案例分析_印度博帕尔化学品泄漏事故讲解
印度博帕尔农药厂异氰酸甲酯毒气泄漏事故案例
8
【案例:印度博帕尔事故】
事故经过(续) 一股股浓烈的毒气云团从安全阀处喷射出来,形成一个蘑菇状气团,
并迅速向四周扩散开来,开始笼罩厂区。当晚上夜班的120名工人,在毒 气的驱赶下纷纷逃命。大约1个小时后,厂区报警的铃声响了。博帕尔市 政府当局立即从巴哈拉特重型电器有限公司调来了大批技术人员。
3
致害物及事故后果(续)
【案例:印度博帕尔事故】
遇难的孩童
遇难者的尸骨
4
致害物及事故后果(续)
【案例:印度博帕尔事故】
事故后工厂现场
5
【案例:印度博帕尔事故】
事故经过 1984年12月2日,当事故企业用氮气将MIC(甲基异氰酸酯)从储罐
E610(储存了约40吨MIC)向反应罐压送物料时发现管道堵塞,部门负 责人命令工人对管道进行清洗。按操作规程要求,应在管道与储罐连接处 加盲板,但实际作业时并没有按要求加盲板,由于阀门内漏,致使清洗水 进入储罐E610。
是有史以来发生的最大的工业灾难之一。
1
【案例:印度博帕尔事故】
致害物及事故后果
甲基异氰酸酯(MIC)是制造农药“西维图”和“涕灭威”的原料,以 液化气形态储于罐内,外泄时化为气体,侵害人体呼吸道、消化器官、 眼部,引起心血管病变,重者毙命,轻者失明或精神失常。
事故发生后,地下储气罐中的剧毒气体甲基异氰酸酯由于压力过大 泄漏,阵阵毒气向市区扩散。熟睡中的市民被难忍的刺激气味呛醒,纷 纷下床夺门奔逃。当天早晨,已有269人中毒身亡,3000头牲畜倒毙, 几千人失去知觉送往医院抢救。毒气弥漫于城市上空,全市80万人口中 至少有60万人受到影响。
印度博帕尔药厂异氰酸甲酯毒气泄漏事故分析
印度博帕尔农药厂异氰酸甲酯毒气泄漏事故分析一、事故概况及经过1984年12月4日美国联合碳化物公司在印度博帕尔(Bhopal,Indian)的农药厂发生异氰酸甲酯(CH3NCO,,简称MIC)毒气泄漏事故,造成12.5万人中毒,6495人死亡、20万人受伤,5万多人终身受害的让世界震惊的重大事故。
MIC是生产氨基甲酸酯类杀虫剂的中间体。
甲氨基甲酸萘酯是一种杀虫剂。
MIC极不稳定,需要在低温下贮存。
博帕尔的MIC贮存在两个地下冷冻贮槽中,第三个贮槽贮存不合格的MIC。
博帕尔的联合碳化物印度有限公司(UCIL)建设过程正处于城市的快速发展时期,80年代因为对杀虫剂的需求减少,UCIL装置关闭。
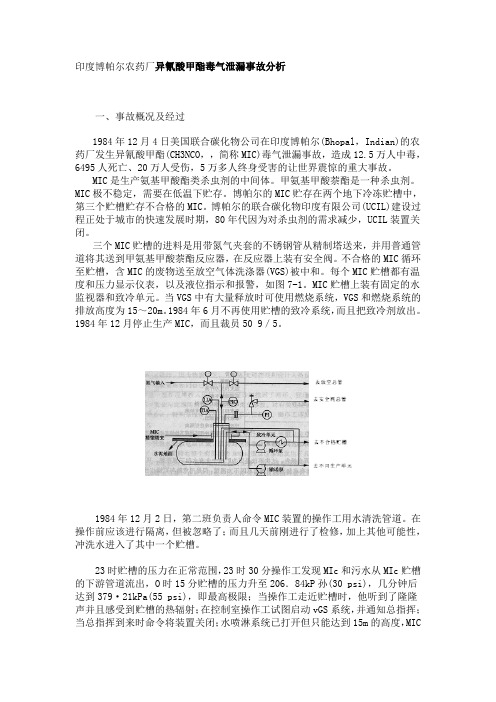
三个MIC贮槽的进料是用带氮气夹套的不锈钢管从精制塔送来,并用普通管道将其送到甲氨基甲酸萘酯反应器,在反应器上装有安全阀。
不合格的MIC循环至贮槽,含MIC的废物送至放空气体洗涤器(VGS)被中和。
每个MIC贮槽都有温度和压力显示仪表,以及液位指示和报警,如图7-1。
MIC贮槽上装有固定的水监视器和致冷单元。
当VGS中有大量释放时可使用燃烧系统,VGS和燃烧系统的排放高度为15~20m。
1984年6月不再使用贮槽的致冷系统,而且把致冷剂放出。
1984年12月停止生产MIC,而且裁员50 9/5。
1984年12月2日,第二班负责人命令MIC装置的操作工用水清洗管道。
在操作前应该进行隔离,但被忽略了;而且几天前刚进行了检修,加上其他可能性,冲洗水进入了其中一个贮槽。
23时贮槽的压力在正常范围,23时30分操作工发现MIc和污水从MIc贮槽的下游管道流出,O时15分贮槽的压力升至206.84kP孙(30 psi),几分钟后达到379·21kPa(55 psi),即最高极限;当操作工走近贮槽时,他听到了隆隆声并且感受到贮槽的热辐射;在控制室操作工试图启动vGS系统,并通知总指挥;当总指挥到来时命令将装置关闭;水喷淋系统已打开但只能达到15m的高度,MIC的排放高度为33m。
印度博帕尔泄漏事故分析
印度博帕尔农药厂异氰酸甲酯毒气泄漏事故分析一、事故概况及经过1984年12月4日美国联合碳化物公司在印度博帕尔(Bhopal,Indian)的农药厂发生异氰酸甲酯(CH3NCO,,简称MIC)毒气泄漏事故,造成12.5万人中毒,6495人死亡、20万人受伤,5万多人终身受害的让世界震惊的重大事故。
MIC是生产氨基甲酸酯类杀虫剂的中间体。
甲氨基甲酸萘酯是一种杀虫剂。
MIC极不稳定,需要在低温下贮存。
博帕尔的MIC贮存在两个地下冷冻贮槽中,第三个贮槽贮存不合格的MIC。
博帕尔的联合碳化物印度有限公司(UCIL)建设过程正处于城市的快速发展时期,80年代因为对杀虫剂的需求减少,UCIL装置关闭。
三个MIC贮槽的进料是用带氮气夹套的不锈钢管从精制塔送来,并用普通管道将其送到甲氨基甲酸萘酯反应器,在反应器上装有安全阀。
不合格的MIC循环至贮槽,含MIC的废物送至放空气体洗涤器(VGS)被中和。
每个MIC贮槽都有温度和压力显示仪表,以及液位指示和报警,如图7-1。
MIC 贮槽上装有固定的水监视器和致冷单元。
