西门子PLC及变频器在热处理生产线上的应用
西门子S120变频器在转炉中的应用
西门子S120变频器在转炉中的应用桂立波① 徐慧明(广东省阳春新钢铁有限责公司炼钢厂 广东阳春529600)摘 要 采用西门子新一代变频器S120为核心来升级转炉倾动主从控制系统,通过组建新的控制方式来提高转炉控制的精度和平稳性。
系统中采用一台西门子CU320-2控制单元控制4台西门子功率单元,控制单元与功率单元通过CLIQ连接,功率单元与plc通过profibus dp连接。
实现通过一台西门子CU320-2控制单元控制4台西门子功率单元的主从控制方式实现多轴控制,极大的提高了机械传动的同步性,消除了同步差异性引起的变频报故带来的生产风险因子。
通过我们公司的实践表明采用一台控制单元实现多轴同步控制与老一代一对一通控制方式比对,无论是从控制方式、结构设计都优于前者。
关键词 变频器 转炉 倾动系统 主从控制中图法分类号 TF3 文献标识码 BDoi:10 3969/j issn 1001-1269 2023 06 027ApplicationofSiemensS120FrequencyConverterinConverteGuiLibo XuHuiming(SteelmakingPlant,GuangdongYangchunNewSteelCo.,Ltd.,Yangchun529600)ABSTRACT ThenewgenerationofSiemensinverterS120isadoptedtoupgradetheconvertertiltingmaster slavecontrolsystem,andtheprecisionandstabilityofconvertercontrolareimprovedbyestablishinganewcontrolmode.Inthesystem,aSiemensCU320 2controlunitisusedtocontrol4Siemenspowerunits.ThecontrolunitandpowerunitareconnectedthroughCLIQ,andthepowerunitandplcareconnectedthroughprofibus dp.Themulti axiscontrolisrealizedthroughthemaster slavecontrolmodeofcontrollingfourSiemenspowerunitsbyoneSiemensCU320 2controlunit,whichgreatlyimprovesthesynchronizationofmechanicaltransmissionandeliminatestheproductionriskfactorscausedbyfrequencyconversionalarmcausedbysynchronizationdifference.Thepracticeofourcompanyshowsthatthemulti axissynchronouscontrolusingonecontrolunitissuperiortotheoldgenerationone to onecontrolmode,bothintermsofcontrolmodeandstructuredesign,anditisworthpopularizingandadopting.KEYWORDS Frequencyconverter Converter Tiltingsystem Master slavecontrol1 前言西门子官方公布西门子6SE70系列变频器于2011年10月宣布全部停产,新一代的西门子S120变频器作为迭代产品已成为电气传动领域的主力军。
