康泰斯公司纤维素乙醇技术
纤维素生物乙醇生产关键技术
纤维素生物酒精生产关键技术简要分析李 明 姚 珺 翁 伟 吴 彬 吴 畏湖南农业大学工学院摘 要:全球气候变暖和自然资源的枯竭,纤维素生物酒精研究是热点之一。
纤维素生物质作为生产生物酒 精的原料,转化技术难度大,尚不成熟。
该文主要对纤维素生物质生物酒精生产过程进行了分析, 提出有待解决的问题,并讨论关键技术。
得出生物质机械化收集方式能有效保证生物质原料的数量 和减少原料成本;通过基因工程途径构建生产纤维素酶提高酶适应性和活性,加快水解效率和增强 耐热性能;开发节能精馏装置和注重转化后废物利用。
农业工程、生物化学、基因工程等多学科的 综合发展将实现纤维素生物酒精工业化。
关键词:生物能源,生物酒精,生物质,纤维素,生产过程 0 引 言 由于温室气温排放导致全球气温变暖,自然石化资源短缺,生物能源成为世界上研究热点。
中国是世界上消耗石油第二的国家,大约占全世界总量的6%[1]。
国际能源中心(IEA)估计中国到2030年每天消耗1.4×107桶汽油;随着汽车工业的发展和普及,2020年,汽车的使用量从2004年大约2.4×107台增加到90-140×107台,运输所需的能源从现在比例约33%发展到57%左右,每天的所需量从目前的1.6×107桶到5.0×107桶。
因此,到2030年,温室排放气体将增长至7.14Gt/年[2]。
对石油的需求导致中国更加依赖进口石油,2030年,75%的石油将依靠进口[2]。
因此,中国面临能源需求、国家能源安全和环境污染的挑战。
中国作为发展中发展最快,世界上人口最多的国家,在经济快速发展和国际地位大幅提升的基础,应该发挥其主导作用,制定研究政策和目标,开发利用可持续“中性碳”能源,其中包括生物酒精的生产和使用[3]。
纤维素生物质转化成生物酒精是世界上生物能源发展的热点研究之一[4-8]。
纤维素生物质主要包括农业残渣(水稻、玉米等秸秆)、森林残渣(树枝、锯末)、废弃物(废纸)、草本植物(芦竹)和木质植物(麻疯树、杨树),资源非常丰富,中国仅秸秆一年约有8.4 亿吨[9],林木废弃物约2亿吨[10];到2030年,每年农作物残渣量达5.53EJ;森林残渣达0.9EJ(3/4来自木材加工,1/4来自森林残枝残叶);加上生物质能源种植(每公顷平均产量15吨干,10%的土地可以作为种植面积[10]),统计计算,每年可以提供约23EJ的能源,相当于6000亿升的石油。
纤维素乙醇生产技术的技术风险、环保风险和经营风险
纤维素乙醇生产技术的技术风险、环保风险和经营风险
1. 原料选择和处理:生产纤维素乙醇需要大量的生物质原料,包括秸秆、木材、甘蔗渣等,如何选择和处理原料是影响纤维素乙醇产量和质量的关键因素。
2. 发酵过程:纤维素乙醇的生产需要通过微生物发酵,不同的微生物对生产效率和酒精含量有重要影响,如何选择和调控微生物的生长条件是技术难点。
3. 能源消耗:纤维素乙醇的生产需要大量的能源供应,如何降低生产过程中的能源消耗是一个重要的经济和环境问题。
纤维素乙醇生产的环保风险主要包括以下几个方面:
1. 水资源:纤维素乙醇生产的过程中需要大量的清洗、冷却和蒸发水,对当地水资源的压力比较大,如何合理利用和回收水资源是环保问题亟需解决的。
2. 气体排放:纤维素乙醇生产过程中会产生大量的二氧化碳和其他有害气体的排放,对大气环境和附近居民的健康造成影响,如何减少排放量是环保问题的重要方面。
3. 废物处理:纤维素乙醇生产过程中会产生大量的废物,在经济效益和环保之间需要平衡,如何合理利用和处理废物是环保问题亟待解决的。
纤维素乙醇生产的经营风险主要包括以下几个方面:
1. 市场需求:纤维素乙醇是新兴的生物能源产业,市场需求和价格不够稳定,需要与政策和技术不断调整和适应。
2. 产品质量:纤维素乙醇的产量和质量与生产技术的稳定性和成熟度密切相关,产品质量一旦出现问题会对生产企业的信誉和经济效益造成严重影响。
3. 资金投入:纤维素乙醇生产需要大量的资金投入,如何平衡生产和经济效益是企业面临的挑战。
生物质纤维素乙醇燃料生产技术开发与应用方案(四)

生物质纤维素乙醇燃料生产技术开发与应用方案一、实施背景随着全球能源需求的不断增长和对非可再生能源的担忧,生物质纤维素乙醇燃料作为一种可再生能源逐渐受到关注。
生物质纤维素乙醇燃料是通过将生物质纤维素转化为乙醇,进而用作燃料。
生物质纤维素是植物细胞壁中最主要的组成部分,其含有丰富的碳水化合物,可以通过生物转化技术将其转化为乙醇。
因此,开发和应用生物质纤维素乙醇燃料生产技术具有重要的意义。
二、工作原理生物质纤维素乙醇燃料生产技术主要包括以下几个步骤:1. 原料处理:将生物质纤维素原料进行预处理,包括研磨、预处理剂添加等,以提高纤维素的可降解性。
2. 纤维素降解:利用酶解技术将纤维素降解为可发酵的糖类物质,如葡萄糖。
3. 发酵:利用适宜的微生物菌株,将糖类物质发酵为乙醇。
4. 分离纯化:通过蒸馏等技术将发酵液中的乙醇纯化、浓缩,得到纯净的乙醇产品。
5. 燃料应用:将生产的乙醇用作燃料,如汽车燃料、工业燃料等。
