国家标准工序卡片空白模板
工序卡1
工位器具编号 工 步 号 2 描图 描校 底图号 装订号
工位器具名称
工步内容 锻造
工艺装备 立式精锻机、游标卡尺
主轴转速 切Biblioteka 速度进给量切削深度
r/min
m/min
mm/r
mm
进给次数
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
机械加工工序卡片(JB/Z
洛阳理工 学院 机械加工工序卡片 产品型号 产品名称 T0211 伸缩式定位销轴
187.3—88)
零(部)件图号 T0211-54 零(部)件名称 轴 共 页 第 页 车间 工序号 工序名称 材料牌号 锻造 2 锻造 45 毛坯种类 毛坯外形尺寸 每毛坯可制件数 每台件数 棒料 φ 35x300 设备名称 设备型号 设备编号 同时加工件数 立式精锻机 夹具编号 夹具名称 切削液 工序工时 准终 单件
现场作业工序工艺标准卡范本

3.高空坠落伤害 控制措施:先检查杆根、杆深、杆基和拉线等基础必须牢固可靠;必须认真检查登 高工具、 安全带、 后备绳。 脚扣登杆全过程系好安全带, 梯子登杆应先做冲击试验, 并采取防滑和限高措施, 派专人扶梯。 杆上工作人员工作前安全带和后备绳应挂在 牢固的构件上;杆上换位时不得失去安全保护。 4.高空落物伤害 控制措施:现场人员必须戴好安全帽;杆上工作人员不得浮置物品;工具、材料上 下应使用绳索传递或放入专用的工具袋。 杆塔下及作业点下方禁止有人逗留, 传递 人员应避开重物下方。 5.倒断杆伤害 控制措施:登杆前应先检查电杆根部、基础是否牢固,必要时对电杆培土加固或加 装临时拉线。 6.放线、紧线、撤线指挥不畅,工器具选用不当,安全措施不完善、操作方法不当 控制措施:应设专人指挥,统一信号,并保证信号畅通。 A. 所使用的工具设备强度应合格,应满足荷重要求。 B. 交叉跨越各种线路、铁路、公路,应先去的主管部门同意,做好安全措施,如 搭跨越架防止导线滑落,路口设专人持信号旗看守。 C. 严禁采用突然剪断导、地线的方法松线。 D. 紧放线前应先检查拉线、杆根、横担、导线接线管、导线接头、滑轮是否满足 紧、放线要求,工作人员不得跨在导线上或站在导线内角侧。 E. 当牵引绳索或导线卡住时,应立即停止牵引并松线不得直接用手处理,应在其 无张力情况下处理。 F. 线轴应放置牢固,放线速度要适度并有制动措施,设专人看守。 G. 用机械以旧线牵引新线时,必须处理好所有接头,保证能顺利通过滑车,无把 握的杆塔上不许有人,并用临时拉线加固。 H. 放线、撤线和紧线工作时,人员不得站在火跨在已受力的牵引绳、导线的内角 侧和展放的导、地线圈内以及牵引绳和架空线的垂直下方,防止意外跑线时抽 伤。 7.防车辆及非工作人员误入工作范围 控制措施:工作现场应该设置围栏并派专人监护,严禁非工作人员入内,设置“止 步,高压危险! ”标示牌,在公路两侧设置: “电力施工,车辆慢行! ”警示牌。 8.台架遗留物件 控制措施: 工作负责人组织工作人员对工作地点认真清理, 检查电杆及横担上是否 有遗留的电工器具等。 9 防作业人员误坠入河流 控制措施:在靠河边装设警示标志“止步,此处危险!”.
