TS16949来料检验作业指导书(中英文)
包装料来料检验一整套作业指导书英文版
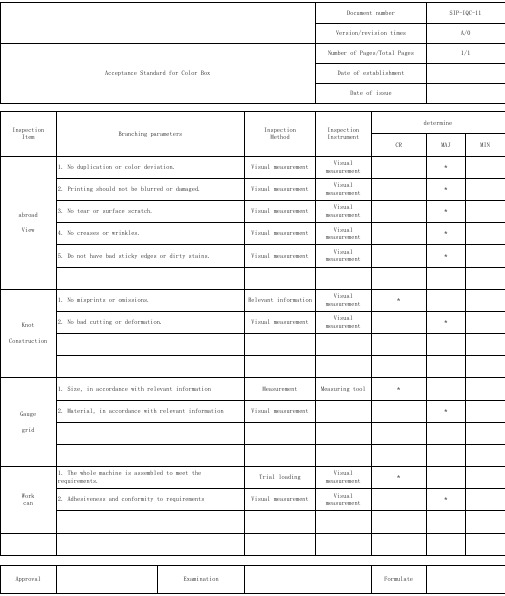
Acceptance Standard for Color Box Date of establishmentDate of issueInspectionItem Branching parametersInspectionMethodInspectionInstrumentdetermineCR MAJ MINabroad View 1. No duplication or color deviation.Visual measurementVisualmeasurement* 2. Printing should not be blurred or damaged.Visual measurementVisualmeasurement* 3. No tear or surface scratch.Visual measurementVisualmeasurement* 4. No creases or wrinkles.Visual measurementVisualmeasurement* 5. Do not have bad sticky edges or dirty stains.Visual measurementVisualmeasurement*Knot Construction 1. No misprints or omissions.Relevant informationVisualmeasurement*2. No bad cutting or deformation.Visual measurementVisualmeasurement*Gauge grid 1. Size, in accordance with relevant information Measurement Measuring tool*2. Material, in accordance with relevant information Visual measurement*Work can 1. The whole machine is assembled to meet therequirements.Trial loadingVisualmeasurement*2. Adhesiveness and conformity to requirements Visual measurementVisualmeasurement*Acceptance Standard for Bookwear Date of establishmentDate of issueInspectionItem Branching parametersInspectionMethodInspectionInstrumentdetermineCR MAJ MINabroad View 1. No duplication or color deviation.Visual measurementVisualmeasurement* 2. Printing should not be blurred or damaged.Visual measurementVisualmeasurement* 3. No tear or surface scratch.Visual measurementVisualmeasurement* 4. No creases or wrinkles.Visual measurementVisualmeasurement* 5. No dirty or bad binding Visual measurementVisualmeasurement*Knot Construction 1. No misprints or omissions.Relevant informationVisualmeasurement*2. No bad cutting.Visual measurementVisualmeasurement* 3. No missing stitches Visual measurementVisualmeasurement*Gauge grid 1. Size, in accordance with relevant information Measurement Measuring tool*2. Material, in accordance with relevant information Visual measurement*Work can。
中英文进料检验指导书
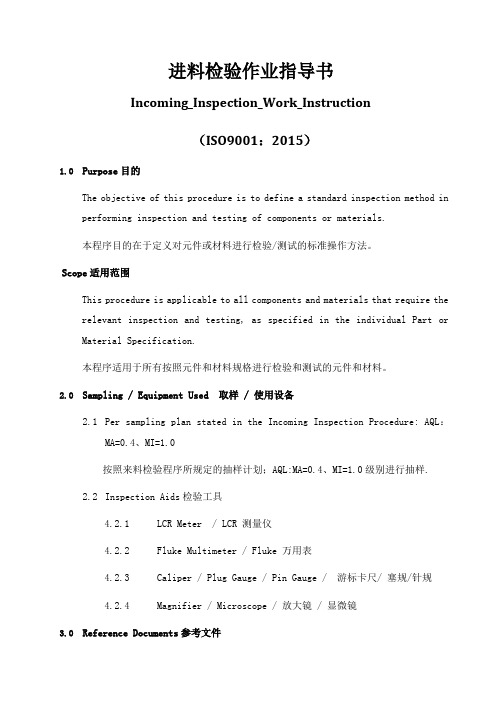
编制部门:质量部Written Dept.Quality Dept. 发布日期:Issue Date实施日期:Implementation Date1. 目的:Purpose规范IQC进料检验操作,确保外购或外协件品质符合规定要求。
The instruction specifies IQC inspection handle ensure the quality of the purchase and outsourcing part conform to specified requirement2. 适用范围:Scope本指导书适用于本公司机床装配的所有采购件及外协件。
The instruction is mandatory for all purchase and outsourcing part in EMAG Jintan3. 职责: Responsibility3.1 仓库—负责物料的点收,搬运,标识,储存。
Warehouse—responsible for material acception, flitting, identification and storage.3.2 进料检验—负责物料的品质检验/记录。
IQC—responsible for material inspection and record。
3.3 采购—负责将不合格物料信息反馈供应商。