三、实施计划步骤1. 原料选择:选择适合生物质纤维素乙醇燃料生产的原料,如秸秆、木材废料等。
2. 原料处理技术开发:开发高效的原料处理技术,提高纤维素的可降解性。
3. 酶解技术优化:优化酶解工艺,提高纤维素降解效率。
4. 发酵菌株筛选:筛选出高效的发酵菌株,提高乙醇发酵产率。
5. 乙醇纯化技术研究:研究乙醇纯化技术,提高乙醇产品的纯度。
6. 燃料应用研究:研究生物质纤维素乙醇燃料在不同领域的应用,如汽车燃料、工业燃料等。
四、适用范围生物质纤维素乙醇燃料生产技术适用于各种生物质纤维素原料,如秸秆、木材废料等。
同时,该技术可以应用于不同领域的能源需求,如交通运输、工业生产等。
五、创新要点1. 原料处理技术创新:开发高效的原料处理技术,提高纤维素的可降解性,降低生产成本。
2. 酶解技术优化:优化酶解工艺,提高纤维素降解效率,增加乙醇产量。
3. 发酵菌株筛选:筛选出高效的发酵菌株,提高乙醇发酵产率,缩短生产周期。
康泰斯“酿酒”秘方

Cecni , rset o 将使用 当地的主要农业废弃物( n 麦草 ) 和
一
据了解 , 0 7 康泰斯针对纤维素乙醇的技术 2 0 年, 开发专 门建立 了一个实验室 ,这个研发 中心有 5 多 0 个科学家和工程师 。 在研发方面 , 康泰斯已投入近两 亿美元 。 在研发初始阶段 ,根据几十年的工业装置 的设 计、 建设和运行经验 , 康泰斯就已经考虑到 日后的工 程化。“ 我们发现 ,过去围绕纤维素转化以及生产乙 醇所做 的大量研发工作忽略了工程化的需要 , 而工程 化的技术是产业大规模发展的前提。 何翌说 。 我们 ” “ 的 目的是为 了商业化而研究 ,所 以研发的每个阶段 ,
, 卜 ㈣ Fr J  ̄nn
W 自 l A/ ) 。k v gf1 1
燃烧的乙醇
泰斯一开始就定位在要研发可工程化的一整套工艺过 程技术 。 而这被何翌看作是康泰斯 区别于其他纤维素
乙醇技 术 研究 者 的关键 。
包 的开发, 并从 2 1 年开始设计 、 00 建设每年生产 4 万 吨纤维 素乙醇 的示 范装 置 ,该装 置位 于意大利 的
技术 的每个 环节 ,都 和 工程 化 紧密结 合 。 ”
种 叫芦 竹 的能 源作 物作 为原 料 , 成后 将 成为 世界 建
上最大的纤维素乙醇商业化的示范工程项 目, 生产的 乙醇的成本将显著低于第一代 乙醇。目前 , 这个属于 欧盟 F 7下的项 目已经完成了大部分设计和设备采 P 购 ,即将开始安装 ,预计将在 2 1 年一季度投产。 02
康泰斯认 为,纤维素乙醇生产的推广和产业发
展, 需要 因地 制 宜 , 原料 方 面 , 能充 分利 用 现有 从 要
的农林资源和作业体系, 以降低建立和运营整个产业
生物法制取纤维素乙醇技术
目前,我国在经济快速发展的同时,能源短缺和能源消费所引起的问题也成为人们所担忧的问题。
如何能够获得无污染的可再生能源是重中之重。
用生物法制取纤维素乙醇技术,不仅有广泛的原料来源,而且制作过程环保无污染,是最有前景的制作乙醇的方法。
1 纤维素的水解发酵工艺(1)浓酸水解工艺 浓酸水解的原理是将结晶纤维素在较低温度下可以在浓硫酸溶液完全溶解为低聚糖。
然后再在此基础上加水加热并稀释,经过一定的时间就可以水解为单个的葡萄糖了。
浓酸水解有很大的优点,它可以溶解不同的的原料,回收率非常高,溶解速度也非常快。
但是浓酸水解往往条件苛刻,对设备的要求极高,因此造成了成本高。
而且浓酸用完之后一定要做好残余物的回收工作,不然极其容易造成严重的环境污染。
(2)稀酸水解工艺 稀酸水解主要是利用化学反应,它的原理是稀酸溶液中的氢离子是自由的,它可以与纤维素反应,从而破坏纤维素的稳定性,使其与水反应,从而实现纤维素长链的连续解聚,直到纤维素最终分解成为一个一个的葡萄糖单元。
稀酸水解的优点是时间短,比较适合工业化生产,但是由于稀酸水解的产物不彻底,产生的糖会继续分解,影响糖收率。
因此为了减少单糖的分解,一般稀酸水解工艺不可以直接进行,要分为两个步骤。
首先是分解半纤维素,分解条件为低温,产物以木糖为主。
第二个步骤是分解纤维素,分解条件为高温,产物主要是葡萄糖。
这一步的高温条件对设备的要求极高,因此稀酸溶解也不适合大产量的工业化生产。
(3)酶水解工艺 在化学反应中,酶是一种能促进反应进行的活性物质。
在纤维素的酶水解工艺中最不可或缺的物质就是纤维素酶。
纤维素酶并不是单一的一种酶,它是促进纤维素分解为单糖的一类酶的统称。
主要包括内切葡萄糖酶、外切葡萄糖酶和纤维素二糖酶。
在纤维素的水解过程中,这三种酶在不同的阶段发挥着不同的作用。
纤维素的水解需要这三种酶的共同协同作用来完成。
酶水解工艺相对于浓酸水解和稀酸水解工艺而言,因为它所需要的条件(如酸碱度和温度)都比较温和,因此对设备的要求不是很高。
纤维素乙醇生产工艺
纤维素乙醇生产工艺纤维素乙醇是一种可再生燃料,可通过生物质材料中的纤维素转化而成。
由于纤维素是植物细胞壁的主要成分,因此纤维素乙醇生产工艺主要涉及纤维素的预处理和生物转化两个步骤。
下面将介绍一种常用的纤维素乙醇生产工艺。
首先,纤维素的预处理是将木质纤维素从生物质材料中提取出来。
