第6章 常用机床的电气控制电路
6.2 普通车床电气控制线路
6.2.1 普通车床的主要结构及运动形式 卧式普通车床的结构主要由床身、主轴变速箱、进给箱、丝杠、光杠、
刀架、尾架和溜板箱等部分组成。车床的运动形式分为主运动、进给运
电机与电气控制
电子课件-《机床电气控制(第三版)》-B01-4028 2-6
第二章 典型机床电气控制线路
(3)电压测量法使用注意事项 万用表测量电压(或电流)时要选择好量程,如果用
小量程去测量大电压,则会有烧表的危险;如果用大量程 去测量小电压,那么指针偏转太小,无法读数。量程的选 择应尽量使指针偏转到满刻度的2/3左右。如果事先不清 楚被测电压的大小时,应先选择最高量程挡,然后逐渐减 小到合适的量程。
第二章 典型机床电气控制线路
(1)电阻分阶测量法
FU2
1
电阻分阶测量法是以电 U11
路某一点为基准点(一般 N 选择起点、或终点)放置
一表棒,另一表棒在回路
中依次测量电阻,通过电
阻测量,判别电路是否正
常的方法。
FR
2
SB2
3
SB1 KM
4
Ω ΩΩΩ
KM
第二章 典型机床电气控制线路
(2) 电阻分段测量法
2.电压测量法
测量法的另一种是电压测量法,电压测量法准确性高, 效率高,缺点是带电测量,有一定的危险性。电压测量法主 要有分阶测量法与分段测量法。
(1)电压分阶测量法 电压分阶测量法是以电路某一点为基准点(一般选择起
点、或终点或接地点)放置一表棒,另一表棒在回路中依次 测量电压,通过电压测量,判别电路是否正常的方法。检查 时把万用表旋到交流电压500V档上。
第二章 典型机床电气控制线路
(2)电压分阶测量法
用 万 用 表 测 量 图 中 测 试 点 1-7 两点电压,电压为380V。说明电 源电压正常。然后按下SB2 不放 ,用万用表逐段测量相邻两点12、2-3、3-4、4-5、5-6、6-7的 电压。如电路正常,除6-7 两点 电压等于380V外其他任意相邻两 点间的电压都应为零.如测量某 相 邻 两 点 电 压 为 380V, 说 明 两 点 所包括的触点及其连接导线接触 不良或断路。
常用生产机械的电气控制线路(一)

常用生产机械的电气控制线路(一)在现代工业生产中,各种生产机械都是必不可少的,而其中的电气控制系统更是至关重要。
常用生产机械的电气控制线路主要包括以下几个方面:一、起重机电气控制线路起重机电气控制线路包括主电路和控制电路两个部分。
主电路主要由电动机、制动器和弹簧开关等元件组成,是起重机进行起吊、移动和停止的主要控制回路。
控制电路是通过操纵台上的按钮、指示灯和开关实现对起重机动作的控制,包括限制开关、保护接触器和电气变压器等。
二、注塑机电气控制线路注塑机电气控制线路主要由控制系统、操作面板和电气元器件组成。
控制系统通过细长电路板连接各种机械执行元件和各种传感器,实现对注塑机的压力、温度、速率和行程等参数的实时监控与调节。
操作面板则是操作员和机器之间的桥梁,包括操作按钮、LED指示灯、液晶显示屏和水温控制器等。
三、数控机床电气控制线路数控机床电气控制线路主要包括系统控制板、驱动板和I/O控制板等。
其中的系统控制板负责将控制程序转换为机床运动信号,驱动板则负责将信号发送到各种功率器件中,如电机、液压系统和气动系统等,而I/O控制板则负责与人机界面端进行数据通信。
四、输送带电气控制线路输送带电气控制线路主要包括传感器和PLC控制系统。
传感器负责监测物料的到达和离开状态,同时还需要监测输送带的速度和方向等参数,将监测到的数据通过信号传输器发送到PLC控制系统中,PLC控制系统则根据监测数据决定输送带的具体运行情况。
五、风力发电机组电气控制线路风力发电机组电气控制线路主要由机械部分、电气部分和电子部分三个部分组成。
机械部分主要是通过叶片转动实现能量转换,将机械能转化为电能。
而电气部分则是将产生的电能通过变压器升压后接入到电网中,最后由电子部分负责对并网电能进行调节和优化。
综上所述,生产机械的电气控制线路是现代工业生产中的重要组成部分,在不同类型的生产机械中,其控制方式也各有不同。
