真空感应凝壳炉熔炼系统的设计_宋静思
真空感应熔炼技术的发展及趋势

真空感应熔炼技术的发展及趋势引言真空感应熔炼技术是一种将金属材料在真空条件下进行熔化和铸造的先进技术方法。
它具有高纯度、无气孔、低含氧量等优点,广泛应用于金属材料制备和铸造领域。
本文将对真空感应熔炼技术的发展历程和未来趋势进行全面、详细的探讨。
二级标题:真空感应熔炼技术的发展历程真空感应熔炼技术起源于20世纪50年代,经过多年的发展和改进,取得了显著的成果。
下面将具体介绍几个重要的发展阶段。
三级标题:第一阶段:真空感应熔炼技术的初步研究(20世纪50年代-70年代)在这一阶段,研究人员主要关注真空对金属材料熔炼和铸造过程的影响。
通过实验和理论研究,他们发现真空条件下可以有效地减少杂质氧化、氢的生成和熔体的不均匀性。
真空感应熔炼技术逐渐在实际生产中得到应用,并取得了一定的经济效益。
三级标题:第二阶段:真空感应熔炼技术的关键突破(80年代-90年代)在这一阶段,随着材料科学和金属工艺技术的进一步发展,真空感应熔炼技术取得了一系列关键突破。
研究人员设计了更加高效的感应加热系统,提高了熔炼速度和材料的均匀性。
同时,他们还引入了先进的气体保护措施,进一步降低了杂质含量和气孔率。
这些改进使得真空感应熔炼技术在高精度合金和特殊金属材料制备中得到广泛应用。
三级标题:第三阶段:真空感应熔炼技术的自动化与智能化发展(21世纪以来)随着信息技术的不断发展,真空感应熔炼技术开始向自动化和智能化方向发展。
研究人员通过引入先进的传感器和计算机控制系统,实现了对真空熔炼过程的实时监测和控制。
同时,他们还开发了一系列智能化铸造设备,能够根据不同材料的性质和要求自动调整工艺参数。
这些技术的引入使得真空感应熔炼技术更加高效、可靠,进一步拓宽了其应用领域。
二级标题:真空感应熔炼技术的未来趋势三级标题:高能效与低污染随着人们对可持续发展和环境保护的关注不断增加,真空感应熔炼技术的未来趋势将更加注重高能效和低污染。
研究人员将进一步提高熔炼设备的能源利用效率,降低能耗和碳排放。
真空感应熔炼工艺流程
真空感应熔炼工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、投资分析、行业流程、计划书、设计方案、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!真空感应熔炼是一种高级的冶金工艺,常用于生产高纯度金属合金和特殊钢。
5kg真空自耗凝壳炉设备的研制
5kg真空自耗凝壳炉设备的研制文章介绍了5kg真空自耗凝壳炉的构成,设计及制造过程中的技术难点。
标签:真空凝壳炉;铸造;真空前言真空自耗凝壳炉是目前钛工业生产钛铸件使用率最高的熔铸设备,它的熔炼原理、生产工艺、操作方式以及设备组成与真空自耗电弧炉有很多相似地方。
凝壳炉是在自耗电弧炉和真空感应炉结合基础上,衍生出的一种新式炉型,解决了电弧炉不能浇注铸型,感应炉因为组成结构上的因素对熔融金属有污染的弊病。
采用自耗爐的熔炼环境,在水冷坩埚中快速溶化,达到所需量后,翻转倾斜坩埚,将液态熔融金属注入提前放置好的铸型内,从而获得所需形状的铸型。
自上世纪60年代我国引进第一台25kg真空凝壳炉以来,我国已自行制造出多种型号同类设备,主要用于钛泵、钛阀等化工行业用的耐腐蚀铸件生产,随着精密铸造技术的发展,用于军工和体育用品的生产也日益增多。
本文将对5kg 真空自耗凝壳炉设计中应注意的技术难点做以介绍。
1 设备的主要技术参数公称容量:5kg最大熔化电流:5kA熔炼电压:25-45V工作真空度:6X10-1Pa浇注周期:2~5s(可调)铸型最大尺寸:200mmX200mmX300mm2 设备的构成凝壳炉的炉体结构形式决定着具体的炉型,炉体大小取决于铸型重量体积和坩埚的外形尺寸,以及离心盘直径等因素综合考虑,根据已投入使用设备的炉体结构形式,大致可将凝壳炉炉体形式分为5种类型:卧式、立式、双室、多室和连续式炉型等。