这可以通过磨碎、纤维化和蒸煮等方式实现。
首先,生物质材料如玉米秸秆或木材被粉碎成小颗粒以增加表面积。
然后,经过纤维化处理,将材料进一步细化为纤维素纤维。
最后,将纤维素纤维置于高温高压环境下进行蒸煮。
这一步骤中的蒸煮过程有助于分解纤维素颗粒和降低纤维素纤维的结晶度,使其更易于生物转化。
接下来是生物转化步骤,主要包括糖化和发酵两个过程。
首先,经过蒸煮的纤维素纤维被糖化成可发酵的糖分子,例如葡萄糖和木糖。
糖化是通过添加酶来实现的,酶可以将纤维素纤维中的糖链断裂为单糖。
这一过程需要在适当的温度和酸碱度下进行。
接下来,将糖溶液进行发酵,转化为乙醇。
发酵是通过添加酵母等微生物来实现的,它们能够利用糖分子进行代谢并产生乙醇和二氧化碳。
发酵过程需要在适当的温度和pH值下进行,并控制好氧气的供应以维持合适的微生物活性。
生物转化过程中还需要进行废物处理,如处理发酵剩余物和废水。
发酵剩余物可以通过压榨和干燥等方式得到固体废物,并可以用作饲料或肥料。
废水则需要经过处理,以达到环境排放标准。
最后,乙醇产物需要经过蒸馏和精炼等步骤进行纯化。
这些步骤包括蒸馏、脱水、分离等操作,可以将乙醇纯度提高到适用于工业和交通领域的要求。
总而言之,纤维素乙醇生产工艺主要包括纤维素预处理和生物转化两个步骤。
通过这些步骤,纤维素可以被转化为可再生的乙醇燃料,并且废物可以得到有效处理,从而实现了可持续发展的目标。
纤维素乙醇作为一种绿色能源,具有巨大的潜力在减少对化石燃料依赖和减少温室气体排放方面发挥重要作用。
生物质纤维素乙醇燃料生产技术开发与应用方案(二)

生物质纤维素乙醇燃料生产技术开发与应用方案一、实施背景:随着全球能源需求的不断增长和对传统化石燃料的限制,生物质纤维素乙醇作为一种可再生、清洁的燃料逐渐受到关注。
然而,目前生物质纤维素乙醇生产技术仍面临着诸多挑战,如原料成本高、生产效率低等问题。
因此,开发一种高效、低成本的生物质纤维素乙醇生产技术,具有重要的现实意义和广阔的市场前景。
二、工作原理:生物质纤维素乙醇燃料生产技术的工作原理主要包括生物质预处理、纤维素降解、糖化、发酵和乙醇分离等环节。
首先,通过物理、化学或生物方法对生物质进行预处理,去除其中的非纤维素成分,以提高纤维素降解效率。
然后,利用酶或酸碱等方法将纤维素降解为可发酵的糖类物质。
接下来,将糖化产物进行发酵,利用适当的微生物将糖转化为乙醇。
最后,通过蒸馏等分离技术将乙醇从发酵液中分离出来,得到纯度较高的乙醇产品。
三、实施计划步骤:1. 研究生物质纤维素乙醇生产技术的最新进展和研究成果,明确技术瓶颈和改进方向。
2. 设计并建立生物质预处理、纤维素降解、糖化、发酵和乙醇分离等关键环节的实验室规模试验装置。
3. 优化各环节的操作条件和工艺参数,提高生物质纤维素乙醇生产效率。
4. 进行中试规模的生产实验,验证技术的可行性和稳定性。
5. 在实际工业生产中应用该技术,进行规模化生产,并进行经济效益评估。
四、适用范围:生物质纤维素乙醇生产技术适用于利用各类植物纤维素作为原料,如农作物秸秆、木材废弃物、蔗渣等。
同时,该技术也适用于不同规模的生产,从实验室规模到工业化规模均可实施。
五、创新要点:1. 针对生物质纤维素乙醇生产过程中的瓶颈问题,采用先进的预处理技术,提高纤维素降解效率。
2. 优化发酵过程中的微生物菌种选择和培养条件,提高乙醇产量和发酵效率。
3. 引入高效的分离技术,提高乙醇的纯度和回收率。
六、预期效果:1. 提高生物质纤维素乙醇的生产效率,降低生产成本。
2. 减少对传统化石燃料的依赖,推动可持续发展。
纤维素乙醇技术及研究进展
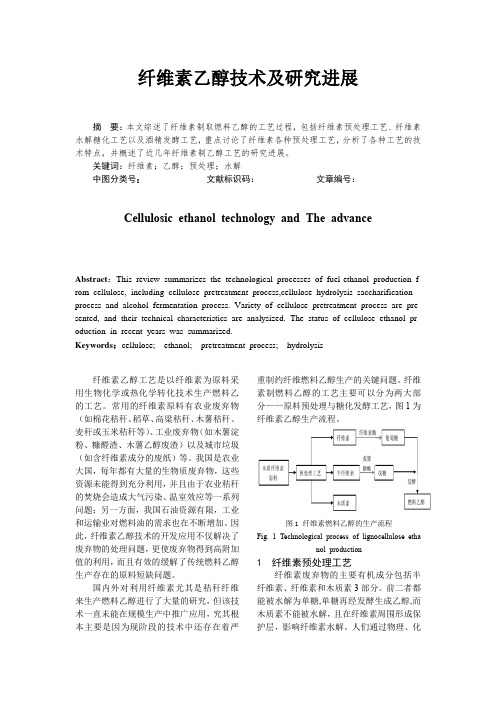
纤维素乙醇技术及研究进展摘要:本文综述了纤维素制取燃料乙醇的工艺过程,包括纤维素预处理工艺、纤维素水解糖化工艺以及酒精发酵工艺,重点讨论了纤维素各种预处理工艺,分析了各种工艺的技术特点,并概述了近几年纤维素制乙醇工艺的研究进展。
关键词:纤维素;乙醇;预处理;水解中图分类号:文献标识码:文章编号:Cellulosic ethanol technology and The advanceAbstract:This review summarizes the technological processes of fuel-ethanol production fr om cellulose,including cellulose pretreatment process,cellulose hydrolysis saccharification pr ocess and alcohol fermentation process.Variety of cellulose pretreatment process are present ed, and their technical characteristics are analysized. The status of cellulose ethanol produc tion in recent years was summarized.Keywords:cellulose; ethanol; pretreatment process;hydrolysis纤维素乙醇工艺是以纤维素为原料采用生物化学或热化学转化技术生产燃料乙的工艺。