质量工序流程卡模板

质量工序流程卡模板下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!以下是一个质量工序流程卡模板的示例,你可以根据具体的生产过程和需求进行修改和完善。
标准的工艺过程卡及工序卡片
产品型号
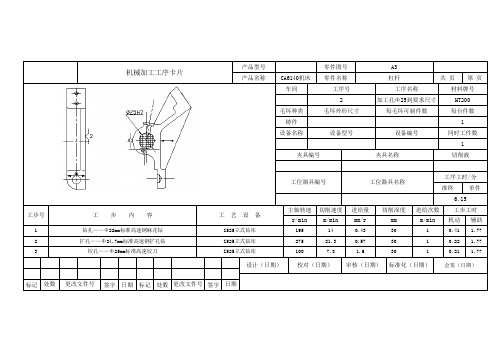
拨叉831007
零件图号
产品名称
拨叉
零件名称
拨叉
材料牌号
HT200
毛坯种类
铸件
毛坯尺寸
每坯件数
2
每台件数
1
工
序
号
工序内容
加工
车间
设备
夹具
刀具
量具
单件工进
(min)
名称
型号
名称
规格
名称
规格
名称
规格
10
粗铣小头孔的上端面
机
铣床
X5140
专用夹具
高速钢盘铣刀
高度尺
20
粗铣中间孔的上端面
主轴转速
(r/min)
切削速度
(m/min)
基本时间
(min)
1
扩两小端头孔
高速钢直柄麻花钻
高度尺
2
1
1
2
0.9
200
100
0.098
设计者
指导教师
共 7 页
第7页
………………………… ……………………………………… ………………………………………… ………………………………
湖南文理学院芙蓉学院
工程与技术系
工序名称
铣
材 料
毛坯种类
同时加工件数
牌号
硬度
铸件
1
HT200
加工车间
切削液
设备
机加工
名称
型号
夹具名称
及编号
辅助工具
铣床
X5140
专用夹具
更
改
内
容
工
步
号
工序卡片模板(夹具用)
校对 会签 审定
批准
第9页 共 45 页
机械加工工序卡片
产品代号或型号 16PA6-STC
部套号
工序名称
粗铣底面
设备型号
材料
材料硬度 工时(min) 零件名称
QT500-7
机体
设备 设备名称 三坐标划线仪
编号
车间号
程序编号 切削液
零件号 GHD16PAG ABA.O-B102
工段号
工序号 10
切削深度 切削参数 进给量 刀具编号
部套号
工序名称
划线
设备型号
材料
材料硬度 工时(min) 零件名称
QT500-7
机体
设备 设备名称 三坐标划线仪
编号
车间号
程序编号 切削液
零件号 GHD16PAG ABA.O-B102
工段号
工序号 5
切削深度 切削参数 进给量 刀具编号
(mm)
(r/min) (mm/r)
编制 日期
更改 标记
更改 数量
综合工艺卡片工序号0车间号车体工段号工序名称设备工序工时min名称工装名称编号铸造机二5粗洗底面x51机二10精洗底面x51机二15粗铣侧面x60机二20精铣侧面x60机二25钻20孔z3025机二30扩孔至25z3025机二35镗26孔t68机二40镗30孔t68机二45钻底面16孔z3025机二50钻侧面12孔z3025机二55钻上面20孔z3025车体60检查探伤机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag离心泵壳体ht200壳体abaob102工序名称钻孔设备型号设备名称摇臂钻床设备编号车间号工段号工序号0程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共1页日期日期日期第1页机械加工工序卡片产品代号或型号lxbkt部套号材料ht200材料硬度工时min零件名称壳体零件号工序名称镗孔设备型号t68设备名称卧式镗床设备编号车间号工段号工序号程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共45页日期日期日期第4页更改标记更改数量通知单编号更改者日期更改标记更改数量通知单编号更改者日期机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag16pa6stcqt5007机体abaob102工序名称划线设备型号设备名称三坐标划线仪设备编号车间号工段号工序号5程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共45页日期日期日期第5页更改标记更改数量通知单编号更改者日期更改标记更改数量通知单编号更改者日期沪东重机股份有限公司技术中心机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag16pa6stcqt5007机体abaob102工序名称划线设备型号设备名称三坐标划线仪设备编号车间号工段号工序号5程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共45页日期日期日期第6页更改标记更改数量通知单编号更改者日期更改标记更改数量通知单编号更改者日期沪东重机股份有限公司技术中心机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag16pa6stcqt5007机体abaob
国家标准工序卡片空白模板
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
专用钻夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
现场作业工序工艺标准卡模版
