平野涂布机英文技术参数
ProBell 旋转式涂布机,中空手腕型 说明书和零配件
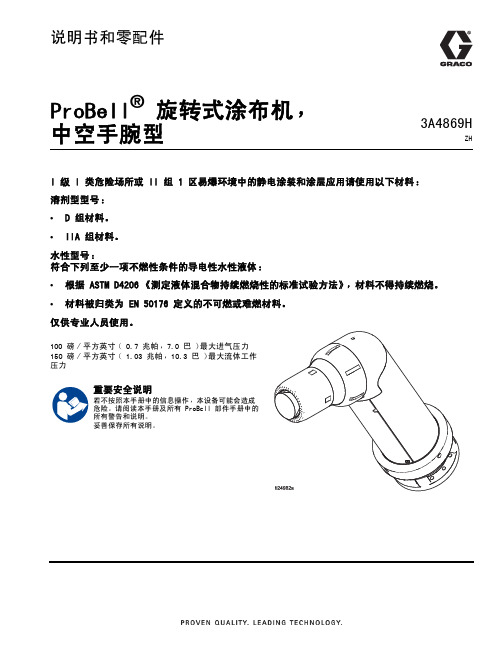
3A4869HZH说明书和零配件ProBell ®旋转式涂布机,中空手腕型I 级 I 类危险场所或 II 组 1 区易爆环境中的静电涂装和涂层应用请使用以下材料:溶剂型型号:• D 组材料。
•IIA 组材料。
水性型号:符合下列至少一项不燃性条件的导电性水性液体:•根据 ASTM D4206《测定液体混合物持续燃烧性的标准试验方法》,材料不得持续燃烧。
•材料被归类为 EN 50176 定义的不可燃或难燃材料。
仅供专业人员使用。
100 磅/平方英寸(0.7 兆帕,7.0 巴)最大进气压力150 磅/平方英寸(1.03 兆帕,10.3 巴)最大流体工作压力重要安全说明若不按照本手册中的信息操作,本设备可能会造成危险。
请阅读本手册及所有 ProBell 部件手册中的所有警告和说明。
妥善保存所有说明。
目录相关手册 . . . . . . . . . . . . . . . . . . 3零件号矩阵表 . . . . . . . . . . . . . . . . 3可用型号 . . . . . . . . . . . . . . . . . . 4认证 . . . . . . . . . . . . . . . . . . . . 4警告 . . . . . . . . . . . . . . . . . . . . 5简介 . . . . . . . . . . . . . . . . . . . . 8系统说明 . . . . . . . . . . . . . . . . . 8安装 . . . . . . . . . . . . . . . . . . . .10基本准则 . . . . . . . . . . . . . . . . .10典型系统安装 . . . . . . . . . . . . . . .11安装步骤概述 . . . . . . . . . . . . . . .13步骤 1.连接涂布机上的所有管路 . . . . . .13连接示意图 . . . . . . . . . . . . . . . .17步骤 2.安装旋转式涂布机 . . . . . . . . .18步骤 3.安装控制器和附件 . . . . . . . . .19步骤 4.连接流体供应管路 . . . . . . . . .21步骤 5.连接空气管路 . . . . . . . . . . .25步骤 6.连接电源和通讯电缆 . . . . . . . .29步骤 7.准备喷涂区域 . . . . . . . . . . .31步骤 8.创建需要的系统联锁 . . . . . . . .31步骤 9.将该设备接地 . . . . . . . . . . .32检查电气接地 . . . . . . . . . . . . . . .33系统逻辑控制器设置 . . . . . . . . . . . .35确认 . . . . . . . . . . . . . . . . . . .35操作 . . . . . . . . . . . . . . . . . . . .36预操作检查清单 . . . . . . . . . . . . . .36检查流体的电阻率 . . . . . . . . . . . . .37检查流体的粘度 . . . . . . . . . . . . . .37喷涂步骤 . . . . . . . . . . . . . . . . .37泄压步骤 . . . . . . . . . . . . . . . . .40放电和接地步骤 . . . . . . . . . . . . . .40关闭机器 . . . . . . . . . . . . . . . . .41维护 . . . . . . . . . . . . . . . . . . . .42日常维护和清洗检查清单 . . . . . . . . . .42检查是否有漏液 . . . . . . . . . . . . . .42电气测试 . . . . . . . . . . . . . . . . .43测试主外壳中的电源 . . . . . . . . . . . .44清洗气帽和涂料杯 . . . . . . . . . . . . .46清洗流体喷嘴 . . . . . . . . . . . . . . .47清洗旋转式涂布机外表面 . . . . . . . . . .47故障排除 . . . . . . . . . . . . . . . . . .48喷型的故障排除 . . . . . . . . . . . . . .48涂布机操作故障排除 . . . . . . . . . . . .48电气故障排除 . . . . . . . . . . . . . . .50水性系统电压损失故障排除 . . . . . . . . .51修理 . . . . . . . . . . . . . . . . . . . . 53维修准备 . . . . . . . . . . . . . . . . 53涂料杯或气帽维修准备 . . . . . . . . . . 53涂布机维修准备 . . . . . . . . . . . . . 53更换涂料杯或气帽 . . . . . . . . . . . . 54维修涂料杯和气帽 . . . . . . . . . . . . 55更换前部外壳和涡轮机组件 . . . . . . . . 59修理或更换溶剂螺柱 . . . . . . . . . . . 60维修流体喷嘴 . . . . . . . . . . . . . . 60修理或更换流体管道 . . . . . . . . . . . 61更换磁性接收传感器或光缆延长线 . . . . . 61更换流体阀和阀座 . . . . . . . . . . . . 62更换流体或空气管接头 . . . . . . . . . . 63更换电源 . . . . . . . . . . . . . . . . 66更换连续流体管或水性流体管壳体 . . . . . 68零配件 . . . . . . . . . . . . . . . . . . . 69溶剂型型号 (R_A2_0) . . . . . . . . . . . 69水性型号 (R_A2_8) . . . . . . . . . . . . 72修理套件 . . . . . . . . . . . . . . . . . . 75主外壳修理套件 . . . . . . . . . . . . . 75 O 形圈套件 . . . . . . . . . . . . . . . 75管接头和工具 . . . . . . . . . . . . . . 76气帽和盖组件 . . . . . . . . . . . . . . 76涂料杯选择表 . . . . . . . . . . . . . . 77附件 . . . . . . . . . . . . . . . . . . . . 78光纤隔板安装 . . . . . . . . . . . . . . 79尺寸 . . . . . . . . . . . . . . . . . . . . 82性能表 . . . . . . . . . . . . . . . . . . . 83涡轮空气消耗量表 . . . . . . . . . . . . 83涡轮进气压表 . . . . . . . . . . . . . . 84形成空气消耗量表 . . . . . . . . . . . . 86流体流速表 . . . . . . . . . . . . . . . 88压力损失表 . . . . . . . . . . . . . . . 91技术规范 . . . . . . . . . . . . . . . . . . 93 Graco 标准保修 . . . . . . . . . . . . . . . 94 Graco 信息 . . . . . . . . . . . . . . . . . 9423A4869H相关手册3A4869H 3相关手册零件号矩阵表查看涂布机标识牌 (ID) 上的零件编号。
新涂布机培训资料英文版

Applicator roll swivelling
Operating position
Standby position
1 roller applicator unit(辊式涂布装置) 2 hydraulic cylinder(液压缸) 3 pivot bearing(旋转轴承)
Applicator roll swivelling
Applicator roll
1 color pan(颜料盘) 2 color distribution pipe(颜料分配管) 3 applicator roll(涂布辊)
Applicator roll speed approx. 20% of backing roll speed.(涂布辊的速度大约 为背辊速度的20%)
operating position 工作位置
cleaning position 清洗位置
Applicator roll gap
1 screw jack element(螺旋千斤顶) 2 handwheel with position indicator(操纵 轮和位置指示器) 3 limit stop(限位器) 4 Stand(支架)
Metering beam
1 spacer unit 2 cross member 3 hydraulic cylinder 4 device for adjusting metering beam angle 5 bearing arm 6 metering beam bearing arm 7 blade holder
A Technological part B Technical components C Operation D Maintenance E Safety
平野涂布机英文技术参数课件

ISO720-3-01-04(第1版)Messrs.SPECIFICATIONfor"HIRANO" Coating Machine( for Battery )DWG. NO.Aug.,20,2010.HIRANO TECSEED Co., Ltd.Coating Machinery, Dept101-1 Kawai, Kawai-choKitakatsuragi-gun, Nara Pref. 636-0051 JAPANTel: (81) 745-57-0685 , Fax: (81) 745-57-10751. General1. Outline:This machine is designed to coat battery slurry on one side of copper/aluminum foil continuously and intermittently and to rewind coated substrate after drying. 2. Scope of work:Design and engineering for the machine.Manufacturing of the machine.HIRANO supplies only hardware and holds the property of all software including but not limited to patents and all drawings of the machine.3. All electric components and panels will comply with followingRequirements .General Area:Electric components: When available, components conforming to JIS standard.4. Mechanical Equipment:The machine is designed and manufactured in Metric System.2. General Technical Data:Coating Condition:1) Raw materials:Kind of material : Aluminum foil. Copper foil.Width of material : 650mm-550mm. 650mm-550mm.Thickness of material: 12-30 µm. 10-30 µm.2) Slurry:Kind of slurry : The slurry should be well disposed and not becoagulated.Solid content : S.C. 65%±5%. S.C. 50%±5%.Viscosity : 3,000-9,000 cps. 3,000-9,000 cps.Solvent : NMP. NMP.Coating weight : 75-150µ per side(dry). 75-150µ per side(dry).Coating width : Max. 630 mm Max. 630 mmCoating speed : Max 10 m/min. Max 10 m/min.(not coating area ≥10mm)3) Mechanical:Mechanical speed : 1.5-15 m/min.Machine speed is not the production speed Roll width : 750 mm.Compressed air : 5 kg/cm² ,non-oil air 120NL/min (supplied by customer).Elecitricity : 380V * 50HZ*3 Phases.Heat source : Heated oil.Explosion-proof : Motors meet Class d2G4,Coating area meet Class eG3.Other Parts: Increased safety or Air Purge Type.Electric Panels: Air Purge Type.4) Calculation base:Base web : Cu.foil/Al. Foil.Weight : 180 g/m2 (20µm).Width : 650 mm.Resin : Slurry.Solid content : Cathode: 65±5% Anode: 50 ±5%Solvent : NMP.Coating thickness : 120µm (single side, dry)Machine speed : 15 m/min.Density of exhaust : L.E.L. 1/4.Temperatrue of air : No. 1-3 zone=120 deg.C.No. 4-6 zone=150 deg.C.Note: These data are used only for calculating out the required heater capacity and exhaust volume and have no relation with actual production speed norproduct quality.5) Coating quality and accuracy:5.1 The outboad edges of coating shall be of the same thickness as in the centerpart so that no ridges will develop on the rewind roll.5.2 Thickness consistency: ≤±2µm for single side and ≤±4µm double sided.5.3 The coating length and width: the coating length and width both for 1st and 2ndsides are measured separately by ruler to meet the tolerance range: <±1mm. 5.4 First-to-second side registration at the initiation and termination ≤±1mm.5.5 First-to-second side alignment at outboard edges (Left and Right)≤±1mm.5.6 Squareness of coating: The maximum distance between initiation or terminationand the line (perpendicular to the foil edge) to be ≤±1mm.5.7 See attached drawingSPECIFICATIONof1) Unwinding DeviceType : Duplex axial fixed type with manual splicer.Unwinding dia : Max. 680 mm.Core I.D. : 3” core.Unwinding direction : From bottom and top.Frame : Made of steel.Chucking system : Mechanical shaft, manual chucking.Side lay : +/- 15mm.Breaking system : Powder clutch with motor. 2 pcsTension: 5-20 kg/full width.Guide roll : 117 mmφmade of Al. with Hcr. Plated. 1 pcE.P.C. unit : Unwiding station body moves, hydraulically 1 setActuated with 0.4 Kw motor, air detection system. Counter : Digital display, 1 set pre-setting. 2 sets Splice table : Table : Made of SUS, with cut guide line.Restrained bar: Arm type.Specificationof2) Coating DeviceType :Comma reverse coating system with intermittent coatingfunction.Intermittent coating:at10 m/min.blank length more than 10mm.Frame :Made of steel.Comma roll :160 mmφmade of steel with Hcr. Plated. 