本文设计采用卧式炉型,它的炉体为卧式圆筒体,圆筒壳体上部焊接有一个立式圆筒,方便安装炉盖、电极杆动密封、观察窗、摄像系统、传动系统等。
坩埚以及坩埚翻转机构安装在筒体中部,筒体下方安装有离心盘机构。
筒体前端安装有炉门,后端用封头封死,连接有真空系统。
3 凝壳炉优缺点优点:凝壳炉具有技术成熟、结构简单、设备故障率低、维护简便、炉型系列化大型化的特点,在钛铸造工业是普遍应用的设备。
缺点:凝壳炉生产所使用的自耗电极一般采用电弧炉提供的成品铸锭,加工成凝壳炉生产所需规格的自耗电极。
真空感应熔炼的工艺过程

真空感应熔炼的工艺过程一、设备准备在真空感应熔炼过程中,首先需要准备好相应的设备。
主要设备包括感应加热设备、真空系统、熔炼炉体和冷却系统等。
1.感应加热设备:感应加热设备由感应线圈、感应电源和水冷设备组成。
感应线圈将电能转化为高频电磁能,通过高频涡流作用加热金属材料。
2.真空系统:真空系统用于提供高真空环境,通常由机械泵、分子泵和冷凝器等组成。
机械泵用于快速将气体排出,分子泵用于维持高真空度。
3.熔炼炉体:熔炼炉体通常由感应线圈和电池等构成。
感应线圈将高频电磁能传递到电池中的金属材料上,以加热和熔融。
二、材料准备在进行真空感应熔炼前,需要准备好待熔材料和保护材料。
1.待熔材料:待熔材料通常为金属块、合金粉末或废旧金属等。
这些材料需要事先进行预处理,如筛分、清洗和干燥,以确保材料的纯度和质量。
2.保护材料:保护材料一般为氧化物,如石墨粉末、石英砂等。
保护材料能够防止待熔材料与氧气接触,避免氧化反应的发生。
三、真空感应熔炼过程1.加热阶段:首先将待熔材料放入熔炼炉体中,并使用夹具或机械臂固定。
然后启动真空系统,将熔炼炉体抽成高真空。
接下来,通过感应加热设备传递高频电磁能到待熔材料中,使其迅速加热。
2.熔融阶段:待熔材料在高温环境下逐渐熔化。
在熔融过程中,可以通过控制加热功率、加热时间和冷却方式等参数,调整熔炼过程中的温度和热量分布,以保证熔体的均匀性。
3.浇注阶段:当熔融达到所需程度时,关闭加热设备和真空系统。
然后使用铸造容器或浇注机械将熔融金属快速浇注到模具中,通过冷却处理,使其凝固成型。
浇注后的金属产品经过除渣、清洗和加工等工序,即可得到高纯度的金属制品。
四、应用与优势该技术的优势主要有以下几点:1.高纯度:由于在高真空环境中进行熔炼,能够有效去除杂质和气体,获得高纯度的金属产品。
2.快速加热:采用感应加热技术,能够迅速、均匀地加热材料,加热效率高。
3.可控性强:通过调整加热参数,可以实现对熔融过程中温度和热量分布的精确控制,确保熔体的质量要求。
ZGD10kg真空感应熔炼定向凝固炉技术条件

ZGD10kg真空感应熔炼定向凝固炉技术条件1 概述:真空感应熔炼定向凝固炉是我所以真空感应熔炼炉为基础研制开发的一种用于获得晶体材料的一种现代化设备。
2 工作原理:本设备利用中频感应加热进行熔化材料,然后将熔融的材料倒入特定形状的坩埚内,通过石墨电阻炉(带组合屏) 加热、保温、控温。
然后使坩埚缓慢下降,通过一个温度梯度较大的区域,让结晶从坩埚底部开始,逐渐向上推移,进行晶体生长。
本产品主要适用于生产碱卤化物、光学晶体、闪烁晶体、激光晶体等。
3 主要技术指标:3.1 坩埚容积:5~10kg (钢)3.2 设备总功率:145kW3.3 中频电源功率:60kW3.4 中频工作电压:250V3.5 中频频率:<4000Hz3.6 输入电压:三相380V3.7 电阻炉总功率:60kW3.8 电阻炉工作电压:≤28V3.9 电阻炉输入电压:220V3.10 力矩电机输入电压:220V±10%3.11 力矩电机速度设定:0.5~500转/分3.12 力矩电机电流设定:0.10~1.70A3.13 铸模拉速范围:0.1~10mm/min (下降)3.14 拉模行程:50mm/min (回位)3.15 拉模工作振动指标:400行程内振动小于0.05g 