现场作业工序工艺标准卡编号:项目名称:作业班组:编制:日期:年月日审核:日期:年月日批准:日期:年月日计划作业时间:年月日时分—时分实际作业时间:年月日时分—时分现场勘察单勘察类别新建□大修√消缺□改造其它□项目名称与现场作业工序工艺标准卡的项目名称相同勘察人员向方林、袁思云勘察日期当日到场的日期勘察地点10KV双方线61路N11号杆至N12号杆电压等级10kV现场勘察内容停电范围:10KV双方线61路N1号杆至N13号杆保留或邻近的带电线路、设备:10KV双方线61路N13号杆双方线石板上D0102刀闸下桩头及后段线路和设备带电交叉跨越情况跨越:跨10KV毛达自闭线133号至134号;27.5KV襄渝铁路宣汉-石柱槽区间上行线接触网103号至104号;27.5KV襄渝铁路宣汉-石柱槽区间下行线接触网127号至128号。
穿越:“无”作业现场的条件、环境:1、本次作业为高空作业等;2、该地段作业条件良好。
1、现场作业必须有人监护;2、工作班成员必须穿统一工作服、工作鞋;3、施工时,除工作班成员外,其他人一律站在施工安全范围外;4、工作人员杆上所用的材料及工具应由绳索传递,不得上下抛掷;5、工作期间应实行监护制,即工作人员必须要有监护人,一人工作一人监护;6、在杆上工作,必须正确使用合格的安全带和安全帽。
安全带应系在电杆或牢固的构件上,应防止安全带从杆顶脱出或被锋利物伤害。
系好安全带后必须检查扣环是否扣牢;7、早上必须进餐,严禁空腹上班。
8、在拆除导线前,必须做好临时拉线和严谨突然剪短剪断导线。
9、本次作业有配合停电作业,请作好配合联系工作。
附图:图附后勘察人员签字所有到场人员填写说明:1、“编号”:按供电所名称—年—月—日—序号编写,与编写日期一致,如石梯供电所2009年12月25日施工的第一张工序工艺卡,编号为:石梯供电所2009-12-25-012、“项目名称”:按照电压等级、线路名称、工作内容。
现场作业工序工艺标准卡模版

填写说明:
1、“编号”:按供电所名称—年—月—日—序号编写,与编写日期一致,如石梯供电所2009年12月25日施工的第一张工序工艺卡,编号为:石梯供电所2009-12-25-01
2、“项目名称”:按照电压等级、线路名称、工作内容。
如:10kV桥梯线51路26号杆更换配电变压器。
是支线的要写明支线名称
3、“作业班组”:填写作业主体。
如供电所接受生技科或农电科下达的农网检修及农网施工任务,“作业班组”应填写XX供电所;如供电所接受的作业任务为其它部门或生技科或农电科转达安排的任务(不是供电所职责范围内的工作),“作业班组”应填写XX施工队;如是外包作业,“作业班组”应填写XX施工队。
4、“编制”:10kV和380/220v等级的工作由工作负责人编制并本人签字,时间与“编号”中的时间一致;外包工作,10kV由施工队指定人编制。
5、“审核”:
(1)、10kV等级的工作由生技部主任、付总工或线路专责审核并本人签字;
(2)、380/220V等级的工作由供电所所长或技安组长审核签字
6、“批准”:
(1)、10kV等级的工作由主管局长批准并本人签字
(2)、380/220V等级的工作由供电所所长批准并本人签字
7、“实际工作时间”应与工作票所列时间一致
三、停电申请
填写说明:按公司停电要求办理停电申请
四、工作票
填写说明:按达州电业局统一要求填写工作票。
加工工艺卡和工序卡模板

工位器具编号
工位器具名称
工序工时 准终 单件
检测频率
流动蓝
主轴 转速 r/min
切削速 度
m/min
进给 量 mm/r
进 切削
给 深度
次 mm 数
工步工时 机动 辅助
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
每台件数
锻件
75×22 中心孔 20
1
设备名称
设备型号
设备编号
空气锤
夹具编号
夹具名称
1 同时加工件数
1 切削液
工
步
工步内容
号
1
下料
2
锻造尺寸 75×22mm 中心孔 20mm 的毛坯
刀具
工 艺装备
检测手段
工位器具编号
工位器具名称
工序工时 准终 单件
检测频率
流动蓝
进
工步工时
主轴 切削速 进给
切削深 给
进 切削
给 深度
次 mm 数
工步工时 机动 辅助
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
赣州经纬汽车零部 件有限公司
机械加工工序卡片
产品型号 产品名称
1702504 齿轮
零件图号 零件名称
车间 机加
齿轮
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
赣州经纬汽车零部 件有限公司
机械加工工序卡片
工序卡片
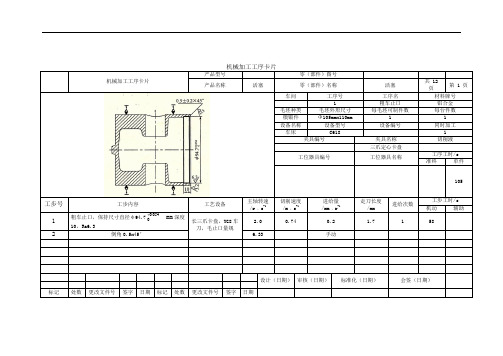
机械加工工序卡片机械加工工序卡片产品型号零(部件)图号产品名称活塞零(部件)名称活塞共 12页第 1 页车间工序号工序名材料牌号1 粗车止口铝合金毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件Φ105mmx110mm 1 1设备名称设备型号设备编号同时加工车床C618 1夹具编号夹具名称切削液三爪定心卡盘工位器具编号工位器具名称工序工时/s准终单件105工步号工步内容工艺设备主轴转速/r﹒s-1 切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 粗车止口,保持尺寸直径φ94.7054.0mm深度10,Ra6.3 长三爪卡盘,YG8车刀,毛止口量规2.0 0.74 0.2 1.7 1 582 倒角0.5x45° 6.33 手动设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部件)图号产品名称活塞零(部件)名称活塞共 