当VGS中有大量释放时可使用燃烧系统,VGS和燃烧系统的排放高度为15~20m。
1984年6月不再使用贮槽的致冷系统,而且把致冷剂放出。
1984年12月停止生产MIC,而且裁员50 9/5。
1984年12月2日,第二班负责人命令MIC装置的操作工用水清洗管道。
在操作前应该进行隔离,但被忽略了;而且几天前刚进行了检修,加上其他可能性,冲洗水进入了其中一个贮槽。
23时贮槽的压力在正常范围,23时30分操作工发现MIc 和污水从MIc贮槽的下游管道流出,O时15分贮槽的压力升至206.84kP孙(30 psi),几分钟后达到379·21kPa(55 psi),即最高极限;当操作工走近贮槽时,他听到了隆隆声并且感受到贮槽的热辐射;在控制室操作工试图启动vGS系统,并通知总指挥;当总指挥到来时命令将装置关闭;水喷淋系统已打开但只能达到15m的高度,MIC的排放高度为33m。
博帕尔案件法律分析(3篇)

第1篇一、引言博帕尔案件是20世纪最严重的工业灾难之一,发生在1984年12月3日,印度博帕尔市的联合碳化公司(Union Carbide India Limited,简称UCIL)的一家化工厂发生泄漏事故,导致大量毒气泄漏,造成约2.5万人死亡,数十万人受伤。
这一事件引起了全球范围内的关注,尤其是对工业安全和环境保护的重视。
本文将从法律角度对博帕尔案件进行分析,探讨其中的法律问题及其影响。
二、博帕尔案件的法律问题1. 环境责任博帕尔案件首先涉及到环境责任问题。
根据国际法,国家有义务保护其境内的环境,防止环境污染和生态破坏。
在本案中,UCIL作为化工厂的运营者,未能履行环境保护的义务,导致大量毒气泄漏,严重污染了周边环境,对当地居民的健康和生活造成了严重影响。
2. 产品责任产品责任是指生产者对其产品可能造成的损害承担的责任。
在博帕尔案件中,UCIL 生产的甲基异氰酸酯(MIC)是导致事故的主要原因。
根据产品责任法,生产者应当对其产品的安全性负责。
然而,UCIL在产品设计和生产过程中未能充分考虑产品的安全性,导致事故发生。
3. 环境侵权环境侵权是指违反环境保护法律法规,侵害他人环境权益的行为。
博帕尔案件中的UCIL违反了印度和印度邦的环境保护法律法规,造成了严重的环境污染和生态破坏,侵犯了当地居民的环境权益。
4. 国际责任博帕尔案件还涉及到国际责任问题。
根据国际法,国家有义务保护其境内的外国公民,防止其遭受不公正待遇。
在本案中,印度政府未能有效地保护外国公民的权益,尤其是在事故发生后未能及时采取措施减轻事故的影响。
三、博帕尔案件的法律影响1. 环境保护意识的提高博帕尔案件引起了全球范围内的关注,促使各国政府加强环境保护立法和执法力度,提高公众对环境保护的认识。
2. 国际环境法的完善博帕尔案件推动了国际环境法的完善,如《关于危险货物运输的联合国欧洲协议》、《关于防止因使用危险化学品而造成重大环境事故的国际公约》等。
工程伦理案例分析

工程伦理案例分析——印度博帕尔农药泄露事故一.印度博帕尔农药泄露事故经过1984年12月3日零点刚过,印度中央邦首俯博帕尔市农药厂储存有45t甲基异氰酸酯的3号储罐温度迅速升高,保养公试图扳动手动减压阀[自动阀门已坏]未成功,急忙报告工长,4名工人头戴防毒面具进行处理,但毫无结果。
温度在上升,这意味着罐内介质开始汽化。
在工厂上班的120工人惊恐万分,抛下工作,各奔家中,只有1名家萨基儿•阿赫迈德的工人仍在3号罐前孤军奋战。
一名工人拉响警报,但太晚了。
惊天动地的一声巨响,3号罐阀断裂,一股乳白色的烟雾直冲天空。
(风险管理世界网-安全员之家) 1h后,博帕尔市政当局从巴哈喇特重型电器有限公司派来技术人员,他们成功地封闭了3号储罐,但罐内甲基异氰酸酯已泄漏25t,酿成了人类历史上最惨重的工业事故。
事故致使3859人死亡,5万人双目失明,10万人终身残疾,20万人中毒。
人们那这称之为人类历史上的灾难。
二.事故原因①该事故主要是由于120~240gal[lgal=3.785dm3]水进入甲基异氰酸酯[简称MIC]储罐中,引起热反映,致使压力升高,防爆膜破裂而造成的。
致使水如何进入罐内问题未彻底查清,可能是工人误操作。
②此外还查明,由于储罐内有大量氯仿[氯仿是MIC制造初期作反应抑制剂加入的],氯仿分解产生氯离子,使储罐[材质为304不锈钢]发生腐蚀而产生游离铁离子。
在铁离子的催化作用下,加速了放热反应进行,致使罐内温度、压力急剧升高。
③漏出的MIC喷向氢痒化钠洗涤塔,但该洗涤塔处理能力太小,不可能将MIC全部中和。
④洗涤塔后的最后1道安全防线是燃烧塔,但结果燃烧塔未能发挥作用。
⑤重要一点是,该MIC储罐设有一套冷却系统,以使储罐内MIC温度保持在0.5摄氏度左右。
但调查表明,该冷却系统自1984年6月起就已经停止运动。
没有有效的冷却系统,就不可能控制急剧产生的大量MIC气体。