1 pc.Comma roll up/down :AC servo motor with functions including:preset andnumeric display of the gap between comma rolland c-roll, preset and numeric display of commaroll up/down speed.C-roll :160 mm dia. Made of chilled casting with Hcr. Plated, 1pc.driven by servo motor.B-roll :160mm dia.made of steal.covered with EPDM, 1pc.driven by servo motor.Slurry through :Bottom plated made of sus.with scale.Side plate made of foamed polyethylene. 1set.With the traverse function for agitation.Tools to make side plates. 1set. Catch pan :made of stainless steel. 1pc.Feed roll : 160mmΦ made of steel with Hcr.plated. 1pc.120mmΦ coverde with EPDM 1pc. Guide roll : 117mmΦ made of Al.with H cr.plated. 1set.Cleaning doctor : For C-roll cleaning,ON/OFF by air cylinder. 1set. Working stage : Made of steel with checker plates. 1set.Level control : static capacity system level sensor, 1set.the level accuracy to be ≤±3mm.Pattern coating : coating: 200-999mm.Hirano promised to reach 200-2000mmcontrol unit Blank : Min. 10mm. Max. 99mm. 1set. Pattern sensor : for backside coat 1set.Hood for coater : entire coating header area to be fully covered 1set.by means of an explosion proof glass safetyenclosure with clean air purging.Specificationof3) Drying Device(No.1,2&3zone)Type :roll support type.Dryer :3M X 3 zone = 9 Meters.Hot air temperature :40-120 deg.C.Temperature accuracy :set point ±1°C,hot air ±3°C at the mouth of nozzle. Temperature monitoring: 2 in one zone,one above the foil,and oneSensors :below,both to be positioned close to the foil.Dryer body :Inside wall :Made of stainless steel plate.Outside wall :Made of surface treated steel plate.Insulation :75mm thickness glass-wool.Below surface temperature 50 deg.C.(Except for themetal part that connects it with in side.Atmosphere temperature be 20-25 deg.C.)Door :Door with glass window at operator side. 2pcs/zone.Circulating fan :LL type No.3 fan,made of stainless steel,non-spark typeWith inverter control motor.5.5KW explosion proof. 1set/zoneInverter : HIRANO supply 1set/zoneCirculation duct :HIRANO supplies drawing and the customer isresponsible for Manufacturing.Nozzle :Made of stainless steel.Upper nozzle: Jet nozzle.Lower nozzle: Punching plate nozzle.Air speed: 3-10M/Sec.Heater :Heater unit are located next to dryer. 1set/zoneMade of SUS.Filter :VILEDON filter at fresh air intake.Explosion vent :Included.Dryer support :HIRANO supplies drawing and the customer isresponsible for manufacturing.Guide roll (inside dryer) :98mmΦ made of steel with Hcr.plated. 10pcs/zoneOil piping :HIRANO supplies drawing and the customer isresponsible for Manufacturing.Exhaust duct :HIRANO supplies drawing and the customer isresponsible for Manufacturing.Fresh air duct :HIRANO supplies drawing and the customer isresponsible for Manufacturing.Specificationof4) Drying Device(No.4,5&6zone)Type :Air floatation type.Dryer length :5.25M X 3 zone = 15.75 Meters.Hot air temperature :70-150 deg.C.Temperature accuracy :set point ±1°C,hot air ±3°C at the mouth of nozzle.Temperature monitoring sensors: 2 in one zone,one above the foil,and onebelow,both to be positioned close to the foil.Dryer body :Inside wall : Made of stainless steel plate.Outside wall : Made of surface treated steel plate.Insulation : 75mm thickness glass-wool.Below surface temperature 50 deg.C.(Except for themetal part that connects it with in side.Atmosphere temperature be 20-25 deg.C.)Door :Door with glass window at operator side. 4pcs/zone.Circulating fan :LL type No.3 fan,made of stainless steel,non-spark typeWith inverter control motor.7.5KW explosion proof. 1set/zoneInverter : HIRANO supply 1set/zone Circulation duct :Made of stainless steel. 1set/zoneNozzle :Made of stainless steel,floatation nozzle.Air speed: 9-27M/Sec.Heater :Heater unit are located next to dryer. 1set/zoneFilter :VILEDON filter at fresh air intake.lExhaust duct :HIRANO supplies drawing and the customer isresponsible for Manufacturing.Explosion vent :Included.Dryer support :HIRANO supplies drawing and the customer isresponsible for manufacturing.Exhaust fan : Made of steel,non-spark type,with inverter. 1setControl motor : 11kw,explosion proof.Oil piping :HIRANO supplies drawing and the customer isresponsible for Manufacturing.Fresh air duct :HIRANO supplies drawing and the customer isresponsible for Manufacturing.Manometer : 1pc/zone5) Outfeed DeviceE.P.C. unit :Steering roller type,hydraulically actuated.With 0.4KW motor,air detection system. 1setFeed roll :210mmΦ made of steel with Hcr.plated. 1pc.(driven)120mmΦ covered with EPDM. 1pc.W ith cylinder and pneumatic instruments.Guide roll :117mmΦ made of Al.with Hcr.plate d. 1set Dancer roll :117mmΦ made of Al.with Hcr.plated. 1pc. Frame :Made of steel.6) Rewinding DeviceType :Duplex axial fixed type.Rewinding dia. :Max.680mmNote: Depending on the material,shape of would rollmay be telescoped.Specially when winding over Approx.400mm diameter,This is likely to occur.Core I.D. :3”core.Rewinding direction :From bottom and top.Frame :Made of steel.Chucking system :Mechanical shaft,manual chucking. 4pcs Side lay :+/-15mm.Drive system :Dancer control by AC servo motor,Axial change by Clutch.1pc. Tension :5-30 kg/full width,with taper tension control.Touch roll :120mmΦ,made of steel covered with EPDM.Guide roll :117mmΦ made of Al.with Hcr.plated. 1pc.E.P.C.unit :Rewinding station body moves,hydraulically 1setActuated with 0.4kw motor,air detection system. Counter :Two-step pre-setting. 2setsRewind Accuracy :Rolls at diameter 400mm to be rewind with the edgeaccuracy ≤±0.5mm.7) Driving DeviceType : Sectional drive system with AC servo motor.Motor : “B”roll+Infeed1set“C”roll1setGuide roll inside dryer 1setOutfeed roll 1setRewinder 1set“B”roll(Back&Front) 2setsComma roll (up/down) 2sets Transmission parts : Reducer,pulley,belt and etc. 1set8) AttachmentControl pane :Self-standing type,for drive and dryer 1setLocal operation panel :For Unwinder,Coater and Rewinder. 3setsAir purge type.Temperature controller ;With thermo-resistance bulb 6pcsTemperature test display : 2 for each zone,one above the foil 12pcsand one belowRecorder :6-points. 1setGas density meter :Single point (each dryer zone installated one 7setmeter And another meter is installated at inlet1# dryer) Air purge blower : 40M³/min 1set Temperature control valve: 6pcs Pressure difference adjustment device for Thermal Oil. 1pc Air piping : 1set Emergency : 1 on each control panel.9) Spare PartsOne set as in the following:9.1 Bearing for c-roll 2pcs 9.2 Bearing for b-roll 2pcs 9.3 Guide roll 1pc 9.4 belts for driving 1line 9.5 Electric parts 1set 9.6 Control value 1pc 9.7 Filter for dryer 3pcs 9.8 polyethylene foam(500mmX500mm) 50sheets 9.9 Optical fiber of coating senser(two sets total) 1pc 9.10 Doctor for C-roll(750mm type,two sets total) 20pcsSpecificationOf10) Buyer’s ResponsibilityThe following items are not included in HIRANO’s Supply scope:12.1 Foundation works.12.2 Electric wiring works & materials for primary side.12.3 Primary side: From the electric at your side to the main control panel.12.4 Secondary side: From the main control panel to the local Panels, electriccomponent to the junction boxes, and between junction boxes themselves. 12.5 From 1# to 6# exhaust duct and the exhaust duct from the main body to theopen air.12.6 Connection piping works and materials for oil and air, oil piping and fresh airduct from 1# to 6# dryer.12.7 Heat insulation works and materials for piping of oil and for all duct.12.8 Clean air ducts for the coating room works and material; intake purge airducts for coating header enclosure.12.9 Circulation duct of 1#, 2#, 3# dryer.12.10 Dryer support from 1# to 6# dryer.12.11 Exhaust gas treatment device (incinerator or solvent recovery device,etc.)12.12 Air, oil&power source.12.13 Resin mixing & feeding device.12.14 Partial exhaust device.12.15 Hoist or hand fork lift for Unwinder & Rewinder.12.16 Material & energy for trial test.12.17 Ducts after exhaust fan, between machine bodies and the exhaust fan.12.18 Other items not included in the specifications.。
02施胶机和涂布机参数

02施胶机和涂布机参数施胶机和涂布机是工业生产中常用的涂胶设备,它们广泛应用于纺织、印刷、包装、制鞋、家具等行业。
本文将详细介绍施胶机和涂布机的参数,并对其功能和应用进行阐述。
一、施胶机的参数1.精度:施胶机的精度是指胶水施加的准确度,通常以胶量误差来衡量。
一般来说,能够达到±1%的胶量误差即可满足大部分需求。
同时还需要考虑胶水均匀性和稳定性。
2.施胶速度:施胶速度是指每分钟施加胶水的速度。