12页第 2 页车间工序号工序名材料牌号2 粗镗销孔铝合金毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件Φ105mmx110mm 1 1设备名称设备型号设备编号同时加工车床 1夹具编号夹具名称切削液三爪定心卡盘工位器具编号工位器具名称工序工时/s准终单件168工步号工步内容工艺设备主轴转速/r﹒s-1 切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 镗孔φ27005.0mmYG8专用镗刀,毛销孔量规,压紧工具,止口座12.7 2.67 0.1 1 1 32设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部件)图号产品名称活塞零(部件)名称活塞共 12页第 3 页车间工序号工序名材料牌号3 粗车外圆顶面、环槽铝合金毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件Φ105mmx110mm 1 1设备名称设备型号设备编号同时加工多刀半自动车床C720 1夹具编号夹具名称切削液三爪定心卡盘工位器具编号工位器具名称工序工时/s准终单件86工步号工步内容工艺设备主轴转速/r﹒s-1 切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 车外圆φ102.4±0.05mm,保持尺寸107±0.05YG毛环槽切刀,环槽到止口端面距离卡规,环槽刀夹2.0 0.69 0.52 1.7 1 252 车外圆φ101.68±0.05mm,保持尺寸29.63±0.05 2.0 0.69 0.52 1.7 1 163 车沟槽在77.37±0.05处,保证宽度4.0±0.03,下刀深度保持直径φ91.8±0.0250.5 0.17 手动 14 分别车三槽,保证三槽宽2.2±0.03,三环岸宽3.8±0.03,下刀深度保持直径φ92.8±0.0250.5 0.17 手动 3设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部件)图号产品名称活塞零(部件)名称活塞共12页第 4页车间工序号工序名材料牌号4 铣直横槽铝合金毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件Φ105mmx110mm 1 1设备名称设备型号设备编号同时加工铣槽机 1夹具编号夹具名称切削液铣槽专用夹具工位器具编号工位器具名称工序工时/s准终单件105工步号工步内容工艺设备主轴转速/r﹒s-1 切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 在于裙部轴心线倾斜1°30´±30´下端至止口端面距离为4.2mm-8.2mm处铣直槽,保证槽宽1.5±0.12mm止口座,拉紧工具,片铣刀φ60x1.5mm,片铣刀φ120-φ135x3mm2.5 0.98 0.032 0.5 4 1382 在外圆φ91.8沟槽处铣横槽,保证宽3±0.12mm,弦长74.6±0.4mm2.5 0.98 0.032 0.5 4 138设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部件)图号产品名称活塞零(部件)名称活塞共12页第 5页车间工序号工序名材料牌号5 钻油孔铝合金毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件Φ105mmx110mm 1 1设备名称设备型号设备编号同时加工台钻Z12 1夹具编号夹具名称切削液钻油孔夹具工位器具编号工位器具名称工序工时/s准终单件178工步号工步内容工艺设备主轴转速/r﹒s-1 切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 在8个工位上钻孔φ3.5mm,孔中心必须在环槽中间钻油孔夹具,φ3.5mm钻头18 0.28 手动 2.5 8设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部件)图号产品名称活塞零(部件)名称活塞共 12页第 6页车间工序号工序名材料牌号6 精车止口,打中心孔铝合金毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件Φ105mmx110mm 1 1设备名称设备型号设备编号同时加工镗孔机床 1夹具编号夹具名称切削液三爪定心卡盘工位器具编号工位器具名称工序工时/s准终单件138工步号工步内容工艺设备主轴转速/r﹒s-1 切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 精车止口,保持尺寸直径φ95015.0mm,深10,Ra3.2um 车刀,中心钻,光止口塞规,三爪卡盘3.0 0.50 0.05 0.05 1 1052 倒角倒角2x45°,Ra,1.60um 6.33 手动3 钻中心孔φ2.5mm-φ3mm,深度不大于4.8mm 18 0.28 手动 2.5 1设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部件)图号 产品名称活塞零(部件)名称活塞 共 12页第 7 页车间 工序号 工序名 材料牌号 7 精车环槽 铝合金 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数模锻件 Φ105mmx110mm 1 1 设备名称 设备型号 设备编号同时加工车床 C6201 夹具编号夹具名称 切削液三爪定心卡盘工位器具编号工位器具名称工序工时/s 准终 单件168工步号 工步内容工艺设备主轴转速/r ﹒s -1切削速度/m ﹒s -1进给量/mm ﹒r -1走刀长度 /mm进给次数工步工时/s 机动 辅助 1 精车沟槽,保持尺寸4.755060.0035.0++,直径φ910250-。
