TE过程及故障诊断方法研究
基于概率神经网络的TE过程故障诊断
X ∈0 口
其 中
度 等特性 ; 这种 网络对应 的权值就 是模 式样本 的分布 , 网 络不需要训练 , 因而能够满 足训练上实 时处理 的要求 。
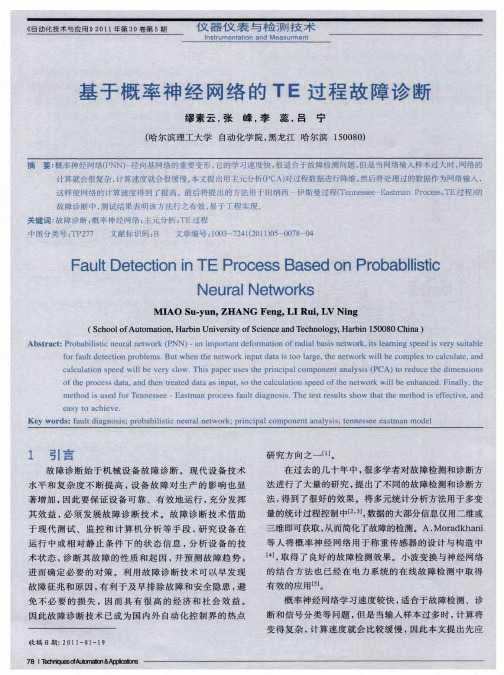
网络结构 如 图 l 。
输 入
/——_ 、\
h = N / , 。= N Ⅳ Ⅳ h /
( 5 )
在式 1 4中 , A, 口表示 故 障模 式 0 h h ^, B的先 0
竞争层
径 向基神 经元层
验概 率 。 式 5中 , N , N 表 示故 障模 式 0 0 A, B的训练样
本数 , 表示 训练样本总数 , Z 表示将本属于 A的故 N A
障特 征样本 X 错误地 划分 到模 式 0 口的代 价因子 , B Z 表
示 将本 属 于 0 的故 障特 征样 本 X 错 误地 划 分到 模 式
日 的代价因子 ,
, 表示故障模式 , 的概率密 a
度 函数(rb b i e s y fn t n P F 。 p o a it d n i u ci , D ) ly t o
= d ( 一 i) 阳a I ∞l j p t #
为向量 的第 f 个元 素
口 =cm e( o pt LW 一d)
3 概 率 神 经 网 络 算 法
基于 PNN 神经 网络 的故 障诊断方 法是概率 统计学 中被 广泛 接受 的一 种决 策方 法 , 可描述 为 : 它 假设有 两
种 已 知 的 故 障 模 式 ,对 于 要 判 断 的 故 障 特 征 样 本 :
法 已经较为成 熟【 。 6 1
X =( X …. ) ,2
2 概 率 神 经 网 络 概 述
概率神经网络(rb b i i N u a t r s D. P o a is c e rlNe lt wok ) 是 F.p c t S eh 博士在 18 年首先提 出的 , 99 是一种基于 B y s a e 分 类规则与 P r e a z n窗的概率密度函数估计方法 发展而来的 并行 算法 。它是一 类结构简单 、训练简洁 、应用广 泛的 人工 神经 网络。在实 际应用 中 , 尤其是在 解决分 类 问题
《基于CNN-SVM的TE化工过程故障诊断研究》

《基于CNN-SVM的TE化工过程故障诊断研究》一、引言在TE(Tennessee Eastman)化工过程中,故障诊断是确保生产过程稳定、高效运行的关键环节。
随着大数据和人工智能技术的快速发展,基于机器学习的故障诊断方法在TE化工过程中得到了广泛应用。
本文提出了一种基于CNN(卷积神经网络)和SVM(支持向量机)的混合模型,用于TE化工过程的故障诊断研究。
二、相关工作近年来,深度学习和机器学习在故障诊断领域取得了显著成果。
CNN因其强大的特征提取能力,在图像处理和模式识别方面具有优异表现。
SVM则以其优秀的分类性能,在各类故障诊断问题中得到了广泛应用。
然而,单一模型的性能往往受限于数据集的复杂性和多样性。
因此,结合CNN和SVM的混合模型成为了一个值得研究的方向。
三、方法本文提出的基于CNN-SVM的TE化工过程故障诊断模型,主要包括以下步骤:1. 数据预处理:对TE化工过程的数据进行清洗、标准化和归一化处理,以适应模型输入。
2. CNN特征提取:利用CNN模型从原始数据中提取有用的特征信息。
3. 特征降维:对提取的特征进行降维处理,以减少模型的复杂性和计算量。
4. SVM分类器:将降维后的特征输入SVM分类器,进行故障类型的分类和诊断。
四、实验与分析1. 数据集与实验环境本文使用TE化工过程的标准数据集进行实验。
实验环境包括高性能计算机、深度学习框架(如TensorFlow)和机器学习库(如Scikit-learn)。
2. 模型训练与调参通过交叉验证和网格搜索等方法,对CNN和SVM的参数进行优化。
在训练过程中,采用早停法和动量优化器等技术,以防止过拟合并加速模型收敛。
3. 实验结果与分析本文对比了基于CNN、SVM以及本文提出的CNN-SVM混合模型的故障诊断性能。
实验结果表明,基于CNN-SVM的模型在故障诊断准确率、召回率和F1分数等指标上均取得了显著提升。
此外,本文还对不同故障类型进行了详细分析,探讨了模型在不同故障类型上的诊断性能。
《改进的密度峰值聚类算法在TE化工过程故障诊断中的应用与研究》
《改进的密度峰值聚类算法在TE化工过程故障诊断中的应用与研究》一、引言在复杂的工业生产过程中,特别是TE(Tennessee Eastman)化工过程,故障诊断是保障生产安全和产品质量的重要环节。
传统的故障诊断方法常面临数据复杂、高维性以及非线性关系等问题,这导致诊断效果有限。
因此,采用更为先进的数据分析和聚类技术对于优化生产流程和提高诊断准确性具有重要意义。
近年来,密度峰值聚类算法作为一种有效的聚类方法,在多个领域得到了广泛应用。
本文旨在探讨改进的密度峰值聚类算法在TE化工过程故障诊断中的应用与研究。
二、TE化工过程概述TE化工过程是一个复杂的工业模拟系统,常用于故障诊断和工艺优化的研究。
该系统涉及多个传感器和工艺参数的监测,以及复杂多变的工艺条件。
故障类型多样且具有一定的非线性关系,这对传统的故障诊断方法提出了挑战。
三、密度峰值聚类算法的改进针对传统密度峰值聚类算法在处理高维复杂数据时可能出现的效率低下和准确性不足的问题,本文提出了一种改进的密度峰值聚类算法。
该算法通过引入新的密度计算方法和距离度量标准,提高了算法的适应性和准确性。
同时,通过优化算法的迭代过程,提高了算法的计算效率。
四、改进算法在TE化工过程故障诊断中的应用(一)数据预处理:对TE化工过程的数据进行清洗和标准化处理,消除噪声和异常值的影响,提高数据的可用性。
(二)特征选择:根据故障诊断的需要,选择具有代表性的特征参数,用于后续的聚类分析。