进一步的深入调查表明,这次灾难性事故是由于违章操作[至少有10处违反操作规程]、设计缺陷、缺乏维修和忽视培训造成的。
印度博帕尔泄漏事故分析课件
安全 原则
未按本质安全的原则进行设计 操作,有毒中间品替代,储量
过大。
冷却 系统
冷却系统不足,出事时 一套处 于检修状态,而另一套不够用
于冷却。
厂址 处于人口密集区,距火车站
设计
近,周边有两家医院。
安全 安全设施少,多出应该有 设施 安全警报,自动控制装置
印度博帕尔泄漏事故分析
管理 层面
培训 方面
2 解决了“应该去做”的问题,紧接着的问题是“如何去做”
为了防止灾难性的事故,工厂需要做好管理与技术两个方面的 工作:一是需要建立科学的安全管理系统;二是管理人员、工程师 及操作和维修人员需要具备必要的技术能力。
印度博帕尔泄漏事故分析
2、就工艺安全而言:
13..需加要强对危操害作较人大员的和工维艺修系人统员进(行包系括统承的包 工商)艺的危培害训分和析管。理。
印度博帕尔泄漏事故分析
印度博帕尔泄漏事故分析
结果
对人的影响:(气体含有甲基异氰基酸酯, 一种用于制造杀虫剂的化学品,剧毒。) 第一个星期:有2500人死亡,50多万人受 到伤害。大部分死者都是因为肺部积满液 体,另一部分则是死于心脏病。 12月底:2万多人死亡,近20万人致残,数 千头牲畜也被毒死。 一年多后:人们仍排队就医肾病、失明以 及其他严重损害。致死的有2.5万人,间接 致死的有55万人,永久性残废的有20万人 (5万人双目失明)。 时至今日,印度民众仍在受该事故余毒的 伤害。
案例分析印博帕尔化学品泄漏事故PPT课件

所以,每当我们一定要把安全生产工作放在首位, 安全生产工作重要性出现含糊的时候,每当安全与效益, 安全与质量等等发生矛盾的时候,想采取削减安全培训, 削减安全投入时,擅自变更工艺管理,放松安全管理等等 要求时,我们应该把印度博帕尔事故案例当作我们公司安 全生产的一面镜子,时刻警示自己,把安全生产工作抓紧 抓好。
管理 层面
培训 方面
缩短员工培训由 6个月减至15天
减裁 员工
安全 认知
维护 维修
不设班组主管,领班由三 人减至1人 , 操作工由 12减至 2名。
缺乏必要的安全防护与抢 险救灾的能力,对产品的 认识不够
减少工艺设备的维护与维 修(包括关键安全设施)
应急 效率
MIC泄露2h才拉响警报, 其泄露持续了45至60min
20
第20页/共25页
安全 原则
未按本质安全的原则进行设计 操作,有毒中间品替代,储量 过大。
技术层面冷却 系统来自冷却系统不足,出事时 一套处 于检修状态,而另一套不够用
于冷却。
厂址
处于人口密集区,距火车站
设计
近,周边有两家医院。
安全 设施
安全设施少,多出应该有 安全警报,自动控制装置
21
第21页/共25页
印度博帕尔事故告诉我们:
安全生产工作一刻 第23页/共25页 也不能放松! 23
安全第一 预防为主 综合治理
24
第24页/共25页
谢谢您的观看!
印度博帕尔事件分析报告

印度博帕尔事件分析报告1984 年 12 月 3 日凌晨,印度中央邦首府博帕尔市发生了一起震惊世界的毒气泄漏事故,这就是被称为人类历史上最严重的工业灾难之一的“博帕尔事件”。
事件的起因是美国联合碳化物公司(Union Carbide Corporation)在博帕尔市开办的一家农药厂。
这家农药厂生产的一种名为 MIC(甲基异氰酸酯)的剧毒气体发生泄漏,迅速弥漫整个城市。
MIC 是一种高度危险的化学物质,具有强烈的刺激性和毒性。
它能够对人体的呼吸系统、眼睛和皮肤造成严重损害,甚至导致死亡。
在泄漏发生后,大量的居民在睡梦中毫无防备地吸入了有毒气体。
这次事件造成了极其惨重的人员伤亡和财产损失。
据统计,直接死亡人数超过 25 万人,间接死亡人数更是高达 55 万余人,另外还有数十万人终身残疾。
无数家庭支离破碎,整个城市陷入了巨大的悲痛和混乱之中。
从事故发生的直接原因来看,主要是由于工厂的安全管理存在严重漏洞。
储存MIC 的罐体因为维护不当和操作失误,导致冷却系统故障,温度升高,压力剧增,最终引发了泄漏。
而工厂在设计和建设阶段,就没有充分考虑到可能出现的安全风险,缺乏有效的应急预案和安全防护设施。
在事件的应对和救援方面,当地政府和相关部门的表现也不尽人意。
首先,在泄漏发生后的初期,政府没有及时向民众发出准确的警报和有效的防护指导,导致很多居民在不知情的情况下暴露在毒气中,加重了伤亡程度。
其次,救援力量不足,医疗资源匮乏,无法及时对大量的伤者进行有效的救治。
从社会影响的角度来看,博帕尔事件给印度社会带来了深远的冲击。
它不仅造成了巨大的人员伤亡和财产损失,还引发了民众对政府和企业的信任危机。
当地的经济发展也受到了严重影响,许多企业因为担心类似的事故而不敢在博帕尔投资,导致就业机会减少,经济衰退。
从环境影响方面来说,这次毒气泄漏对博帕尔的生态环境造成了长期的破坏。
土壤和水源受到了严重污染,许多植物和动物死亡,生态平衡被打破。
危险化学品泄漏事故案例分析与经验总结