随着科技的不断发展,控制技术也在不断更新,各种新型的控制模块和控制器也不断出现,为生产机械行业的发展提供了强有力的技术支持。
普通车床电气控制线路
X52K立式升降台铣床
几点要求: 1、主轴应采用制动停车方式 。
2、为保证安全,同一时间内只允许一个方向的运动。
3、主轴电动机与进给电动机有严格的顺序。 4、矩形工作台与圆形工作台互锁。
摇臂钻床的电气控制 线路
摇臂钻床的主运动: 主轴的旋转运动 摇臂钻床的进给运动: 主轴的纵向进给 摇臂钻床的辅助运动有: 摇臂沿外立柱的垂直移动;主 轴箱沿摇臂长度方向的水平移 动;摇臂与外立柱一起绕内立 柱的回转运动
摇臂夹紧机构: 放松:YV+,M3正转 夹紧:YV+,M3反转 主轴箱、立柱夹紧机构: 放松:YV-,M3正转 夹紧:YV-,M3反转
M3正转:KM4+
M3反转:KM5+来自 普通车床电气控制线路一普通车床主要结构及运动形式切削运动主运动主轴旋转调速变速箱正反转离合器电气制动机械及电气制动进给运动刀架的移动辅助运动刀架的快速移动工件的夹紧和松开每台机床都有冷却泵主电机m1
普通车床电气控制线路
一、普通车床主要结构及运动形式
调速—变速箱
主运动——主轴旋转 切削运动
正反转—离合器、电气 制动—机械及电气制动
进给运动—— 刀架的移动
辅助运动——刀架的快速移动,工件的夹紧和松开
每台机床都有冷却泵
二、C620电气线路
主电机M1:KM
冷却电机M2:SQ1
三、C616电气线路
四、C650电气线路
铣床电气控制线路
一、铣床的结构和运动形式 主运动:刀具(铣 刀)的旋转运动 进给运动:工件 (工作台)的移动 或进给箱的移动 辅助运动:工作台 快速移动、主轴箱 的快速移动以及工 作台的旋转运动
常用机床电气控制线路
常用机床电气控制线路引言机床是制造业中常见的设备,用于加工金属和其他工件。
机床的电气控制线路起着关键的作用,控制着机床的运行和加工过程。
本文将介绍常用的机床电气控制线路,包括常见的控制元件和其组合方式。
1. 电路图符号在了解机床电气控制线路之前,首先需要了解一些电路图中常用的符号。
下面是一些常见的电路图符号及其含义:•开关:表示开关元件,可用来控制电流的通断。
•电动机:表示机床中使用的电动机。
•继电器:表示继电器元件,用来控制电流的通断,通常用于较大电流的控制。
•传感器:表示用于检测机床中的状态或位置的传感器。
•接触器:表示接触器元件,用来控制电流的通断,通常用于较大电流的控制。
•电阻:表示电阻元件,用来控制电路中的电阻值。
2. 基本电控线路常用的机床电气控制线路可分为多个基本电控线路,下面将介绍其中的几种常见的线路。
2.1. 单向转动电机控制线路单向转动电机控制线路用于控制电机的单向转动,通常用于控制机床中的主轴或进给轴。
该线路包括一个控制开关和一个电动机,控制开关用于控制电流的通断,从而控制电机的工作状态。
电路图示例:_控制开关------| | || |电动机--------|___|2.2. 正反转电机控制线路正反转电机控制线路用于控制电机的正反转运动,通常用于控制机床中的主轴或进给轴。
该线路包括一个正转控制开关、一个反转控制开关和一个电动机,两个控制开关用于控制电流的通断,从而控制电机的运行方向。
电路图示例:_正转开关----| | || |反转开关----|_____|_____|电动机--------|___|2.3. 进给控制线路进给控制线路用于控制机床中的进给轴的运动,包括前进和后退运动。
该线路包括一个进给正转控制开关、一个进给停止控制开关和一个进给反转控制开关,以及一个电动机。
三个控制开关用于控制电流的通断,从而控制电机的运行方向和进给速度。
电路图示例:_______ ________|_____|进给停止-----|_____|-----|______| 进给反转||_______进给正转---------|_____|-------|______|_______|电动机--------|______|3. 简单控制线路示例下面是一个简单的机床电气控制线路示例,用于控制机床中的一个进给轴的正反转和停止。