、摆动量小于20μm 3.16 熔化周期:小于30min3.17 极限真空度: 6.67×10-3Pa3.18 工作真空度: 6.67×10-2Pa3.19 压升率:小于3Pa/h3.20 电阻炉温度:极限1400℃¢90×400mm 均温区内温差±5℃3.21 中频熔炼温度:极限1700℃3.22 冷却水压:0.15MPa —0.3MPa3.23 冷却水流量:9m3/h3.24 设备总重量: 3.8t (视不同的中频电源略有变化)4 结构性能和特点:4.1 10kg真空感应熔炼定向凝固炉的主要结构:炉体、炉盖、提升机构、转轴进电、线圈、保温炉、托锭机构、真空系统、液压系统、气动系统、视窗机构、控温系统等。
真空熔炼炉设计..
毕业设计论文学院机电工程与自动化学院专业机械制造及自动化(专升本)学号124A1144姓名郭利娜指导教师任伯航日期二○一五年九月十三日摘要目前,随着航天、航空、军工、核电、能源、化工等领域的不断向前发展,不仅特殊钢、精密合金、电热合金、高温合金等特殊合金的需求量越来越大,而且对其质量要求更加苛刻,这就促进了真空感应炉的发展与研究.与其他冶炼方法相比,真空感应熔炼炉能更精确的控制所炼钢种或合金的成分;钢或合金中气体和非金属夹杂物的含量水平圆圆低于其他熔炼方法;真空熔炼炉的温度相对来来说比较容易控制,而控制压力水平就是真空感应熔炼炉最显著的特点。
本设计研究的对象是25KG的真空感应熔炼炉装置的设计,包括此炉的总功率的热工计算、中频电源的电参数技术计算,坩埚材质的选择以及坩埚尺寸的设计,感应器材料的选择与机构设计,真空系统泵阀的选择以及真空管的布置,炉壳的强度校核,冷却系统的设计等,本课题的设计论述出来各部分的设计方法与原则以及计算设计过程和必要的强度校核。
关键词真空感应炉设计ABSTRACTAt present,with the continuous development of some areas,such as acrospace,avaiation,military industry ,nuclear power,energy and chemical area,not only the demand of special alloy –heat resisting alloy ,high temperature alloy, corrosion resistant alloy—areas increasing,but the quality requirements of this special alloy are becoming more stringent.All of this promoted the development and research of vaccum induction furnace. Compared with other smelting method, vaccum induction smelting furnace is able to precisely control composition of steel or alloy, and gas and nonmetallic inclusions in steel or alloy are far below other smelting method.The temperature of the vacuum induction furnace is relatively easy to control, and control the pressure level is the most distinguishing feature of vacuum induction furnace. This research sets the target of 10 kg vacuum intermediate frequency induction furnace。