施胶速度的大小会直接影响到生产效率,一般来说,施胶速度越快,生产效率越高。
3.施胶宽度:施胶宽度是指胶水施加的宽度范围。
施胶宽度的大小根据具体应用需求来确定,一般来说,施胶宽度越大,适用范围越广。
4.施胶厚度:施胶厚度是指胶水施加的厚度。
施胶厚度的大小根据具体应用需求来确定,一般来说,施胶厚度越大,胶水的粘附力越强。
5.设备尺寸:施胶机的设备尺寸也需要考虑,主要是根据生产场地的大小来确定。
一般来说,施胶机的尺寸越小,占用空间越小。
二、涂布机的参数1.涂布宽度:涂布机的涂布宽度是指每次涂布的宽度范围。
涂布宽度的大小根据具体应用需求来确定,一般来说,涂布宽度越大,适用范围越广。
2.压力范围:涂布机的压力范围是指涂布过程中施加的压力大小。
压力的大小会直接影响到涂布膜的均匀性和质量,一般来说,涂布机的压力范围越大,适应性越强。
3.涂布速度:涂布速度是指每分钟涂布的速度。
涂布速度的快慢会直接影响到生产效率,一般来说,涂布速度越快,生产效率越高。
4.涂布厚度:涂布厚度是指每次涂布的厚度。
涂布厚度的大小根据具体应用需求来确定,一般来说,涂布厚度越大,涂层质量越好。
5.设备尺寸:涂布机的设备尺寸也需要考虑,主要是根据生产场地的大小来确定。
一般来说,涂布机的尺寸越小,占用空间越小。
施胶机和涂布机的应用范围非常广泛,可以用于纺织品的防水处理、印刷品的涂布、包装盒的胶水施加、制鞋业的胶水施加等。
两者都是通过涂布或施加胶水来实现对材料的粘合、防水、防腐等功能。
中英纸机词汇对照

1. Paper machine 纸机2. Board machine 纸板机3. Main data 主要参数4. Paper grade 纸种5. Basis weight 定量6. Basis weight range 定量范围7. Surface-sized 表面施胶8. Precoated 预涂布9. Furnish range 浆料范围10. Capacity 产量11. Design Production 设计产量12. Wire width 网宽13. Width at reel 卷纸机上纸宽14. Trim after winder 复卷机后净纸宽15. Drive speed 传动车速16. Maximum drive speed 最大传动车速17. Design speed 设计车速18. Balancing speed 平衡车速19. Operating speed 运行车速20. Hand of machine 纸机左右手21. Drive side ( Back side) 传动侧22. Tending side (Front side) 操作侧23. Section of paper machine 纸机各部24. Headbox 流浆箱25. Wire section 网部26. SymFormer MB SYM成形器MB27. Press section 压榨部28. Dryer section 烘干部29. Size press 施胶压榨30. Calender 压光机31. Coating section 涂布部32. Two- roll calender 两辊压光机33. Four- roll calender 四辊压光机34. Soft calender 软压光机35. Reel 卷纸机36. Shop assembly 车间装配37. Prepiping 预布管38. Auxiliary equipment 辅助设备39. Base plates 基础板40. Base frame 底部机架41. Steel structure 钢结构42. Walkways 走台43. Steam 蒸汽44. Condensate 冷凝水45. Steam and condensate system 蒸汽和冷凝水系统46. Central 中心的47. Lubrication 润滑48. Oil system 稀油系统49. Grease system 油脂系统50. Central lubrication oil system 中心润滑稀油系统51. Central lubrication grease system 中心润滑油脂系统52. Wet end 湿部53. Dry end 干部54. Vacuum system 真空系统55. Hydraulic system 液压系统56. Control system 控制系统57. Instrumentation 纸机仪表58. Mechanical drive 机械传动59. Operational spares 运行备件60. Spare parts 备品61. Maintenance tools 维护工具62. Ventilation equipment 通风设备63. Winder 复卷机64. Stock preparation 浆料制备65. Short circulation 短循环66. Water systems 供水系统67. Size and coating colour preparation 施胶和涂料制备68. Broke system 损纸系统69. Pulper 碎浆机70. Process control system 工序控制系统71. Sectional drive 分部传动72. Electrification 电器化,充电73. Quality control system 质量控制系统74. Erection supervision 安装指导75. Training 培训76. Start-up 试车77. Engineering 工程,工艺78. Technical document 技术资料79. Specification 规范80. Technical specification 技术规范81. Material 材料82. List of standard 标准清单83. Piping standard 管件标准84. Component standard 元件标准85. Welding specification 焊接规范86. Delivery limit 供货界限87. Scope of delivery 供货范围88. Drawing 图纸89. Appendix (appendices) 附件90. Consumption data 消耗参数91. Fresh water 清洁水92. Shower water 喷水管水93. Compress air 压缩气94. Quality requirements 质量要求95. Mill air 纸厂气96. Instrument air 仪表气97. Minimum pressure 最小压力98. Filtration 过滤99. Dew point 露点100. Oil content 稀油容量101. Blowing air 吹气102. Control air 控制气103. Energy consumption 能量消耗104. Installed power 安装电能105. AC- motor list AC电机清单106. Drive point list 传动点清单107. Drive motor list 传动电机清单108. Steam consumption 蒸汽消耗109. Hydraulic headbox 液压流浆箱110. Inlet piping 进浆管111. Intermediate 中间112. Equalizing 匀浆113. Chamber 室114. Intermediate c hamber 中间室115. Equalizing chamber 匀浆室116. Turbulence 湍流117. Generator 发电机118. Turbulence generator 湍流发电机119. Operation range 运行范围120. Headbox operation range 流浆运行范围121. One-sided header 一侧总管122. Manifold tube bunch 多管集束123. Recirculation 再循环124. Overfolw 溢流125. Attenuating 衰减126. Tank 槽127. Attenuating tank 衰减槽128. Slice design 堰板设计129. Slice flow 堰板流量130. Opening 开口131. Adjustment 调节132. Slice opening adjustment 堰板开口调节133. Adjustment range 调节范围134. Height adjustment range 高度调节范围135. Slice width 堰板宽度136. Adjustment of slice 堰板调节137. Top lip 上唇板138. Vertical adjustment 垂直调节139. Top lip vertical adjustment range 上唇板垂直调节范围140. Fine adjustor 微调器141. Top lip fine adjustor 上唇板微调器142. Flange 法兰143. Joint 接头144. Flanged joint 法兰接头145. Pressure transmitter 压力传送器146. Measuring the pressure 测量压力147. Deckle 定边148. Stock guides 浆料校正149. Deckle stock guides 定边浆料校正150. Length of deckle board 定边板的长度151. Length of deckle shower 定边喷水管长度152. Breast roll 胸辊153. Breast roll shower 胸辊喷水管154. Dilution water 稀释水155. Dilution water inlet pipe 稀释水进水管156. Mixing section 混合部157. Dilution water mixing section 称释水混合部158. Entry holes 入口孔159. Air space 大气层160. High-pressure washing device 高压清洗装置161. Stock profile 浆料全幅162. Stock profile control system 浆料全幅控制系统163. Support pedestal 支撑座164. Support structure 支架结构165. Support frame 支架166. Painted steel 涂漆钢167. Painted mild steel 涂漆低碳钢168. Stainless steel 不锈钢169. Construction 结构170. Stainless steel construction 不锈钢结构171. Surface 表面172. Sight glass 视镜173. Cleaning hatch 清洁人孔174. Manual control valve 手动控制阀175. Remote-controlled valve 遥控控制阀176. Apron 下唇板160. Rectifier roll headbox 匀浆辊流浆箱161. Flow ratio 流率162. Stationary apron 固定下唇板163. Throat roll 喉辊164. Slice roll 堰辊165. Open area 开口区域166. Rotation motion 回转运动167. Bottom frame 底部机架168. Top frame 顶部机架169. Roof structure 顶结构170. Clean-outs 清洗171. Seal 密封172. Instrument connections 仪表连接173. Heat transfer 热传送器174. Electric motor 电机175. Expansion tank 膨胀槽176. Local thermometer 局部热测量器177. Rotameter 转子流量计178. Water filter 水过滤器179. Forming section 成形部180. Fourdrinier 长网181. Wire change system 换网系统182. Cantilever 悬臂式183. Wire dimension 网设计184. Wire tension 网张力185. Maximum tension 最大张力186. Tension measuring roll 张力测量辊187. Total stretch allowance 总张紧允许188. Detwatering element 脱水元件189. Forming board 成形板190. Number of blade 成形条数量191. Leading blade 引导靴192. Ceramics of blade 陶瓷条193. Blade material 条材料194. Blade fastening 条固定195. Adjustable foils 可调节案板196. Blade width 条宽度197. Foil boxes 案板吸水箱198. Vacufoil boxes 真空案板吸水箱199. Flat suction boxes 平真空吸水箱200. Cover width 面板宽度201. Cover material 面板材料202. Slotted cover 开孔面板203. Roll 辊子204. Diameter 直径205. Shell length 辊体长度206. Shell material 辊体材料207. Cast iron 铸铁208. Shell cover 辊体包覆209. Hard rubber 硬橡胶210. Drive stub 传动轴头211. Suction couch roll 真空伏辊212. Bronze 青铜213. Suction box 真空吸水箱214. Suction box material 真空吸水箱材料215. Suction width 真空宽度216. Chamber 真空室217. Gear reducer 齿轮减速器218. Drilled shell 钻孔外壳219. Lockable edge 可锁定边缘220. Seal strips 密封条221. Turing roll 驱网辊222. Return roll 回网辊223. Liner pressure 线压224. Liner pressure control equipment 线压控制设备225. Pneumatic 气动226. Dandy roll 水印辊227. Unloading equipment 减压设备228. Steam shower 蒸汽喷水管229. Cleaning shower pipe 清洗喷水管230. Oscillating equipment 摆动设备231. Saveall 白水接水盘232. Drive connection 传动连接233. Automatic guide 自动校正234. Adjustable stretcher 可调节张紧器235. Lockable stretcher 可锁定张紧器236. Doctors 刮刀237. Stationary 固定的238. Breast roll cleaning 胸辊清洗239. Trim squirt 纸边水针240. Tail squirt 纸尾水针241. Suction couch roll lubrication 真空伏辊润滑242. Internal cleaning 内部清洗243. Trim knock-off 吹纸边244. Web knock-off 吹纸幅245. Wire edge cleaning 网子边缘清洗246. Return roll cleaning 驱网辊清洗247. High-pressure shower 高压喷水管248. Low- pressure shower 低压喷水管249. Continuous 持续式250. Intermittent 间歇式251. Electro-mechanical oscillation 机电摆动器252. Breast roll lifting 胸辊提升253. Turning roll lifting 转向辊提升254. Lifting rope 提升绳255. Vacuum piping 真空管256. Drain piping 排水管257. Drop separator 水分离器258. Hand valve 手阀259. Fan 风机260. Duct 管道261. Shaking unit 摇动设备262. Frequency 频率263. Frequency of shaking 摇动频率264. Frequency transformer 频率变压器(变频器)。
涂布机技术规格书少、中、多胶

常州华铖天荣机械设备有限公司H C-1100型云母带复合机技术规格书(少、中、多胶)一、主要技术参数有效涂布宽度:1000mm材料有效幅宽:1000mm收卷最大盘经:Φ500mm纸芯内孔直径:Φ76mm玻纤布放卷最大直径:Φ400mm纸芯内孔直径:Φ38mm云母纸放卷最大直径:Φ400mm纸芯内孔直径:Φ76mm设备总功率:约75-120kw机械速度:8m/min涂布速度:1-8m/min (实际生产速度根据现场工艺条件确定)涂布方式:刮刀涂布、浸胶涂布收卷张力锥度控制调节范围:0-80%设备重量:约8000kg收卷端面偏移量不大于:±2.mm烘箱为16米,分8段独立控温,控温精度:±8℃加热形式:电加热装机总功率:以双方认可的方案为准机器颜色:客户确定二、构造1放卷部分a)1#玻璃布放卷b)2# 玻璃布放卷C) 云母纸放卷d)薄膜放卷2.施胶部分a)1#施胶b)2#施胶C)表面施胶3.烘箱部分4复合部分5.收卷部分6.电器控制部分三、机器主要部件详述(一)1#玻璃布(薄膜)放卷部分放卷形式:单工位放放卷轴:Φ38mm气胀轴2根放卷直径:Φ400mm放卷张力:采用一台2.5N.M磁粉制动器作张力执行器件机架:10#槽钢焊接1.张力组成:采用2.5 N.M磁粉制动器,2.张力控制:开环控制3.基材放卷手动纠偏装置4.过渡导辊直径 80MM.铝辊,表面阳极氧化处理、(二)1#施胶部1.涂布方式: 表面擦胶及浸液式涂布2.计量方式:S刮刀,也可使用擦胶3.涂布辊:采用45#钢管加工制作,钢辊镀硬铬,精磨加工,辊面圆跳动小于0.005mm,表面粗糙度为Ra0.0254.刮刀:表面精镀铬,精磨加工5.刮刀架一套,可调节角度6胶盘:不锈钢制作,设有溢流口及排料阀。
调整方式:,手动调节胶盆升降7.过渡导辊施Φ80,表面阳极处理,8.胶部机架:墙板结构9.涂布辊转动:异步电动机配蜗轮蜗杆减速机转动,传动部分设有安全防护罩1台10.涂布辊速度控制:交流变频器(三)云母纸放卷部1.放卷型式:。
卫星式柔版印刷机英文词汇