Purchase —responsible for provide NOK material4. 定义definition严重缺陷A Critical defect A 产品存在对使用者的人身及财产安全构成威胁的缺陷,不符合国家法律,法规,可靠性验证等Products pose no threat to the user's personal and property safety of defects, conformity with the national laws, regulations, and reliability test, etc主要缺陷B Major defect B 1.功能及型号缺陷影响正常使用The function and type defects affect the normal use2.尺寸缺陷影响安装或机加工The dimension defects affect installation or machining3.材料缺陷影响工件力学性能The material defects affect the mechanical properties4.结构和外观存在客户难以接受缺陷The structure and appearance defects cannot accept5.无产品标识、无合格证明的物料No product identification,conformity certificate parts轻微缺陷C Minor defect C 上述缺陷以外不影响产品使用和功能的缺陷The other defects do not affect the product assemble and function5. 内容及流程:Content and Process5.1 收货Receipt仓管员需根据供应商提供的《送货单》或《采购合同》核实来料信息,如不符合,将退还供应商;如符合,则将需要检验的放入来料待检区,无需检验的直接入库。
【推荐】检验指导书英文简称-范文模板 (6页)
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==检验指导书英文简称篇一:ISO9001进料检验作业指导书(中英文)ISO9001进料检验作业指导书 Incoming_Inspection_Work_Instruction文件更改历史记录Amendment HistoryISO9001进料检验作业指导书 Incoming_Inspection_Work_Instruction1.0 Purpose目的The objective of this procedure is to define a standard inspection method in performing inspection and testing of components or materials. 本程序目的在于定义对元件或材料进行检验/测试的标准操作方法。
Scope适用范围This procedure is applicable to all components and materials that require the relevant inspection and testing, as specified in the individual Part or Material Specification.本程序适用于所有按照元件和材料规格进行检验和测试的元件和材料。
2.0 Sampling / Equipment Used 取样 / 使用设备2.1 Per sampling plan stated in the Incoming Inspection Procedure:(来自: : 检验指导书英文简称 ) AQL:MA=0.4、MI=1.0按照来料检验程序所规定的抽样计划;AQL:MA=0.4、MI=1.0级别进行抽样. 2.2 Inspection Aids检验工具4.2.1 LCR Meter / LCR 测量仪4.2.2 Fluke Multimeter / Fluke 万用表4.2.3 Caliper / Plug Gauge /Pin Gauge / 游标卡尺/ 塞规/针规 4.2.4 Magnifier / Microscope / 放大镜/ 显微镜3.0 Reference Documents参考文件3.1 Customer’s AVL / 客户接受的供应商清单3.2 Manufacturer Part Specification / 供应商的元件规格篇二:IQC来料检验作业指导书(中英文)IQC来料检验作业指导书Incoming_Inspection_Work_Instruction文件更改历史记录Amendment History来料检验作业指导书Incoming_Inspection_Work_Instruction1.0 Purpose目的The objective of this procedure is to define a standard inspection method in performing inspection and testing of components or materials. 本程序目的在于定义对元件或材料进行检验/测试的标准操作方法。
来料检验作业指导书-plastic-and-model
1、
用指甲往泡上前后左右推移会
向周边扩散的油漆泡 外
在 同 一 平 面 内 面 积 1cm2 范 围
观
内 有 一 个 直 径 0.1≤ D≤ 0.15mm
检
麻点
2
在 同 一 平 面 内 面 积 1cm 范 围 验 16 尘 点 内 有 两 个 直 径 0.1≤ D≤ 0.15mm
尘 /点
况下不 V
允许有
V
V
一般情
况下不
V
允许有
用污点
V
卡测量
(参考
V
限度板)
V
不允许
外离 )
2 / 17
检 验 项 目
序
缺点类 型
号
来料检验作业指导书-plastic-and-model
判定
备
不良内容描述
注 CRI MAJ MIN
5 起皮
工件与镀层或镀层与镀层之间脱离
V
一般情况下正面不允许有漏镀
6 漏 镀 ( 特 殊 情 况 除 外 ), 反 面 如 有 要
观5
油 渍 / 可 去 除 之 油 渍 /脏 污 脏污
不 可 去 除 之 油 渍 /脏 污
检
验 6
划痕
在 同 一 平 面 内 长 度 ≤ 5mm, 宽 度 ≤ 0.1mm, 条 数 ≤ 1, 且 距 离 ≥ 15mm 在 同 一 平 面 内 长 度 ≥ 5mm, 宽 度 ≥ 0.1mm 有 感 划 痕
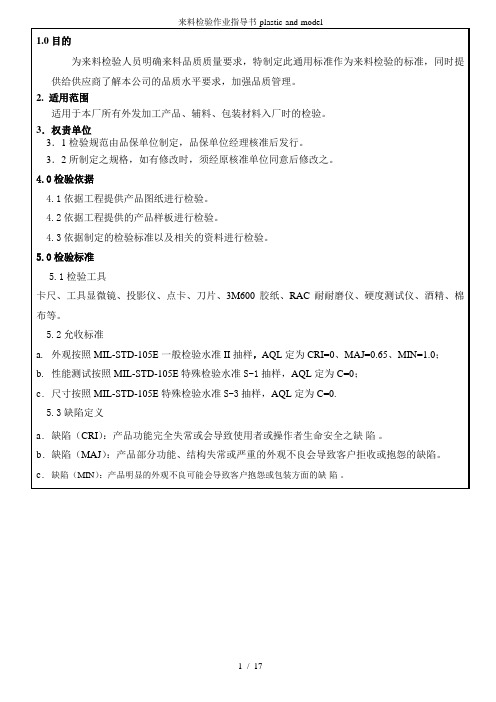
b. 性能测试按照 MIL-STD-105E 特殊检验水准 S-1 抽样,AQL 定为 C=0;
c . 尺寸按照 MIL-STD-105E 特殊检验水准 S-3 抽样,AQL 定为 C=0.