(三)改进的密度峰值聚类:运用改进的密度峰值聚类算法对处理后的数据进行聚类分析。
通过引入新的密度计算方法和距离度量标准,使算法更好地适应高维复杂数据的聚类需求。
同时,通过优化迭代过程,提高计算效率。
(四)故障诊断:根据聚类结果,结合领域知识和专家经验,对各簇进行故障类型识别和分类。
通过与实际故障记录进行对比,验证诊断结果的准确性。
五、实验结果与分析(一)实验数据与设置:采用TE化工过程的实际数据进行实验验证。
基于改进核主元分析的TE过程故障诊断
统计 量 和 . 的 贡 献 率 , 据 每 个 变量 对 监 控 s P 根 统计 量贡 献程 度 的不 同 , 辨识 出故 障源 , 来 并采 用小
波 去噪方法 对数 据进 行 预处理 。
作者简介 : 小强 (9 9) 男 , 西岐山人 , 赵 16 , 陕 博士 , 副教授 , 究 研 方 向为生产调度与故障诊 断。
k=12 … , ,, N () 5
小波变换模极大值法去噪。文中主要采用非线性小 波变 换 阈值 法 , 具 有 : 声几 乎 完 全得 到 抑 制 , 它 噪 广 泛 的适应性 , 而且 计算 速度快 的优点 。
非线性 小波 变换 阈值去 噪方法 的关键 步骤 是如
何选 择 阈值 和如何 进 行 门限 阈值 处 理 , 在某 种 程 度
t tedge f o tb t n h rp sdme o p l dt teT T n eseE s a )poes o h ereo nr ui .T epooe t di api o h E( e nse at n rcs. c i o h s e m
T e s lt n r s l e n t t h t h r p s d meh d c u d n to l e os n e v i u b h i ai e ut d mo s ae t a e p o o e t o o l o n y d n i a d r mo e d s r — mu o s r t c t
Ab t a t F rc mplx c e c li du ty p o e s h r d t n lk r e rn i lc mpo e ta a y sr c : o o e h mia n sr r c s ,te ta i o a e n lp cpa o i i n n n l—
隐马尔可夫模型的TE过程故障诊断
隐马尔可夫模型的TE过程故障诊断刘小雍;周淑芳;熊中刚;张慧【摘要】对基于隐马尔可夫模型(HMM,Hidden Markov Model)的故障诊断方法在田纳西-伊斯曼(TE)过程中的应用进行了研究,实现了故障模式的识别以及退化状态的评估.利用主元分析法对观测变量的维数进行降维,并结合滑动窗口技术,提高了诊断的实时性,同时在保存原数据主要信息的同时大大减少了计算量.【期刊名称】《遵义师范学院学报》【年(卷),期】2016(018)005【总页数】4页(P92-94,130)【关键词】故障诊断;隐马尔可夫模型;TE过程【作者】刘小雍;周淑芳;熊中刚;张慧【作者单位】遵义师范学院工学院,贵州遵义563002;遵义医学院附属医院医学检验科,贵州遵义563003;遵义师范学院工学院,贵州遵义563002;上海新时达机器人有限公司,上海201801【正文语种】中文【中图分类】TP391.9故障诊断与预报技术对提高工程系统的安全性和可靠性极其重要,是PHM (Prognostics and Health Management)的核心技术,也是视情维修的前提条件。
目前,故障诊断方面的文献比较多,但是预报方面的研究还处于初步发展阶段,主要研究的是系统的一步预测和多步预测,而对剩余使用寿命估计(RemainingUsefulEstimation,RUL)的研究则很少。
现有故障诊断与预报技术主要分为三类:基于模型的故障诊断与预报、基于知识的故障诊断与预报和基于数据的故障诊断与预报[1]。
HMM是一种基于数据方法的典型代表,它是一个双重随机过程,具有较强的动态模式识别能力,并且对时间数据和空间数据都能很好地建模,具有严谨的数据结构和有效的计算方法。
HMM于20世纪70年代由Baum[2]提出,首先应用于语音识别,经过Rabiner等[3]的总结以及其在语音识别上的成功应用,HMM受到广大研究者的关注,广泛应用于生物医学、通信、经济、控制等领域。
《基于CNN-SVM的TE化工过程故障诊断研究》
《基于CNN-SVM的TE化工过程故障诊断研究》一、引言在工业生产过程中,特别是TE(Tennessee Eastman)化工过程,故障诊断是确保生产效率和产品质量的关键环节。
随着人工智能和机器学习技术的快速发展,基于数据驱动的故障诊断方法已成为研究热点。
本文提出了一种基于CNN(卷积神经网络)-SVM(支持向量机)的TE化工过程故障诊断方法,旨在提高诊断的准确性和效率。
二、相关技术背景1. 卷积神经网络(CNN):CNN是一种深度学习算法,具有良好的特征提取能力,在图像处理和模式识别等领域广泛应用。
在故障诊断中,CNN能够从原始数据中提取有用的故障特征。
2. 支持向量机(SVM):SVM是一种监督学习算法,通过寻找最大间隔超平面将数据分类。
在故障诊断中,SVM能够根据提取的故障特征进行分类和识别。
三、基于CNN-SVM的TE化工过程故障诊断方法1. 数据预处理:首先,对TE化工过程的数据进行预处理,包括数据清洗、归一化等操作,以便于后续的特征提取和分类。
2. 特征提取:利用CNN从预处理后的数据中提取故障特征。
CNN能够自动学习数据的层次化表示,从而提取出有效的故障特征。
3. 特征降维:为了降低计算复杂度,提高诊断效率,对提取的故障特征进行降维处理。
4. 训练SVM分类器:将降维后的故障特征输入SVM分类器进行训练。
SVM能够根据故障特征进行分类和识别。