柔版印刷机分类flexo printing 柔版印刷rotogravure printing 凹版印刷offset printing 胶印stack type flexo press层叠式柔印机CI flexo press 卫星式柔印机inline flexo press 机组式柔印机卫星式柔版印刷机主要部件Unwinder 放料单元Infeed unit 放料牵引单元Tension control 张力控制Web guide 纠偏装置Printing unit 印刷单元Web inspection system 静止画面Drying unit 干燥单元Outfeed unit 收料牵引单元Rewinder 收料单元技术参数web 承印材料web thickness 承印物厚度maximum web width 最大承印物宽度maximum printing width 最大印刷宽度printing colors 印刷色数Repeats length 印刷重复长度maximum mechanical speed 最高机械速度printing speed 印刷速度plate perimeter 印版周长ink type 油墨类型water based ink 水性油墨solvent based ink 溶剂型油墨lubrication system 润滑系统register 套印heating system 加热烘干系统heating method 加热方式electrical heating 电加热nature gas heating 天然气加热machine weight 机器重量machine dimension 机器尺寸length 长width 宽height 高供电power supply 电源voltage 电压phase 电(相)Total motor power 电机总功率maximum noise 最大噪音冷却水cooling water 冷却水water pressure 水压water temperature 水温hardness (水)硬度total consumption 总用(水)量water inlet 进水口water outlet 出水口chill roller 冷却辊压缩空气compressed air 压缩空气pressure压力maximum consumption 最大用量放料单元unwinder 放料单元turret type unwind/rewind 塔式收放料maximum unwind diameter 最大放卷直径minimum unwind diameter 最小放卷直径minimum roll change diameter 最小换卷直径maximum roll weight 最大卷重Non-Stop Unwinder 不停机送料air expanding shaft 气胀轴lateral register 横向套准longitudinal register 纵向套准web splicing 接料splice speed 接料速度splice length 接料长度overlap splice 拼接butt splice 对接air cylinder 气缸servo motor 伺服电机frequency motor 变频电机electrostatic dust eliminator 静电除尘器guard 防护栏web threading device 穿纸装置sensor 传感器photoelectric detector 光电眼放料牵引单元Infeed unit 放料牵引单元steel roller 钢棍rubber roller 胶辊frequency motor 变频电机closed loop tension control system 全闭环张力控制系统dancer roller 摆辊low friction air cylinder 低摩擦气缸precision release valve 精密调压阀guide roller 导辊印刷单元Central drum (central impression cylinder) 中心压印滚筒double wall structure (滚筒)双层结构chrome coating (滚筒)表面镀硬铬nickel coating 表面镀镍hastelloy coating 表面镀哈氏合金anti-corrosion coating (滚筒表面)防腐蚀涂层water inlet 进水口water outlet 出水口central drum diameter 压印滚筒直径run-out 滚筒跳动量TIR(Total Indicator Reading) 跳动量direct drive motor 直驱式电机servo motor 伺服电机torque motor 扭矩电机encoder 编码器brake device 刹车装置emergency brake 紧急制动器Print roller 版辊print roller 印刷版辊print sleeve 印版套筒servo motor 伺服电机sleeve structure 套筒式结构cantilever sleeve 悬臂梁套筒结构mandrel 芯轴print-on 合压print-off 离压photopolymer plate 感光树脂版double-sided tape 双面胶Anilox roller 网纹辊anilox roller 网纹辊anilox sleeve 网纹辊套筒servo motor 伺服电机ceramic anilox roller 陶瓷网纹辊laser engraved 激光雕刻ceramic sleeve 陶瓷套筒line per inch (lpi) 每英寸行数(网纹辊线数)cell 网穴automatic clean 自动清洗Doctor blade device 刮墨刀装置closed, chambered doctor blade 封闭式腔式刮墨刀air cylinder 气缸(用于水平定位刮墨刀)ink viscosity 油墨黏度Register套准lateral register 横向套准longitudinal register 纵向套准pre-register 预套准register mark 套印标记Drying Unit干燥单元inter colors drying (between colors drying) 色间干燥steam heating 蒸汽加热electrical heating 电加热hot oil heating 热油加热natural gas heating 燃气加热secondary return air 二次回风air speed 风速exhaust fan 排气扇blower 风机印刷机配套设施PLC(programmable logic controller) 可编程控制器HMI (human machine interface) 人机界面tools 随机工具print roller change trolley 换版小车upload trolley 上料小车plate mounter 贴版机constant temperature control system 恒温控制系统web inspection system 静止图像观测系统print sleeve 版辊套筒anilox sleeve 网纹辊套筒corona device 电晕机anilox cleaner 网纹辊清洗机ink viscosity control system 油墨黏度控制系统defect detection system 缺陷检测系统印后加工coating 涂布varnishing 上光油laminating 覆膜die cutting 模切creasing 压痕punching 打孔slitting 分切印刷类型和承印物材料film 薄膜breathable film 透气膜baby diaper 婴儿尿布SBS poly coated both sides 双面淋膜SBS poly coated single side 单面淋膜craft paper 牛皮纸white cardboard 白卡纸gram per square meter (g/㎡) 克重aseptic liquid package 无菌液体包装plastic flexible packaging 塑料软包装cigarette packet 烟盒corrugated carton 瓦楞纸箱paper cup 纸杯paper bag 纸袋paper box 纸盒。
【VIP专享】high speed film coating machine model TB-1100S

Main technical parameters for high speed film coating machine model TB-1100STB-1100S薄膜涂布机主要技术参数1. Application用途This machine is applying to all kinds of coating operations of BOPP, PET etc winding up material, strong adaptable gravure web roller directly ration coating head system, coating weight 1-8g/m2, suitable viscosity range: coating No.4 cup 15-25S.本机器适用于BOPP、PET 等卷筒状材料的各种涂布作业,适应性强的凹版网线辊直接定量涂布头系统,涂布量1-8g/m2,适应涂料粘度范围:涂4 号杯15-25S。
2. Characteristic特点1).The complete machine control system adopts advanced industrial PLC programmable controller, engineering level AC inverter closed-loop vector drive and executing high precision speed and tension control, it has been forming advanced control system with high automation degree, stable performance and high control precision, it linked up international standard, and reached international advanced technological level.整机控制系统采用先进的工业可编程序控制器,工程级交流变频闭环矢量驱动执行高精度速度、张力控制,形成与国际标准相衔接的自动化程度高、性能稳定、控制精度高的先进控制系统,达到国际先进技术水平。
平野涂布机英文技术参数分析

ISO720-3-01-04(第1版)Messrs.SPECIFICATIONfor"HIRANO" Coating Machine( for Battery )DWG. NO.Aug.,20,2010.HIRANO TECSEED Co., Ltd.Coating Machinery, Dept101-1 Kawai, Kawai-choKitakatsuragi-gun, Nara Pref. 636-0051 JAPANTel: (81) 745-57-0685 , Fax: (81) 745-57-10751. General1. Outline:This machine is designed to coat battery slurry on one side of copper/aluminum foil continuously and intermittently and to rewind coated substrate after drying. 2. Scope of work:Design and engineering for the machine.Manufacturing of the machine.HIRANO supplies only hardware and holds the property of all software including but not limited to patents and all drawings of the machine.3. All electric components and panels will comply with followingRequirements .General Area:Electric components: When available, components conforming to JIS standard.4. Mechanical Equipment:The machine is designed and manufactured in Metric System.2. General Technical Data:Coating Condition:1) Raw materials:Kind of material : Aluminum foil. Copper foil.Width of material : 650mm-550mm. 650mm-550mm.Thickness of material: 12-30 µm. 10-30 µm.2) Slurry:Kind of slurry : The slurry should be well disposed and not becoagulated.Solid content : S.C. 65%±5%. S.C. 50%±5%.Viscosity : 3,000-9,000 cps. 3,000-9,000 cps.Solvent : NMP. NMP.Coating weight : 75-150µ per side(dry). 75-150µ per side(dry).Coating width : Max. 630 mm Max. 630 mmCoating speed : Max 10 m/min. Max 10 m/min.(not coating area ≥10mm)3) Mechanical:Mechanical speed : 1.5-15 m/min.Machine speed is not the production speed Roll width : 750 mm.Compressed air : 5 kg/cm² ,non-oil air 120NL/min (supplied by customer).Elecitricity : 380V * 50HZ*3 Phases.Heat source : Heated oil.Explosion-proof : Motors meet Class d2G4,Coating area meet Class eG3.Other Parts: Increased safety or Air Purge Type.Electric Panels: Air Purge Type.4) Calculation base:Base web : Cu.foil/Al. Foil.Weight : 180 g/m2 (20µm).Width : 650 mm.Resin : Slurry.Solid content : Cathode: 65±5% Anode: 50 ±5%Solvent : NMP.Coating thickness : 120µm (single side, dry)Machine speed : 15 m/min.Density of exhaust : L.E.L. 1/4.Temperatrue of air : No. 1-3 zone=120 deg.C.No. 4-6 zone=150 deg.C.Note: These data are used only for calculating out the required heater capacity and exhaust volume and have no relation with actual production speed norproduct quality.5) Coating quality and accuracy:5.1 The outboad edges of coating shall be of the same thickness as in the centerpart so that no ridges will develop on the rewind roll.5.2 Thickness consistency: ≤±2µm for single side and ≤±4µm double sided.5.3 The coating length and width: the coating length and width both for 1st and 2ndsides are measured separately by ruler to meet the tolerance range: <±1mm. 5.4 First-to-second side registration at the initiation and termination ≤±1mm.5.5 First-to-second side alignment at outboard edges (Left and Right)≤±1mm.5.6 Squareness of coating: The maximum distance between initiation or terminationand the line (perpendicular to the foil edge) to be ≤±1mm.5.7 See attached drawingSPECIFICATIONof1) Unwinding DeviceType : Duplex axial fixed type with manual splicer.Unwinding dia : Max. 680 mm.Core I.D. : 3” core.Unwinding direction : From bottom and top.Frame : Made of steel.Chucking system : Mechanical shaft, manual chucking.Side lay : +/- 15mm.Breaking system : Powder clutch with motor. 2 pcsTension: 5-20 kg/full width.Guide roll : 117 mmφmade of Al. with Hcr. Plated. 1 pcE.P.C. unit : Unwiding station body moves, hydraulically 1 setActuated with 0.4 Kw motor, air detection system. Counter : Digital display, 1 set pre-setting. 