PLC和触摸屏在热处理生产线上的应用
其 是采 用化 学试 剂 分离 再生 骨料 , 大大 扩大 了废 耐 材
的使用 范 围。 当前 ,废 弃 的 耐火 材料 的 综合 利 用方 式 主要 是 修 复使 用 、降级使 用 及 单纯 的规格 颗 粒 料配人 式 利 用 。
【 李 林, 2 ] 洪彦若. 第九届国际耐火材料技术大会述评 【.耐 J ]
Th p ia o f o c c e n t a r a n r d c o n e Ap l t n o u h S r e He t e t g P o u t n Li e ci T o T i i
XUE Yig c e g F NG ic e , W ANG e g h n -h n , E Ha — h n Zh n - u
维普资讯
带 技 流 木交
— — — — — — — — — — — — — — — — — — . . — — — — — — . — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — 。 — — — — — — — — — — — — — . — — — — — — — — 一 — —
火材料,2 0 ,4 ( 0 6 0 特刊 ) 9 —9 . :2 02 7
【] 3杨
彬, 李红 霞, 王守业. 第八届 国际耐火 材料学术 会议述
开展 分 离技 术 、均 化技 术 、纯 化技 术研 究 ,逐 步 向提
70
评 【] J.耐火材料,2 0 ,3 () 2 —2 . 0 4 8 2 :14 19
维普资讯
技术交流
《 工业加热》 3 卷20 年第 6期 第 6 07
P C和触摸屏在热处理生产线上的应用 L
SM150中压变频器在热轧厂主传动系统的应用
SM150中压变频器在热轧厂主传动系统的应用摘要:SM150运行平稳、可靠,模块化的设计理念为以后的备件提供方便,也便于维护,节省了维护成本和时间。
本文介绍了以SM150变频器为核心的驱动系统以及西门子自动化产品在热轧主传动系统的应用,说明了其主要配置、功能、监控系统、主要设备设计以及整个主传动系统的特点。
关键词:SM150;主传动系统;全集成自动化Abstract: SM150 stable running, reliable, modular design concept for the subsequent parts to provide convenient, easy maintenance, saving the cost and time of maintenance. This paper introduces the SM150 inverter is the core of the drive system and Siemens automation products in the hot rolling main drive system, describes its main configuration, function, monitoring system, main equipment design and the main characteristics of transmission system.Key words: SM150; main drive system; integrated automation1、前言SINAMICS SM150 是用于高低速应用的高端驱动器变频器。