工序卡模板

连杆体
第 3 页
材料牌号及名称
毛坯外型尺寸
QT450-10
141*53*44
零件毛重
零件净重
硬度
设 备 型 号
设 备 名 称
X52K
立式铣床
专 用 工 艺 装 备
名 称
代 号
机动时间
单件工时定额
每合件数
技 术 等 级
冷 却 液
工序号
工步号
工 序 及 工 步 内 容
刃 具
量 检 具
切 削 用 量
切削速度(米/分)
切削深度(毫米)
进给量(毫米/转)
转速(转/分)
40
4
粗镗 81mm孔并孔口倒角1*45°
1TA20
镗削头
游标卡尺
24
95
编 制
校 对
会 签
复 制
修改标记
处 数
文件号
签 字
日 期
修改标记
处 数
文件号
签 字
日 期
学校名称
机械加工工序卡
产品型号及规格
图 号
名 称
工艺文件编号
共 7 页
连杆体
代 号
名 称
代 号
名称
切削速度(米/分)
切削深度(毫米)
进给量(毫米/转)
转速(转/分)
30
3
粗铣凹端面B面
面铣刀
游标卡尺
2
118
编 制
校 对
会 签
复 制
修改标记
处 数
文件号
签 字
日 期
修改标记
处 数
文件号
签 字
日 期
学校名称
工序卡片2
标记签字日期标记处数签字会签(日期)标准化(日期)审核(日期)设计(日期)
校对(日期)工 步 内 容工 艺 设 备工步号
机械加工工序卡片 1.77
处数更改文件号更改文件号日期 1.773铰孔——Φ25mm标准高速铰刀Z525立式钻床1007.8 1.63010.21 1.772
扩孔——Φ24.7mm标准高速钢扩孔钻Z525立式钻床27521.30.573010.22辅助1
钻孔——Φ22mm标准高速钢麻花钻Z525立式钻床195140.433010.41r/min m/min mm/r mm m/min 机动主轴转速切削速度进给量切削深度进给次数工步工时工序工时/分
准终
单件
6.15工位器具名称工位器具编号夹具编号夹具名称切削液
设备名称设备型号设备编号同时工件数
1
毛坏种类
毛坏外形尺寸每毛坏可制件数每台件数铸件
1第 页车间工序号
工序名称材料牌号2
加工孔Φ25到要求尺寸HT200 产品型号
零件图号A3产品名称CA6140机床
零件名称杠杆共 页。
工序卡片
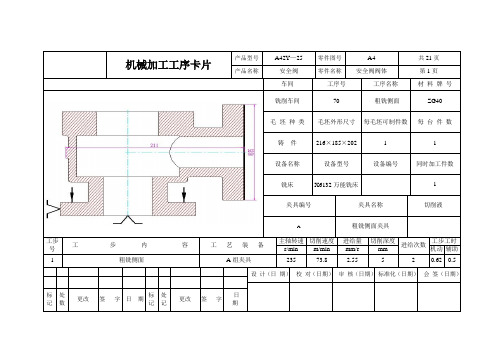
机械加工工序卡片产品型号A42Y—25 零件图号A4 共21页产品名称安全阀零件名称安全阀阀体第1页车间工序号工序名称材料牌号铣削车间70粗铣侧面ZG40毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件216×185×20211设备名称设备型号设备编号同时加工件数铣床X6132万能铣床1夹具编号夹具名称切削液A 粗铣侧面夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣侧面A组夹具235 73.8 2.55 52 0.62 0.5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改签字日期标记处记更改签字日期机械加工工序卡片产品型号A42Y—25 零件图号A4 共21页产品名称安全阀零件名称安全阀阀体第2页车间工序号工序名称材料牌号铣削车间80粗铣顶面ZG40毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件216×185×20211设备名称设备型号设备编号同时加工件数铣床X6132万能铣床1夹具编号夹具名称切削液A A组夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣顶面A组夹具235 73.8 2.55 52 0.53 0.5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改签字日期标记处记更改签字日期机械加工工序卡片产品型号A42Y—25 零件图号A4 共21页产品名称安全阀零件名称安全阀阀体第3页车间工序号工序名称材料牌号铣削车间90粗铣底面ZG40毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件216×185×20211设备名称设备型号设备编号同时加工件数铣床X6132万能铣床1夹具编号夹具名称切削液A A组夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣底面A组夹具235 73.8 2.55 52 0.55 0.5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改签字日期标记处记更改签字日期机械加工工序卡片产品型号A42Y—25 零件图号A4 