5.3 缺陷定义
IQC来料检验作业指导书(中英文)

IQC来料检验作业指导书Incoming_Inspection_Work_Instruction文件更改历史记录Amendment History版次Revision更改日期Change Date更改概要Description of Changes更改人Prepared by批准人Approved byPrepared by编制Reviewed by审核Approved by批准来料检验作业指导书Incoming_Inspection_Work_Instruction1.0Purpose目的The objective of this procedure is to define a standard inspection method in performing inspection and testing of components or materials.本程序目的在于定义对元件或材料进行检验/测试的标准操作方法。
Scope适用范围This procedure is applicable to all components and materials that require the relevant inspection and testing, as specified in the individual Part or Material Specification.本程序适用于所有按照元件和材料规格进行检验和测试的元件和材料。
2.0Sampling / Equipment Used 取样 / 使用设备2.1Per sampling plan stated in the Incoming Inspection Procedure: AQL:MA=0.4、MI=1.0按照来料检验程序所规定的抽样计划;AQL:MA=0.4、MI=1.0级别进行抽样.2.2Inspection Aids检验工具4.2.1 LCR Meter / LCR 测量仪4.2.2 Fluke Multimeter / Fluke 万用表4.2.3 Caliper / Plug Gauge / Pin Gauge / 游标卡尺/ 塞规/针规4.2.4 Magnifier / Microscope / 放大镜 / 显微镜3.0Reference Documents参考文件3.1 Customer’s AVL / 客户接受的供应商清单3.2 Manufacturer Part Specification / 供应商的元件规格。
来料检验报告(中英版)
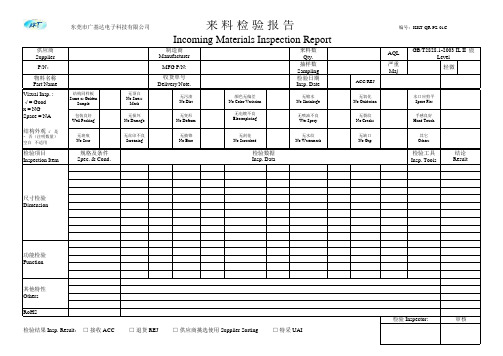
供应商Supplier 来料数Qty.AQL P/N :抽样数Sampling 严重Maj轻微物料名称Part Name 检验日期Insp. DateACC/REJ结构同样板Same as GoldenSample 无顶白No Stress Mark 无污渍No Dirt 颜色无偏差No Color Variation 无缩水No Shrinkage 无氧化No Oxidation 水口应剪平Sprue Flat 包装良好Well Packing 无损坏No Damage 无变形No Deform 无电镀不良Electroplating无喷油不良Wet Spray 无裂纹No Cracks 手感良好Hand Touch 无斑痕No Scar无丝印不良Screening无披锋No Burr无刮花No Scratched无水纹No Watermark无缺口No Gap其它Others检验项目Inspection Item 检验工具Insp. Tools RoHS尺寸检验Dimension功能检验Function其他特性Others 检验结果 Insp. Result : □ 接收 ACC □ 退货 REJ □ 供应商挑选使用 Supplier Sorting □ 特采 UAI检验 Inspector:审核规格及条件Spec. & Cond.检验数据Insp. Data 结论Result收货单号Delivery Note.MFG P/N:Visual Insp. :√= Good x = NG Space = NA 结构外观 √--是×--否(注明数量)空白--不适用东莞市广基达电子科技有限公司来 料 检 验 报 告编号:KKT-QR-PZ-01C制造商Manufacturer Incoming Materials Inspection ReportGB/T2828.1-2003 IL II 級Level。
TS16949来料检验程序(中英文)

TS16949来料检验程序Incoming Material Inspection Procedure文件更改历史记录Amendment History版次Revision更改日期Change Date更改概要Description of Changes更改人Prepared by批准人Approved byPrepared by编制Reviewed by审核Approved by批准TS16949来料检验程序Incoming Material Inspection Procedure1.0目的Purpose:对所有外来生产用物料和外包商提供的产品进行来料检验,确保来料品质符合要求,及时发现来料不良问题,防止不良品流入。
Checking all incoming material including sub-contractor provide products to ensure the quality meet requirement and nonconformity is found in time so as to prevent released nonconformingincoming material.2.0范围Scope:本公司所有生产用来料(除制模来料及免检产品),包括客户提供物料和外包商提供的产品。