危险化学品泄漏事故案例分析与经验总结危险化学品泄漏事故是一种严重的安全隐患,可能对人类健康和环境造成严重危害。
本文将通过分析一些历史上的危险化学品泄漏事故案例,总结经验教训,以期提高对此类事故的预防和应对能力。
1. 案例一:印度博帕尔化学品泄漏事故1984年,印度博帕尔市发生了一起严重的危险化学品泄漏事故,导致大量毒气向周围地区扩散,造成数千人死亡和数万人受伤。
这起事故的主要原因是管理不善,涉及的化学品没有得到适当的储存和处理。
经验总结:a. 加强管理:企业应建立完善的化学品管理制度,确保储存和处理过程符合相关安全标准。
b. 定期检查:对储存危险化学品的设施进行定期检查,确保设备完好无损,防止泄漏事故的发生。
c. 加强培训:对从事危险化学品储存和处理工作的员工进行专业培训,提高其安全意识和应急处理能力。
2. 案例二:美国爱达荷州核事故1997年,美国爱达荷州核事故引发了全球的关注。
这起事故是由于核废料储存设施的泄漏导致的,造成了严重的环境破坏和辐射污染。
经验总结:a. 安全隔离:对危险化学品进行安全隔离,防止泄漏事故对环境和人类健康造成不可逆转的损害。
b. 环境监测:建立完善的环境监测系统,及时发现和报告任何可能的泄漏情况,以便采取紧急措施。
c. 公众参与:加强公众对危险化学品泄漏事故的了解和参与,提高公众的安全意识和能动性。
3. 案例三:中国天津港危险化学品爆炸事故2015年,中国天津港发生了一起严重的危险化学品爆炸事故,造成了巨大的人员伤亡和财产损失。
这起事故的原因主要是违反了相关安全规定和管理不善。
经验总结:a. 加强监管:政府应加强对危险化学品企业的监管力度,严格执行相关安全规定。
b. 安全评估:对危险化学品企业进行定期的安全评估,发现和纠正潜在的安全隐患。
c. 制定应急预案:企业和政府应制定完善的危险化学品泄漏事故应急预案,提前做好准备工作,降低事故对人员和环境的影响。
综上所述,危险化学品泄漏事故对人类和环境的危害不可忽视。
案例分析 印度博帕尔化学品泄漏事故讲解

1.事故背景 事故工厂隶属于联合碳化公司( Union Carbide Corporation )在 印度的一家合资公司,即联合碳化印度有限公司,联合碳化占 该公司50.9% 的股份。
事故工厂始建于 1969年,从1980年起生产杀虫剂西维因 (SEVIN )。
投产初期由联合碳化总部委派了一名有良好安全意识和操作经 验的雇员担任厂长,并且实现了 50万人工时无误工事故的优良 安全纪录。
9
12月3日凌晨00时15分,储罐内压力迅速升高,有 人在工艺区内发现了泄漏出的 MIC 。于是,一名操 作人员前往现场查看,他听到储罐内发出隆隆声, 并感受到来自储罐的辐射热,他立即尝试启动洗涤 器,但没有成功。
凌晨00时45分,储罐超压、安全阀起跳,随即大量 MIC 泄漏到周围环境中。在 2h内,约25t MIC 进入 大气中,工厂下风向 8km 内的区域都暴露在泄漏的 化学品中,短时间内造成周围居民大量伤亡。事故 发生后,应急反应系统没有有效运转,当地医院不 知道泄漏的是什么气体,对泄漏气体可能造成的后 果及急救措施也毫不了解。
3
甲基异氰酸酯性质简介:
名 称:甲基异氰酸酯,又称为异氰酸甲酯,简称 MIC (methyl isocyanate )。 分子式:CH 3NCO ,分子量 57.06。 物理性质 :沸点39.1℃,蒸气密度 1.42,蒸气压 46.39kPa (348mmHg 20 ℃)。 化学性质 :容易与包含有活泼氢原子的化合物,如胺、水、醇、 酸发生反应。与水反应生成 甲胺、二氧化碳 ;在过量水存在时 , 甲胺再与 MIC 反应生成 1,3-二甲基脲 ,在过量MIC 时则形成 1,3,5三甲基缩二脲。这二个反应均为 放热反应 。遇碱分解。 燃爆特性 :闪点< -15℃(闭杯),爆炸极限 5.3% ~26% ,自燃点 534℃。 毒理学性质 :本品属剧毒化学品。美国职业安全健康局 (OSHA )规定的 8h允许暴露极限浓度是 0.047mg/m 3。
事故案例分析汇总

• 第一章第一章 安全技术基础安全技术基础典型事故案例典型事故案例例1. 印度博帕尔农药厂甲基异氰酸脂印度博帕尔农药厂甲基异氰酸脂((MIC )泄漏事故泄漏事故。
1984年12月19日深夜11时,美国设在印度的博帕尔农药厂的由于240加仑水被错误地倒入45吨甲基异氰酸脂(MIC )储罐内,使罐内温度突然升高至38度,压力从5磅升至355磅。
维修工试图手工操作来减压,但因罐内压力太大而未成功。
3日零时56分,一股浓烈、酸辣的乳白气体(剧毒物甲基异氰酸脂)从一个出现裂缝的安全阀泄漏出来,四处扩散,120名工人纷纷逃离,只有1名工长在孤军作战中死亡。
整个事故造成2500多人死亡,12.5万人受害,30万人撤离,印度方面估计损失20亿美元。
事故的教训是事故的教训是::1)对剧毒物甲基异氰酸脂泄漏防护措施不当。