2 sets Splice table : Table : Made of SUS, with cut guide line.Restrained bar: Arm type.Specificationof2) Coating DeviceType :Comma reverse coating system with intermittent coatingfunction.Intermittent coating:at10 m/min.blank length more than 10mm.Frame :Made of steel.Comma roll :160 mmφmade of steel with Hcr. Plated. 1 pc.Comma roll up/down :AC servo motor with functions including:preset andnumeric display of the gap between comma rolland c-roll, preset and numeric display of commaroll up/down speed.C-roll :160 mm dia. Made of chilled casting with Hcr. Plated, 1pc.driven by servo motor.B-roll :160mm dia.made of steal.covered with EPDM, 1pc.driven by servo motor.Slurry through :Bottom plated made of sus.with scale.Side plate made of foamed polyethylene. 1set.With the traverse function for agitation.Tools to make side plates. 1set. Catch pan :made of stainless steel. 1pc.Feed roll : 160mmΦ made of steel with Hcr.plated. 1pc.120mmΦ coverde with EPDM 1pc. Guide roll : 117mmΦ made of Al.with H cr.plated. 1set.Cleaning doctor : For C-roll cleaning,ON/OFF by air cylinder. 1set. Working stage : Made of steel with checker plates. 1set.Level control : static capacity system level sensor, 1set.the level accuracy to be ≤±3mm.Pattern coating : coating: 200-999mm.Hirano promised to reach 200-2000mmcontrol unit Blank : Min. 10mm. Max. 99mm. 1set. Pattern sensor : for backside coat 1set.Hood for coater : entire coating header area to be fully covered 1set.by means of an explosion proof glass safetyenclosure with clean air purging.Specificationof3) Drying Device(No.1,2&3zone)Type :roll support type.Dryer :3M X 3 zone = 9 Meters.Hot air temperature :40-120 deg.C.Temperature accuracy :set point ±1°C,hot air ±3°C at the mouth of nozzle. Temperature monitoring: 2 in one zone,one above the foil,and oneSensors :below,both to be positioned close to the foil.Dryer body :Inside wall :Made of stainless steel plate.Outside wall :Made of surface treated steel plate.Insulation :75mm thickness glass-wool.Below surface temperature 50 deg.C.(Except for themetal part that connects it with in side.Atmosphere temperature be 20-25 deg.C.)Door :Door with glass window at operator side. 2pcs/zone.Circulating fan :LL type No.3 fan,made of stainless steel,non-spark typeWith inverter control motor.5.5KW explosion proof. 1set/zoneInverter : HIRANO supply 1set/zoneCirculation duct :HIRANO supplies drawing and the customer isresponsible for Manufacturing.Nozzle :Made of stainless steel.Upper nozzle: Jet nozzle.Lower nozzle: Punching plate nozzle.Air speed: 3-10M/Sec.Heater :Heater unit are located next to dryer. 1set/zoneMade of SUS.Filter :VILEDON filter at fresh air intake.Explosion vent :Included.Dryer support :HIRANO supplies drawing and the customer isresponsible for manufacturing.Guide roll (inside dryer) :98mmΦ made of steel with Hcr.plated. 10pcs/zoneOil piping :HIRANO supplies drawing and the customer isresponsible for Manufacturing.Exhaust duct :HIRANO supplies drawing and the customer isresponsible for Manufacturing.Fresh air duct :HIRANO supplies drawing and the customer isresponsible for Manufacturing.Specificationof4) Drying Device(No.4,5&6zone)Type :Air floatation type.Dryer length :5.25M X 3 zone = 15.75 Meters.Hot air temperature :70-150 deg.C.Temperature accuracy :set point ±1°C,hot air ±3°C at the mouth of nozzle.Temperature monitoring sensors: 2 in one zone,one above the foil,and onebelow,both to be positioned close to the foil.Dryer body :Inside wall : Made of stainless steel plate.Outside wall : Made of surface treated steel plate.Insulation : 75mm thickness glass-wool.Below surface temperature 50 deg.C.(Except for themetal part that connects it with in side.Atmosphere temperature be 20-25 deg.C.)Door :Door with glass window at operator side. 4pcs/zone.Circulating fan :LL type No.3 fan,made of stainless steel,non-spark typeWith inverter control motor.7.5KW explosion proof. 1set/zoneInverter : HIRANO supply 1set/zone Circulation duct :Made of stainless steel. 1set/zoneNozzle :Made of stainless steel,floatation nozzle.Air speed: 9-27M/Sec.Heater :Heater unit are located next to dryer. 1set/zoneFilter :VILEDON filter at fresh air intake.lExhaust duct :HIRANO supplies drawing and the customer isresponsible for Manufacturing.Explosion vent :Included.Dryer support :HIRANO supplies drawing and the customer isresponsible for manufacturing.Exhaust fan : Made of steel,non-spark type,with inverter. 1setControl motor : 11kw,explosion proof.Oil piping :HIRANO supplies drawing and the customer isresponsible for Manufacturing.Fresh air duct :HIRANO supplies drawing and the customer isresponsible for Manufacturing.Manometer : 1pc/zone5) Outfeed DeviceE.P.C. unit :Steering roller type,hydraulically actuated.With 0.4KW motor,air detection system. 1setFeed roll :210mmΦ made of steel with Hcr.plated. 1pc.(driven)120mmΦ covered with EPDM. 1pc.W ith cylinder and pneumatic instruments.Guide roll :117mmΦ made of Al.with Hcr.plate d. 1set Dancer roll :117mmΦ made of Al.with Hcr.plated. 1pc. Frame :Made of steel.6) Rewinding DeviceType :Duplex axial fixed type.Rewinding dia. :Max.680mmNote: Depending on the material,shape of would rollmay be telescoped.Specially when winding over Approx.400mm diameter,This is likely to occur.Core I.D. :3”core.Rewinding direction :From bottom and top.Frame :Made of steel.Chucking system :Mechanical shaft,manual chucking. 4pcs Side lay :+/-15mm.Drive system :Dancer control by AC servo motor,Axial change by Clutch.1pc. Tension :5-30 kg/full width,with taper tension control.Touch roll :120mmΦ,made of steel covered with EPDM.Guide roll :117mmΦ made of Al.with Hcr.plated. 1pc.E.P.C.unit :Rewinding station body moves,hydraulically 1setActuated with 0.4kw motor,air detection system. Counter :Two-step pre-setting. 2setsRewind Accuracy :Rolls at diameter 400mm to be rewind with the edgeaccuracy ≤±0.5mm.7) Driving DeviceType : Sectional drive system with AC servo motor.Motor : “B”roll+Infeed1set“C”roll1setGuide roll inside dryer 1setOutfeed roll 1setRewinder 1set“B”roll(Back&Front) 2setsComma roll (up/down) 2sets Transmission parts : Reducer,pulley,belt and etc. 1set8) AttachmentControl pane :Self-standing type,for drive and dryer 1setLocal operation panel :For Unwinder,Coater and Rewinder. 3setsAir purge type.Temperature controller ;With thermo-resistance bulb 6pcsTemperature test display : 2 for each zone,one above the foil 12pcsand one belowRecorder :6-points. 1setGas density meter :Single point (each dryer zone installated one 7setmeter And another meter is installated at inlet1# dryer) Air purge blower : 40M³/min 1set Temperature control valve: 6pcs Pressure difference adjustment device for Thermal Oil. 1pc Air piping : 1set Emergency : 1 on each control panel.9) Spare PartsOne set as in the following:9.1 Bearing for c-roll 2pcs 9.2 Bearing for b-roll 2pcs 9.3 Guide roll 1pc 9.4 belts for driving 1line 9.5 Electric parts 1set 9.6 Control value 1pc 9.7 Filter for dryer 3pcs 9.8 polyethylene foam(500mmX500mm) 50sheets 9.9 Optical fiber of coating senser(two sets total) 1pc 9.10 Doctor for C-roll(750mm type,two sets total) 20pcsSpecificationOf10) Buyer’s ResponsibilityThe following items are not included in HIRANO’s Supply scope:12.1 Foundation works.12.2 Electric wiring works & materials for primary side.12.3 Primary side: From the electric at your side to the main control panel.12.4 Secondary side: From the main control panel to the local Panels, electriccomponent to the junction boxes, and between junction boxes themselves. 12.5 From 1# to 6# exhaust duct and the exhaust duct from the main body to theopen air.12.6 Connection piping works and materials for oil and air, oil piping and fresh airduct from 1# to 6# dryer.12.7 Heat insulation works and materials for piping of oil and for all duct.12.8 Clean air ducts for the coating room works and material; intake purge airducts for coating header enclosure.12.9 Circulation duct of 1#, 2#, 3# dryer.12.10 Dryer support from 1# to 6# dryer.12.11 Exhaust gas treatment device (incinerator or solvent recovery device,etc.)12.12 Air, oil&power source.12.13 Resin mixing & feeding device.12.14 Partial exhaust device.12.15 Hoist or hand fork lift for Unwinder & Rewinder.12.16 Material & energy for trial test.12.17 Ducts after exhaust fan, between machine bodies and the exhaust fan.12.18 Other items not included in the specifications.。