All incoming materials (Expect some material for mold making andship-to-stock material), including customer-supplied material andsub-contactor supplied products.3.0定义 Definition: N/A3.1RMT: 物料进仓单的英文简写。
RMT is the short form of Receiving Move Ticket.3.2MRB 仓库:指仓库中指定的摆放不良品的区域/位置。
TS16949术语英文简写

QFD
质量功能展开
Quality Function Deployment
BOS
经营操作系统
Business operating system
SWOT
优势劣势机会危机管理
Strength WeaknessOpportunityThreat
SMART原则
目标设置原则:S(see)M(measurable) A(achieved)R T(time bound)
平均设备故障间隔时间
Mean time between failure
IE
工业工程
Industrial engineering
OTS
工装样件
overall tooling sample
OTD
准时交付率
On-time delivery
COP
顾客导向过程
Customerorientedprocess
SP
19
PPAP
生产件批准程序
20
SPC
统计过程控制
21
MSA
测量系统分析
22
QS五大手册
包括:APQP+CP,FMEA,PPAP,SPC,MSA
23
Cmk
设备能力指数(≥1.67)
24
Cpk
过程能力指数(≥1.33)
必须
掌握
25
Ppk
初始过程能力指数(≥1.67)
26
X-R图
平均极差图(适用于计量型数据的统计过程控制)
27
P图
不合格品率过程控制图(适用于计数型数据的统计过程控制)
28
计量型数据
TS16949进料检验作业程序(中英文)
TS16949进料检验作业程序Incoming inspection procedure 文件更改历史记录Amendment HistoryTS16949进料检验作业程序Incoming inspection procedure1.0 目的:本程序旨在建立适切之进料检验作业管制,以确保外购的生产性材料材质符合环境要求,质量符合本公司的设计要求.Attempt: The procedure is to establish unanimous incoming inspectoperations, in order to make sure those purchasing stuff canmanage environment requirement and the quality can come up todesign .2.0 范围:适用于本公司所有外购的生产性物料的进料检验.Range: Apply to all incoming inspection of purchasing stuff.3.0 定义: Definition3.1 IQC: 进料检验单位(Incoming Quality Control).3.2 SQE :供货商质量工程(Supplier Quality Engineer).3.3 客供配件:由客户提供,代为出货包装用之配件,并不参与成品组立、加工作业流程.(此种配件不纳入零件承认规范内,仅作资材面处理).Customer supplied parts: Customer supplied parts are used to delivery package parts, not participate in final-products、operation procedure.(the parts are not bring into parts recognition rules, only be regarded as stuff management)4.0 权责: Rights and responsibility4.1 品保部负责物料的检验、判定、检验后的标识及不合格品的改善追踪工作.QA Dep. manage stuff inspection、judgment、mark and rejects improving or tracking after inspection.4.2 资材部采购员负责与供货商联络,并协助来料质量异常的处理及改善追踪.Material purchaser manage and communicate with suppliers, then support dealing and tracking anomaly.5.0 作业内容: Contents5.1 检验规划:Inspection planning5.1.1 抽样计划:IQC依MIL-STD-105E(II)对进料实施抽样检验.Sampling scheme: IQC refer to MIL-STD-105E(II)to execute sampling action.5.1.2 正常检验:IQC依MIL-STD-105E(II)对进料实施抽样检验.Regular inspection: IQC refer to MIL-STD-105E(II)to execute sampling action.5.1.3 抽样时机:IQC依照MIL-STD-105E(II)对物料进行抽验检验,取样需平均抽样,在仓库平均取样后,在IQC室依照该物料之承认书与图纸执行检验。
TS16949来料检验作业指导书(中英文)
TS16949来料检验作业指导书Incoming_Inspection_Work_Instruction文件更改历史记录Amendment History版次Revision更改日期Change Date更改概要Description of Changes更改人Prepared by批准人Approved byPrepared by编制Reviewed by审核Approved by批准TS16949来料检验作业指导书Incoming_Inspection_Work_Instruction1.0Purpose目的The objective of this procedure is to define a standard inspection method in performing inspection and testing of components or materials.本程序目的在于定义对元件或材料进行检验/测试的标准操作方法。