泄漏后长达3个小时没发出报警;2)厂址选择不当。
处在密集居民区,有1.2万人居住在距工厂只隔一条马路的地方;3)雇员缺乏必要的安全常识。
甲基异氰酸脂沸点在39℃~44℃,而事故时罐温达到38℃;此时自动安全阀失灵;洗涤器正在检修,不能经洗涤器排放气体;临时接通软管排放气体燃烧,但持软管者临阵脱逃,只有一个工长坚持工作,但其中毒失去点火能力。
例2. 深圳安贸公深圳安贸公司清水河危险品仓库火灾爆炸事故司清水河危险品仓库火灾爆炸事故1993年8月5日13是15分,深圳市安贸公司清水河危险品仓库4号仓因违章将过硫酸铵、硫化钠等化学危险品混储,引起化学反应而发生火灾和爆炸,火灾蔓延导致连续爆炸,爆炸又促进火势蔓延,共发生2次大爆炸和7次小爆炸,有18处起火燃烧。
未扑救火灾,共调动9个城市132辆各类消防车,1100多名消防人员,直到8月8日22时才完全扑灭残火。
事故造成18人死亡,136人受伤,直接损失2.5亿元。
事故的教训是事故的教训是::1)违反消防法规。
存放水泥、煤炭、木材的丙类仓库当成存放危险品的甲类仓库,并成为深圳市最大的化学危险品储存中心;单体仓库改为联体仓库;防火安全间距不符合要求;2)消防安全管理工作不落实。
工程伦理案例分析一印度博帕尔农药泄露事故
工程伦理案例分析一印度博帕尔农药泄露事故一.印度博帕尔农药泄露事故经过1984年12月3日零点刚过,印度中央邦首俯博帕尔市农药厂储存有45t甲基异氰酸酯的3号储罐温度迅速升高,保养公试图扳动手动减压阀[自动阀门已坏]未成功急忙报告工长,4名工人头戴防毒面具进行处理,但毫无结果。
温度在上升这意味着罐内介质开始汽化。
在工厂上班的120工人惊恐万分,抛下工作,各奔家中,只有1名家萨基儿阿赫迈德的工人仍在3号罐前孤军奋战。
一名工人拉响警报,但太晚了。
惊天动地的一声巨响,3号罐阀断裂,-股乳白色的烟雾直冲天空。
(风险管理世界网-安全员之家)1h后,博帕尔市政当局从巴哈喇特重型电器有限公司派来技术人员,他们成功地封闭了3号储罐,但罐内甲基异氰酸酯已泄漏25t,酿成了人类历史上最惨重的工业事故。
事故致使3859人死亡5万人双目失明,10万人终身残疾,20万人中毒。
人们那这称之为人类历史上的灾难。
二.事故原因①该事故主要是由于120~240gal[lgal=3.785dm3]水进入甲基异氰酸酯[简称MIC]储罐中,引起热反映致使压力升高,防爆膜破裂而造成的。
致使水如何进入罐内问题未彻底查清,可能是工人误操作。
②此外还查明,由于储罐内有大量氯仿[氯仿是MIC制造初期作反应抑制剂加入的],氯仿分解产生氯离子,使储罐[材质为304不锈钢]发生腐蚀而产生游离铁离子。
在铁离子的催化作用下,加速了放热反应进行,致使罐内温度、压力急剧升高。
③漏出的MIC喷向氢痒化钠洗涤塔,但该洗涤塔处理能力太小,不可能将MIC全部中和。
④洗涤塔后的最后1道安全防线是燃烧塔,但结果燃烧塔未能发挥作用。
⑤重要--点是,该MIC储罐设有-套冷却系统,以使储罐内MIC 温度保持在0.5摄氏度左右。
但调查表明,该冷却系统自1984年6月起就已经停止运动。
没有有效的冷却系统,就不可能控制急剧产生的大量MIC气体。
进一步的深入调查表明,这次灾难性事故是由于违章操作[至少有10处违反操作规程]、设计缺陷、缺乏维修和忽视培训造成的。
案例分析-印度博帕尔化学品泄漏事故
为了节约成本,不惜以牺牲安全为代价,这是导 致一系列不安全条件和不安全行为的重要原因。
2023/5/24
17
4.事故启示
(1)管理层对于安全的认可是实现工厂安全的根 本前提。管理层的认可不仅利于落实日常的安全管 理,也是建设企业安全文化的重要推动力。就实现 安全无事故的目标而言,如果没有管理层的承诺, 再好的管理系统和技术能力都没有现实的意义。
2023/5/24
5
(1)缩短员工的培训时间。最初的人事政策,要求聘请受过高 等教育并获得学位者担任操作员,并为他们提供长达6个月的 脱产培训。为了节约成本,工厂放弃了这一政策,将操作人员 的培训时间由6个月减少至15天。
(2)减少员工数量。原本每个班组有1名班组主管、3名领班、 12名操作工和2名维修工,后来减至1名领班和6名操作工,不 再设班组主管。
(2)未按本质安全的原则进行工厂设计。根据“本 质安全”的原则,宜尽量采用无毒或毒性小的化学 品替代毒性大的化学品,MIC是该工厂生产工艺过 程中的中间产物,在工厂设计阶段,可以考虑其他 工艺路线以避免产生如此毒性的中间产物;当时, 已有两家类似的工厂采用了其他替代的工艺路线, 从而成功地避免了在工艺生产过程中产生MIC。
此外,工艺要求对储罐内的MIC进行冷冻储存,联合 碳化的操作手册也规定,当温度超过11℃时,就应该报 警;而在博帕尔工厂,停掉了冷冻系统之后,报警温度 被设定在20℃,实际的操作温度基本上在15℃左右。
2023/5/24
15
(4)安全设施失效。按照原来的设计意图,
当发生较小泄漏时,泄漏的气体先经过洗涤器吸