常用的纤维素原料有农业废弃物(如棉花秸秆、稻草、高粱秸秆、木薯秸秆、麦秆或玉米秸秆等)、工业废弃物(如木薯淀粉、糠醛渣、木薯乙醇废渣)以及城市垃圾(如含纤维素成分的废纸)等。
我国是农业大国,每年都有大量的生物质废弃物,这些资源未能得到充分利用,并且由于农业秸秆的焚烧会造成大气污染、温室效应等一系列问题;另一方面,我国石油资源有限,工业和运输业对燃料油的需求也在不断增加。
生物质纤维素乙醇燃料生产技术开发与应用方案(一)
生物质纤维素乙醇燃料生产技术开发与应用方案一、实施背景生物质纤维素乙醇燃料是一种可再生、低碳的替代传统石油燃料的新型能源。
随着全球能源需求的增长和环境问题的日益突出,发展生物质纤维素乙醇燃料生产技术具有重要的战略意义。
然而,目前生物质纤维素乙醇燃料生产技术仍面临着工艺复杂、成本高、产量低等问题,亟需进行技术开发与应用方案的研究。
二、工作原理生物质纤维素乙醇燃料的生产技术主要包括生物质预处理、酶解、发酵和乙醇提取等步骤。
首先,通过生物质预处理,将生物质中的纤维素和半纤维素转化为可溶性糖,提高生物质的可降解性。
然后,利用酶解技术将可溶性糖转化为葡萄糖,进一步提高糖化效率。
接下来,通过发酵过程,利用适当的微生物将葡萄糖转化为乙醇。
最后,采用适当的乙醇提取技术,将乙醇从发酵液中分离出来,得到纯度较高的生物质纤维素乙醇燃料。
三、实施计划步骤1. 研究生物质纤维素乙醇燃料生产技术的前沿进展,分析现有技术的优缺点。
2. 设计生物质预处理的工艺流程,优化预处理条件,提高生物质的可降解性。
3. 选择适当的酶解剂和酶解条件,提高酶解效率。
4. 筛选适合的发酵微生物,优化发酵条件,提高乙醇产率。
5. 选择适当的乙醇提取技术,提高乙醇的纯度和提取率。
6. 进行实验室规模的试验,验证技术的可行性。
7. 进行中试和工业化试验,验证技术的可扩展性和经济性。
四、适用范围生物质纤维素乙醇燃料生产技术适用于各种生物质资源,如秸秆、木材废料、农作物残渣等。
同时,该技术还适用于不同规模的生产,可以在小型、中型和大型生产中应用。
五、创新要点1. 优化生物质预处理工艺,提高生物质的可降解性。
2. 选择高效的酶解剂和酶解条件,提高酶解效率。
3. 筛选高产乙醇的发酵微生物,优化发酵条件,提高乙醇产率。
4. 选择高效的乙醇提取技术,提高乙醇的纯度和提取率。
六、预期效果通过生物质纤维素乙醇燃料生产技术的开发与应用,预期可以实现以下效果:1. 提高生物质纤维素乙醇的产量和纯度。
纤维素乙醇关键技术及进展

纤维素乙醇关键技术及进展近三四十年来,为保障能源安全、减少大气污染及发展农村经济,燃料乙醇异军突起,乙醇汽油应用规模逐步增加,使得传统酿酒工艺进入液体能源领域。
伴随原料的转换,在化学工程和发酵工程等学科的交叉带动下,逐步孕育了纤维素乙醇工程这一新的分支。
2012年完成的中试经济评价为纤维素乙醇产业化奠定了基础,在技术指标上虽与玉米乙醇有一定距离,但已初步具备产业化条件。
文章概述了纤维素乙醇工业化在原料、酶制剂成本、发酵效率、能耗和水耗、专用装备方面所面临的主要挑战,在此基础上总结了纤维素乙醇预处理、酶解、发酵关键技术的研发进展及其在产业中的应用,讨论了研发的热点和难点,并对产业化发展模式及今后的技术发展方向作了展望。
自20世纪70年代以来,为缓解石油短缺、解决“三农”问题、推进生态环保,燃料乙醇产业得以发展,使用量逐年增加,2014年世界燃料乙醇产量已达到7400万吨,由传统的酿造领域跨入液体运输燃料领域。
近十年来,在向非粮原料转换的过程中,纤维素乙醇工程这一新兴学科分支逐步形成。
纤维素乙醇较第一代燃料乙醇在能量投入产出、温室气体减排方面有较大的优势,作为第二代燃料乙醇已在美国、巴西、欧洲、中国等国家/地区建成上百套中试装置,2012年纤维素乙醇完成中试技术经济验证后,示范装置也已陆续开始建设。
截至2014年底,世界已有8套装置投入试运行,累计产能超过40万吨/年。
表1列出了世界主要纤维素乙醇示范装置,预计到2017年,全球至少有25个项目投产,纤维素乙醇年生产能力超过100万吨。
经过多年中试研发的努力,示范装置的技术水平已达到较高的程度,采用先进技术的纤维素乙醇酶解底物固含量已达到25%,得到糖浓度达140g/L,发酵后乙醇浓度接近6%(质量分数)。
然而,这与技术成熟、发酵乙醇浓度超过15%(质量分数)的玉米乙醇相比,整体经济性还有待提升。
1纤维素乙醇工业化遇到的主要挑战剖析纤维素乙醇的各个工艺过程,遇到的主要问题可以归纳为以下五个。
纤维素乙醇

纤维素乙醇产业的投资机会与挑战
纤维素乙醇产业的投资机会
• 纤维素乙醇产业具有高增长、高附加值的特点,吸引了大量投资 • 纤维素乙醇产业的发展将带来产业链延伸和市场拓展,为投资者提供更多机会
纤维素乙醇的制备过程 03
• 首先将纤维素分解为糖分 • 然后通过发酵和蒸馏得到乙醇
纤维素乙醇的优势与挑战