因此,我们把它用于需要高动态性能和可以对线路供电进行可再生反馈的应用——一般搭配的电机功率为4 - 26 MW。
水冷型的SINAMICS SM150 驱动器变频器可以对线路供电进行可再生反馈,可以用作带有成熟的IGCT电力半导体器件的单电机或多电机驱动器,用于中压驱动应用。
PLC在生产线控制中的应用案例分享

PLC在生产线控制中的应用案例分享PLC(可编程逻辑控制器)是一种常见的工业自动化设备,广泛应用于各种生产线的控制系统中。
本文将分享几个PLC在生产线控制中的应用案例,旨在探讨PLC的功能和应用,以及它们在提高生产效率和质量方面的作用。
案例一:汽车生产线在汽车生产线上,PLC扮演着关键的角色。
它通过接收传感器和外部设备的输入信号,对各个工作站的运行进行控制和调度。
通过编程,PLC可以对不同的操作进行精确的定时和顺序控制,确保每个工作站都按照正确的步骤进行,并与其他工作站协调合作。
举个例子,在汽车装配线上,PLC可以控制机械臂的动作和位置,确保零部件的准确提取和装配。
它还可以监控传送带的速度和方向,及时调整生产节奏,以适应不同车型和订单的要求。
通过PLC的应用,汽车生产线可以实现高效、精确和稳定的生产,大大提升了生产效率和产品质量。
案例二:食品加工生产线在食品加工行业,PLC也发挥着重要的作用。
以饼干生产线为例,PLC可以控制不同工作站的温度、时间和速度等参数,实现对各个工艺环节的精确控制。
例如,在饼干生产的烘烤环节,PLC可以根据产品种类和要求,控制烤箱的温度和气流方向,确保饼干可以均匀烘烤,达到理想的口感和外观。
此外,PLC还可以监测并记录生产数据,如温度、湿度、压力等,以便质量控制人员进行分析和追溯。
案例三:包装生产线在包装行业,在PLC的应用下,生产线的包装过程可以更加高效、准确和可靠。
例如,在瓶装水生产线上,PLC可以控制灌装机的流量和速度,确保每个瓶子都按照预定的容量装满水。
它还可以监控瓶子的位置和运行速度,及时进行调整,避免瓶子的堵塞和脱落。
此外,PLC还可以与其他包装设备如贴标机、封口机等进行联动控制,实现自动化生产和包装过程。
综上所述,PLC在生产线控制中的应用案例丰富多样。
它的高可编程性和灵活性使得PLC适用于各种不同的生产线和行业。
通过合理的编程和控制,PLC能够提高生产效率、降低成本、提升产品质量,并且具备良好的稳定性和可靠性。
西门子PLC在化工行业的应用与发展

西门子PLC在化工行业的应用与发展PLC将多种先进的技术集合起来,比如信息技术、数字化以及微电子等,从传统的接线转变为储存逻辑,其功能更加齐全,能量更大,能够满足化工行业中发展的实际需要,由于PLC具有很强的稳定性和精确性,因此能够提高化工行业的控制效果。
西门子PLC的电气控制技术,能够实现人机交互、集合网络与数字化等技术手段,实现运动控制、过程控制等,是当前化工行业主要的设备。
然后由于受到环境等方面因素的限制,西门子PLC在实际应用中也会遇到一定的制约,使其功能性发挥受到限制,文章就西门子PLC几种型号进行简要分析,阐述西门子PLC在化工行业中的应用。
标签:西门子PLC;化工行业;应用PLC又叫做可编程控制器,应用的时间比较久,应用范围也比较广阔,实现了数字化的控制系统,具有较高的工作效果。
PLC技术是一种电气控制设备,需要依据环境对设备进行配置,使其在化工行业中得到充分利用。
当前西门子PLC 控制系统在化工行业中占有十分重要的地位,相信未来西门子PLC会有很广阔的应用前景。
1 西门子PLC的几种型号介绍西门子PLC有着不同型号,每一种型号是存在差异的,主要分为S7-200、S7-300、S7-400等。