2023/5/24
8
作业前,维修人员没有申请作业许可证; 没有安装盲板以实现隔离; 由于腐蚀,储罐进料管上的阀门发生内部泄漏; 过程中,冲洗水经过该阀门进入了MIC储罐; 放热反应,储罐内的温度和压力升高; 相关的温度和压力仪表未正常工作,控制室内的操 作人员没有及时觉察到储罐工况的异常变化。 事故前,储罐内MIC的实际温度约为15~20℃(环 境温度); 蒸气量超过洗涤器洗涤能力200倍。 火炬系统正处于维修当中,没有燃烧。
案例分析印度博帕尔化学品泄漏事故

印度政府启动了针对UCIL及其母公司的法律诉讼程序,包括刑事诉讼和民事诉讼。刑事诉讼方面,多 名UCIL高管被指控犯有危害公共安全罪和过失杀人罪等;民事诉讼方面,受害者及其家属向UCIL和母 公司提出了巨额赔偿要求。
受害者赔偿方案制定和实施
赔偿方案制定
印度政府设立了专门委员会,负责评估 受害者的损失并制定赔偿方案。赔偿范 围包括医疗费用、收入损失、精神损害 赔偿等。根据受害者的不同情况,赔偿 金额有所差异。
长期健康监测
政府建立长期健康监测机制,对事故受影响地区的居民进 行定期健康检查,及时发现并处理潜在的健康问题。
05 事故责任追究与 赔偿处理
事故责任认定和追究程序
事故责任认定
经过调查,事故责任被认定为美国联合碳化物印度有限公司(UCIL)的管理失误和操作不当。具体包 括设备维护不足、安全标准不达标、应急预案缺失等问题。
制定完善的安全管理制度和操作 规程,确保各项安全措施得到有 效执行。
强化风险评估和监
控
定期对生产设施、工艺流程等进 行风险评估,及时发现潜在安全 隐患,并采取有效措施予以消除 。
加强应急管理能力
建立健全应急管理机制,提高企 业和政府应对突发事件的能力, 减少事故损失。
强化政府监管职能,加大执法力度
安全管理漏洞
安全制度不完善
涉事企业在安全管理制度方面存在明 显漏洞,如缺乏明确的安全操作规程 、紧急情况下的应对措施等,导致员 工在面临危险时无所适从。
安全培训不足
企业未对员工进行充分的安全培训, 员工对潜在的安全风险认识不足,缺 乏必要的安全意识和操作技能。
监管不力与法律法规缺失
政府监管不力
当地政府对企业安全生产的监管存在疏忽,未能及时发现并纠正企业的安全隐患,导致事故风险不断累积。
安全事故分析--印度博帕尔化学品泄漏事故概述.

重 气 扩 散
• 2008年10月08日,因安徽司机赵师傅疲劳驾驶,装有29吨浓硝酸的槽 罐车转弯时撞到护栏侧翻,顿时,黄雾弥漫,硝酸泄漏了。事发杭甬 高速公路宁波段塘出口处。
12
13
14
3.造成事故严重后果的因素
• (1)工厂位置不合适。工厂建造在城市近郊,离 火车站只有1km,距工厂3km范围内有两家医院。 • (2)未按本质安全的原则进行工厂设计。根据“本 质安全”的原则,宜尽量采用无毒或毒性小的化学 品替代毒性大的化学品,MIC是该工厂生产工艺过 程中的中间产物,在工厂设计阶段,可以考虑其他 工艺路线以避免产生如此毒性的中间产物;当时, 已有两家类似的工厂采用了其他替代的工艺路线, 从而成功地避免了在工艺生产过程中产生MIC。
15
• (3)未按本质安全的原则进行工厂操作。 • 按照“本质安全”的原则,在满足工艺基本要求的前提下, 应该尽量减少工艺系统内危险化学品的存储量。事故工 厂有三个MIC储罐,每个储罐的储存量约为57m3,有 专家质疑储存如此大量危险物料的必要性。 • 按照操作要求,事故储罐中MIC液位不得超过60%(在 美国西弗吉尼亚类似的工厂要求不超过50%),在事故 发生时,实际液位是87%。 • 此外,工艺要求对储罐内的MIC进行冷冻储存,联合碳 化的操作手册也规定,当温度超过11℃时,就应该报警; 而在博帕尔工厂,停掉了冷冻系统之后,报警温度被设 定在20℃,实际的操作温度基本上在15℃左右。
6
2.事故经过
• 如图1所示,在事故发生的当天下午,维修 人员尝试清洗工艺管道上的过滤器。在用 水反向冲洗过滤器之前,正常的作业程序 要求关闭工艺管道上的阀门,并在“隔离 法兰”处安装盲板。在开始这些工作之前, 维修人员需要申请并获得作业许可证。
印度博帕尔事件分析报告
印度博帕尔事故分析报告2011/10/24一、博帕尔事故概述(一)事故的发生经过1984年12月2月子夜,博帕尔市郊联合碳化物公司农药厂的一个储气罐的压力在急剧上升。
储气罐里装的四十五吨液态剧毒性异氰酸甲酯,是用来制造农药西维因和涕灭威的原料。
3日零时五十六分,储气罐阀门失灵,罐内的剧毒化学物质漏了出来,以气体的形态迅速向外扩散。
一小时之后,毒气形成的浓重烟雾已笼罩在全市上空。
从农药厂漏出来的毒气越过工厂围墙首先进入毗邻的贫民区,数百居民立刻在睡梦中死去。
火车站附近有不少乞丐怕冷拥挤在一起。
毒气弥漫到那里,几分钟之内,便有十多人丧生,二百多人出现严重中毒症状。
毒气穿过庙宇、商店、街道和湖泊,飘过二十五平方英里的市区。