纤维素乙醇的优势
• 具有可再生和可持续的特点 • 减少对化石燃料的依赖 • 降低温室气体排放
纤维素乙醇面临的挑战
• 生产成本较高 • 需要开发高效和环保的生产技术 • 建立完善的产业链和市场体系
纤维素乙醇产业的市场前景
• 纤维素乙醇产业有望在未来几十年内实现大规模商业化 • 纤维素乙醇产业将为全球能源市场带来新的发展机遇
纤维素乙醇产业的技术创新趋势
纤维素乙醇产业的技术创新
• 纤维素乙醇产业将不断优化生产工艺,提高生产效率 • 纤维素乙醇产业将不断研发新技术,降低生产成本
纤维素乙醇产业的技术创新趋势
纤维素乙醇生产中的关键技术
• 纤维素分解技术:提高分解效率,降低能耗 • 酵母菌筛选与培养技术:提高发酵效率 • 蒸馏技术:降低能耗,减少排放
纤维素乙醇生产中的关键设备
• 预处理设备:用于纤维素原料的分解 • 发酵设备:用于酵母菌的培养和乙醇的产生 • 蒸馏设备:用于乙醇与水的分离
纤维素乙醇生产的节能减排潜力
纤维素乙醇的生产流程
• 预处理:将纤维素原料分解为糖分 • 发酵:利用微生物将糖分转化为乙醇 • 蒸馏:将乙醇与水分离,得到高浓度乙醇
纤维素乙醇生产的关键环节
纤维素乙醇工艺技术
纤维素乙醇工艺技术纤维素乙醇工艺技术是一种利用纤维素作为原料制取乙醇的生物质能源化工技术。
由于纤维素广泛存在于植物体内,含量丰富且可再生,因此利用纤维素制取乙醇是一种可持续发展的能源利用方式。
纤维素乙醇工艺技术主要包括纤维素的预处理、水解、发酵和蒸馏四个步骤。
首先是纤维素的预处理。
纤维素通常存在于植物细胞壁中,被一层复合物所包围,使得纤维素在水中难以分解。
因此,预处理的目的是打破细胞壁,释放纤维素分子。
预处理方法包括物理方法(如高温、高压和机械力)、化学方法(如酸处理和碱处理)和生物方法(如微生物处理)。
其次是纤维素的水解。
水解是将纤维素分解为葡萄糖单体的过程。
水解可以通过酸处理、酶处理或气相处理等不同方法进行。
酸处理是将纤维素与浓硫酸或盐酸等强酸进行反应,使纤维素分子断裂,产生葡萄糖。
酶处理则是利用纤维素酶将纤维素水解为葡萄糖。
气相处理是将纤维素与高温和气体反应,产生葡萄糖。
然后是纤维素的发酵。
在这一步骤中,将葡萄糖转化为乙醇。
一般采用微生物发酵的方法,常见的微生物有酿酒酵母和大肠杆菌等。
发酵过程需要提供适宜的温度、pH值和营养物质等条件,以确保微生物能够正常生长和繁殖,并产生乙醇。
最后是纤维素乙醇的蒸馏。
发酵产生的乙醇与其他杂质混合在一起,需要通过蒸馏分离纯净的乙醇。
蒸馏是利用乙醇的沸点较低于其他杂质的特性,通过升温蒸发乙醇,再将蒸汽冷凝为液体,从而得到纯净的乙醇。
纤维素乙醇工艺技术具有多方面的优势。
首先,纤维素作为再生能源的利用方式,具有可持续发展的特点,对环境友好。
其次,纤维素的资源广泛且可再生,可以充分利用农作物秸秆、废弃物和林业残余物等,避免了对食品作物的竞争。
此外,纤维素乙醇技术还可以降低温室气体的排放,减轻对化石能源的依赖,对于解决能源问题具有重要的意义。
然而,纤维素乙醇技术还存在一些挑战和问题。
其中,纤维素的预处理和水解过程中,能耗较高,工艺复杂,需要进一步优化。
同时,纤维素乙醇的生产成本较高,还需要通过技术革新和规模化生产的手段,降低成本,提高经济效益。
生物燃料:纤维素原料能源化

一
多, 经 过气化 、净化 、 组 分重整 、催 化 合成 等 ,不仅可 以生 产生 物柴油 ,
还 可 以生 产汽油 。此外 ,直接 液化 工
明显 的地 方 。比如使 用玉米芯 作原料 生产 乙醇 、木糖 、木质素等产 品的龙 力公 司 , 虽然是 目前国 内唯一 试产纤 维 素乙醇 的企 业 , 但使用 的酶 需要就 地 生产 , 且在原料 适用性上 也有所 限 制。 而使 用诺维信 酶制剂 的康泰斯 项 目,宣称 可 以使 用秸秆 、稻草 、 木 薯 渣等 2 0多种 农业废 弃物做 原料 。 综 上所述 ,酶制剂 是国 内纤 维素 乙醇 生 产 需要 进一 步成 熟的一 个 技术环 节 。 曲音 波说 , 纤 维素乙醇在 国际上 尚没有大规模商 业化生产 的例 子。在
果, 国内一些研 究机构 也表 示这一 过 程 可 以不 加任何化学 品 。曲音波对 此 评价说 , 原料 预处理过程 不加酸 也可 以实现 水 解 ,关键 还 是一 个 度 的 把 握 。至于 这个度 是多少 ,由于各 方都 严格保 密 , 目前 并没 有准确 数据 。 而 纤维 素 发 酵 过程 的技 术 难 点 在于低成 本的酶 。目前 全球只有诺 维 信一 家公 司 宣布 可 以生 产 低成 本 酶 制剂 , 但还 没有一 家真 正工业化 生产
艺 也是 研 究的 方 向之一 。 蒋 剑 春 介 绍说 ,气 化 合 成 路 线 最 关键 的 是催 化 剂 。 目前 国 内催 化 研 究 比较 突 出 的都 是 有煤 化 工 基 础 的单位 ,如 浙江 大学 、 山西煤化 所 、 中科 院煤化所 、广州 1 能源所 等 , 催 化
术 以及 生 物柴 油 制 备用 催 化 剂 的研
纤维素生物酒精生产关键技术简要分析
! !