50 公斤真空感应熔炼炉制造过程总结
50 公斤真空感应熔炼炉制造过程总结一、前言在熔炼工业中,真空感应熔炼炉是一种常见的熔炼设备,它可以用于生产各种金属和合金制品。
本文将对50 公斤真空感应熔炼炉的制造过程进行总结,以期为相关领域的专业人士提供一些参考和借鉴。
二、设计与规划1. 确定炉体容量和规格根据生产需求,确定真空感应熔炼炉的容量和规格,通常根据需要熔炼的金属重量来确定炉体的大小。
2. 选材与结构设计选取高温合金材料作为炉体材料,设计结构合理的炉体形状,保证炉体的强度和稳定性。
三、零部件加工与装配1. 炉体制造首先进行高温合金材料的预处理和加工,然后根据设计图纸进行炉体的各个部件的加工和制作,最后进行炉体的装配和焊接。
2. 感应线圈制作根据设计要求,选择合适的材料和尺寸进行感应线圈的制作,保证其导电性和耐高温性能。
3. 感应电源装配选取适用的感应电源设备,进行相关电路的设计和装配,确保电源输出稳定且符合熔炼工艺要求。
四、真空系统安装调试1. 真空泵安装根据炉体设计要求,选取适用的真空泵设备,进行安装和连接。
2. 真空度调试对真空系统进行调试,确保其能够达到熔炼工艺要求的真空度。
五、炉体调试1. 感应线圈参数调试对感应线圈进行相关参数的调试,确保其能够产生符合熔炼要求的感应电磁场。
2. 温度控制系统调试对炉体的温度控制系统进行调试,确保其能够稳定控制炉体温度。
六、工艺验证和调整1. 熔炼试验进行熔炼试验,验证炉体的熔炼性能和稳定性,对炉体进行相关参数的微调和优化。
2. 工艺文件编制根据熔炼试验结果,编制相关的工艺文件,确保生产过程的可控性和稳定性。
七、总结与展望本文对50 公斤真空感应熔炼炉制造过程进行了总结,通过设计与规划、零部件加工与装配、真空系统安装调试、炉体调试、工艺验证和调整等环节,详细介绍了真空感应熔炼炉的制造过程。
希望能够为相关领域的专业人士提供一些参考,也希望在未来的研究中能够进一步完善和优化这一领域的技术和工艺,为熔炼工业的发展做出更大的贡献。
【CN209802063U】一种金属熔炼用真空感应炉【专利】
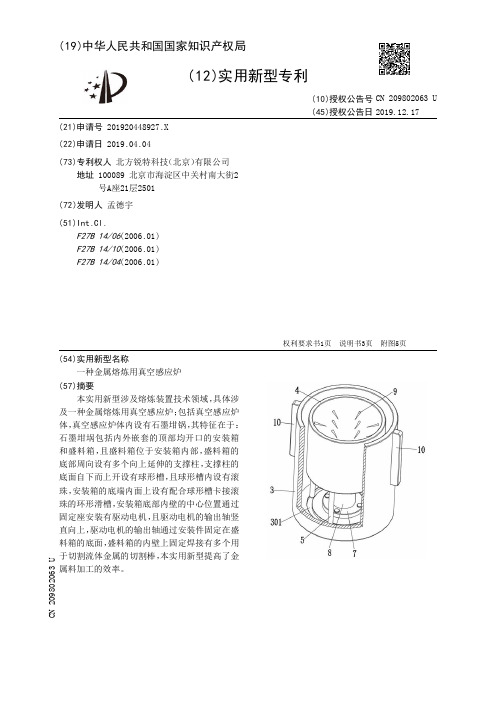
(19)中华人民共和国国家知识产权局(12)实用新型专利(10)授权公告号 (45)授权公告日 (21)申请号 201920448927.X(22)申请日 2019.04.04(73)专利权人 北方锐特科技(北京)有限公司地址 100089 北京市海淀区中关村南大街2号A座21层2501(72)发明人 孟德宇 (51)Int.Cl.F27B 14/06(2006.01)F27B 14/10(2006.01)F27B 14/04(2006.01)(54)实用新型名称一种金属熔炼用真空感应炉(57)摘要本实用新型涉及熔炼装置技术领域,具体涉及一种金属熔炼用真空感应炉;包括真空感应炉体,真空感应炉体内设有石墨坩锅,其特征在于:石墨坩埚包括内外嵌套的顶部均开口的安装箱和盛料箱,且盛料箱位于安装箱内部,盛料箱的底部周向设有多个向上延伸的支撑柱,支撑柱的底面自下而上开设有球形槽,且球形槽内设有滚珠,安装箱的底端内面上设有配合球形槽卡接滚珠的环形滑槽,安装箱底部内壁的中心位置通过固定座安装有驱动电机,且驱动电机的输出轴竖直向上,驱动电机的输出轴通过安装件固定在盛料箱的底面,盛料箱的内壁上固定焊接有多个用于切割流体金属的切割棒,本实用新型提高了金属料加工的效率。