常用机床电气控制线路安装与维修试题
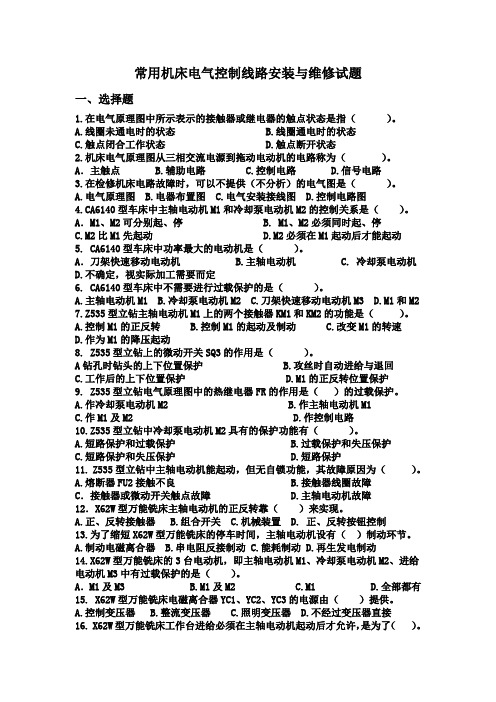
常用机床电气控制线路安装与维修试题一、选择题1.在电气原理图中所示表示的接触器或继电器的触点状态是指()。
A.线圈未通电时的状态B.线圈通电时的状态C.触点闭合工作状态D.触点断开状态2.机床电气原理图从三相交流电源到拖动电动机的电路称为()。
A.主触点 B.辅助电路 C.控制电路 D.信号电路3.在检修机床电路故障时,可以不提供(不分析)的电气图是()。
A.电气原理图B.电器布置图C.电气安装接线图D.控制电路图4.CA6140型车床中主轴电动机M1和冷却泵电动机M2的控制关系是()。
A.M1、M2可分别起、停 B. M1、M2必须同时起、停C.M2比M1先起动D.M2必须在M1起动后才能起动5. CA6140型车床中功率最大的电动机是()。
A.刀架快速移动电动机 B.主轴电动机 C. 冷却泵电动机D.不确定,视实际加工需要而定6. CA6140型车床中不需要进行过载保护的是()。
A.主轴电动机M1B.冷却泵电动机M2C.刀架快速移动电动机M3D.M1和M27.Z535型立钻主轴电动机M1上的两个接触器KM1和KM2的功能是()。
A.控制M1的正反转B.控制M1的起动及制动C.改变M1的转速D.作为M1的降压起动8. Z535型立钻上的微动开关SQ3的作用是()。
A钻孔时钻头的上下位置保护 B.攻丝时自动进给与退回C.工作后的上下位置保护D.M1的正反转位置保护9. Z535型立钻电气原理图中的热继电器FR的作用是()的过载保护。
A.作冷却泵电动机M2B.作主轴电动机M1C.作M1及M2D.作控制电路10.Z535型立钻中冷却泵电动机M2具有的保护功能有()。
A.短路保护和过载保护B.过载保护和失压保护C.短路保护和失压保护D.短路保护11. Z535型立钻中主轴电动机能起动,但无自锁功能,其故障原因为()。
A.熔断器FU2接触不良B.接触器线圈故障C.接触器或微动开关触点故障 D.主轴电动机故障12.X62W型万能铣床主轴电动机的正反转靠()来实现。
普通机床电气控制电路分析

1.5 辅助电路分析
按下SB2或SB3按钮,KM1或KM2线圈 通电,电动机M1正转或反转起动,时间 继电器KT线圈通电,PA由于KT触点闭合 而起到保护作用,以避免受到电动机M1 起动电流的冲击。
2 普通铣床的电气控制电路
2.1 X6132铣床的主要结构和运行情况
1. 主要结构 X6132铣床主要构造由床身、悬梁及刀架支架、工作溜板和
程
职
1 普通车床电气控制电路
业 技
导
2 普通铣床的电气控制电路
术 学
航
3 机床电气控制线路的设计
院
1 普通车床电气控制电路
1.1 普通车床的主要结构及运动形式
普通卧式车床结构示意图
1—进给箱;2—挂轮箱;3—主轴变速箱;4—溜板与刀架; 5—溜板箱;6—尾架;7—丝杠;8—光杠;9—床身
1.2 C650型车床电路的特点:
1.主轴电动机M1采用电气正反转控制。 2.M1容量为30KW,惯性大,采用电气反接制动,实现迅速停车。 3.为便于对刀调整操作,主轴可作点动控制。 4.采用电流表A检测主轴电动机负载情况。
C650-2车床的电气控制线路
1.3 C650车床电气线路主要元件用途
Q:电源引入开关。 FU1:主电动机M1的短路保护用熔断器。 FR1:电动机M1的过载保护用热继电器。 R:限流电阻,在主电动机点动和反接制动 时流过电流。 电流表PA: 用来监视电动机M1的绕组电流, M1的功率很大,所以电流表接入电流互感器 TA。 时间继电器KT:在M1起动时其延时断开常 闭触点延时后才断开,对电流表在M1电动机 起动时起到保护作用。
主轴变速盘 12—主轴变速手柄 13—床身 14—主轴电动机
2.2 电气原理图分析
[PDF]常用机床的电气控制线路
![[PDF]常用机床的电气控制线路](https://img.taocdn.com/s3/m/e595de4469eae009581bec98.png)