兰
纤维素生物酒精 生产关键技术简要分析
李 明 姚 琚 翁伟 吴 彬 吴 畏
湖 南农 业 大 学工 学院 摘 要 : 全球 候 变 暖 和 自然 资 源 的枯 竭 , 纤 维 索 生 物 酒 精 研 究 是热 点之 ~ 。 纤 维 系 物 质 作 为 生 产 生 物 酒 ‘ 精 的 原 料 ,转 化 技 术 难 度 大 , 尚 不 成 熟 。 文 主 要 对 纤 维 素 生 物 质 物 酒 精 , 过 程 进 i 了 分 析 , £产 于 提 出 有 待 解 决 的 问题 , 并讨 论 关 键 技 术 。得 ’ 物 质 机 械 化 收 集 方 式 能 有 效 保 证 生物 质 原 料 的 数 量 和 减 少 原 料 成 小 ;通 过 基 1程 途 径 构 建 q 产 纤 维 素 酶 提 高 酶适 应 性 和 活 性 ,加 快 水 解 效 率 和 增 强 三 耐 热 性 能 ; 歼 发 节 能精 馏 装 置 和 重 转 化 后 废 物 利 用 。农 业 l程 、 卜 化 学 、基 因 工程 等 多 学 科 的 J 物 综 合 发 展 将 实 现 纤 维 素 生 物 酒 精 工 业化 。
,
姬 ‘
— —
¨
咒,r
吨 ,林木废弃物约2 亿吨 ; ̄ 2 3 年 ,每 年农作 物残 l0 0 J
渣量达55 E ;森 林残渣达09 J( /来 自木材加 工 。 .3 J .E 34
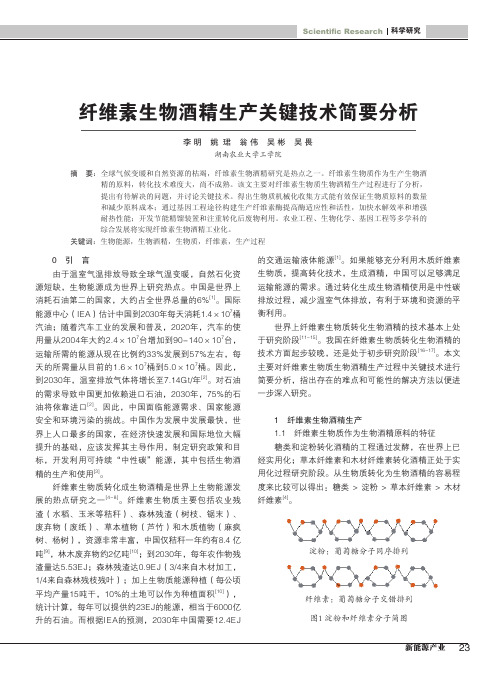
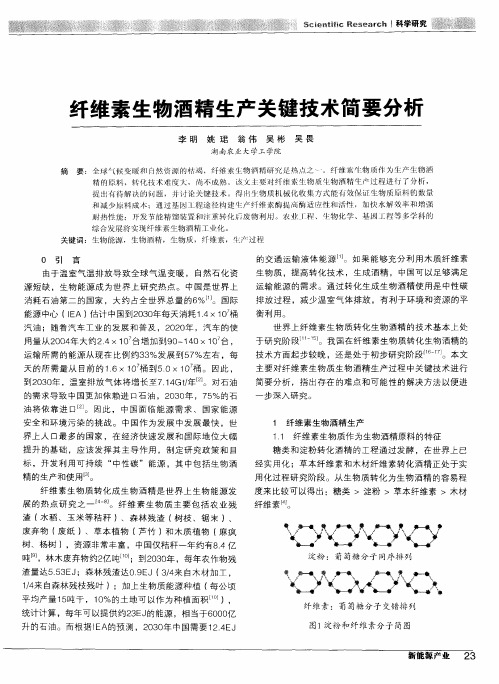
淀粉 : 葡 萄糖 分子 同序 排 列
1 来 自森林残枝残叶 );加 上生物 质能源种植 ( / 4 每公 顷 平均产量 1 吨干 ,1 %的土地可 以作 为种植面积 ), 5 0
所示。淀粉容易生物化学分 解 ,但 是纤维素大分子是 由 葡萄糖脱水 ,通过B 一1 葡萄糖苷键连接 而成 的直链 ,4
利用纤维素作物生产乙醇预处理技术

食品工业科技综 述 S cience and Technology of Food Industr y310 2008年第08期利用纤维素作物生产乙醇预处理技术雪金勇1,马晓建1,李肖斌1,贾现伟2(11郑州大学化工学院,河南郑州450001;21河南龙宇煤化工有限公司,河南永城476600)摘 要:纤维素作物中的纤维素、半纤维素、木质素紧密结合在一起,经预处理后可以水解半纤维素和纤维素,并破坏木质素,增大物质与酵母的接触面积,从而增大乙醇产量。
总结了目前较有成效的预处理技术,并对其进行了比较,指出了未来发展的方向。
关键词:纤维素作物,预处理,水解,乙醇,发展方向Pretrea t m en t technology of ethanol producti on utili z i n g li gocellulosi c cropXUE J i n -yong 1,M A X i a o -ji a n 1,L I X i a o -b i n 1,J I A X i a n -we i2(11Depart m ent of Che m ical Engineering,Zhengzhou University,Zhengzhou 450002,China;21Henan Longyu Coal Che m ical L td 1,Yongcheng 476600,China )Ab s trac t:C e ll u l os e hem i c e ll u l os e a nd li g n in c om b ine tog e the r i n lig noc e ll u los ic c rop ,hyd ro lys is of hem i c e ll u l os e a nd c e ll u l os e,d is rup tion of lig n in,e nha nc em e n t of c on ta c t s u rfa c e a re a c a n b e ob ta i ne d th roug h p re tre a t m e n t,thus the yi e l d of e tha no l is e n la rg e d 1The e ffe c tive p re tre a t m e n t te c hno log y w e re s um m a rize d a nd c om p a re d w ith e a c h o the r,it ’s fu tu re d e ve l op ing w a y w a s p o in te d 1Ke y wo rd s:lig noc e ll u l os ic c rop;p re tre a t m e n t ;hyd ro lys is;e tha no l ;d e ve l op ing w a y中图分类号:TS20111 文献标识码:A 文章编号:1002-0306(2008)08-0310-03收稿日期:2007-12-27作者简介:雪金勇(1982-),男,硕士,主要从事无水乙醇脱水研究。