5. 故障诊断:利用训练好的SVM分类器对新的TE化工过程数据进行故障诊断。
根据分类结果判断是否存在故障,以及故障的类型和严重程度。
四、实验与分析1. 实验数据与设置:采用TE化工过程的实际数据进行实验。
将数据集分为训练集和测试集,其中训练集用于训练CNN和SVM,测试集用于评估诊断模型的性能。
2. 实验结果与分析:实验结果表明,基于CNN-SVM的TE 化工过程故障诊断方法具有良好的诊断性能。
与传统的故障诊断方法相比,该方法在准确率、召回率、F1值等指标上均有显著提高。
《改进的密度峰值聚类算法在TE化工过程故障诊断中的应用与研究》
《改进的密度峰值聚类算法在TE化工过程故障诊断中的应用与研究》摘要:本文旨在研究并探讨改进的密度峰值聚类算法在TE (田纳西-伊利诺伊)化工过程故障诊断中的应用。
首先,我们将对传统的密度峰值聚类算法进行概述,并分析其不足。
接着,我们将详细介绍改进的算法及其核心思想。
最后,我们将通过实验验证改进算法在TE化工过程故障诊断中的有效性,并与其他方法进行比较。
一、引言随着工业自动化程度的不断提高,化工过程故障诊断成为了保障生产安全与效率的关键环节。
TE化工过程作为一个典型的复杂工业过程,其故障诊断具有重要的研究价值。
传统的聚类算法如K-means、层次聚类等在TE化工过程的故障诊断中往往存在一定局限性。
近年来,密度峰值聚类算法因其对数据分布的敏感性及良好的聚类效果,受到了广泛关注。
然而,传统的密度峰值聚类算法仍存在一定不足,如对噪声和异常值敏感、易陷入局部最优等。
因此,对密度峰值聚类算法进行改进,提高其在TE化工过程故障诊断中的性能显得尤为重要。
二、传统密度峰值聚类算法概述密度峰值聚类算法是一种基于密度的聚类方法,其核心思想是通过计算数据点的局部密度和相对距离来确定聚类中心。
该算法首先计算每个数据点的局部密度,然后根据相对距离确定数据点之间的联系,最终形成聚类结果。
然而,传统算法在处理高维、非线性及复杂分布的数据时,往往存在聚类效果不佳、计算效率低等问题。
三、改进的密度峰值聚类算法针对传统密度峰值聚类算法的不足,我们提出了一种改进的算法。
该算法在计算局部密度时引入了核密度估计方法,以更好地适应不同形状的簇;同时,在确定相对距离时,引入了基于密度的连通性度量,以增强算法的抗噪能力和稳定性。
此外,我们还通过优化算法的初始化过程和参数设置,提高了计算效率和聚类效果。
四、实验与分析为了验证改进的密度峰值聚类算法在TE化工过程故障诊断中的有效性,我们进行了大量实验。
首先,我们使用TE化工过程中的实际数据集进行测试,将改进的算法与传统的密度峰值聚类算法及其他常见聚类方法进行比较。
《基于CNN-SVM的TE化工过程故障诊断研究》

《基于CNN-SVM的TE化工过程故障诊断研究》一、引言在当今的工业环境中,尤其是对于复杂的TE(Test Process Control)化工过程,故障诊断的重要性日益凸显。
随着数据科学和人工智能的飞速发展,传统的故障诊断方法已难以满足日益增长的精确性和效率需求。
因此,本文提出了一种基于CNN(卷积神经网络)和SVM(支持向量机)的混合模型,用于TE化工过程的故障诊断。
这种方法不仅能够从高维数据中提取出有意义的特征,而且能以较高的精度识别出不同类型的故障。
二、相关研究综述近年来,深度学习和机器学习在故障诊断领域的应用得到了广泛的研究。
其中,CNN因其强大的特征提取能力,被广泛应用于图像处理和模式识别。
而SVM则以其出色的分类性能,被广泛用于分类问题。
虽然这些方法在某些领域取得了显著的成果,但在TE化工过程的故障诊断中仍存在一些挑战,如高维数据的有效处理、噪声的抑制等。
因此,基于CNN和SVM的混合模型成为了我们的研究方向。
三、基于CNN-SVM的TE化工过程故障诊断模型本文提出的模型主要由两部分组成:卷积神经网络(CNN)和支持向量机(SVM)。
首先,CNN用于从原始的高维数据中提取出有意义的特征。
然后,这些特征被输入到SVM中进行分类和故障诊断。
具体步骤如下:1. 数据预处理:首先对原始数据进行清洗和标准化处理,以消除噪声和异常值的影响。
2. CNN特征提取:利用CNN从预处理后的数据中提取出有意义的特征。
在这个过程中,我们可以通过调整CNN的参数来优化特征的提取效果。
3. 特征输入SVM:将CNN提取出的特征输入到SVM中,进行分类和故障诊断。
在SVM中,我们使用核函数(如RBF核)来处理非线性分类问题。
4. 模型优化:我们通过交叉验证和参数优化来进一步提高模型的性能。
此外,我们还使用过拟合技术来避免模型的过拟合问题。
四、实验结果与分析我们在TE化工过程的实际数据上进行了实验,并与其他方法进行了比较。
《改进的密度峰值聚类算法在TE化工过程故障诊断中的应用与研究》
《改进的密度峰值聚类算法在TE化工过程故障诊断中的应用与研究》一、引言在复杂的工业生产过程中,如TE(Tennessee Eastman)化工过程,故障诊断是保障生产正常运行和产品质量的关键环节。
传统的故障诊断方法往往难以处理高维数据和复杂模式,因此,寻找更高效、准确的聚类算法成为了研究的热点。
本文提出了一种改进的密度峰值聚类算法,并研究了其在TE化工过程故障诊断中的应用。
二、TE化工过程背景与挑战TE化工过程是一个典型的复杂工业过程,涉及多种化学物质的处理和反应。
其生产过程中产生的数据具有高维度、非线性和动态变化的特性,给故障诊断带来了极大的挑战。
传统的聚类算法在处理这类问题时往往效果不佳,因此需要寻求更为先进的算法。
三、传统密度峰值聚类算法的局限性密度峰值聚类算法是一种基于密度的聚类方法,其核心思想是通过计算数据点的局部密度和距离来确定聚类中心。
然而,传统密度峰值聚类算法在处理高维数据和噪声数据时,往往存在对参数敏感、易受噪声干扰等问题,导致聚类效果不理想。