涂布机技术要求
上海方创机电科技有限公司发热材料涂布机技术要求参照上海大和机械有限公司以前制造的同类设备,提出以下技术要求,作为本公司将订购设备的技术要求基础。
请参照以下要求,提供设备加工方案。
本公司预订购的设备包括:1、涂布机及配套周边设备,含搅拌机、收卷机。
2、验布机。
一、涂布机基本技术指标1、涂浆均匀性:涂浆后的成品,横向电阻变化率不大于5%;以10米为单位,纵向电阻飘移率不大于2%,以100米为单位,纵向电阻飘移率不大于5%。
2、最大涂布速度不低于2m/s,以最大速度进行涂布作业时,电阻变化率不超过规定标准。
最小涂布速度应能够达到0.3m/s。
3、在以最大速度进行涂布作业时,成品应能够完全烘干。
4、设备运行可靠,故障率低。
二、原设备存在的问题及改进点说明1、横向电阻变化率过大。
与中间两幅布的电阻率相比,靠两边的各一幅布电阻率要偏大20%以上,导致次品率过高;这是需要重点改进的问题,必须使横向电阻变化率达到不大于5%的水平。
2、纵向电阻飘移过快。
在连续生产过程中,上下对辊的间隙会发生变化,有逐渐增大趋势,造成纵向电阻飘移速度过快,必须有专人进行连续的跟踪。
3、调整对辊间隙的难度太大,操作困难,无法精确定位。
表现有二:①在静态时,很难一次把间隙调整到规定的尺寸;②在作业状态下,无法进行对辊间隙调整。
最终的结果是次品率高,以及不得不认可一些小的偏差。
应该对调整方法及定位方法进行改进。
4、调整烘箱后半段轨道宽度的联轴器的连接方式不可靠,容易脱掉,应改为较为可靠的方式。
5、应考虑去掉一些不必要的设备和组件。
包括冷冻机、大滚筒里的加热装置、放浆管道上的电磁阀及感应探头。
6、压钉板的圆盘刷很易沾染浆料且难以清洗,与高温钉板接触,毛刷易变形。
7、染布浆池的排浆口处未形成漏斗形,排浆时残留浆过多,造成浪费。
8、刮浆板容易损伤对辊表面,形成刮痕。
9、小对辊的调整很困难,应改变调整方式。
10、验布机中的滚筒毛刷效果较差,不能有效清除坯布表面的线头和绒毛,滚筒箱内抽风机排风量小,不能有效吸出粉尘和绒毛,降低滚筒刷的效果。
电机技术参数中英文对照
Rated output 额定输出Rated armature voltage 额定电枢电压Rated torque 额定转矩Rated armature current 额定电枢电流Rated rotating speed 额定转速Continuous stall torque 连续失速(堵转)转矩Instantaneous maximum torque 瞬时最大转矩Stall armature current 失速电枢电流Instantaneous maximum armature current瞬时最大电枢电流Maximum rotating speed最大转速Friction torque 摩擦转矩Rated power rate 额定功率比Instantaneous maximum angular acceleration 瞬时最大角加速度Viscous braking constant 粘性制动常数Torque constant 转矩常数Voltage constant 电压常数Rotor inertia 转动惯量Armature winding resistance 电枢绕组电阻Armature inductance 电枢电感Mechanical time constant 机械时间常数Electrical time constant 电气时间常数Thermal time constant 热时间常数Thermal resistance 热阻Heatup limit 热上限Mass 质量Coefficient of voltage generated 再生电压系数Effective (rms) ripple 有效脉动Peak-to-peak ripple 峰-峰纹波Linearity 线性Minimum load resistance 最小负载电阻Holding torque 保持转矩自锁转矩。
Underfill剂涂布规格

[CP]Underfill剂涂布规格书( Underfill Dispensing Operation Specifications )1. 使用材料(1) 基板(2) Under fill剂2. 使用装置以及器具(1) 涂布机(有加热结构)TDK制MDM-20、MUSASHI制FAD-2000或是同等品(2) 电子天平(6) 喷嘴(3) 实体显微镜(7) 料篮(4) 恒温槽(循环排气式200 ℃MAX)(8) N2 Box(5) 静电对策用品(接地带等)(9) 耐热手套3. 消耗品(1) 无尘纱布(2) isopropyl alcohol或是同等品(3) N2或是干燥空气4. 规格4.1. 作业环境室温稳定,有换气设备。
4.2. Under fill剂4.3. 前处理(1) Under fill剂解冻从-40℃以下冷冻库转移到0℃以下冷冻库(1)。
从(1)冷冻库中取出,在恒温槽(2)中30±5 ℃下解冻。
・解冻时间:(1)1小时以上(2)30分以上・注意事项:为了防止卷进空气,可将注射器立起解冻。
确认注射器内的Under fill剂温度达到了设定温度且保持稳定后,开始测定吐出涂布量。
为了达到上述的稳定状态,注射器set后需放置5分钟以上。
(2) 基板干燥基板干燥条件以及干燥后的使用期限如下所示。
干燥后的基板放置在N2 Box中进行保管,在涂布机预热stage上如下所示实施表面干燥。
(假定预热后的基板能通过设备内的自动搬送设备迅速被移送到涂布stage上。
)4.4. 吐出(1)涂布stage温度设定:基板表面温度60±5℃(2)注射器温度设定:注射器温调30±5℃(3) N2压力设定:根据品种设定。
0.49 MPa〔5 kgf/cm2〕MAX. 。
(4) 喷嘴:EFD制GP针形喷嘴(#51xx-B)或是同等品。
为了使喷嘴口径满足「Flip chip安装检查规格书」,依据品种规定。
锂电涂布工序简介

-2
C阀
B阀
大间隔位置阀门动作
10
涂布设备及工艺
2.5 间隔涂布异常及阀门调整
间隔带料
拉丝水印
原因分析: 1、GAP过大 2、模头有气体未排净 3、浆料粘度过高
解决措施: 1、减小GAP值 2、模头循环排气 3、降低下一批浆料粘度
漏箔
首不齐
原因分析: 1、起涂压力太小 2、首位置缩料
解决措施: 1、延迟回流阀打开时间 2、箔材烘干或电晕处理
一层烘箱
箔材面密度检测仪1
一面涂布头、供料系统
涂布面密度检测仪2
二面涂布 头、供料系
统
基材放卷
电晕处理
面密度 检测1
A面涂布
CCD检测
A面干燥
面密度 检测2
自动收卷
喷码标记
CCD检测
面密度 检测3
B面干燥
CCD检测
B面涂布
3
涂布过程简介
1.2 涂布控制参数
涂布的目的:将浆料涂覆在基材表面,得到面密度、尺寸、外观、极片性能合格的极片。
5
烘箱布置
前3坡度,后3 前3坡度,后5
水平
水平
全平
全平
全平
拱形,拱高 拱形,拱高 ≥200mm ≥600mm
6
托辊悬浮方式 前3主动辊托辊 前3主动辊托辊 前5托辊,后5 前3主动辊托辊 前4托辊,后6气
后2气浮
后5气浮
气浮烘箱
后5气浮
浮
全托辊
全托辊
7
热源
柴油加热导热油 天然气加热导热 天然气加热导
烘干过程及参数设定
3.6 NMP回收 转轮式NMP回收主要利用分子筛的物理吸附原理,具体工艺流程如右图所示:
涂布机简介01

1. 挤压涂布机介绍整机外形图整机外形图挤压涂布概述◇涂层WET 30-300微米◇粘度100-15000mpas◇速度3-40m/min (实绩,加长干燥后仍可增加)◇50M无储带自动收放卷(实绩)◇30M三层储带系统(实绩)◇主传动/飘浮干燥箱◇PTC/发热管/蒸气加热/油加热高精度涂布关键技术◇DD直驱伺服+高速总线+伺服张力◇高速总线双闭环控制:微张力波动:50g◇箔料双侧张力自动调节◇高精度涂布背辊:1.0µm◇涂布头进退定位重复精度:1.0µm◇烘箱风速均匀性:3%布局图生产数据简洁的三段张力系统双闭环张力控制电位器走带电机张力传感器摆辊电机位置信号张力信号速度指令转矩指令PLC PID运算•双闭环张力控制•张力波动:0.5N箔料双边张力自动调整•左右张力不一致,基•材张力自动调节装置.阳极、阴极涂布阳极涂布阴极涂布横向、纵向间涂纵向间涂横向间涂防护胶涂布•防护胶涂布动力电池涂布关键技术-高精度涂布背辊涂布供料装置放卷机构1、稳定性好,双立板结构;2、双轴放卷;3、启动平稳,气动离合器进行工位切换,4、接带准确,接带平台,操作方便;5、纠偏精度高,滚珠丝杠+导轨滑块+光纤传感器,6、压力传感器+气电比例阀+摆杆,闭环控制放卷张力;7、变频驱动,电位器+摆杆+矢量变频电机,闭环控制放卷速度;8、自动接带系统(可选);机头1、稳定性好,双立板结构,2、基准辊+夹持辊,张力隔断;3、微调辊保证基材平整;4、Slot die模头涂布;5、模头自动定位伺服电机+导轨滑块+位移传感器闭环控制模头位置;6、流量稳定,伺服电机+精密螺杆泵供料;7、响应快速,结构稳定,快速间隙阀体机构,;8、过滤效果好,清洗方便,快装式过滤器,;9、在线监测压力变化,数显式液体压力计,;Slot die 模头1、日本三菱原装模头,稳定的质量和货期;2、针对锂离子电池行业和动力电池行业的模腔设计;3、材料:主体SUS630:高硬度,耐腐蚀不锈钢唇部TF15:硬质合金钨钢,高硬度,高耐磨性;4、横向间隙调整机构差动螺纹调节:结构简单、操作方便;液压调节:稳定性好5、垫片系列,根据浆料特性选择适用垫片:三菱垫片:厚度均匀,表面质量高,货期长;自制垫片:厚度均匀,高硬度,货期短;6、模头在线清洁精密快速响应间断组合阀气缸驱动间涂阀直线电机驱动间涂阀3ms响应悬浮烤箱1、走带平稳,张力损耗小;前4节爬坡+主动支撑辊,2、后8节漂浮,受风均匀,风量大,风速高,干燥效率高,热交换效率高。
涂布机电气英语

涂布机电⽓英语1.DYNAMIC[dai?n?mik]adj.动态的;动⼒的,动⼒学的;充满活⼒的,精⼒充沛的;不断变化的,充满变数的;n.动态;动⼒,推动变化的⼒量;动⼒学;活⼒2.edge[ed?]n.边;优势;(悬崖、峭壁的)边缘,端;锋利,尖锐;vt.在…上加边界;使渐进;给(⼑刃)磨边,使锋利;修整;vi.慢慢向前移动,侧⾝移动3.electronics[ilek?tr?niks]n.电⼦学;电⼦学应⽤,电⼦器件;电⼦⼯业;电⼦流⾏⾳乐4.eliminator[?'l?m?ne?t?]n.消除者,消除器5.engage[?n?ɡe?d?]vt.从事;使从事(某种事业等);吸引或引起(注意、兴趣等);与(某⼈)交战;vi.订婚;从事;保证6.ENGAGED[en?ge?d?d]adj.(指厕所等)有⼈⽤的;已订婚的;(指电话)占线的;忙碌的;v.与某⼈订婚;保证,约定;从事(engage的过去式和过去分词);吸引或引起(注意、兴趣等)7.external[eks?t?:nl]adj.外⾯的,外部的;表⾯上的;外⽤的;外国的;n.外部,外⾯;外观;外部情况8.fabrication[?f?br??ken]n.制造,建造;装配;构造物;加⼯9.feedback[?fi:db?k]n.反馈;(⾳频系统的输出信号在输⼊端收到时发⽣的)反馈杂⾳;回复;⾃动调节(把机器的输出数据提供给⾃控装置以纠正偏差)10.female[?fi:meil]adj.⼥性的;雌性的;能结果实的;电⽓设备阴的;n.⼥⼈;雌性动物;雌性植物,雌株11.FIRE[?fai?]n.⽕,燃烧物;⽕灾;射击,发射;热情;vt.&vi.开⽕,射击;燃烧;引爆炸药;充满热情;vt.<⼝>解雇;射(箭);激励;射出(⼦弹)12.flap[fl?p]n.扁平物;[航]襟翼;拍打,拍打声;〈⼝〉不安,恐慌;v.上下或左右移动、摆动;轻拍;振翅⽽飞13.handle[?h?ndl]n.(织物、⽑⽪等的)⼿感;⼿柄;举动;柄状物;vi.操作,操控;容易搬运;vt.⽤双⼿触摸、举起或握住;⽤⼿操作,操纵;处理或负责,管理;〈美〉买卖,经营14.hold[h?uld]vt.拿住,握住;保留,保存;扣留,拘押;容纳;vi.拿住,握住;同意,赞成;保持不变;有效;n.握住;保留;控制15.HORN[h?:n]合恩(南美最南端的⼀岛名)[⼈名][英格兰⼈姓⽒]霍恩来源于古英语、古⾼地德语、古诺斯语,含义是“⽜、⽺、⿅等的⾓”(horn),;[地名][瑞典]胡恩;[地名][奥地利、德国、美国、瑞⼠]霍恩16.idler[?aidl?]n.懒汉,⽆所事事的⼈17.INCREMENTAL[kr??mentl]adj.增加的18.indicator[??nd??ke?t?]n.指⽰器;[化]指⽰剂;指⽰者19.inflate[in?fleit]vt.&vi.使充⽓(于轮胎、⽓球等);(使)膨胀;(使)通货膨胀;物价上涨20.inhibit[in?hibit]v.抑制;禁⽌21.INTEGRATOR[?intiɡreit?]n.综合者22.internee[?int?:?ni:]n.(被看作战俘的⼈)被拘留者23.internet['int?net]n.互联⽹abbr.interconnection network,internetwork互联⽹;internetwork互联⽹⽹24.ISOLATED[?a?s??le?t?d]adj.隔离的;孤独的;单独的;偏远的;v.使隔离(isolate的过去式和过去分词);使孤⽴;使绝缘;脱离25.kit[kit]n.⾐物和装备;成套⽤品;配套元件;vt.(为特定活动⽽)使某⼈装备起来/doc/04be14f2c77da26925c5b0c2.html tch[l?t?]n.门闩;弹簧锁;vt.&vi.闩上;⽤碰锁锁上(门等);抓住,占有/doc/04be14f2c77da26925c5b0c2.html YOUT[?leiaut] n.布局,安排,设计;布置图,规划图28.manifold[?m?n??f??ld]adj.多种多样的;多⽅⾯的;有多种形式的;有多种⽤途的;n.具有多种形式的东西;多⽀管;歧管(汽车引擎⽤于进⽓或排⽓);vt.复写,复印;增多;使…多样化29.mat[m?t]n.席⼦,垫⼦;(体育运动⽤的)厚垫⼦;衬边;团,簇;vt.遮盖,⽤垫⼦作装饰;使…缠结;给(照⽚)镶框;使…表⾯⽆光;vi.缠结;adj.粗糙的;暗淡的,⽆光泽的30.mount[maunt]vt.&vi.登上;骑上;vi.增加;上升;vt.安装,架置;镶嵌,嵌⼊;准备上演;成⽴(军队等);n.⼭峰;攀,登;运载⼯具;底座31.mounted[?ma?nt?d]adj.骑在马[⾃⾏车]上的;安装好的;裱好的;v.登上,骑上(mount的过去式和过去分词);增加,上升;上演;准备32.movement[?mu:vm?nt]n.运动;活动;动作,举动;乐章33.optical[??ptik?l]adj.视觉的,视⼒的;眼睛的;光学的34.outboard[?autb?:d]adj.船外的,舷外的;(飞机)外侧的;adv.向船外,向舷外;(在飞机)紧靠翼尖处35.pan[p?n]n.平底锅;盘状的器⽫;淘盘⼦,⾦盘,秤盘;vt.淘⾦;在浅锅中烹调(⾷物);[⾮正式⽤语]严厉的批评;vi.淘⾦;在淘洗中收获⾦⼦36.patch[p?t?]n.补丁,补⽚;碎⽚,碎屑;(⽂章的)⼀段;斑点;vt.修补,拼凑;暂时遮掩⼀下;修理,平息(吵架等);⽤美⼈斑装饰(脸); vi.打补丁37.pendant[?pend?nt]n.(装在项链等上的)垂饰,坠⼉38.plate[pleit]n.盘⼦,盆⼦;⾦属板;均匀厚度的⽚状硬物体;[摄]底⽚,感光版;vt.镀,在…上覆盖⾦属板;覆盖;电镀;[印]给…制铅板39.plug[pl?ɡ]n.塞⼦;插头;消防栓;(内燃机的)⽕花塞;vt.&vi.插上插头;vt.以(塞⼦)塞住;插⼊;〈俚〉枪击,殴打;vi.填塞,堵;〈俚〉勤苦⼯作,⽤功40.plus[pl?s]prep.(表⽰运算)加;(表⽰包容)外加;[⼝语]和;(表⽰数⽬)在零(度)以上; n.加号;[数学]正量;好处;附加物;adj.加的;正的;附加的;⽐所⽰数量多的41.PODabbr.Pay On Delivery货到付款42.pod[p?d]n.荚,⾖荚;(飞机的)吊舱;(航天器或船只上可与船只主体分离的)分离舱;vi.结⾖荚;vt.把(⾖等)剥出荚;去荚43.pole[p?ul]n.[物]极点,顶点;地极;杆;两极端;vt.&vi.⽤篙撑船,摆船;vt.[航海]⽤⼀根杆来推动;以杆推进;以杆⽀撑(植物);⽤杆⼦击打、戳、或搅拌;vi.⽤滑雪杖加速44.Power Distribution[?pau??distri?bju:??n]配电45.preparation[?prep??rei??n]n.准备,预备;准备⼯作[措施];预修,预习预习时间,(对…的)准备;(药,菜等的)配制,备办,制剂,配制品,配制好的⾷物46.PRESENT[?prez?nt]adj.现在的;⽬前的;出席的;[语法学]现在时的;n.现在;礼物;瞄准vt.介绍;出现;提出;赠送;vi.举枪瞄准47.RECEPTACLE[r??sept?k?l]n.容器,放置物品的地⽅48.redundant[ri?d?nd?nt]adj.多余的,累赘的;(因⼈员过剩)被解雇的,失业的;重沓;衍49.REGULATE[?reɡjuleit]vt.调节,调整;校准;控制,管理50.regulator[?reɡjuleit?]n.校准者,[机]调整器,校准器,调节器,[化]调节剂,[⽆线]稳定器,调节基因,整时器,标准钟;管理者,调整者,整理者;原则,标准;[英史]选举调查[监视]委员,监管者51.resistive[ri?zistiv]adj.抗[耐、防]…的;电阻的52.scraper[?skreip?]n.刮⼑;刮的⼈;平⼟机;铲⼟机53.screw[skru:]n.螺丝钉;螺旋桨,螺旋状物;(螺丝的)转,扭;吝啬⿁;vt.⽤螺丝拧紧;扭曲(某⼈的⾯孔);〈俚〉占便宜,诈骗;vi.扭转,扭歪;旋紧;(和某⼈)性交54.seagate美国希捷公司,是世界领先的硬盘⽣产商55.slide[slaid]vi.滑落;下跌;打滑;[棒球]滑垒;vt.衰落(成);逐渐降低;使悄悄转动;(使)快捷⽽悄声地移动;n.幻灯⽚;降低56.SLIPabbr.Serial Line Internet Protocol串⾏线路接⼝协议,是旧式的协议57.slip[slip]vi.滑,滑脱;犯过失,出错;(时间)不知不觉地过去;(健康状况等)变差;vt.使顺利滑动;摆脱;放松,松开;n.跌倒,失⾜;纸条;失误,⼝误;事故;adj.滑动的;可拆卸的;打有活结的;abbr.串⾏线路接⼝协议(Serial Line Interface Protocol)58.static[?st?tik]adj.静⽌的;不变的;静电的;[物]静⼒的;n.静电;[物]静电(⼲扰);静⼒学;争吵59.straight[streit]adj.直的;连续的;直率的;整齐的;adv.直地;直接地;坦率地;⽴即;n.