权利要求书1页 说明书3页 附图5页CN 209802063 U 2019.12.17C N 209802063U权 利 要 求 书1/1页CN 209802063 U1.一种金属熔炼用真空感应炉,包括真空感应炉体(1),所述真空感应炉体(1)内设有石墨坩锅(2),其特征在于:所述石墨坩锅(2)包括内外嵌套的顶部均开口的安装箱(3)和盛料箱(4),且盛料箱(4)位于安装箱(3)内部,所述盛料箱(4)的底部周向设有多个向上延伸的支撑柱(5),所述支撑柱(5)的底面自下而上开设有球形槽(501),且球形槽(501)内设有滚珠(6),所述安装箱(3)的底端内面上设有配合球形槽(501)卡接滚珠(6)的环形滑槽(301),所述安装箱(3)底部内壁的中心位置通过固定座(7)安装有驱动电机(8),且驱动电机(8)的输出轴竖直向上,所述驱动电机(8)的输出轴通过安装件固定在盛料箱(4)的底面,所述盛料箱(4)的内壁上固定焊接有多个用于切割流体金属的切割棒(9)。
一种新型真空感应熔炼炉[发明专利]
![一种新型真空感应熔炼炉[发明专利]](https://img.taocdn.com/s3/m/36cc7020aa00b52acfc7caee.png)
专利名称:一种新型真空感应熔炼炉
专利类型:发明专利
发明人:杨红星,朱明,王寰宇,宋久宝,陆柄森,朱奇斌,陈伟,黄慧庆,刘贯伟,熊武文,付国宝,蒋声云,林丽群,张秋铭申请号:CN201910704792.3
申请日:20190801
公开号:CN110470137A
公开日:
20191119
专利内容由知识产权出版社提供
摘要:本发明提供一种新型真空感应熔炼炉,包括冷却系统,高频感应机,绝缘隔板,高频感应加热线圈,温度探测仪,坩埚,温度显示屏,进气阀,真空表,进气阀,真空加热炉,观察窗,真空泵和真空波纹管,所述的冷却系统通过冷却水管与高频感应机相连;所述的绝缘隔板安装在真空加热炉的侧部;所述的高频感应加热线圈穿过绝缘隔板进入真空加热炉内;所述的温度探测仪设置在真空加热炉内。
本发明高频感应加热线圈,温度探测仪和冷却系统的设置,结构设置合理,单位能耗低,有效提高了钕铁硼磁体原料的加热效率,便于控制加热温度,有效保护加热设备,便于市场推广和应用。
申请人:江西荧光磁业有限公司
地址:341001 江西省赣州市赣州经济技术开发区金岭西路170号
国籍:CN
更多信息请下载全文后查看。
一种感应熔炼真空脱气设备[实用新型专利]
![一种感应熔炼真空脱气设备[实用新型专利]](https://img.taocdn.com/s3/m/c9462e62d0d233d4b04e69b8.png)
专利名称:一种感应熔炼真空脱气设备专利类型:实用新型专利
发明人:陈鹰,何宏
申请号:CN201220736586.4
申请日:20121228
公开号:CN203065509U
公开日:
20130717
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种感应熔炼真空脱气设备,包括感应炉、VIP电源、炉盖自动移动装置、上加料机构、真空系统、油池过滤器及保温浇料斗。
感应炉包括炉壳、炉盖及感应线圈,炉壳为设有水冷隔套的腔体,炉壳的顶部设置一密封法兰,使炉壳的密封法兰与炉盖之间构成全封闭的真空室;感应线圈安置在炉壳内;VIP电源与感应线圈连接;炉盖自动移动装置分别与炉盖及上加料机构连接;真空系统通过管道及一隔离阀与炉盖连接;油池过滤器安装在感应炉与真空系统之间的管道上;保温浇料斗设在感应炉的一旁。
本实用新型的感应熔炼真空脱气设备能高效率地熔炼出精炼钢,并具有投资少、占地面积小、操作灵活及增加产能的优点。
申请人:无锡应达工业有限公司,应达工业(上海)有限公司
地址:214028 江苏省无锡市新区锡梅路92号
国籍:CN
代理机构:上海兆丰知识产权代理事务所(有限合伙)
代理人:黄美英
更多信息请下载全文后查看。
真空感应炉熔炼浇铸过程常见问题分析
真空感应炉熔炼浇铸过程常见问题分析
陈城;张剑
【期刊名称】《科技广场》
【年(卷),期】2016(000)011
【摘要】用真空感应熔炼炉熔炼浇铸制备Fe-Ga合金,除了炉内真空度、电流强度等影响因素外,石英坩埚、清洁程度以及加热位置同样对其有着重要的影响,关系到合金制备的成败.本文通过针对实验过程中物料损失异常的情况,查找并分析原因,最终得出结论.