四、改进的密度峰值聚类算法针对传统密度峰值聚类算法的局限性,本文提出了一种改进的算法。
该算法通过引入新的密度度量方法和距离计算方式,提高了对高维数据和噪声数据的适应性。
具体而言,该算法采用了一种基于局部密度的自适应阈值确定方法,以及一种基于数据点间相似性的距离计算方式,从而更准确地确定聚类中心和划分聚类边界。
五、改进算法在TE化工过程故障诊断中的应用将改进的密度峰值聚类算法应用于TE化工过程故障诊断中,可以有效地提高诊断的准确性和效率。
首先,该算法能够准确地识别出不同类型故障之间的差异,从而为故障分类提供依据。
其次,该算法能够快速地找出异常数据点,为故障定位提供帮助。
最后,该算法还可以通过聚类结果分析出故障发生的原因和影响范围,为故障处理和预防提供参考。
六、实验结果与分析为了验证改进的密度峰值聚类算法在TE化工过程故障诊断中的有效性,我们进行了大量的实验。
基于优化神经网络的TE过程故障诊断技术研究
基于优化神经网络的TE过程故障诊断技术研究基于优化神经网络的TE过程故障诊断技术研究随着信息技术的飞速发展,电力系统作为我们日常生活的重要基础设施之一,对稳定和高效的电力传输提出了更高的要求。
在电力系统中,输电线路是电能传输的重要载体,而输电线路的线路故障一直是困扰着电力系统运维人员的一个重要问题。
因此,如何快速、准确的诊断电力系统中的故障,提高电力系统的安全性和稳定性成为了一个迫切需要解决的问题。
传统的电力系统故障诊断方法通常依赖于经验判断和人工分析,无法满足现代电力系统面临的复杂、多样化的故障情况。
然而,近年来,人工智能技术的快速发展与深度学习方法的广泛应用使得基于优化神经网络的TE过程故障诊断技术成为了一个研究热点。
TE(Transient Energy)过程即电力系统的暂态过程,它是故障发生后电力系统从初始稳定状态逐渐恢复到新的稳定状态的过程。
相较于静态过程,TE过程更加复杂且难以被分析和预测。
因此,基于优化神经网络的TE过程故障诊断技术通过分析故障前后的电能传输过程,预测电力系统中可能存在的故障点和故障类型,从而实现故障的快速定位和识别。
首先,优化神经网络模型的构建是TE过程故障诊断技术的关键。
优化神经网络通常由输入层、隐藏层和输出层组成,其中隐藏层采用ReLU(Rectified Linear Unit)激活函数能够更好地拟合非线性关系。
在模型训练过程中,通过使用BP (Back Propagation)算法来调节神经网络模型中的权值和偏差,使得模型能够逐渐优化和收敛。
其次,数据的采集和特征的提取对于模型的性能表现具有重要影响。
在TE过程故障诊断技术中,需通过传感器实时采集电力系统的电流、电压以及频率等关键参数,并对采集到的数据进行预处理和特征提取。
典型的特征提取方法包括小波变换、熵值计算以及相关系数分析等,通过提取数据中的重要特征来指导优化神经网络对故障进行诊断。
最后,模型的训练和评估是TE过程故障诊断技术研究的关键环节。
基于小波去噪与KPCA的TE过程故障检测研究
舀 =sn( )Xma ( I I g x 0, —A) () 1
T E过程是 由 美 国 E s n 伊 斯 曼 ) 学 公 at ( ma 化
司 的 D w s V gl 出 来 的 一 个 用 来 开 发 、 o n 和 oe 提 研 究 和 评 价 过 程 控 制 技 术 和 监 控 方 法 的现 实 的 化 工
线性 问题 。
噪能力 和便 于提 取 弱 信 号 的特 点 , 研 究 复 杂非 在
线 性 问题 时 , 取得 了很 好 的效果 。非线 性 小 波 变换 阈值 去 噪方法 的关键 步 骤是如 何选 择 阈值 和 如 何进行 门限 阈值 处理 。在 对小波 系数 作 门限 阈
值处 理操 作 时 , 以使 用 软 阈值 处 理 方法 或 硬 阈 可 值处 理方 法 。一般 来 说 , 阈值 比软 阈值 处 理 后 硬 的信 号更 粗糙一 些 , 以本 文 采 用 软 阈值 处 理 方 所 法 。软 阈值 是把 信号 的绝 对值 与指定 的 阈值 进行
中 图分 类 号 T24 P 7 文献标识码 A
T E过 程
文章编号 0 5 —0 4( 0 1 0 -0 9 5 2 4 6 9 2 1 ) 10 4 - 0
主 元 分 析 ( C 方 法 是 一 种 目前 广 泛 应 用 于 P A)
障检 测 的有效 性 。
1 小 波 去 噪
大降 低 。为了 克服 这 一 缺 点 , 现 了各 种 不 同 的 出 非线性 P A方 法 。其 中 ,c ̄k p C sh lo f B等 人 … 提 出
基于特征样本核主元分析的TE过程快速故障辨识方法
基于特征样本核主元分析的TE过程快速故障辨识方法薄翠梅;张湜;张广明;王执铨【期刊名称】《化工学报》【年(卷),期】2008(059)007【摘要】核主元分析(KPCA)在非线性系统的故障检测方面明显优于普通的PCA 方法,但存在无法进行故障辨识以及在故障诊断过程常常出现核矩阵K计算困难等难题.针对上述问题,提出了一种基于特征样本核主元分析方法(FS-KPCA)非线性故障辨识方法.首先采用特征样本(FS)提取方法有效解决核矩阵K的计算量问题.然后利用计算核函数的偏导方法求取KPCA监控中每个原始变量对统计量T2和SPE 的贡献率,利用每个变量对监控统计量贡献程度的不同,可以辨识出故障源.将上述方法应用到TE过程,仿真结果表明该方法不仅能够有效辨识故障,而且提高了故障检测和辨识速度.