直线;直线部分60.thermo['θ?mo]热61.tone[t?un]n.[语]声调,语调;[画]⾊调,⾊泽,明暗;[乐]乐⾳,全⾳,全⾳程;[医](正常的)健康状态; vt.使更健壮;定调;使变调⼦;[摄影术]给…上⾊;vi.带有某种腔调;呈现某种⾊彩;(颜⾊)调和(与with连⽤)62.transducer[tr?nz?dju:s?]n.传感器,变频器,变换器63.transducer amplifier[tr?nz?dju:smpl??fa??]换能器放⼤器64.turret[?t?:r?t,?t?r-]n.炮塔,转塔;塔楼,⾓楼65.TWIST[twist]vt.扭成⼀束;搓,捻;绕,卷;连结,交结;vi.被搓揉;蜿蜒,曲折;扭曲⾝体,扭动;旋转,转动;n.揉搓之物;丝线;烟草卷;旋转66.unlatch[??n?l?t?]v.拔掉门栓,未栓上67.储存[chǔcún]lay in;lay up;store up;keep in reserve68.物[wù]名thing;matter;other people;the outside or material world versus oneself;content69.arms[ɑ:mz]n.武器;战争;臂;纹章;臂(arm的名词复数);[复数]战事;权⼒70.assembly[??sembli]n.装配;集会;[军]集合号,集合⿎,集合;[机]装配,装配车间,供装配的零件71.Auto[t??]n.<美>汽车;vi.乘汽车72.baffle[?b?fl]vt.使受挫折;使困惑,使迷惑;⽤隔⾳板隔⾳;挡住(⽔流等);n.隔板,挡板;迷惑;遮护物,阻碍体;[军]迷彩73.beacon[?bi:k?n]n.灯塔,信号浮标;烽⽕;指路明灯;警标,界标;vt.照亮,指引;为…设置信标;⽤灯指引;vi.像灯塔般照耀74.blast[blɑ:st]n.爆炸;⼀阵(疾风等);(吹奏乐器、哨⼦、汽车喇叭等突然发出的)响声;突如其来的强劲⽓流; vt.击毁,摧毁;尖响;裁判⾼声吹哨;枯萎:使枯萎;vi.爆炸;吼叫;枯萎:枯萎;攻击:严厉批评或猛烈攻击/doc/04be14f2c77da26925c5b0c2.html bustion[k?m?b?st??n]n.燃烧,烧毁;氧化;骚动76.deckle[?dekl]n.(制纸⽤的)定纸框,⼿⼯制纸的⽑边;定边器77.deflate[d??fle?t]vt.放⽓;使缩⼩;紧缩(通货);vt.缩⼩;物价下降78.die[dai]vt.&vi.死亡,熄灭;凋零,枯萎;渴望,盼望;n.钢型,硬模;骰⼦79.dover[?d?uv?]n.多佛,英国东南部的港⼝[⼈名][英格兰⼈姓⽒]多弗住所名称,来源于河流名,含义是“⽔”(water);[地名][澳⼤利亚、巴勒斯坦·以⾊列、美国、南⾮共和国、⽛买加]多佛;[地名][英国]多佛尔80.Chassis[si:,?t??si:]n.(车辆的)底盘;(飞机的)起落架;炮底架;(⽆线电、电视等的)底架81.Redundancy[r??d?nd?nsi:]n.过多,过剩;冗长;裁员;(机器的)多余度82.Fault[f?:lt]n.缺点,缺陷;过错,责任;[电]故障;(猎狗的)失去嗅迹;vt.挑剔,找…的缺点;批评;做错,在…中出错;[地质学]产⽣断层;vi.找错误,挑剔;[地质学]变动从⽽产⽣断层83.Major[?meid??]adj.主要的;重要的;⼤调的;主修的(课程);n.主修科⽬;⼤调;陆军少校;成年的;vi.<美>主修,专攻;[美国英语][教育学]主修(in);专攻84.Security[si?kju?riti]n.安全;保证,担保;保护,防护;有价证券;adj.安全的,保安的,保密的85.Swap[sw?p]n.交换;交换物,被掉换者;vi.交换(⼯作);vt.⽤…替换,把…换成,掉换(过来)/doc/04be14f2c77da26925c5b0c2.html micoid[?l?mik?id]带云母填充料的⼀种酚基塑料87.legend[?led??nd]n.传说;传奇⼈物;铭⽂;图例88.twist[twist]vt.扭成⼀束;搓,捻;绕,卷;连结,交结;vi.被搓揉;蜿蜒,曲折;扭曲⾝体,扭动;旋转,转动;n.揉搓之物;丝线;烟草卷;旋转89.internal[in?t?:n?l]adj.国内的;内部的;体内的;内⼼的;prep.(机构)内部的;n.内脏,内部器官;本质,本性90.equivalent[i?kwiv?l?nt]adj.相等的,相当的,等效的;等价的,等积的;[化学]当量的;n.对等物;[化学]当量91.GAUGE[ɡeid?]n.测量的标准或范围;尺度,标准;测量仪器;评估;vt.(⽤仪器)测量;确定容量,体积或内容;评估,判断;采⽤92.Liquid[?likwid]n.液体;流⾳;adj.液体的;清澈的;(声⾳)流畅的;易转换成现款的93.Origin[??rid?in]n.起源,根源;出⾝;[数]原点,起点;[解](筋,神经的)起端94.Arrangement[??reind?m?nt]n.安排,料理,筹备,预备;整顿,整理,排列,布置,分类;商定,约定;调解,和解95.Appendix[??pendiks] n.附录;阑尾;附加物96.MOUNTING[?ma?nt??]n.装备;衬托纸;登上;乘骑adj.上升的,增长的v.登上,骑上(mount的现在分词);增加,上升;上演;准备97.LOCATION[lke??n]n.位置,场所;定位;外景(拍摄地)98.DETERMINED[d?'t?:m?nd]adj.坚定的;毅然的;确定的v.(使)下决⼼,(使)做出决定(determine的过去式和过去分词);决定;确定;使决定99.CHANNEL['t??nl]n.频道,波道;渠道;途径;海峡vt.引导,开导;形成河道/doc/04be14f2c77da26925c5b0c2.html TCH[l?t?]n.门闩;弹簧锁vt.&vi.闩上;⽤碰锁锁上(门等);抓住,占有101.INFLATE[?n'fle?t]vt.&vi.使充⽓(于轮胎、⽓球等);(使)膨胀;(使)通货膨胀;物价上涨102.DEFLATE[d?'fle?t]vt.放⽓;使缩⼩;紧缩(通货)vt.缩⼩;物价下降103.SPINDLE['sp?ndl]n.纺锤,纱锭;轴;细长的⼈或物;[⽣]纺锤体adj.像锭⼦的,绽⼦似的;细长的vt.装锭⼦于;长成细长茎;⽤纺锤形锉打眼vi.长得细长104.SCREW[skru:]n.螺丝钉;螺旋桨,螺旋状物;(螺丝的)转,扭;吝啬⿁vt.⽤螺丝拧紧;扭曲(某⼈的⾯孔);〈俚〉占便宜,诈骗vi.扭转,扭歪;旋紧;(和某⼈)性交105.CLAMP[kl?mp]vt.&vi.夹紧,夹住;锁住;把(砖等)堆⾼,堆存;脚步很重地⾛n.钳,夹⼦;压板,压铁;车轮锁;(砖等的)堆vt.紧紧抓住;紧夹住;被抓住;被夹紧106.PLUGabbr.Public Law Utilities Group公共法应⽤⼩组107.MOUNTED[?ma?nt?d]adj.骑在马[⾃⾏车]上的;安装好的;裱好的v.登上,骑上(mount的过去式和过去分词);增加,上升;上演;准备108.LOCK-OUT[l?k aut]同步损失109.VALVE[v?lv]n.阀;真空管;(管乐器的)活栓;(⼼脏的)瓣膜vt.装阀于;以活门调节110.shaft[?ɑ:ft]n.柄,轴;⽭,箭;〈⾮〉嘲笑;光线vt.给…装上杆柄;〈俚〉苛刻的对待111.union['ju:n??n]n.同盟,联盟;协会,⼯会;联合,团结adj.⼯会的112.stationary['stenr?]adj.不动的,固定的;静⽌的,不变的;常备军的;定居的n.不动的⼈;驻军;固定物113.retract[r?'tr?kt]vt.&vi.撤回或撤消;缩回;缩进114.rigid[?r?d??d]adj.严格的;僵硬的;(规则、⽅法等)死板的;刚硬的,顽固的115.piping[?pa?p??]n.(某种或某长度的)管道;笛声;(⾷品上装饰⽤的)奶油花饰;(⾐服、椅罩等的)滚边adj.尖声的;⾼声的;平静的;平和的116.pack[p?k]n.⼀群;包裹;(纸牌的)⼀副;⼀组vt.&vi.(把…)打包;塞进;拥进;(使)聚集成团vt.挑选;压紧;携带;拧紧vi.包装;紧挤在⼀起;便于折叠收藏的;匆忙离去(有时与off连⽤)117.horizontal[?h?ri?z?nt?l]adj.⽔平的,卧式的;地平线的;[植](枝条)平层的;同⼀⾏业的,同阶层的n.⽔平线;⽔平⾯;⽔平位置;⽔平的物体。
涂布机参数说明

多功能涂布复合机,本机及网纹涂、刮涂、逆转涂于一体的高效环保多功能涂布复合机。
其基本组成为:两个放卷部件、刮涂、网纹涂、逆转涂部件、主滚筒复合部件、收卷部件、机架罩壳部件、电气控制部件。
整机参数:1.有效门幅400mm;导辊辊面4602.机器净重:Kg;3.机器长X宽X高;4.运行机械速度:0~30m/min(可调);5.工作电压:交流380V 50Hz;6.主机总功率约:35 Kw;7.主传动功率:0.75X2=3Kw;8.收卷功率:0.1Kw;9.电加热功率:Kw;10.收放卷标准纸管内径:3”11.最大放卷450mm;12.最大收卷直径450mm;一、放卷部件2组1.放卷采用恒张力传感器检测,张力控制器控制,磁粉制动器执行的闭环张力控制模式,张力控制操作简单,精度高;2.放卷采用机械涨轴避免了气涨轴的漏气等的不必要的麻烦,经久耐用,维护成本低的特点;3.放卷采用针对全息行业自主研发的纠偏控制系统,步进电机与滚珠丝杆配合使用,具有精度高,响应快的特点;4. 放卷采用悬臂式结构,上、下料均很方便。
5.最大纠偏范围±50mm;6. 放卷最大卷径450mm;7. 放卷标准纸管内径:3”二、涂布部分1.涂头采用双墙板结构,墙板经过机械调质处理后再精磨,墙板稳定平整,不变形;2.涂头采用多功能组合设计,能通过简单拆装与改变穿布路线,达到执行不同的涂布方式。
其涂布方式有:刮涂、网纹涂、辊涂(逆转涂),适合于水胶、溶剂型胶,适合于满幅与局部,以及各种胶水厚薄。
并且还可以利用网纹涂功能印刷或打底色。
3.涂头主传动采用摆线针轮减速机效率高,传动平稳,噪声小。
4.传动采用链条,精确可靠,维护成本底;5.控制电机采用变频调速可精确显示速度;6.网纹辊采用无轴装版,装、卸版方便快捷;7.刮涂采用经典的逗号刮刀,并且有4个刮刀口,更耐用。
8.涂辊辊面320mm辊径150mm、网纹辊辊面320mm 辊径150mm;9.料斗采用不锈钢材质,经久耐用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ISO720-3-01-04(第1版)Messrs.SPECIFICATIONfor"HIRANO" Coating Machine( for Battery )DWG. NO.Aug.,20,2010.HIRANO TECSEED Co., Ltd.Coating Machinery, Dept101-1 Kawai, Kawai-choKitakatsuragi-gun, Nara Pref. 636-0051 JAPANTel: (81) 745-57-0685 , Fax: (81) 745-57-10751. General1. Outline:This machine is designed to coat battery slurry on one side of copper/aluminum foil continuously and intermittently and to rewind coated substrate after drying. 2. Scope of work:Design and engineering for the machine.Manufacturing of the machine.HIRANO supplies only hardware and holds the property of all software including but not limited to patents and all drawings of the machine.3. All electric components and panels will comply with followingRequirements .General Area:Electric components: When available, components conforming to JIS standard.4. Mechanical Equipment:The machine is designed and manufactured in Metric System.2. General Technical Data:Coating Condition:1) Raw materials:Kind of material : Aluminum foil. Copper foil.Width of material : 650mm-550mm. 650mm-550mm.Thickness of material: 12-30 µm. 10-30 µm.2) Slurry:Kind of slurry : The slurry should be well disposed and not becoagulated.Solid content : S.C. 65%±5%. S.C. 50%±5%.Viscosity : 3,000-9,000 cps. 3,000-9,000 cps.Solvent : NMP. NMP.Coating weight : 75-150µ per side(dry). 75-150µ per side(dry).Coating width : Max. 630 mm Max. 630 mmCoating speed : Max 10 m/min. Max 10 m/min.(not coating area ≥10mm)3) Mechanical:Mechanical speed : 1.5-15 m/min.Machine speed is not the production speed Roll width : 750 mm.Compressed air : 5 kg/cm² ,non-oil air 120NL/min (supplied by customer).Elecitricity : 380V * 50HZ*3 Phases.Heat source : Heated oil.Explosion-proof : Motors meet Class d2G4,Coating area meet Class eG3.Other Parts: Increased safety or Air Purge Type.Electric Panels: Air Purge Type.4) Calculation base:Base web : Cu.foil/Al. Foil.Weight : 180 g/m2 (20µm).Width : 650 mm.Resin : Slurry.Solid content : Cathode: 65±5% Anode: 50 ±5%Solvent : NMP.Coating thickness : 120µm (single side, dry)Machine speed : 15 m/min.Density of exhaust : L.E.L. 1/4.Temperatrue of air : No. 1-3 zone=120 deg.C.No. 4-6 zone=150 deg.C.Note: These data are used only for calculating out the required heater capacity and exhaust volume and have no relation with actual production speed norproduct quality.5) Coating quality and accuracy:5.1 The outboad edges of coating shall be of the same thickness as in the centerpart so that no ridges will develop on the rewind roll.5.2 Thickness consistency: ≤±2µm for single side and ≤±4µm double sided.5.3 The coating length and width: the coating length and width both for 1st and 2ndsides are measured separately by ruler to meet the tolerance range: <±1mm. 5.4 First-to-second side registration at the initiation and termination ≤±1mm.5.5 First-to-second side alignment at outboard edges (Left and Right)≤±1mm.5.6 Squareness of coating: The maximum distance between initiation or terminationand the line (perpendicular to the foil edge) to be ≤±1mm.5.7 See attached drawingSPECIFICATIONof1) Unwinding DeviceType : Duplex axial fixed type with manual splicer.Unwinding dia : Max. 680 mm.Core I.D. : 3” core.Unwinding direction : From bottom and top.Frame : Made of steel.Chucking system : Mechanical shaft, manual chucking.Side lay : +/- 15mm.Breaking system : Powder clutch with motor. 2 pcsTension: 5-20 kg/full width.Guide roll : 117 mmφmade of Al. with Hcr. Plated. 1 pcE.P.C. unit : Unwiding station body moves, hydraulically 1 setActuated with 0.4 Kw motor, air detection system. Counter : Digital display, 1 set pre-setting. 