纤维乙醇技术

纤维乙醇技术纤维乙醇技术是一种先进的生物质能利用技术。
这种技术可将可再生能源转化为乙醇燃料,从而降低对化石燃料的依赖,减少对环境的影响。
纤维乙醇技术主要是利用植物的纤维素和半纤维素提取出来的糖分,通过发酵制备成乙醇。
纤维素是一种多糖类物质,主要存在于植物细胞壁中,是植物细胞壁的主要组成部分。
纤维素和半纤维素都是难以降解的高分子物质,但可通过预处理、酶解和发酵等方法转化为可燃料的糖分。
纤维乙醇技术的核心是高效低成本的糖分提取和乙醇发酵。
纤维乙醇技术的步骤包括:预处理、酶解、糖分提取、发酵和乙醇分离等。
预处理是将纤维素和半纤维素物质通过机械或化学处理打破细胞结构,增加酶解效率。
酶解是将预处理好的物质通过特定酶的作用,使其转化为单糖、双糖、三糖等易于发酵的糖分,一般采用低温和中性条件下的酶解,能够保持酶的生物活性和稳定性。
糖分提取是将酶解后的物质通过过滤、离心等方法提取出来的糖分溶液,该步骤的效率直接影响到最终乙醇的产量和质量。
发酵是将提取出来的糖分经过特定酵母的发酵反应,生成乙醇和CO2等产物。
乙醇分离是将发酵后产生的乙醇和水分离出来的过程,该步骤的效率直接影响到乙醇的浓度和纯度。
纤维乙醇技术的优势在于,可利用豆渣、稻秆等废弃物和非粮食作物等低成本生物质资源制备乙醇,减少对食品作物的竞争,符合可持续发展的要求;同时,该技术可实现CO2的回收和利用,达到减轻温室气体排放的效果;此外,纤维乙醇技术还可利用现有的生物质燃料基础设施,成本较低,易于推广和应用。
纤维乙醇技术的发展还面临一些挑战。
首先是糖分的提取和酶解效率有限,需要进一步研究高效低成本的方法;其次是酵母对于产物乙醇的耐受性较差,需开发高效酵母;此外,在纤维素和半纤维素酶解和发酵过程中产生的杂质如酸性物质、酚类和醛类物质等会影响发酵效果和乙醇质量,需要开发相应的清洁技术。
总的来说,纤维乙醇技术是一种具有广阔应用前景的新型能源技术,能够将废弃物和非粮食作物等生物质资源转化为可再生的乙醇燃料,实现可持续发展和环境保护的目标。
生物质纤维素乙醇燃料生产技术开发与应用方案(三)
生物质纤维素乙醇燃料生产技术开发与应用方案一、实施背景随着全球能源需求的不断增长和对环境污染的关注,生物质纤维素乙醇作为一种可再生能源逐渐受到重视。
然而,目前生物质纤维素乙醇燃料生产技术仍然面临着许多挑战,如原料成本高、生产效率低等问题。
因此,开发和应用高效的生物质纤维素乙醇生产技术具有重要的意义。
二、工作原理生物质纤维素乙醇燃料生产技术的核心是将生物质纤维素转化为乙醇。
其主要步骤包括生物质预处理、酶解、糖化、发酵和乙醇提取。
具体工作原理如下:1. 生物质预处理:通过物理、化学或生物方法,将生物质纤维素与木质素等非纤维素物质分离,提高纤维素的可降解性。
2. 酶解:将预处理后的纤维素与酶反应,将纤维素水解为可发酵的糖类物质,如葡萄糖。
3. 糖化:将酶解得到的糖类物质进行糖化反应,将葡萄糖转化为乙醇发酵所需的底物。
4. 发酵:利用酵母等微生物将糖类物质发酵为乙醇。
5. 乙醇提取:通过蒸馏等方法将发酵得到的乙醇纯化。
三、实施计划步骤1. 建立生物质纤维素乙醇燃料生产实验室:购置实验设备和仪器,建立实验室,为后续的技术开发和优化提供基础。
2. 生物质预处理技术开发:研究和开发高效的生物质预处理技术,提高纤维素的可降解性。
3. 酶解和糖化技术开发:筛选和优化高效的酶解和糖化酶,提高纤维素的转化效率。
4. 发酵技术开发:筛选和培育高效的发酵菌株,提高乙醇产量和产率。
5. 乙醇提取技术开发:研究和开发高效的乙醇提取技术,提高乙醇纯度和回收率。
四、适用范围生物质纤维素乙醇燃料生产技术适用于生物质资源丰富的地区,如农业废弃物、林业废弃物和能源作物等。
同时,该技术也可以与传统的乙醇生产技术相结合,提高生物质资源的综合利用效率。