%For several complex industry processes,the original fault sources are difficult to identify by using kernel principal component analysis(kernel PCA)methods.And during the modeling and online dynamic monitoring process,the calculation of the kernel matrix K is a bottleneck problem for a large data set.An integrated fault diagnosis method based on feature sample extracting and kernel PCA was developed.Firstly,a feature extraction method was adopted to pre-process the modeling data set for solving the calculation problem of the kernel matrixK.Secondly,Hotelling statistics,T2 and SPE of kernel PCA were adopted to detect system fault.Once fault was detected,the gradient algorithm of kernel function was used to define two new statistics,CT2 and CSPE,whichrepresented the contribution of each variable to Hotelling T2 and SPE respectively.According to the degree of contribution,the fault variables might be identified from these correlative variables.To demonstrate the performance,the proposed method was applied to the Tennessee Eastman(TE)process.The simulation results showed that the proposed method could effectively identify various types of fault sources.【总页数】7页(P1783-1789)【作者】薄翠梅;张湜;张广明;王执铨【作者单位】南京工业大学自动化学院,江苏,南京,210009;南京理工大学自动化学院,江苏,南京,210094;南京工业大学自动化学院,江苏,南京,210009;南京工业大学自动化学院,江苏,南京,210009;南京理工大学自动化学院,江苏,南京,210094【正文语种】中文【中图分类】TP274【相关文献】1.基于改进核主元分析的TE过程故障诊断 [J], 赵小强;王新明2.分段多向核主元分析的啤酒发酵过程故障检测 [J], 吕宁;颜鲁齐;白光远3.石油钻井过程故障检测的多模核主元分析方法 [J], 王杰;李璐4.可变窗自适应核主元分析的化工过程故障诊断算法 [J], 赵小强;杨武;薛永飞5.基于加权统计局部核主元分析的非线性化工过程微小故障诊断方法 [J], DENG Jiawei; DENG Xiaogang; CAO Yuping; ZHANG Xiaoling因版权原因,仅展示原文概要,查看原文内容请购买。
基于元学习的小样本多模态TE过程故障诊断
现快速诊断ꎮ
近年来ꎬ基于深度学习的故障诊断方法被开
发并用于 TE 过程的故障诊断ꎮ Agarwal 等
[5]
提
出了一种基于深度神经网络的算法ꎬ用于 TE 化工
过程的故障检测和分类ꎮ 该算法基于监督式深度
循环自动编码器神经网络( DRAENN) ꎬ根据故障
的相似性进行检测和诊断ꎬ显著提高了初期和非
初期故障检测的分类精度ꎮ He 等
作者简介: 杨青(1963—) ꎬ男ꎬ教授ꎬ博士ꎬ研究方向为工业过程的故障诊断和预测ꎻ吴东升(1973—) ꎬ通信作者ꎬ男ꎬ教授ꎬ博士ꎬ研究方向
为复杂系统的故障诊断和预测ꎮ
第2 期
杨 青等:基于元学习的小样本多模态 TE 过程故障诊断
基于统计学习、基于机器学习和基于深度学习的
方法
[3 - 4]
量、基于模型和基于优化的元学习方法ꎮ 基于度
量的方法将特征嵌入到空间中以提高分类精度ꎬ
如原型网络 [16] ꎻ基于模型的方法通过设计模型结
构或利用另一个模型的参数ꎬ实现快速学习ꎬ如记
忆增强神经网络 [17] ꎻ基于优化的元学习方法通过
优化模型参数ꎬ使模型在样本有限的情况下快速
收敛ꎬ获得良好的预测结果ꎬ如模型不可知元学习
类的度量ꎮ
给定 输 入 图 像 Xꎬ 以 ψ θ ( X ) 表 示 该 图 像
m( m = H × WꎬH 为高度ꎬW 为宽度) 个 d 维局部
描述符的集合ꎬ表达式为
ψ θ ( X) = [ x1 ꎬꎬx m ] ꎬψ θ ( X) ∈R
d×m
(1)
式中 x i ( i = 1ꎬ2ꎬꎬm) 为输入图像的第 i 个局部
深度 可 分 离 卷 积 ( DSC ) 和 长 短 期 记 忆 网 络
基于PCA与KPCA的TE过程故障检测应用研究
0 引言
化工生产工艺复 杂多变 , 材料及 产 品具 有易燃 原 易爆 、 有毒有害和腐蚀性等特点 , 且生产装置呈现 出大 型化 和连续化 。因此 , 化工生 产过程 中存在 着潜在 在
学 公 司 的 D w s V gl 出 的用 来 开 发 、 究 和 评 o n 和 oe 提 研 价 过 程 控 制 技 术 和 监 控 方法 的 现实 化工 过 程 模 型 。许 多 国 内外 学 者 、 家 均 引 用 它 作 为 数 据 源 , 进 行 控 专 以
关键 词 :故障检 测
过程监 控
非线性
鲁棒 性
信 噪比
中图分 类号 :T 2 7 P7
文 献标 志码 :A