首先西门子S7-200,在实时情况下,其速度较快,通讯功能以及生产力能够达到较高的水平,模块化设计的一致性,能够有效使得低性能产品的创造以及扩展问题得到有效地解决。
西门子S7-200微型的S7-200可以作为独立的解决方案,并与其他控制器相结合进行使用。
由于S7-200的功能很强大,因此不管是单机运行,还是网络化运行都能够实现有效地控制。
S7-200能够提供4中基本型号以及8种CPU,以供使用。
[1]S7-200性能强大,能够实现通讯的开放、模块化,整体结构比较小巧,能够处理狭小空间中的事务。
S7-200的数据以及程序储存器容量较大,能够实时响应,对过程进行科学控制,使得产生质量水平的提升。
此外,其操作以及控制也比较快速准确,遇到一些对时间要求比较严格的流程,S7-200能够中断时间,进而有效控制。
变频器与PLC的联动控制
变频器与PLC的联动控制随着现代工业自动化的发展,变频器和PLC成为了工业控制领域中常用的设备。
它们分别担负着驱动电机和控制各种自动化设备的重要任务。
而将变频器和PLC进行联动控制,可以实现更加灵活和高效的工业生产过程。
本文将详细介绍变频器与PLC的联动控制原理、应用和优势。
一、变频器和PLC的基本介绍1. 变频器变频器,即交流变频调速器,是一种通过调整电源频率和电压来控制电机转速的装置。
它可以使电机实现无级调速,适用于各种需要调整转速的场合。
2. PLCPLC,即可编程逻辑控制器,是一种专门用于控制自动化设备的计算机控制系统。
它可以编程实现各种逻辑运算,对输入输出信号进行处理,并控制各种执行器的动作。
二、变频器与PLC的联动控制原理变频器与PLC的联动控制主要基于以下几个原理。
1. 通信协议变频器和PLC之间需要通过某种通信协议进行数据传输和控制命令的交互。
常用的通信协议包括Modbus、Profibus等。
2. 输入输出信号交互PLC可以通过输入模块接收传感器或者其他设备的信号,然后根据预设的逻辑进行处理,并通过输出模块控制变频器的启停、转速等参数。
3. 控制策略根据实际需求,可以通过PLC编程实现不同的控制策略。
例如,根据流量传感器检测到的流量信号,PLC可以调整变频器的输出频率,以达到预期的流量控制效果。
三、变频器与PLC的联动控制应用变频器与PLC的联动控制在工业自动化领域有广泛的应用。
以下是几个常见的例子。
1. 水泵控制系统通过变频器和PLC联动控制,可以实现水泵的自动控制。
根据PLC程序中的逻辑,通过检测水位、压力等信号,PLC可以控制变频器的启停和转速,以确保水泵的正常运行。
2. 输送带控制系统在自动化生产线上,通过变频器和PLC的联动控制,可以实现对输送带的运行速度和方向的精确控制。
根据PLC的程序逻辑,可以根据工件的数量和位置,实时调整变频器的输出频率和方向,使输送带与生产线的工作同步。
PLC控制的变频器在自动化生产线中的应用

PLC控制的变频器在自动化生产线中的应用
PLC(可编程逻辑控制器)是一种专门用于控制和监测自动化生产线的计算机控制系统。
而变频器是一种能够调整电动机转速和运行频率的装置。
通过将PLC控制与变频器结合使用,可以实现对自动化生产线中电动机的精确控制和调节,从而提高生产线的效率和准确性。
1. 电动机速度控制:自动化生产线中的不同工艺需要不同的电机转速,通过PLC控制变频器,可以根据生产线的实际需要,实时调整电动机的转速,以适应不同工艺的要求。
在纺织业中,不同织物的纺织速度不同,通过PLC控制变频器可以实时调整电动机的转速,确保织物的质量和工艺标准。
2. 运行模式切换:自动化生产线中通常需要根据不同的产品要求进行不同的运行模
式切换,通过PLC控制变频器,可以实现快速而准确地切换不同的运行模式。
在汽车制造