Scope适用范围This procedure is applicable to all components and materials that require the relevant inspection and testing, as specified in the individual Part or Material Specification.本程序适用于所有按照元件和材料规格进行检验和测试的元件和材料。
2.0Sampling / Equipment Used 取样 / 使用设备2.1Per sampling plan stated in the Incoming Inspection Procedure: AQL:MA=0.4、MI=1.0按照来料检验程序所规定的抽样计划;AQL:MA=0.4、MI=1.0级别进行抽样.2.2Inspection Aids检验工具4.2.1 LCR Meter / LCR 测量仪4.2.2 Fluke Multimeter / Fluke 万用表4.2.3 Caliper / Plug Gauge / Pin Gauge / 游标卡尺/ 塞规/针规4.2.4 Magnifier / Microscope / 放大镜 / 显微镜3.0Reference Documents参考文件3.1 Customer’s AVL / 客户接受的供应商清单3.2 Manufacturer Part Specification / 供应商的元件规格3.3 Yamaoka AVL List / 本公司的AVL3.4 QAP-010 : Incoming Inspection Procedure / 来料检验程序3.5 SOP-QA-003 : Material Aging Control Procedure / 物料保质期控制程序4.0Inspection Criteria / 检验要点4.1MFG AVL Verification / 生产厂商确认Verify that the parts are from the authorized vendor per AVL list.根据AVL清单验证元件是否为承认厂商。
TS16949产品审核操作指导书(中英文)
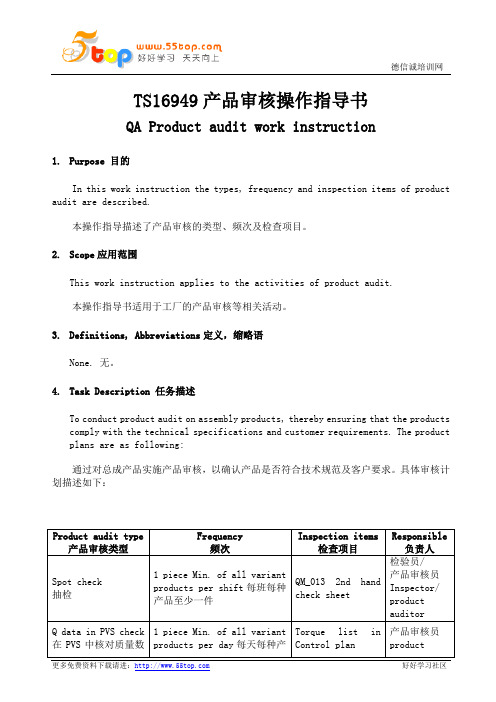
TS16949产品审核操作指导书QA Product audit work instruction1.Purpose 目的In this work instruction the types, frequency and inspection items of product audit are described.本操作指导描述了产品审核的类型、频次及检查项目。
2.Scope应用范围This work instruction applies to the activities of product audit.本操作指导书适用于工厂的产品审核等相关活动。
3.Definitions, Abbreviations定义,缩略语None. 无。
4.Task Description 任务描述To conduct product audit on assembly products, thereby ensuring that the products comply with the technical specifications and customer requirements. The product plans are as following:通过对总成产品实施产品审核,以确认产品是否符合技术规范及客户要求。
具体审核计划描述如下:Product audit type 产品审核类型Frequency频次Inspection items检查项目Responsible负责人Spot check 抽检1 piece Min. of all variantproducts per shift每班每种产品至少一件QM_013 2nd handcheck sheet检验员/产品审核员Inspector/productauditorQ data in PVS check 在PVS中核对质量数1 piece Min. of all variantproducts per day每天每种产Torque list inControl plan产品审核员product据品至少一件auditorFinal Check 终检1 piece Min. of all variantproducts per day每天每种产品至少一件QM_014 FinalInspection Record产品审核员productauditorDelivery audit 发货审核1 piece Min. of all variantproducts per week每周每种产品至少一件Sequence, loadingstatus, quantityetc.排序,装载状态,数量等产品审核员productauditorConduct product audit according to audit plan and keep record.根据产品审核计划进行审核,并保持记录。
【精编范文】检验作业指导书英文-word范文 (6页)