共21页产品名称安全阀零件名称安全阀阀体第4页车间工序号工序名称材料牌号铣削车间110粗镗φ65H7内孔ZG40毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件216×185×20211设备名称设备型号设备编号同时加工件数镗床T68卧式镗床1夹具编号夹具名称切削液A A组夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗镗φ65H7内孔A组夹具160 39.44 0.37 3.5 1 1.19 0.5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改签字日期标记处记更改签字日期机械加工工序卡片产品型号A42Y—25 零件图号A4 共21页产品名称安全阀零件名称安全阀阀体第5页车间工序号工序名称材料牌号铣削车间120半精镗φ65H7内孔ZG40毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件216×185×20211设备名称设备型号设备编号同时加工件数镗床T68卧式镗床1夹具编号夹具名称切削液A A组夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精镗φ65H7内孔A组夹具315 78.8 0.19 1.2 1 1.18 0.5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改签字日期标记处记更改签字日期机械加工工序卡片产品型号A42Y—25 零件图号A4 共21页产品名称安全阀零件名称安全阀阀体第6页车间工序号工序名称材料牌号铣削车间130粗镗φ80H7内孔ZG40毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件216×185×20211设备名称设备型号设备编号同时加工件数镗床T68卧式镗床1夹具编号夹具名称切削液A A组夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗镗φ80H7内孔A组夹具160 39.44 0.37 3.5 1 0.7 0.5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改签字日期标记处记更改签字日期机械加工工序卡片产品型号A42Y—25 零件图号A4 共21页产品名称安全阀零件名称安全阀阀体第7页车间工序号工序名称材料牌号铣削车间140半精镗φ80H7内孔ZG40毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件216×185×20211设备名称设备型号设备编号同时加工件数镗床T68卧式镗床1夹具编号夹具名称切削液A A组夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精镗φ80H7内孔A组夹具315 78.8 0.19 1.2 1 0.69 0.5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改签字日期标记处记更改签字日期机械加工工序卡片产品型号A42Y—25 零件图号A4 共21页产品名称安全阀零件名称安全阀阀体第8页车间工序号工序名称材料牌号铣削车间150粗镗φ65H8内孔ZG40毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件216×185×20211设备名称设备型号设备编号同时加工件数镗床T68卧式镗床1夹具编号夹具名称切削液A A组夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗镗φ65H8内孔A组夹具160 39.44 0.37 3.5 1 1.24 0.5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改签字日期标记处记更改签字日期机械加工工序卡片产品型号A42Y—25 零件图号A4 共21页产品名称安全阀零件名称安全阀阀体第9页车间工序号工序名称材料牌号铣削车间160半精镗φ65H8内孔ZG40毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件216×185×20211设备名称设备型号设备编号同时加工件数镗床T68卧式镗床1夹具编号夹具名称切削液A A组夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精镗φ65H8内孔A组夹具315 78.8 0.19 1.2 1 1.22 0.5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改签字日期标记处记更改签字日期机械加工工序卡片产品型号A42Y—25 零件图号A4 共21页产品名称安全阀零件名称安全阀阀体第10页车间工序号工序名称材料牌号铣削车间180精镗φ65H8内孔ZG40毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件216×185×20211设备名称设备型号设备编号同时加工件数镗床T68卧式镗床1夹具编号夹具名称切削液A A组夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精镗φ65H8内孔A组夹具400 100.5 