2 sets Splice table : Table : Made of SUS, with cut guide line.Restrained bar: Arm type.Specificationof2) Coating DeviceType :Comma reverse coating system with intermittent coatingfunction.Intermittent coating:at10 m/min.blank length more than 10mm.Frame :Made of steel.Comma roll :160 mmφmade of steel with Hcr. Plated. 1 pc.Comma roll up/down :AC servo motor with functions including:preset andnumeric display of the gap between comma rolland c-roll, preset and numeric display of commaroll up/down speed.C-roll :160 mm dia. Made of chilled casting with Hcr. Plated, 1pc.driven by servo motor.B-roll :160mm dia.made of steal.covered with EPDM, 1pc.driven by servo motor.Slurry through :Bottom plated made of sus.with scale.Side plate made of foamed polyethylene. 1set.With the traverse function for agitation.Tools to make side plates. 1set. Catch pan :made of stainless steel. 1pc.Feed roll : 160mmΦ made of steel with Hcr.plated. 1pc.120mmΦ coverde with EPDM 1pc. Guide roll : 117mmΦ made of Al.with H cr.plated. 1set.Cleaning doctor : For C-roll cleaning,ON/OFF by air cylinder. 1set. Working stage : Made of steel with checker plates. 1set.Level control : static capacity system level sensor, 1set.the level accuracy to be ≤±3mm.Pattern coating : coating: 200-999mm.Hirano promised to reach 200-2000mmcontrol unit Blank : Min. 10mm. Max. 99mm. 1set. Pattern sensor : for backside coat 1set.Hood for coater : entire coating header area to be fully covered 1set.by means of an explosion proof glass safetyenclosure with clean air purging.Specificationof3) Drying Device(No.1,2&3zone)Type :roll support type.Dryer :3M X 3 zone = 9 Meters.Hot air temperature :40-120 deg.C.Temperature accuracy :set point ±1°C,hot air ±3°C at the mouth of nozzle. Temperature monitoring: 2 in one zone,one above the foil,and oneSensors :below,both to be positioned close to the foil.Dryer body :Inside wall :Made of stainless steel plate.Outside wall :Made of surface treated steel plate.Insulation :75mm thickness glass-wool.Below surface temperature 50 deg.C.(Except for themetal part that connects it with in side.Atmosphere temperature be 20-25 deg.C.)Door :Door with glass window at operator side. 2pcs/zone.Circulating fan :LL type No.3 fan,made of stainless steel,non-spark typeWith inverter control motor.5.5KW explosion proof. 1set/zoneInverter : HIRANO supply 1set/zoneCirculation duct :HIRANO supplies drawing and the customer isresponsible for Manufacturing.Nozzle :Made of stainless steel.Upper nozzle: Jet nozzle.Lower nozzle: Punching plate nozzle.Air speed: 3-10M/Sec.Heater :Heater unit are located next to dryer. 1set/zoneMade of SUS.Filter :VILEDON filter at fresh air intake.Explosion vent :Included.Dryer support :HIRANO supplies drawing and the customer isresponsible for manufacturing.Guide roll (inside dryer) :98mmΦ made of steel with Hcr.plated. 10pcs/zoneOil piping :HIRANO supplies drawing and the customer isresponsible for Manufacturing.Exhaust duct :HIRANO supplies drawing and the customer isresponsible for Manufacturing.Fresh air duct :HIRANO supplies drawing and the customer isresponsible for Manufacturing.Specificationof4) Drying Device(No.4,5&6zone)Type :Air floatation type.Dryer length :5.25M X 3 zone = 15.75 Meters.Hot air temperature :70-150 deg.C.Temperature accuracy :set point ±1°C,hot air ±3°C at the mouth of nozzle.Temperature monitoring sensors: 2 in one zone,one above the foil,and onebelow,both to be positioned close to the foil.Dryer body :Inside wall : Made of stainless steel plate.Outside wall : Made of surface treated steel plate.Insulation : 75mm thickness glass-wool.Below surface temperature 50 deg.C.(Except for themetal part that connects it with in side.Atmosphere temperature be 20-25 deg.C.)Door :Door with glass window at operator side. 4pcs/zone.Circulating fan :LL type No.3 fan,made of stainless steel,non-spark typeWith inverter control motor.7.5KW explosion proof. 1set/zoneInverter : HIRANO supply 1set/zone Circulation duct :Made of stainless steel. 1set/zoneNozzle :Made of stainless steel,floatation nozzle.Air speed: 9-27M/Sec.Heater :Heater unit are located next to dryer. 1set/zoneFilter :VILEDON filter at fresh air intake.lExhaust duct :HIRANO supplies drawing and the customer isresponsible for Manufacturing.Explosion vent :Included.Dryer support :HIRANO supplies drawing and the customer isresponsible for manufacturing.Exhaust fan : Made of steel,non-spark type,with inverter. 1setControl motor : 11kw,explosion proof.Oil piping :HIRANO supplies drawing and the customer isresponsible for Manufacturing.Fresh air duct :HIRANO supplies drawing and the customer isresponsible for Manufacturing.Manometer : 1pc/zone5) Outfeed DeviceE.P.C. unit :Steering roller type,hydraulically actuated.With 0.4KW motor,air detection system. 1setFeed roll :210mmΦ made of steel with Hcr.plated. 1pc.(driven)120mmΦ covered with EPDM. 1pc.W ith cylinder and pneumatic instruments.Guide roll :117mmΦ made of Al.with Hcr.plate d. 1set Dancer roll :117mmΦ made of Al.with Hcr.plated. 1pc. Frame :Made of steel.6) Rewinding DeviceType :Duplex axial fixed type.Rewinding dia. :Max.680mmNote: Depending on the material,shape of would rollmay be telescoped.Specially when winding over Approx.400mm diameter,This is likely to occur.Core I.D. :3”core.Rewinding direction :From bottom and top.Frame :Made of steel.Chucking system :Mechanical shaft,manual chucking. 4pcs Side lay :+/-15mm.Drive system :Dancer control by AC servo motor,Axial change by Clutch.1pc. Tension :5-30 kg/full width,with taper tension control.Touch roll :120mmΦ,made of steel covered with EPDM.Guide roll :117mmΦ made of Al.with Hcr.plated. 1pc.E.P.C.unit :Rewinding station body moves,hydraulically 1setActuated with 0.4kw motor,air detection system. Counter :Two-step pre-setting. 2setsRewind Accuracy :Rolls at diameter 400mm to be rewind with the edgeaccuracy ≤±0.5mm.7) Driving DeviceType : Sectional drive system with AC servo motor.Motor : “B”roll+Infeed1set“C”roll1setGuide roll inside dryer 1setOutfeed roll 1setRewinder 1set“B”roll(Back&Front) 2setsComma roll (up/down) 2sets Transmission parts : Reducer,pulley,belt and etc. 1set8) AttachmentControl pane :Self-standing type,for drive and dryer 1setLocal operation panel :For Unwinder,Coater and Rewinder. 3setsAir purge type.Temperature controller ;With thermo-resistance bulb 6pcsTemperature test display : 2 for each zone,one above the foil 12pcsand one belowRecorder :6-points. 1setGas density meter :Single point (each dryer zone installated one 7setmeter And another meter is installated at inlet1# dryer) Air purge blower : 40M³/min 1set Temperature control valve: 6pcs Pressure difference adjustment device for Thermal Oil. 1pc Air piping : 1set Emergency : 1 on each control panel.9) Spare PartsOne set as in the following:9.1 Bearing for c-roll 2pcs 9.2 Bearing for b-roll 2pcs 9.3 Guide roll 1pc 9.4 belts for driving 1line 9.5 Electric parts 1set 9.6 Control value 1pc 9.7 Filter for dryer 3pcs 9.8 polyethylene foam(500mmX500mm) 50sheets 9.9 Optical fiber of coating senser(two sets total) 1pc 9.10 Doctor for C-roll(750mm type,two sets total) 20pcsSpecificationOf10) Buyer’s ResponsibilityThe following items are not included in HIRANO’s Supply scope:12.1 Foundation works.12.2 Electric wiring works & materials for primary side.12.3 Primary side: From the electric at your side to the main control panel.12.4 Secondary side: From the main control panel to the local Panels, electriccomponent to the junction boxes, and between junction boxes themselves. 12.5 From 1# to 6# exhaust duct and the exhaust duct from the main body to theopen air.12.6 Connection piping works and materials for oil and air, oil piping and fresh airduct from 1# to 6# dryer.12.7 Heat insulation works and materials for piping of oil and for all duct.12.8 Clean air ducts for the coating room works and material; intake purge airducts for coating header enclosure.12.9 Circulation duct of 1#, 2#, 3# dryer.12.10 Dryer support from 1# to 6# dryer.12.11 Exhaust gas treatment device (incinerator or solvent recovery device,etc.)12.12 Air, oil&power source.12.13 Resin mixing & feeding device.12.14 Partial exhaust device.12.15 Hoist or hand fork lift for Unwinder & Rewinder.12.16 Material & energy for trial test.12.17 Ducts after exhaust fan, between machine bodies and the exhaust fan.12.18 Other items not included in the specifications.。