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==检验作业指导书英文篇一:ISO9001进料检验作业指导书(中英文)ISO9001进料检验作业指导书 Incoming_Inspection_Work_Instruction文件更改历史记录Amendment HistoryISO9001进料检验作业指导书 Incoming_Inspection_Work_Instruction1.0 Purpose目的The objective of this procedure is to define a standard inspection method in performing inspection and testing of components or materials. 本程序目的在于定义对元件或材料进行检验/测试的标准操作方法。
Scope适用范围This procedure is applicable to all components and materials that require the relevant inspection and testing, as specified in the individual Part or Material Specification.本程序适用于所有按照元件和材料规格进行检验和测试的元件和材料。
2.0 Sampling / Equipment Used 取样 / 使用设备2.1 Per sampling plan stated in the Incoming Inspection Procedure: AQL:MA=0.4、MI=1.0按照来料检验程序所规定的抽样计划;AQL:MA=0.4、MI=1.0级别进行抽样. 2.2 Inspection Aids检验工具4.2.1 LCR Meter / LCR 测量仪4.2.2 Fluke Multimeter / Fluke 万用表4.2.3 Caliper / Plug Gauge /Pin Gauge / 游标卡尺/ 塞规/针规 4.2.4 Magnifier / Microscope / 放大镜/ 显微镜3.0 Reference Documents参考文件3.1 Customer’s AVL / 客户接受的供应商清单3.2 Manufacturer Part Specification / 供应商的元件规格篇二:ISO9001-201X进料检验作业指导书(中英文)进料检验作业指导书Incoming_Inspection_Work_Instruction(ISO9001:201X)1.0 Purpose目的The objective of this procedure is to define a standard inspection method in performing inspection and testing of components or materials. 本程序目的在于定义对元件或材料进行检验/测试的标准操作方法。
检验作业指导书(共五则)精选全文完整版

可编辑修改精选全文完整版检验作业指导书(共五则)第一篇:检验作业指导书检验作业指导书1.进料检验 1.1 定义进料检验又称来料检验,是制止不良物料进入生产环节的首要控制点。
进料检验由IQC执行。
1.2 检测要项IQC在对来货检验前,首先应清楚该批货物的品质检测要项,不明之处要向本部门主管问询,直到清楚明了为止。
在必要时,IQC验货员可从来货中随机抽取两件来货样,交IQC主管签发来货检验临时样品,并附相应的品质检测说明,不得在不明来货检验与验证项目、方法和品质允收标准的情况下进行验收。
1.3 检验项目与方法 1.3.1 外观检测一般用目视、手感、限度样品进行验证。
1.3.2 尺寸检测一般用卡尺、千分尺、塞规等量具验证。
1.3.3 结构检测一般用拉力器、扭力器、压力器验证。
1.3.4 特性检测如电气的、物理的、化学的、机械的特性一般采用检测仪器和特定方法来验证。
1.4 检验方式的选择 1.4.1 全检方式适用于来货数量少、价值高、不允许有不合格品物料或公司指定进行全检的物料。
1.4.2 免检方式适用于低值、辅助性材料或经认定的免检厂来料以及生产急用而特批免检的,对于后者IQC应跟进生产时的品质状况。
1.4.3 抽样检验方式适用于平均数量较多、经常性使用的物料。
样本大小:批量的10%(不少于20件),允收数AC=0,拒收数RE=1。
1.5 检验结果的处理方式 1.5.1 允收经IQC验证,不合格品数低于限定的不合格品个数时,则判为该批来货允收。
IQC应在验收单上签名,盖检验合格印章,通知货仓收货。
1.5.2 拒收若不合格品数大于限定的不良品个数,则判定该送检批为拒收。
IQC应及时填制《IQC退货报告》,经相关部门会签后,交仓库、采购办理退货事宜。
同时在该送检批货品外箱标签上盖“退货”字样,并挂“退货”标牌。
1.5.3 特采特采,即进料经IQC检验,品质低于允许水准。
IQC虽提出“退货”的要求,但由于生产的原因,而做出的“特别采用”的要求。
TS16949 WI-QC-006原材料检验作业指导书
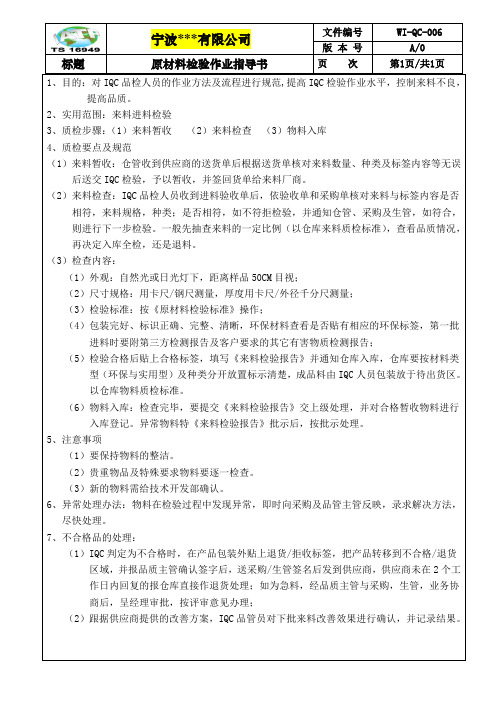
宁波***有限公司文件编号WI-QC-006版本号A/0 标题原材料检验作业指导书页次第1页/共1页1、目的:对IQC品检人员的作业方法及流程进行规范,提高IQC检验作业水平,控制来料不良,提高品质。
2、实用范围:来料进料检验3、质检步骤:(1)来料暂收(2)来料检查(3)物料入库4、质检要点及规范(1)来料暂收:仓管收到供应商的送货单后根据送货单核对来料数量、种类及标签内容等无误后送交IQC检验,予以暂收,并签回货单给来料厂商。
(2)来料检查:IQC品检人员收到进料验收单后,依验收单和采购单核对来料与标签内容是否相符,来料规格,种类;是否相符,如不符拒检验,并通知仓管、采购及生管,如符合,则进行下一步检验。
一般先抽查来料的一定比例(以仓库来料质检标准),查看品质情况,再决定入库全检,还是退料。
(3)检查内容:(1)外观:自然光或日光灯下,距离样品50CM目视;(2)尺寸规格:用卡尺/钢尺测量,厚度用卡尺/外径千分尺测量;(3)检验标准:按《原材料检验标准》操作;(4)包装完好、标识正确、完整、清晰,环保材料查看是否贴有相应的环保标签,第一批进料时要附第三方检测报告及客户要求的其它有害物质检测报告;(5)检验合格后贴上合格标签,填写《来料检验报告》并通知仓库入库,仓库要按材料类型(环保与实用型)及种类分开放置标示清楚,成品料由IQC人员包装放于待出货区。