0.1 0.3 1 1.840.5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改签字日期标记处记更改签字日期机械加工工序卡片产品型号A42Y—25 零件图号A4 共21页产品名称安全阀零件名称安全阀阀体第11页车间工序号工序名称材料牌号铣削车间190精镗φ65H7内孔ZG40毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件216×185×20211设备名称设备型号设备编号同时加工件数镗床T68卧式镗床1夹具编号夹具名称切削液A A组夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精镗φ65H7内孔A组夹具400 100.5 0.1 0.3 1 1.76 0.5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改签字日期标记处记更改签字日期机械加工工序卡片产品型号A42Y—25 零件图号A4 共21页产品名称安全阀零件名称安全阀阀体第12页车间工序号工序名称材料牌号铣削车间200精镗φ80H7内孔ZG40毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件216×185×20211设备名称设备型号设备编号同时加工件数镗床T68卧式镗床1夹具编号夹具名称切削液A A组夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精镗φ80H7内孔A组夹具400 100.5 0.1 0.3 1 1.04 0.5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改签字日期标记处记更改签字日期机械加工工序卡片产品型号A42Y—25 零件图号A4 共21页产品名称安全阀零件名称安全阀阀体第13页车间工序号工序名称材料牌号铣削车间220精铣顶面ZG40毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件216×185×20211设备名称设备型号设备编号同时加工件数立式铣床X6132万能铣床1夹具编号夹具名称切削液B B组夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精铣顶面B组夹具475 149.152 1 2 0.34 0.5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改签字日期标记处记更改签字日期机械加工工序卡片产品型号A42Y—25 零件图号A4 共21页产品名称安全阀零件名称安全阀阀体第14页车间工序号工序名称材料牌号铣削车间220锪φ100×10的沉头空ZG40毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件216×185×20211设备名称设备型号设备编号同时加工件数立式铣床X6132万能铣床1夹具编号夹具名称切削液B B组夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 锪φ100×10的沉头空B组夹具160 39.44 0.37 52 0.17 0.5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改签字日期标记处记更改签字日期机械加工工序卡片产品型号A42Y—25 零件图号A4 共21页产品名称安全阀零件名称安全阀阀体第15页车间工序号工序名称材料牌号铣削车间230精铣底面ZG40毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件216×185×20211设备名称设备型号设备编号同时加工件数立式铣床X6132万能铣床1夹具编号夹具名称切削液B B组夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精铣底面B组夹具475 149.152 1 2 0.34 0.5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改签字日期标记处记更改签字日期机械加工工序卡片产品型号A42Y—25 零件图号A4 共21页产品名称安全阀零件名称安全阀阀体第16页车间工序号工序名称材料牌号铣削车间230锪φ88×5的沉头空ZG40毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件216×185×20211设备名称设备型号设备编号同时加工件数立式铣床X6132万能铣床1夹具编号夹具名称切削液B B组夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 锪φ88×5的沉头空B组夹具160 39.44 0.37 52 0.08 0.5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改签字日期标记处记更改签字日期机械加工工序卡片产品型号A42Y—25 零件图号A4 共21页产品名称安全阀零件名称安全阀阀体第17页车间工序号工序名称材料牌号铣削车间240精铣侧面ZG40毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件216×185×20211设备名称设备型号设备编号同时加工件数立式铣床X6132万能铣床1夹具编号夹具名称切削液B