五、创新要点1. 生物质预处理技术的创新:开发高效的生物质预处理技术,提高纤维素的可降解性,降低生产成本。
2. 酶解和糖化技术的创新:筛选和优化高效的酶解和糖化酶,提高纤维素的转化效率,提高乙醇产量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PROESA纤维素乙醇技术――生物能源的重大突破
康泰斯建设世界最大规模的纤维素乙醇工业示范装置
随着石油资源的逐渐枯竭和环境的日益恶化,大力推广使用可再生能源技术已成为许多国家能源发展战略的重要组成部分,以减少对化石能源的依赖和温室气体的排放。
生物乙醇是一种可再生的能源,燃烧过程所排放的CO2和含硫化合物均低于汽油燃烧所排放的CO2和含硫化合物,而且乙醇燃烧产生的CO2和作为原料的生物生长所消耗的CO2在数量上基本持平,这对减少大气污染和抑止“温室效应”意义重大。
乙醇汽油燃烧比普通汽油更完全,汽车尾气中CO2含量可降低30%左右,燃料乙醇也因此被称为“清洁燃料”,而推广使用乙醇汽油已经成为世界各国减小对化石燃料依赖和温室气体排放的重要举措。
美国在20多年前即推广车用乙醇汽油,2008年,乙醇产量达到90亿加仑,是世界上最大的燃料乙醇生产和消费国。
美国发展灵活燃料汽车(FFV)和中至高含量乙醇汽油调合基础设施,截至2009年2月中旬,已有700万辆燃用乙醇汽油的汽车在美国上路;巴西自1975年开始实施“乙醇替代计划”,目前已使温室气体排放量减少了20%,巴西是世界上第二大的燃料乙醇生产和消费国,也是唯一不使用纯汽油作为汽车燃料的国家,2008年乙醇生产量为64亿加仑。
日本和欧盟也一直在积极发展车用乙醇汽油。
由于原油进口的依存度逐年上升。
环境问题日益严重,中国政府也非常清楚地认识到,生物乙醇是一种可再生资源,使用车用乙醇汽油代替部分汽油,有利于环境改善、并且可有效解决农产品的转化、促进农业生产的良性循环境,其意义重大。
因此《国民经济和社会发展第十一个五年计划纲要》中提出,要开发燃料乙醇等石油替代品。
“十五”期间即批准在吉林、河南及安徽等省分别建设年产数十万吨乙醇项目,作为国家新兴能源试点示范的重点工程,已取得了良好的社会效益。
根据2007年制订的《可再生能源中长期发展规划》,到2010年,中国的燃料乙醇年利用量为200万吨,到2020年,生物燃料乙醇年利用量将达到1000
万吨。
传统的生物乙醇生产技术使用淀粉质和糖质原料作为生产原材料。
由于国际油价和粮价高涨,包括玉米乙醇燃料在内的以粮食为原料的生物燃料产业在全球各地备受争议。
纤维素乙醇技术,是一种高端的清洁能源技术,因为它可以被用来替代传统的粮食乙醇技术,利用地球上广泛存在的纤维素质生物原料生产清洁的乙醇燃料,被寄予了很高的期望。
在中国,纤维素乙醇也将是实现2020年燃料乙醇利用1000万吨的目标的主要方向,具有至关重要的地位。
目前全球已形成纤维素乙醇开发热。
业界预计,该产业在全球有着750亿美元的市场规模。
国内外的公司纷纷投巨资进入这一领域,争取技术有所突破,占领制高点。
作为纤维素乙醇领域研发的领头羊之一,康泰斯(Chemtex)及其母公司M&G (Gruppo Mossi and Ghisolfi)集团在过去几年中,对包括生物质原材料的收集和运输,能源作物的选择和种植、预处理,酶解,混合糖的发酵等纤维素乙醇生产的各主要技术环节进行了广泛而且深入的研究,取得了巨大的进展,已经开发
了专有的一体化纤维素乙醇生产技术PROESA,并于2010年开始在欧洲建设年产四万吨的纤维素制乙醇的工业化示范装置。
与其它现有和正在开发中的工艺相比,CHEMTEX/M&G开发出的PROESA纤维素乙醇技术采用独特的预处理工艺和酶解工艺,可以显著降低投资和生产成本,同时可以适用包括农业废弃物、林业废弃物、糖业废弃物以及能源作物等来源广泛的多种生物质原料,应用地域没有限制,具有非常好的经济性和地域适应性。
基于此技术,纤维素乙醇的生产成本与粮食乙醇相比具有很强的竞争力。
Chemtex/M&G的年产4万吨纤维素乙醇工业示范项目,位于意大利北部城市CRESCENTINO,将利用当地的农业废弃物(麦草、秸秆等)以及能源作物作为原料。
目前项目进展顺利,预计将于2011年底投入运行。
整个装置由康泰斯负责设计和建设。
装置建成后,将对从原料供应、生产到产品应用的整个产业链进行示范,并为将该技术进一步放大到年产15万吨到20万吨年做准备, M&G集团的PROESATM纤维素乙醇技术将由康泰斯(Chemtex)面对全球进行技术转让。