以仓库物料质检标准。
(6)物料入库:检查完毕,要提交《来料检验报告》交上级处理,并对合格暂收物料进行入库登记。
异常物料特《来料检验报告》批示后,按批示处理。
5、注意事项(1)要保持物料的整洁。
(2)贵重物品及特殊要求物料要逐一检查。
(3)新的物料需给技术开发部确认。
6、异常处理办法:物料在检验过程中发现异常,即时向采购及品管主管反映,录求解决方法,尽快处理。
7、不合格品的处理:(1)IQC判定为不合格时,在产品包装外贴上退货/拒收标签,把产品转移到不合格/退货区域,并报品质主管确认签字后,送采购/生管签名后发到供应商,供应商未在2个工作日内回复的报仓库直接作退货处理;如为急料,经品质主管与采购,生管,业务协商后,呈经理审批,按评审意见办理;(2)跟据供应商提供的改善方案,IQC品管员对下批来料改善效果进行确认,并记录结果。
ISO9001-2015进料检验作业指导书(中英文)
进料检验作业指导书Incoming_Inspection_Work_Instruction(ISO9001:2015)1.0Purpose目的The objective of this procedure is to define a standard inspection method in performing inspection and testing of components or materials.本程序目的在于定义对元件或材料进行检验/测试的标准操作方法。
Scope适用范围This procedure is applicable to all components and materials that require the relevant inspection and testing, as specified in the individual Part or Material Specification.本程序适用于所有按照元件和材料规格进行检验和测试的元件和材料。
2.0Sampling / Equipment Used 取样 / 使用设备2.1Per sampling plan stated in the Incoming Inspection Procedure: AQL:MA=0.4、MI=1.0按照来料检验程序所规定的抽样计划;AQL:MA=0.4、MI=1.0级别进行抽样.2.2Inspection Aids检验工具4.2.1 LCR Meter / LCR 测量仪4.2.2 Fluke Multimeter / Fluke 万用表4.2.3 Caliper / Plug Gauge / Pin Gauge / 游标卡尺/ 塞规/针规4.2.4 Magnifier / Microscope / 放大镜 / 显微镜3.0Reference Documents参考文件3.1 Customer’s AVL / 客户接受的供应商清单3.2 Manufacturer Part Specification / 供应商的元件规格3.3 Yamaoka AVL List / 本公司的AVL3.4 QAP-010 : Incoming Inspection Procedure / 来料检验程序3.5 SOP-QA-003 : Material Aging Control Procedure / 物料保质期控制程序4.0Inspection Criteria / 检验要点4.1MFG AVL Verification / 生产厂商确认Verify that the parts are from the authorized vendor per AVL list.根据AVL清单验证元件是否为承认厂商。
来料检验作业指导书
来料检验作业指导书Document serial number【NL89WT-NY98YT-NC8CB-NNUUT-NUT108】来料检验作业指导书目的:对IQC品检人员的作业方法及流程进行规范,提高IQC检验作业水平,控制来料不良,提高品质。
1、实用范围:来料进料检验2、质检步骤(1)来料暂收(2)来料检查(3)物料入库3、质检要点及规范(1)来料暂收:仓管收到供应商的送货单后根据送货单核对来料:数量,种类及标签内容等无误后送交IQC检验,予以暂收,并签回货单给来料厂商。
(2)来料检查:IQC品检人员收到进料验收单后,依验收单和采购单核对来料与标签内容是否相符,来料规格,种类;是否相符,如不符拒检验,并通知仓管、采购及生管,如符合,则进行下一步检验。
一般先抽查来料的一定比例(以仓库来料质检标准),查看品质情况,再决定入库全检,还是退料。
(3)检查内容:(1)外观:自然光或日光灯下,距离样品30CM目视;(2)尺寸规格:用卡尺/钢尺测量,厚度用卡尺/外径千分尺测量;(3)粘性分别按:GB/T4852-2002、GB/T4851-1998、GB/T2792-1998中方法执行,结果记录于《可靠度测试报告》中;(4)包装完好、标识正确、完整、清晰,环保材料查看是否贴有相应的环保标签,第一批进料时要附SGS报告及物质安全表及客户要求的其它有害物质检测报告;(5)检验合格后贴上合格标签,填写《物料检验表》并通知仓库入库,仓库要按材料类型(环保与实用型)及种类分开放置标示清楚,成品料由IQC人员包装放于待出货区。
以仓库物料质检标准。
(6)物料入库:检查完毕,要提交《原材料进库验货》交上级处理,并对合格暂收物料进行入库登记。
异常物料特《原材料进库验货》批示后,按批示处理。
4、注意事项(1)要保持物料的整洁。
(2)贵重物品及特殊要求物料要逐一检查。
(3)新的物料需给技术开发部确认。
5、异常处理办法物料在检验过程中发现异常,即时向采购及品管主管反映,录求解决方法,尽快处理。
(完整版)来料检验作业指导书(DOC)

V
求以签板为准
不允 许
7 针孔 表面不允许有针孔
V
1 、 8 亮点/黑影 表 面 不 允 许 有 亮点/黑影
外
9
油 渍 /脏 可 去 除 之 油 渍 /脏 污 污
不 可 去 除 之 油 渍 /脏 污
观
在 同 一 平 面 内 长 度 ≤ 5mm,宽 度