业中,同一生产线上可能需要生产不同型号的汽车,通过PLC控制变频器,可以根据不同
的汽车型号,自动调整生产线的运行模式,以适应不同型号汽车的生产需求。
4. 故障诊断与维护:自动化生产线中的设备故障常常会导致生产线的停工和生产效
率的降低,通过PLC控制变频器,可以实时监测设备的运行状态和工作参数,及时发现并
报警设备的故障情况。
通过PLC控制变频器的故障诊断功能,可以对故障设备进行准确的
诊断,提供准确的故障报告,为维修人员提供指导和参考,以提高设备的维护效率和准确性。
PLC控制的变频器在自动化生产线中的应用,可以实现对电动机的精确控制和调节,
从而提高生产线的效率和准确性。
还可以实现能耗的节约、故障的诊断与维护等功效,进
一步提高自动化生产线的可靠性和可控性。
PLC在油淬火弹簧钢丝热处理生产线中的应用
D : 1. 6 / sn 0 213 . 1 . .2 OI 03 9 .i .10 —6 92 00 0 0 9 j s 0 4
工 加 3 2 年 4 业 热第9 0 第 期 卷1 0
P C在油淬火弹簧钢丝热处理生产线 中的应用 L
唐 昊
( 浙江大学三伊 电气 电子工程公 司 电力 电子应用技术 国家工程研究 中心 ,浙江 杭州 )
为使 5台电机协调运转 ,必须使 5台电机带动 的辊轮具 有相 同的线速度 。由于 电机的转速与辊轮的线速度存 在
后, 以根据设 定计算 出其他型号弹簧钢丝的运行参数 。 可
对环境 温度 的误 差温度进行 闭环控制及对感 应加 热电源 功率 自闭环进行 补偿 。在运行 时如对运行参数不满 ,可 在触摸屏 上进行在线修改。同时系统还提供对不同规格 、 不 同工艺参数 的弹簧钢 丝所需 的运行参数进行存档 。当
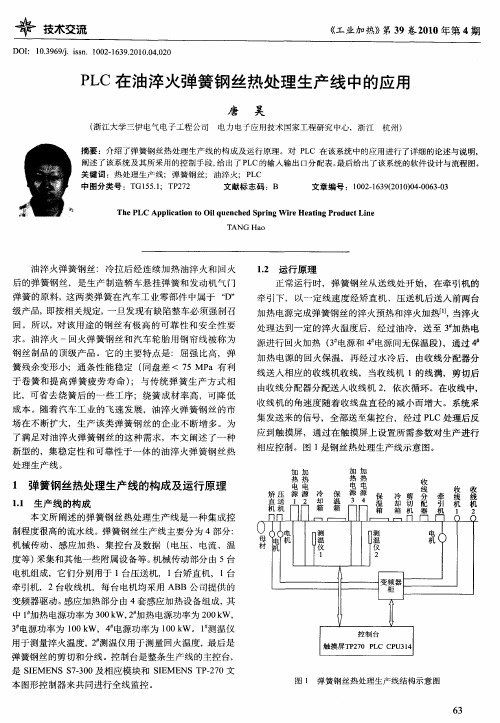
牵 引下, 以一定 线速 度经矫直机 、压 送机后送人前两 台 加热 电源完成弹簧钢丝 的淬火预热和淬火加热睢 当淬火 ] , 处理达 到一定的淬火温度后 ,经过 油冷,送至 3加热 电 源进行 回火加热 ( 3电源和 4电源 间无保温段 ) ,通过 加 热电源的 回火保 温,再经过水冷后 , 由收线分配器分 线送入相 应的收线机收线, 当收线机 l的线满,剪切后 由收线分配器分配送人收线机 2 ,依次循环 。在收线 中,
Th LC p i a i n t l e c e p i g W ieHe t g Pr d c n eP Ap l to Oi qu n h d S rn r a i o u t c o n Li e
TAN G H a o
油淬火弹簧钢 丝:冷拉后 经连续加热 油淬火和 回火 后的弹簧钢 丝,是生产制造轿 车悬挂弹簧 和发动机气 门
毕业设计(论文)-利用plc、变频器设计中央空调节能改造系统[管理资料]
![毕业设计(论文)-利用plc、变频器设计中央空调节能改造系统[管理资料]](https://img.taocdn.com/s3/m/e0b863e252d380eb63946dc7.png)
设计论文题目:利用PLC、变频器设计中央空调节能改造系统设计时间:~系别:电子电气工程系设计班级小组:电气083班(第一组)指导教师:设计学生:摘要作为现代使人生活舒适的家用电器,空调可以说与人们的生活紧密相关。
在现代社会中,它已像冰箱、电视一样,成为人类不可缺少的生活电器。
①经济节能:每个区间末端风机盘管可自行调节温度,区间无人时可关闭,系统根据实际负荷做自动化运行,开机计费,不开机不计费,有效节约能源和运行费用。