【总页数】4页(P62-65)
【作者】陈城;张剑
【作者单位】南昌工程学院机械与电气工程学院,江西南昌 330099;南昌工程学院机械与电气工程学院,江西南昌 330099
【正文语种】中文
【中图分类】TF1
【相关文献】
1.真空感应炉熔炼过程供电制度的优化 [J], 邓长辉;桑海峰;王福利;王姝;郑险峰;任伟;姜立新;宗德平
2.1吨真空感应炉熔炼设备及熔炼工艺简介 [J], 尤小纬
3.非真空感应炉熔炼蒙乃尔M—30C材料在生产中的应用 [J], 张建雄
4.真空感应炉熔炼雾化3D打印镍-钛形状记忆合金丝材和球形粉末 [J], 周睿之;李享;郭嘉昕;郭永喜
5.300 kg真空感应炉熔炼08Cr9CoMo钢的氧含量研究 [J], 金一标;姚钰明;李亚军;彭祺珉
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
真 空 VACUUM
真空
VACUUM
Vol. 53,No. 5 Sep. 第205136 卷
真空感应凝壳炉熔炼系统的设计
宋静思 1,訾 雁 2,牟 鑫 1,张哲魁 1,孙足来 1
(1.沈阳真空技术研究所,辽宁 沈阳 110042;2.沈阳黎明航空发动机(集团)有限责任公司,辽宁 沈阳 110043)
目前国内外的普遍做法是通过高压冷却水
来达到足够的换热效果来冷却坩埚瓣及坩埚底。
一般情况下冷却水压力在 0.4 到 1.0MPa,具体用
多少压力主要考虑所需冷却量与机械结构适用
性。由于 ISM 系统对冷却水要求较高,故目前多
数厂家采用的是独立水冷机组来冷却真空冷坩
埚感应凝壳炉的 ISM 系统。ISM 设备在熔炼时因
这 种 结 构 由 每 个 独 立 的 分 瓣“ 拼 ”成 一 个 圆 筒 ,每 个 瓣 内 部 有 两 条 坚 直 水 道 ,一 进 一 回 ,在 上 部 或 下 部 是 连 通 的 。 常 用 焊 接 形 式 制 造 ,也 可 用 机械结构连接。日本学 者 Hitoshi Kawano 等 人 的 专利[5]对此有详细说明。这种结构有两大突出优 点 :第 一 ,由 于 是 单 水 道 流 通 冷 却 水 ,所 以 在 相 同 截 面 积 水 道 的 前 提 下 ,水 道 直 径 可 以 更 小 ,进 而 坩 埚 瓣 的 厚 度 可 以 更 薄 ,能 量 利 用 率 自 然 也 就 提 升 了 ;第 二 ,由 于 是 多 个 独 立 分 瓣 拼 装 的 结 构 ,这 种 结 构 即 使 因 为 冷 坩 埚 内 壁 打 火 或 其 它 事 故 ,也 不 会 将 所 有 分 瓣 损 坏 ,只 需 对 损 坏 的 分 瓣 进 行 替 换 即 可 ,从 使 用 成 本 上 来 讲 优 势 很 明 显 。当 然 ,历 史 上 也 出 现 过 一 种 分 瓣 式 内 插 管 的 结 构 ,但 应 用 不多。
1.1.2 并联水冷结构 “ 并 联 ”水 冷 结 构 也 分 炉 内 分 流 与 炉 外 分 流
两 种 。炉 外 分 流 时 ,其 引 入 水 管 数 一 般 较 多 ,至 少 为 四 根 ;炉 内 分 流 时 ,则 只 需 一 进 一 回 两 根 水 管 引入真空腔,冷却水在熔炼系统内分开两部分, 一部分冷却冷坩埚瓣,一部分冷却冷坩埚底 。对 于炉内分流的方式测量坩埚瓣与坩埚底相关热 场 数 据 就 变 得 很 困 难 ,因 为 在 回 水 是 两 部 分 冷 却 水 混 合 后 ቤተ መጻሕፍቲ ባይዱ 出 真 空 腔 的 ,所 以 测 量 的 水 温 、流 量 等 数 据 不 能 反 映 瓣 与 底 各 自 的 情 况 。