第三章 常用机床的电气控制线路金属切削机床是机械加工的主要设备。
本章主要介绍几种常用机床电气控制线路的工作原理。
本章要求:(1)会分析常用机床(如CA6140普通车床、M7130平面磨床、M7475B平面磨床、Z35摇臂钻床、Z3040摇臂钻床、X62W万能铣床与T68卧式镗床)的电气控制原理。
(2)了解常用机床控制线路的常见故障及排除方法。
第一节 普通车床的电气控制线路车床是机械加工中使用最广泛的一种机床,约占机床总数的25%~50%左右。
在各种车床中,应用最多的是普通车床。
普通车床可以用来车削工件的外圆、内圆、端面和螺纹等,并可以装上钻头或铰刀等进行钻孔和铰孔等加工。
型号的含义为:C A6140车床结构上与C6140不同最大车削直径为400mm 卧式车床系卧式车床组下面以CA6140普通车床为例来进行分析。
一、主要结构和运动情况CA6140普通车床的主要结构如图3-1所示。
切削时,主运动是工件作旋转运动,也就是产生车削的运动;进给运动是刀具作直线移动,也就是使切削能连续进行下去的运动。
电动机的动力,由三角带通过主轴箱传给主轴。
变换主轴箱外的手柄位置,可以改变主轴的转速。
主轴通过卡盘带动工件作旋转运动。
主轴一般只要求单方向旋转,只有在车螺纹时才需要用反转来退刀。
CA6140用操纵手柄通过摩擦离合器来改变主轴旋转方向,别的车床也有用改变电动机的正反转向来改变主轴转向的。
CA6140车床的进给运动消耗的功率很小,且车螺纹时要求主轴的旋转角度与进给的移动距离之间保持一定的比例,所以也由主轴电动机拖动,不再另加单独的电动机拖动。
主轴电动机传来的动力,经过主轴箱、挂轮架传到进给箱,再由光杠或丝杠传到溜板箱,使溜板箱带动刀架沿图3-1 CA6140普通车床结构示意图床身导轨作纵向走刀运动;或者传到横溜板,使刀架作横向走刀运动。
所谓纵向运动,是指相对于操作者作向左或向右的运动。
所谓横向运动,就是指相对于操作者往前或往后的运动。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2020/4/18
9
3.3.1 C620重型车床电气控制线路
3.常见故障
(1)主轴电动机不能启动 (2)(2)主轴电动机断相运行 (3)(3)主轴电动机能启动但不能自锁 (4)(4)主轴电动机不能停转
2020/4/18
6
3.3.1 C620重型车床电气控制线路
2020/4/18
7
3.3.1 C620重型车床电气控制线路
1. 主电路
主电路中共有两台电动机,其中M1是主轴电动机,拖动 主轴旋转和刀架作进给运动,主轴的正反转是通过摩擦离 合器来实现的,所以M1只有正转控制。 M2是冷却泵电动 机,为车削工件时输送冷却液,主轴电动机和冷却泵电动 机的容量都不大,所以采用全压启动。
只有在KM1得电吸合, 主轴电动机M1启动后, 冷 再合上开关SA,才能使 却 KM2线圈得电吸合,冷 泵
却泵电动机M2启动 电 动 机 M1 的
3.3.2 CA6140车床电气控制线路
刀架快速移动电动机M3的启
动是由安装在进给操纵手柄
C控A 制电路工作原理分析
顶端的按钮SB3来控制。将操 纵手柄扳到所需的方向,压
2020/4/18
17
3.3.2 CA6140车床电气控制线路
CA主电路工作原理分析
61
40
车
M1为主轴电动
床
机,带动主轴M2为冷却M泵3为刀架快
主
旋转和刀架作 电动机速移动电动机 进给运动
电
路
图
2020/4/18
18
3.3.2 CA6140车床电气控制线路
CA主电路工作原理分析
61
KM1控
40
2020/4/18
10
3.3.2 CA6140车床电气控制线路
2020/4/18
11
3.3.2 CA6140车床电气控制线路
CA6140普通车床的作用: CA6140车床可车削外圆、内圆、端面、螺纹、螺
杆以及车削定型表面,并可用钻头、绞刀等刀具进行 钻孔、镗孔、倒角、割槽及切断等加工工作。
2020/4/18
CA控制电路工作原理分析
61
40
车
床
控
利用到了前
制
面学过的连
电