B组夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精铣侧面B组夹具475 149.152 1 2 0.39 0.52 精铣侧面B组夹具475 149.15 2 1 2 0.19 0.5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改签字日期标记处记更改签字日期机械加工工序卡片产品型号A42Y—25 零件图号A4 共21页产品名称安全阀零件名称安全阀阀体第18页车间工序号工序名称材料牌号铣削车间260钻孔ZG40毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件216×185×20211设备名称设备型号设备编号同时加工件数钻床卧式多轴钻床1夹具编号夹具名称切削液B B组夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻侧面6×φ15盲孔B组夹具210 9.23 1 7.5 1 0.1 0.5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改签字日期标记处记更改签字日期机械加工工序卡片产品型号A42Y—25 零件图号A4 共21页产品名称安全阀零件名称安全阀阀体第19页车间工序号工序名称材料牌号铣削车间265钻攻螺纹孔ZG40毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件216×185×20211设备名称设备型号设备编号同时加工件数钻床卧式多轴钻床1夹具编号夹具名称切削液B B组夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻φ20面φ14孔B组夹具210 9.23 1 7 1 0.1 0.52 攻丝B组夹具170 8 1 1 1 0.12 0.5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改签字日期标记处记更改签字日期机械加工工序卡片产品型号A42Y—25 零件图号A4 共21页产品名称安全阀零件名称安全阀阀体第20页车间工序号工序名称材料牌号铣削车间270钻孔ZG40毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件216×185×20211设备名称设备型号设备编号同时加工件数钻床卧式多轴钻床1夹具编号夹具名称切削液B B组夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻底面6×φ15盲孔B组夹具210 9.23 1 7.5 1 0.1 0.5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改签字日期标记处记更改签字日期机械加工工序卡片产品型号A42Y—25 零件图号A4 共21页产品名称安全阀零件名称安全阀阀体第21页车间工序号工序名称材料牌号铣削车间280钻攻螺纹孔ZG40毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件216×185×20211设备名称设备型号设备编号同时加工件数钻床卧式多轴钻床1夹具编号夹具名称切削液B B组夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻顶面6×φ14孔B组夹具210 9.23 1 7 1 0.1 0.52 攻丝B组夹具170 8 1 1 1 0.07 0.5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改签字日期标记处记更改签字日期。
机械加工工艺过程卡,工序卡片参考模板A4标准
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
背吃刀量
进给次数
设备名称及编号
工艺装备名称及编号
工时定额
切削深度/mm
切削速度/(m/min)
每分钟转数或往复次数;
进给量/mm夹具Fra bibliotek刀具量具
单件
准终
`
编制(日期)
审核(日期)
会签(日期)
`标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
河南工业职业技术学院
工艺规程
零(部)件名称
专业
班级
姓名
指导教师
年月日
工步工时
r/min
m/min
mm/r
mm
机动
辅助
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
河南工院机械系
机械加工工艺过程卡片
产品型号
零件图号
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
设计(日期)
校对(日期)
审核期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
苏州市职业大学机电工程学院
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
专用钻夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度