Ab t a t: F rc mpe n o l e rc e c li u t rc se sr c o o lx a d n ni a h mia nd sr p o e ss,te p roma c ffutd tcin i e o r wh n ta i o a rn ia n y h ef r n e o a l ee to s v r p o e rd t n lp cp l y i i
p sd,w i lma etec mpe o l erpo lm p t pc o vr it l e rpo lm i etr p c .T i meh di a pi n oe hc wi k h o l n ni a rbe i i u aecn et no i a rbe nfauesae hs to p l di h l x n nn s n s e
主元 分 析 P A法 ( r cplc m o e ta a s ) C p n ia o p n n nl i 是 i ys
面向TE过程的深度集合型故障诊断方法综述
41故障诊断是现代工业安全运行不可或缺的重要组成部分。
故障诊断方法通常可分为4类,即基于数学模型、基于知识、基于数据驱动和集合型故障诊断方法。
其中,基于数学模型和基于知识的故障诊断方法由于建模困难和严重依赖专家知识应用受到限制。
数据驱动方法[1]采用统计分析、机器学习、深度学习[2-3]建立故障诊断模型。
集合型故障诊断方法通过融合和优化等技术,将多个单一型故障诊断方法相结合,具有多个单一型方法的优点。
目前,基于数据驱动和集合型故障诊断方法,特别是基于深度学习的集合型故障诊断方法(Deep Ensemble Fault Diagnosis,DEFD)是学术界和工业界研究的热点。
深度学习通过学习深层非线性网络结构,能够模拟更加复杂的函数。
基本结构有,深度置信网络(DeepBelief Nets,DBNs)、堆叠自动编码器(Stacked Auto-Encoders,SAE)、卷积神经网络(Convolutional Neural Networks,CNN)、循环神经网络(Recurrent Neural Networks,RNN (含LSTM,GRU))等。
TE过程[4]作为验证故障诊断方法的重要模型,不仅可以模拟单个连续工作模态、多个连续工作模态,还可以模拟数据缺失、数据不平衡、非线性、非高斯分布等不良数据特性。
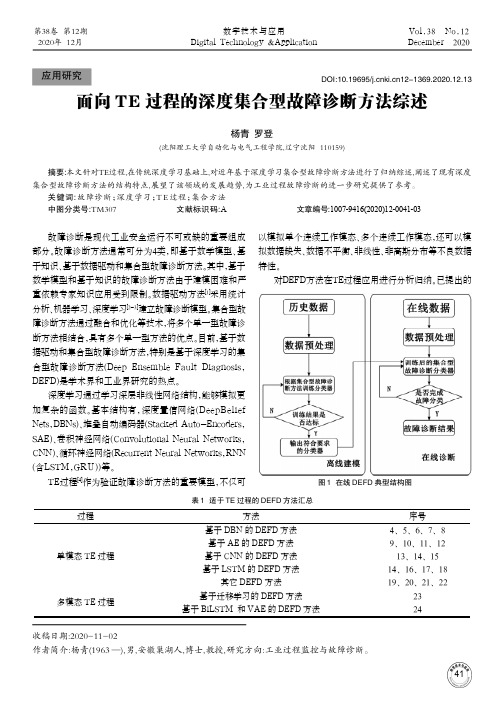
对DEFD方法在TE过程应用进行分析归纳。
已提出的收稿日期:2020-11-02作者简介:杨青(1963—),男,安徽巢湖人,博士,教授,研究方向:工业过程监控与故障诊断。
面向TE 过程的深度集合型故障诊断方法综述杨青 罗登(沈阳理工大学自动化与电气工程学院,辽宁沈阳 110159)摘要:本文针对TE过程,在传统深度学习基础上,对近年基于深度学习集合型故障诊断方法进行了归纳综述,阐述了现有深度集合型故障诊断方法的结构特点,展望了该领域的发展趋势,为工业过程故障诊断的进一步研究提供了参考。
关键词:故障诊断;深度学习;T E 过程;集合方法中图分类号:TM307文献标识码:A文章编号:1007-9416(2020)12-0041-03DOI:10.19695/12-1369.2020.12.13应用研究表1 适于TE 过程的DEFD 方法汇总图1 在线DEFD 典型结构图过程 方法序号 基于DBN 的DEFD 方法 4、5、6、7、8 基于AE 的DEFD 方法9、10、11、12 基于CNN 的DEFD 方法 13、14、15 基于LSTM 的DEFD 方法14、16、17、18 单模态TE 过程 其它DEFD 方法 19、20、21、22基于迁移学习的DEFD 方法 23 多模态TE 过程基于BiLSTM 和VAE 的DEFD 方法24第 38 卷 数字技术与应用 42主要DEFD方法如表1所示。
基于元学习的小样本多模态TE过程故障诊断
基于元学习的小样本多模态TE过程故障诊断
杨青;华春丽;朱美臣;吴东升;王笑臣
【期刊名称】《沈阳理工大学学报》
【年(卷),期】2024(43)2
【摘要】为解决多模态TE过程在小样本条件下故障诊断精度低的问题,提出了一种基于深度最近邻神经网络(DN4)与压缩和激励(SE)模块结合的集合型故障诊断方法(SEDN4)。
首先,使用小波包变换将多模态过程数据转换成二维图像,划分元学习任务;然后,由嵌入网络进行局部特征提取,获得局部特征描述符;最后,使用k近邻搜索得到预测值。
当新模态产生时,基于已有模型设计经验,在小样本条件下可快速得到新模态故障诊断模型。
实验结果表明,本文方法在小样本条件下能够较好地实现多模态故障诊断,提高了故障诊断准确率,诊断效果较好。
【总页数】6页(P52-57)
【作者】杨青;华春丽;朱美臣;吴东升;王笑臣
【作者单位】沈阳理工大学自动化与电气工程学院;浙江联宜电机有限公司
【正文语种】中文
【中图分类】TP277.3
【相关文献】
1.基于改进核主元分析的TE过程故障诊断
2.基于连续小波变换和无模型元学习的小样本汽车行星齿轮箱故障诊断
3.基于贝叶斯元学习的小样本转辙机故障诊断
4.小样本下基于元学习和网络结构搜索的新模态故障诊断
因版权原因,仅展示原文概要,查看原文内容请购买。
TE的流行病学与诊断检测护理课件

限制旅行和贸易
在疫情严重时,限制人员和物 品的流动,以减缓疫情传播。
社会距离措施
鼓励保持社交距离,减少人群 聚集,降低疾病传播风险。
05
TE疾病的研究展
最新研究成果
发现了新的TE相关基因和变异 位点,进一步揭示了TE的发病 机制。
开发出更高效、特异性的TE诊 断试剂盒和检测方法,提高了 诊断的准确性和可靠性。
TE的流行病学与 理件
• TE疾病概述
01
TE疾病概述
TE疾病的定义