炉 外 分 流 的 结构在实验室中可以见到,因为采用炉外分流 “ 并 联 ”水 冷 结 构 在 数 据 采 集 方 面 更 有 优 势 ,这 种 优势通过加装各类传感器实时测量冷坩埚熔炼 系 统 内 的 情 况 ,对 于 了 解 、研 究 及 改 进 设 备 及 其 熔炼工艺是很有帮助的。 美 国 Consarc 公 司 采 用 的 就 是 炉 内 分 流“ 并 联 ”水 冷 结 构 [ 3 ] 。 1.2 冷坩埚瓣的水冷结构
冷 坩 埚 侧 壁 结 构 主 要 分 整 体 式 与 分 体 式 。所
· 74 ·
真空
VACUUM
第 53 卷
在 分 瓣 式 坩 埚 侧 壁 的 水 冷 中 ,也 存 在“ 瓣 内 串 联 ”与“ 瓣 内 并 联 ”的 问 题 ,目 前 已 知 的 大 部 分 厂 商 一 般 都 采 用“ 瓣 内 并 联 ”,即 冷 即 水 同 时 从 坩 埚 瓣 所 有 的 进 水 孔 进 入 ,并 从 出 水 孔 流 出 。 当 然 也有“瓣内串联”设计思路。如图 6 所示,这种设 计 实 现 过 程 中 较 为 麻 烦 ,而 且 水 冷 不 均 ,虽 然 有 “ 串 联 报 警 ”的 功 能 ,但 实 际 应 用 中 意 义 不 明 显 , 鲜有应用。
P1 ——— 冷 坩 埚 损 失 功 率(kW)
P — —— 电 源 输 入 功 率(kW)
Δt — —— 进 回 水 温 差(℃)
C—— —冷却水比热容(kJ(/ kg·K))
一般情况下可取 C=4.1868kJ(/ kg·K)
得到冷却水流量后,可通过伯努力方程计 算
在假定压力及管径下的实际流量来进行校核。
图 4 Consarc 公司 ISM 设备 Fig.4 The ISM furnace made by Consrac
谓 整 体 式 ,一 般 是 指 采 用 整 个 厚 壁 铜 管 加 工 水 道 及 切 缝 的 结 构 ;分 体 式 ,一 般 是 指 采 用 多 个 冷 坩 埚 瓣“ 拼 ”成 一 个 整 体 的 圆 筒 形 ,每 个 瓣 内 有 独 立 的 水 道 和 切 缝 ,瓣 与 瓣 之 间 的 缝 隙 也 构 成 了 磁 场 透入的通道。
(1.Shenyang Vacuum Technology Institute, Shenyang 110042, China; 2. Shenyang Liming Aero-Engine Group Corporation Ltd, Shenyang 110043, China; )
Abstract:This paper puts forward some design ideas about cooling structure, induction coil and optimization of magnetic
图 1 中 展 示 了 VISF-2 型 真 空 冷 坩 埚 感 应 凝 壳 炉 ,该 型 设 备 用 于 生 产 钛 合 金 及 其 它 难 熔 活 泼 金属的 铸 件 。 图 2 为 感 应 凝 壳 熔 炼 系 统(ISM 系 统)的 示 意 图 。
1 冷坩埚熔炼系统的水冷设计
冷 坩 埚 熔 炼 系 统(以 下 简 称 ISM 系 统)做 为
坩埚内的不同炉料及熔炼的不同阶段会有不同
的功率需求,其冷坩埚需要的冷却水流量也不
同 。但 对 于 工 程 上 的 设 计 而 言 要 兼 顾 各 种 情 况 并
留 有 充 分 的 安 全 余 量 。其 用 水 量 可 参 考 以 下 公 式