≤ 0.1mm, 条 数 ≤ 1, 且 距 离 ≥
劳仕达塑胶模具有限公司
文件编号 QI-011
来料检验作业指导书
版本
A1
页次
3/17
制定日期 2006-12-5
检 验 项 目
序
缺点类 型
号
不良内容描述
判定
备
注
CRI MAJ MIN
5 起皮
工件与镀层或镀层与镀层之间脱离
V
一般情况下正面不允许有漏镀
6 漏 镀 ( 特 殊 情 况 除 外 ), 反 面 如 有 要
5
修改标记
露黄 外表面大面积发黄
V
用指甲往泡上前后左右推移不会 扩散的毛坯泡 起泡 用指甲往泡上前后左右推移会向 周边扩散的电镀泡
在 同 一 平 面 内 面 积 1 c m 2范 围 内 有
一 个 直 径 0.1≤ D≤ 0.15mm 麻 点
麻点
在 同 一 平 面 内 面 积 1 c m 范2 围 内 有
两 个 直 径 0.1≤ D≤ 0.15mm 麻 点
V V
V V
起 皮 表工 面件 有与 密镀 密层 麻或 麻 镀 的层 麻与 点镀 (层 麻之 面间 除脱 修改记录
V
标准化
修改原外离因)/说明
修改日期 修改人 审核人 批准人
来料检验作业指导书
来料检验作业指导书目的:对IQC品检人员的作业方法及流程进行规范,提高IQC检验作业水平,控制来料不良,提高品质。
1、实用范围:来料进料检验2、质检步骤(1)来料暂收(2)来料检查(3)物料入库3、质检要点及规范(1)来料暂收:仓管收到供应商的送货单后根据送货单核对来料:数量,种类及标签内容等无误后送交IQC 检验,予以暂收,并签回货单给来料厂商。
(2)来料检查:IQC品检人员收到进料验收单后,依验收单和采购单核对来料与标签内容是否相符,来料规格,种类;是否相符,如不符拒检验,并通知仓管、采购及生管,如符合,则进行下一步检验。
一般先抽查来料的一定比例(以仓库来料质检标准),查看品质情况,再决定入库全检,还是退料。
(3)检查内容:(1)外观:自然光或日光灯下,距离样品30CM目视;(2)尺寸规格:用卡尺/钢尺测量,厚度用卡尺/外径千分尺测量;(3)粘性分别按:GB/T4852-2002、GB/T4851-1998、GB/T2792-1998中方法执行,结果记录于《可靠度测试报告》中;(4)包装完好、标识正确、完整、清晰,环保材料查看是否贴有相应的环保标签,第一批进料时要附SGS报告及物质安全表及客户要求的其它有害物质检测报告;(5)检验合格后贴上合格标签,填写《物料检验表》并通知仓库入库,仓库要按材料类型(环保与实用型)及种类分开放置标示清楚,成品料由IQC人员包装放于待出货区。
以仓库物料质检标准。
(6)物料入库:检查完毕,要提交《原材料进库验货》交上级处理,并对合格暂收物料进行入库登记。
异常物料特《原材料进库验货》批示后,按批示处理。
4、注意事项(1)要保持物料的整洁。
(2)贵重物品及特殊要求物料要逐一检查。
(3)新的物料需给技术开发部确认。
5、异常处理办法物料在检验过程中发现异常,即时向采购及品管主管反映,录求解决方法,尽快处理。
6、不合格品的处理:(1)IQC判定为不合格时,在产品包装外贴上退货/拒收标签,把产品转移到不合格/退货区域,并报品质主管确认签字后,送采购/生管签名后发到供应商,供应商未在2个工作日内回复的报仓库直接作退货处理;如为急料,经品质主管与采购,生管,业务协商后,呈经理审批,按评审意见办理;(2)跟据供应商提供的改善方案,IQC品管员对下批来料改善效果进行确认,并记录结果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
TS16949来料检验作业指导书Incoming_Inspection_Work_Instruction
文件更改历史记录
Amendment History
版次Revision
更改日期
Change Date
更改概要
Description of Changes
更改人
Prepared by
批准人
Approved by
Prepared by编制Reviewed by审核Approved by批准
TS16949来料检验作业指导书
Incoming_Inspection_Work_Instruction
1.0Purpose目的
The objective of this procedure is to define a standard inspection method in performing inspection and testing of components or materials.
本程序目的在于定义对元件或材料进行检验/测试的标准操作方法。
Scope适用范围
This procedure is applicable to all components and materials that require the relevant inspection and testing, as specified in the individual Part or Material Specification.
本程序适用于所有按照元件和材料规格进行检验和测试的元件和材料。
2.0Sampling / Equipment Used 取样 / 使用设备
2.1Per sampling plan stated in the Incoming Inspection Procedure: AQL:
MA=0.4、MI=1.0
按照来料检验程序所规定的抽样计划;AQL:MA=0.4、MI=1.0级别进行抽样.
2.2Inspection Aids检验工具
4.2.1 LCR Meter / LCR 测量仪
4.2.2 Fluke Multimeter / Fluke 万用表
4.2.3 Caliper / Plug Gauge / Pin Gauge / 游标卡尺/ 塞规/针规
4.2.4 Magnifier / Microscope / 放大镜 / 显微镜
3.0Reference Documents参考文件
3.1 Customer’s AVL / 客户接受的供应商清单
3.2 Manufacturer Part Specification / 供应商的元件规格。