总结词
TE疾病是一种由特定病原体引起的传染病。
详细描述
TE疾病是由特定的病原体(如细菌、病毒、真菌等)引起的,具有传染性。这 些病原体通过特定的传播途径(如空气、接触、昆虫等)在人群中传播,导致 感染和疾病的发生。
TE疾病的流行病学特征
高分辨率CT可发现微小病 变,有助于早期诊断TE。
MRI检查
对软组织显像清晰,有助 于判断病变范围和程度。
03
TE的理与
TE患者的日常护理
定期记录患者情况 包括疼痛程度、活动能力、情绪状态 等,以便及时发现病情变化。
指导患者进行康复训练
如关节活动、肌肉力量训练等,以促 进患者康复。
给予患者心理支持
02
TE的断
临床诊断方法
病史采集
临床诊断
详细了解患者症状出现的时间、表现、 进展及伴随症状,有助于初步判断是 否为TE。
根据病史和体格检查结果,结合患者 年龄、性别等因素,进行综合分析, 做出临床诊断。
体格检查
对患者的身体进行全面检查,特别是 淋巴结、肝脾等部位,有助于发现异 常体征。
实验室诊断方法
总结词
TE疾病的流行病学特征包括地区性、季节性和人群聚集性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要化工生产过程是复杂的动态系统,该生产过程一般是在高温高压、低温真空、有毒或腐蚀性等极端条件下进行的,生产系统和设备一旦发生故障,将会造成经济损失,甚至造成人员伤亡和环境污染。
利用故障诊断技术提高系统的可靠性和安全性,已经引起了企业和学术界的高度重视,并在该研究领域取得了丰富的研究成果。
本文主要对田纳西-伊斯曼过程(Tennessee - Eastman Process,TEP)进行了模拟与仿真研究。
首先在查阅文献基础上对故障诊断方法进行了概述。
并对TE过程中的五大操作单元进行了研究。
其中包括反应器、冷凝器、汽/液分离器、压缩机及汽提塔五大操作单元。
在此基础上,对主元分析的故障诊断法的原理和算法进行了研究,并以TE过程为背景,调用其化工过程数据,编写MATLAB程序实现T2图、Q图以及贡献图,采用主元分析法对TE过程进行了仿真实验研究,证明主元分析方法的有效性。
关键词:TE过程;故障诊断;模拟;T2统计;Q统计AbstractThe chemical production process is a complex dynamic system .The process is generally carried out under the extreme environment which may have high temperature, high pressure,low-temperature vacuum ,poison or corrosiveness etc.. When the industrial production devices result in fault,it will bring economical loss or even cause human injuries and environmental problems .Improving the dependability and security depending on fault diagnosis technology is paid attention by companies and researchers ,lots of achievements have been obtained in fault diagnosis field.This thesis mainly imitate and studied the Tennessee - Eastman process(Tennessee - Eastman Process, TEP). Then described that five big operation elements in TE process. In which including reactor, condenser, steam, fluid separator, compressor and stripper five big operation unit.Method has carried out classification on TE process and the malfunction diagnose.In this foundation,studied the principal component analysis method. Taking the TE process as an application background ,we programmed the MATLAB algorithm of PCA, drawed the T2 statistic 、Q statistic and contribution map ,proved the validity of the method.Keywords: TE pross; Fault diagnosis; imitate; T2statistic; Qstatistic目录1 绪论 (1)1.1课题的意义和研究现状 (1)1.2计算机模拟方法及故障诊断方法 (3)1.2.1 计算机模拟方法 (3)1.2.2 故障诊断方法 (4)1.3本文的主要研究工作 (5)2 TE过程 (6)2.1TE过程简介 (6)2.2反应器 (6)2.2.1 工业反应器的类型 (7)2.2.2 釜式反应器的结构 (9)2.2.3 反应釜的操作方式 (10)2.2.4 连续釜式反应器数学模型及最佳操作 (11)2.3冷凝器 (12)2.3.1 冷凝器的分类 (13)2.3.2 水冷式冷凝器主要数学模型 (15)2.4分离器 (15)2.4.1 气/液分离器 (16)2.4.2气/液旋流分离器 (16)2.5压缩机 (18)2.5.1 压缩机的种类 (18)2.5.2离心式压缩机 (18)2.6汽提塔 (21)2.6.1 汽提塔的主要部件 (21)2.6.2 管式汽提塔 (22)3 TE过程的模拟与仿真实验研究 (24)3.1TE过程模拟 (24)3.2TE过程仿真研究 (29)3.2.1 TE过程模拟图 (29)3.2.2 仿真实验 (30)3.3本章小结 (33)4 TE过程的故障诊断方法研究 (34)4.1主元分析的故障诊断法原理 (34)4.2主元分析的故障诊断算法 (36)4.2.1 正常过程主元模型的获得 (36)4.2.2 Q统计量 (36)4.2.3 T2统计量 (37)4.2.4 贡献图 (37)4.3仿真结果分析 (38)4.3.1 故障0的研究 (38)4.3.2 故障7的分析 (39)4.4本章小结 (41)5 结论 (42)致谢 (43)参考文献 (44)附录A 英文原文 (45)附录B 汉语翻译 (50)附录C 程序代码 (55)1 绪论1.1 课题的意义和研究现状过程控制工程以过程工业生产的“安、稳、长、满、优”为研究任务,所研究的对象是工业生产过程,如炼油、化工、造纸等。
这类生产过程一般具有多样性、复杂性和危险性的特点。
如何将设计的控制策略、优化算法等放在一个具有普遍性的实验对象进行研究和测试是研究人员必须考虑的一个问题。
因为在实验室研究和测试之前,将这些算法直接安装在工业实际装置或流程上运行是不可能的,所以计算机过程模拟仿真就成了主要的研究和测试手段。
Tennessee-Eastman(简称TE)过程是一个用来开发、研究和评价过程控制技术的化工过程模型。
TE过程第一次出现于1990年在芝加哥举行的美国化工学会(AICHE)上,它是由美国Eastman化学公司的过程控制小组的Downs和V ogel提出的,这个案例很适合于研究过程控制技术。
尽管这个案例提出时已经修改了其中的构成、过程和操作条件以保护这个过程的所有权,但这并不影响到它的性能和价值,因而在他们提出这个模拟案例后,引起了过程控制学术界的广泛关注。
此后许多学者、研究员等对这个案例的过程控制进行了深入广泛的研究并给出了相应的控制策略,T.J.Mcavoy等人给出的Base Control控制策略在仿真研究等领域被广泛采用,而Manabu Kano等人研究了TE过程故障诊断的多元统计分析方法。
可以说TE过程具备了复杂工业生产过程所具备的特点,因此使用TE过程对提出算法的有效性进行验证是具有代表性的。
石油炼制、化工、电力、水泥、炼钢、冶金、热能等行业的生产过程中,它们的生产过程往往处于高温、高压等极端条件下,生产过程产生异常,从而导致生产中断甚至爆炸、泄漏毒气等危险情况发生,一旦出现生产故障不仅会给工厂带来不小的经济损失,甚至严重威胁着人身安全。
化工过程故障诊断是解决化工生产过程系统可靠性、安全性、科学决策问题的关键技术之一。
我们目前所说的故障诊断技术一般都是指以软件冗余(或解析冗余)为主的故障诊断技术,是本世纪70年代初期以来首先从美国发展起来的。
这项技术诞生以后逐渐引起了学术界的关注,并且在近十年来得到了迅速的发展,已取得了许多应用成果。
促进故障诊断技术迅猛发展的一个主要动力是市场的迫切需求。
70年代初以来,随着计算机科学的发展,人们所建造的自动化装置的规模越来越大,投资也越来越高,如:现在一套大型乙烯装置上就有成百上千的控制回路,整套装置的投资一般都在数十亿人民币以上。
某些微小故障若不能及时排除,就有可能造成巨大的灾难。
原苏联切尔诺贝利核电站的泄漏事故,中国运载火箭的连续数次失事就说明了这一点。
因此,在这种情况下,系统的安全性就显得极其重要。
提高系统可靠性和安全性的方法有多种,其中一个重要的方法就是采用故障诊断技术。
国内现有监控软件主要采用单变量过程监控技术,多变量监控技术在理论和工程应用方面都处于研究中。
国内的清华大学、浙江大学、华东理工大学、华南理工大学等在过程监控方面都作了大量的研究,浙江大学在研究传统的统计监控方法如主元分析(PCA)法、偏最小二乘分析(PLS)法等基础上,目前重点研究独立成分分析(ICA)、盲源信号分析(BSA)等高阶统计量的信号统计方法在化工过程监控中的应用。
所谓故障诊断,就是确定哪一种故障发生了,换句话说,就是确定所看到的故障状态原因。
即确定故障的类型、位置、量级和时间[1]。
化工过程故障诊断的任务,可分为以下四个方面的内容[1]:故障检测:确定故障是否发生。
故障分离:在故障检测之后确定故障的种类,故障发生的部位。
故障评价:将故障对系统性能指标、功能的影响等做出判断和估计,给出故障等级。
故障决策:根据故障检测的信息和故障评价的等级做出故障诊断决策,针对不同的工况,对系统做出报警、修改操作或控制,甚至停机进行维修等决定,避免故障扩大。
这部分主要方法有数学分析、控制理论、系统辨识、人工智能和模式识别等。
评价一个故障诊断系统的性能指标主要有:故障检测的及时性;早期故障检测的灵敏度;故障的误报率和漏报率;故障定位和故障评价的准确性;故障检测和诊断系统的鲁棒性。
下图为一个完整的故障诊断系统示意图[2]:图1.1 故障诊断过程示意图1.2 计算机模拟方法及故障诊断方法1.2.1 计算机模拟方法计算机模拟方法分机理分析法和系统辨识等多种方法,下面对机理分析法和系统辨识法进行介绍。
1、机理分析法机理分析法需要分析过程的运动规律,运用一些已知的规律、定理和原理,如牛顿三定律、生物学定律、能量平衡方程、物料平衡方程、化学动力学原理等,才能建立起过程的数学模型的方法。
2、系统辨识法系统辨识是根据系统的输入输出时间函数来确定描述系统行为的数学模型。
通过辨识建立数学模型的目的是估计表征系统行为的重要参数,建立一个能模仿真实系统行为的模型,用当前可测量的系统的输入和输出预测系统输出的未来演变。