计算:
Qc=
3 . 6P1 Δt·C
Qc ——— 冷 却 水 流 量(m3/h)
系 统 后 ,分 两 路 同 时 经 过 进 入 冷 坩 埚 瓣 与 冷 坩 埚
底。
1.1.1 串联水冷结构
“ 串 联 ”有 利 用 减 少 引 入 炉 体 内 水 管 数 量 ,从
而 达 到 简 化 水 路 结 构 的 目 的 。 同 时 ,由 于 冷 却 水
进水口 出水口 图 3 “串联”水冷示意图 Fig.3 The“series connection”cooling structure
Key words:ISM; cold crucible; induction melting
真 空 冷 坩 埚 感 应 凝 壳 炉 ,是 一 种 通 过 感 应 加 热方式配合有切缝的水冷铜坩埚来进行熔炼的 特 种 冶 金 设 备 。由 于 此 种 方 法 在 熔 炼 时 熔 融 的 金 属 会 在 坩 埚 壁 和 底 部 形 成 一 层 凝 壳 ,所 以 这 种 熔 炼国际一般称为 Induction Skull Melting(ISM)。真 空 冷 坩 埚 感 应 凝 壳 炉 在 熔 炼 Ti、TiAl 合 金 及 Zr 合金等难熔活泼金属时,可以准确控制熔炼条 件 ,因 而 在 应 用 上 比 较 灵 活 ,广 泛 应 用 于 航 空 、军 工 等 行 业 。 ISM 设 备 最 早 可 以 追 述 到 上 世 纪 50 年 代 [1],70 年 代 开 始 逐 渐 应 用 于 工 业 生 产 ,经 过 40 多年的发展 ,现 已 经 发 现 出 多 种 形 式 ,多 种 功 能 的 产 品 。本 文 以 冷 坩 埚 感 应 凝 壳 炉 设 备 特 点 入 手简要阐述此类设备的设计要点。
第5期
宋 静 思 ,等 :真 空 感 应 凝 壳 炉 熔 炼 系 统 的 设 计
· 73 ·
坩埚瓣
感应线圈
合金料 凝壳 坩埚底
出水 进水
图 2 ISM 系统示意图 Fig.2 Schematic of the ISM system
先 经 过 冷 坩 埚 瓣 后 经 过 冷 坩 埚 底(或 顺 序 相 反), 所 在 如 果 有 一 方 出 现 特 殊 情 况(如 堵 塞 等),整 体 水 路 上 的 流 量 、压 力 、水 温 都 会 出 现 明 显 变 化 ,也 就 是 说 这 种 结 构 达 到 了 一 种“ 串 联 报 警 ”的 效 果 。 但 是 ,“ 串 联 ”水 冷 结 构 一 方 面 其 内 部 往 往 比 并 联 要 复 杂 ;另 一 方 面 ,这 种 结 构 不 能 单 独 测 量 冷 坩 埚 瓣 与 冷 坩 埚 底 的 冷 却 水 流 量 、 压 力 及 温 度 ,不 利 用 熔 炼 数 据 采 集 ,对 于 研 发 型 设 备 来 说 在 实 验 数 据 收 集 方 面 这 种 结 构 处 于 劣 势 。 德 国 ALD 公 司 的 真 空 冷 坩 埚 感 应 凝 壳 炉 采 用 “ 串 联 分 瓣 ”式 水冷结构[2]。
摘 要:针对真空冷坩埚感应凝壳炉,提出了冷坩埚熔炼系统的水冷结构 、感应器、磁场优化等 方 面 的
几种设计思路。并且分析了每种设计思路的特点与适用范围。
关 键 词:ISM;冷坩埚;感应熔炼
中 图 分 类 号 :TF341 . 7
文 献 标 识 码 :B
文 章 编 号 :1002 - 0322(2016)05 - 0072 - 06
1.1 水冷结构的“串联”与“并联”
ISM 系统的水冷结构,一般分为坩埚瓣与坩