那天晚上没有风,空中弥漫着大雾,使得毒气以较大的浓度继续缓缓扩散,传播着死亡。
(二)事故的影响据印度官方统计,剧毒气体当即造成4000多人死亡,事件造成死亡总人数约2.5万人,20万人致残,博帕尔地区有约100万居民受到不同程度的影响。
大部分死者都是因为皮肤挤满液体,导致相当于溺毙的死亡。
另一部分的人则死于心脏病。
这次灾难对老人和儿童的侵害最为严重,因为他们的肺不是太小就是太弱,无法抵抗毒气的侵袭。
许多幸存者永远失明,有些人的鼻腔和支气管收到严重损伤。
(三)事故的审理与判决事件发生后,印度向受害者及死者家属提供了一定数量的紧急救济,而美国联合碳化物公司则否认对这起灾难负有责任,说它既不直接拥有也不直接经营这家农药厂。
1985年1月2日,印度决定成立一个最高法院法官领导下的法律援助委员会,为这次事件的受害者争取必要的赔偿。
印度议会通过法令,授权印度政府作为58.3万名要求赔偿损失的受害者的唯一合法代表与美方交涉。
在美国法院以“对在印度发生的事无裁决权”为由拒绝受理此案后,印度政府于1986年9月向博帕尔地方法院起诉,控告美国这家公司未在农药厂安装足够的安全装置,导致这次事故,要求赔偿30亿美元。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(5)应急反应低效率。在该工厂,少量的
泄漏早已司空见惯,而且储罐上的压力计早先已 经出现故障,操作人员不再相信它们的结果。事 故发生之初,工厂操作人员忽视了所发生的泄漏, 在发现泄漏2h后才拉响警报。MIC的泄漏持续了 约45~60min,在这期间,居住在工厂周围的许 多人,因为眼睛和喉咙受到刺激从睡梦中惊醒, 并很快丧失了生命。
案例分析
印度博帕尔甲基异氰 酸酯泄漏事故分析
1984年12月3日发生在印度博帕尔的 甲基异氰酸酯(简称MIC)泄漏事故, 是迄今为止最严重的
工业安全事故。
2
在事故过程中,从一个储罐泄漏了约25t MIC, 造成大量人员和牲畜死亡,具体的死亡人数难以 统计。
有报道指出,当地80万人口中有约20万人暴露于 有毒气体中,并且在事故发生后的两天内,约有 5000人死亡,最终总的死亡人数可能有2万人,另 外有6万余人需要接受长期治疗(印度政府在1991 年公布的一份报告称,本次事故导致了3800多人 死亡和11000余人残疾)。
9
12月3日凌晨00时15分,储罐内压力迅速升高,有 人在工艺区内发现了泄漏出的MIC。于是,一名操 作人员前往现场查看,他听到储罐内发出隆隆声, 并感受到来自储罐的辐射热,他立即尝试启动洗涤 器,但没有成功。
凌晨00时45分,储罐超压、安全阀起跳,随即大量 MIC泄漏到周围环境中。在2h内,约25t MIC进入 大气中,工厂下风向8km内的区域都暴露在泄漏的 化学品中,短时间内造成周围居民大量伤亡。事故 发生后,应急反应系统没有有效运转,当地医院不 知道泄漏的是什么气体,对泄漏气体可能造成的后 果及急救措施也毫不了解。
4
1.事故背景 事故工厂隶属于联合碳化公司(Union Carbide Corporation)在 印度的一家合资公司,即联合碳化印度有限公司,联合碳化占 该公司50.9%的股份。 事故工厂始建于1969年,从1980年起生产杀虫剂西维因 (SEVIN)。 投产初期由联合碳化总部委派了一名有良好安全意识和操作经 验的雇员担任厂长,并且实现了50万人工时无误工事故的优良 安全纪录。
19
③加强对操作人员和维修人员(包括承包商)的培 训和管理。帮助员工和承包商一了解工艺系统中存 在的危害、相关的控制措施以及工厂的各项安全管 理制度(如作业许可证制度)。 ④加强对事故和未遂事故的根源分析。在本次灾难 性事故发生之前,博帕尔工厂就发生过多次小规模 的MIC泄漏事故,工人们都有过眼睛不适的经历 (MIC损伤眼睛、肺部和神经系统等)。但是,这 些前兆并没有引起工厂管理层的足够重视。经验表 明,后果轻微的事故和未遂事故是重大事故的前兆, 需要重视工厂所发生的哪怕是不起眼的小事故,仔 细分析和消除它们的根源。
由于政治等各种原因,1980年公司决定由一名印度本地员工接 替厂长职务。新厂长有很好的财务背景,但是对于安全和生产 知之甚少。从1982年起,由于干旱等原因,印度国内市场对于 该工厂的产品需求减少,1983年工厂的销售额下降了23%。在 本次事故发生之前,由于市场需求疲软,工厂停产了6个月。 期间,工厂管理层采取了一系列措施来节约成本,诸如:
(6)管理层缺乏安全意识。工厂的管理层
为了节约成本,不惜以牺牲安全为代价,这是导 致一系列不安全条件和不安全行为的重要原因。
17
4.事故启示
(1)管理层对于安全的认可是实现工厂安全的根本 前提。管理层的认可不仅利于落实日常的安全管理, 也是建设企业安全文化的重要推动力。就实现安全 无事故的目标而言,如果没有管理层的承诺,再好 的管理系统和技术能力都没有现实的意义。
印度博帕尔事故告诉我们:
安全生产工作一刻也不能放松!