续运行控制
路
图
2020/4/18
按下启动按钮 SB2,接触器
主 轴 电
KM1的线圈得电 动
吸合,KM1主触 机
头闭合,主轴电 M1
动机M1启动。 按下停止按钮
的 控 制
SB1,电动机M1
停转
21
3.3.2 CA6140车床电气控制线路
控CA制电路工作原理分析 61 40 车 床 控 利用到了前 制 面学过的顺 电 序启动控制 路 图
3.3.1 C620重型车床电气控制线路
2020/4/18
4
2020/4/18
5
C620车床电力拖动特点及控制要求
主电路中共有两台电动机,一台是主轴电动机, 拖动主轴旋转和刀架作进给运动,主轴的正反转是通 过摩擦离合器来实现的,所以只要求单向运转; 另一 台是冷却泵电动机,为车削工件时输送冷却液。两台 电动机容量都不大,均采用全压启动。
61
下按钮SB3,接触器KM3得电
2020/4/18
8
3.3.1 C620重型车床电气控制线路
2. 控制电路
(1)主轴电动机的控制:主轴电动机M1由启动按钮 SB2 和停止按钮SB1及接触器KM来控制。当按下启动按钮 SB2时,接触器KM线圈得电吸合,KM主触点闭合, 电动机M1启动。
(2)(2) 冷却泵电动机的控制:电动机M2的功率较小,采 用负荷开关QS2来控制电动机的启动和停止。M2是与 M1连锁的,只有在主轴电动机M1运转后,冷却泵电 动机M2才能启动运转供冷却液。
12
3.3.2 CA6140车床电气控制线路
CA6140普通车床的结构:
它主要由
CA 61
床身、主 轴箱、进
40
给箱、溜
车
板箱、刀
床
架、丝杠、
结 构
光杠、尾
图
架等部分
组成。
2020/4/18
13
3.3.2 CA6140车床电气控制线路
CA6140普通车床的运动形式:
切削运动
包括工件旋转的主运动和刀具的 直线进给运动。
刀架带动刀具的直线运动
辅助运动
进给运动
除切削运动外的其他运动,如尾 架的纵向移动、工件的夹紧与放松等。
2020/4/18
14
3.3.2 CA6140车床电气控制线路
配冷却泵电动机。要
求在主轴电机启动后,
三台三相笼型
再决定冷却泵是否开
CA6140普通异采调不车车步用速需行削床电机,要拖螺电动械 电 进动纹力机有动行时拖进级机电需动特点及控制要起止即电短压求;时停配气路保:当,止有线、护主冷安。路欠轴却全中电电泵的设压动应局有和机能部过失停立照载电明、 多运动要部主气件轴调的速正反 刀具和工件装会置发。热 转,由多片摩
第3章 常用机床电气控制线路
2020/4/18
1
回顾上节课内容
3.1 电气控制线路分析基础 3.1.1 机床电气控制线路分析的内容 设备说明书 电气控制原理图 电气设备的总装接线图 电气元件布置图与接线图 3.1.2 阅读分析电气原理图的方法与步骤 分析主电路 分析控制电路 分析辅助电路; 分析联锁与保护环节 分析特殊控制环节 总体检查
2020/4/18
2
3.1.3 机床电气控制原理图阅读分析的主要规定 图面区域的划分 符号位置的索引
3.2 机床电气控制设备的维护及检修方法
3.2.1 机床电气设备检修用测试工具 3.2.2 机床电气故障的检修步骤 3.2.3 机床电气故障的检修方法
2020/4/18
3
3.3 车床电气控制线路
齿轮箱进擦行离调合速器实现
具有保护功能
主轴要能正、反转
加工时需要照明
下面我们分析下CA6140车床线 路的工作原理
2020/4/18
15
3.3.2 CA6140车床电气控制线路
2020/4/18
16
3.3.2 CA6140车床电气控制线路
CA6140普通车床工作原理分析: 主电路工作原理分析
控制电路工作原理分析
制M1
车 床
FR1为 M1过载 保护
主
电
路
图
KM2控 制M2
FR2为 M2过载 保护
KM2控 制M2
M3是短期工作故 可不设过载保护
2020/4/18
19
3.3.2 CA6140车床电气控制线路
控制CA电路工作原理分析 61 40 车 床 控 制 电 路 图
2020/4/18
20
3.3.2 CA6140车床电气控制线路