24
安全第一 预防为主 综合治理
25
(2)管理层对于安全的认可解决了“应该去做”的 问题,紧接着的问题是“如何去做”。为了防止灾 难性的事故,工厂需要做好管理与技术两个方面的 工作:一是需要建立科学的安全管理系统;二是管 理人员、工程师及操作和维修人员需要具备必要的 技术能力。
18
(3)仅就工艺安全而言,可从本次事故吸取以下教训:
①需要对危害较大的工艺系统进行系统的工艺危害分析。 辨别工艺系统可能出现的偏离正常工况的情形,找出相关 的原因与后果,并提出消除或控制危害的改进措施,从而 提高系统的安全性能。 ②建立和切实执行工艺系统的变更管理制度,严肃对待工 艺系统和操作/维修程序的变更。工艺系统的重要安全设 施(如本案例中的冷冻系统和火炬)之所以存在,都是为 了实现一定的工艺意图,不能随意取消或绕过它们;如果 确实需要这样做,应事先按照变更管理程序的要求,对新 的做法进行必要的危害分析,并依据分析结果落实必要的 安全措施。
20
⑤重视职业安全的同时,更需要高度重视工艺安 全。职业安全和工艺安全都是工厂总体安全的重 要组成部分,但两者又有区别:职业安全事故往 往是伤害一个人或几个人;而工艺安全事故的后 果通常会严重得多,它不仅仅是伤害几个人而已, 有可能严重损坏工艺系统本身、造成大量人员伤 亡、使整个公司倒闭、甚至给周围公众或环境带 来灾难性的后果,博帕尔事故就是一个典型的例 子。
8
作业前,维修人员没有申请作业许可证; 没有安装盲板以实现隔离; 由于腐蚀,储罐进料管上的阀门发生内部泄漏; 过程中,冲洗水经过该阀门进入了MIC储罐; 放热反应,储罐内的温度和压力升高; 相关的温度和压力仪表未正常工作,控制室内的操 作人员没有及时觉察到储罐工况的异常变化。 事故前,储罐内MIC的实际温度约为15~20℃(环 境温度); 蒸气量超过洗涤器洗涤能力200倍。 火炬系统正处于维修当中,没有燃烧。
(2)未按本质安全的原则进行工厂设计。根据“本 质安全”的原则,宜尽量采用无毒或毒性小的化学 品替代毒性大的化学品,MIC是该工厂生产工艺过 程中的中间产物,在工厂设计阶段,可以考虑其他 工艺路线以避免产生如此毒性的中间产物;当时, 已有两家类似的工厂采用了其他替代的工艺路线, 从而成功地避免了在工艺生产过程中产生MIC。
印度博帕尔事故虽然已过去三十多年,但是那惨重的事 故后果还呈现在我们面前,17年后,博帕尔化学污染还在继 续影响当地的两万居民,他们每日仍面对各种各样的致命化 学混合物,饮用附近各种有毒物质的食用水,承受事故遗留 下来的恶果。
所以,每当我们一定要把安全生产工作放在首位,安全 生产工作重要性出现含糊的时候,每当安全与效益,安全与 质量等等发生矛盾的时候,想采取削减安全培训,削减安全 投入时,擅自变更工艺管理,放松安全管理等等要求时,我 们应该把印度博帕尔事故案例当作我们公司安全生产的一面 镜子,时刻警示自己,把安全生产工作抓紧抓好。
5
(1)缩短员工的培训时间。最初的人事政策,要求聘请受过高 等教育并获得学位者担任操作员,并为他们提供长达6个月的 脱产培训。为了节约成本,工厂放弃了这一政策,将操作人员 的培训时间由6个月减少至15天。 (2)减少员工数量。原本每个班组有1名班组主管、3名领班、 12名操作工和2名维修工,后来减至1名领班和6名操作工,不 再设班组主管。 (3)尽量聘请廉价的承包商(尽管他们缺乏经验)和采用便宜 的建造材料。 (4)减少对工艺设备的维护与维修(包括对关键安全设施的维 护)。 (5)停用冷冻系统。发生事故的MIC储罐本来有一套冷冻系统, 其设计意图是使MIC的储存温度保持在0℃左右;为了节约成 本,工厂停用了该冷冻系统。
维护 维修
应急 效率
缩短员工培训由 6个月减至15天
不设班组主管,领班由三 人减至1人 , 操作工由 12减至 2名。 缺乏必要的安全防护与抢 险救灾的能力,对产品的 认识不够
减少工艺设备的维护与维 修(包括关键安全设施)
MIC泄露2h才拉响警报, 其泄露持续了45至60min
23
今天公司要求各级负责人和安全管理人员、每一位员工再 次学习印度博帕尔事故教训,其目的是让大家从事故灾难中 受到警示,把别人的事故当作自己的事故来看待,提高对安 全生产工作重要性的认识,摆正安全的位置,时刻绷紧安全 生产这根弦,做到时时处处想安全,时时处处保安全,在确 保安全生产的前提下,完成年度方针目标。
6
高纯氮气
新鲜水管
工艺管道 MIC来自精馏塔
隔离法兰 过滤器
爆破片
安全阀
混凝土平台
掩埋层
地面 MIC储罐
火炬 洗涤器
MIC 冷冻 单元
去不同生产单元
博帕尔(Bhopal)甲基异氰酸酯(MIC)储存系统的工艺流程简图
7
2.事故经过
如图所示,在事故发生的当天下午,维修 人员尝试清洗工艺管道上的过滤器。在用 水反向冲洗过滤器之前,正常的作业程序 要求关闭工艺管道上的阀门,并在“隔离 法兰”处安装盲板。在开始这些工作之前, 维修人员需要申请并获得作业许可证。
15
(4)安全设施失效。按照原来的设计意图,
当发生较小泄漏时,泄漏的气体先经过洗涤器吸 收,少量未被洗涤吸收的气体进入火炬,在进入 大气之前被焚烧掉。洗涤器能够处理温度为35℃、 流量为90kg/h的MIC蒸气,在事故发生时,MIC 的排放量大约是设计处理流量的200倍;而且火炬 正处于维修状况,与工艺系统分开了。另一项安 全设施是喷淋水系统,在3日凌晨1时,操作人员 启动了喷淋水,但是最高只能喷到离地面15m处, 而泄漏的MIC蒸气达到了离地面50m的高度。
3
甲基异氰酸酯性质简介:
名 称:甲基异氰酸酯,又称为异氰酸甲酯,简称MIC (methyl isocyanate)。 分子式:CH3NCO,分子量57.06。 物理性质:沸点39.1℃,蒸气密度1.42,蒸气压46.39kPa (348mmHg 20℃)。 化学性质:容易与包含有活泼氢原子的化合物,如胺、水、醇、 酸发生反应。与水反应生成甲胺、二氧化碳;在过量水存在时, 甲胺再与MIC反应生成1,3-二甲基脲,在过量MIC时则形成1,3,5三甲基缩二脲。这二个反应均为放热反应。遇碱分解。 燃爆特性:闪点<-15℃(闭杯),爆炸极限5.3%~26%,自燃点 534℃。 毒理学性质:本品属剧毒化学品。美国职业安全健康局 (OSHA)规定的8h允许暴露极限浓度是0.047mg/m3。