②环保:主机采用水源热泵型机组,电制冷,没有燃烧过程,避免了排污;整个系统为密闭式管路系统,可避免霉菌灰尘等杂质对系统的污染,使环境清新优美,特别适于高档别墅、高级公寓与写字楼的使用。
③节约空间:主机体积小巧,不设机房,无需占用设备层,减少公用设施和土建投资,室内末端暗藏在吊顶内,极易配合屋内装修。
④个性化:中央空调系统以区间为单元,满足用户不同区间需求,室内末端安装采用暗藏方式,不影响室内的审美观,不占据室内空间,适应用户的个性化需求。
⑤简化管理:于采用不同区间单独控制系统为用户所有,产权关系明确,可简化空调设施管理。
⑥提升档次:中央空调主机可以避免破坏楼体的整体外观,使用户充分享受高档综合环境的同时,提升产品质量及量贩档次。
⑦投资方便:可根据量贩发展情况,分期分批投资添置空调系统,同时量贩档次提升,因此资金周转快,有效地利用资金更进一步开发。
而可编程控制器PLC是根据顺序逻辑控制的需要发展起来的,是专门为工业环境应用而设计的数字运算操作的电子装置。
它具有可靠性高,操作灵活,拓展型号等优点,不仅能满足设计系统的精度,还可以降低能耗,节约能源,减小运行费用。
再加上变频器的使用,把380V的交流变成直流再变成频率可调的交流电,实现电机的无级调速,比较省电,比直流调速维护方便。
本论文就是在己有的通用变频器的基础上,采用PLC对电机进行控制,通过合理的选择和设计,对中央空调系统进行变频调速,通过调速来改变耗能大小,提高了资源的利用率,达到理想的控制效果。
西门子S7-1500 PLC在汽车发动机生产线中的应用
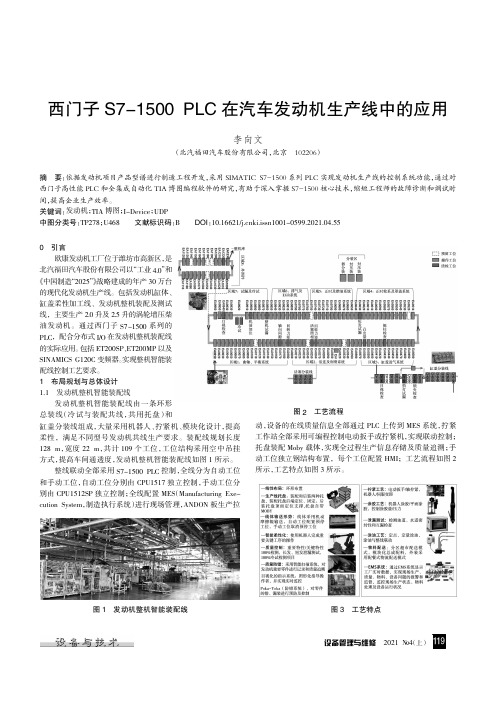
设备管理与维修2021翼4(上)图3工艺特点西门子S7-1500PLC 在汽车发动机生产线中的应用李向文(北汽福田汽车股份有限公司,北京102206)摘要:依据发动机项目产品型谱进行制造工程开发,采用SIMATIC S7-1500系列PLC 实现发动机生产线的控制系统功能,通过对西门子高性能PLC 和全集成自动化TIA 博图编程软件的研究,有助于深入掌握S7-1500核心技术,缩短工程师的故障诊断和调试时间,提高企业生产效率。
关键词:发动机;TIA 博图;I-Device ;UDP 中图分类号:TP278;U468文献标识码:BDOI :10.16621/ki.issn1001-0599.2021.04.550引言欧康发动机工厂位于潍坊市高新区,是北汽福田汽车股份有限公司以“工业4.0”和《中国制造“2025”》战略建成的年产30万台的现代化发动机生产线。
包括发动机缸体、缸盖柔性加工线、发动机整机装配及测试线,主要生产2.0升及2.5升的涡轮增压柴油发动机。
通过西门子S7-1500系列的PLC ,配合分布式I/O 在发动机整机装配线的实际应用。
包括ET200SP 、ET200MP 以及SINAMICS G120C 变频器。
实现整机智能装配线控制工艺要求。
1布局规划与总体设计1.1发动机整机智能装配线发动机整机智能装配线由一条环形总装线(冷试与装配共线,共用托盘)和缸盖分装线组成,大量采用机器人、拧紧机、模块化设计,提高柔性,满足不同型号发动机共线生产要求。
装配线规划长度128m ,宽度22m ,共计109个工位,工位结构采用空中吊挂方式,提高车间通透度,发动机整机智能装配线如图1所示。
整线联动全部采用S7-1500PLC 控制,全线分为自动工位和手动工位,自动工位分别由CPU1517独立控制,手动工位分别由CPU1512SP 独立控制;全线配置MES (Manufacturing Exe原cution System ,制造执行系统)进行现场管理,ANDON 板生产拉动,设备的在线质量信息全部通过PLC 上传到MES 系统,拧紧工作站全部采用可编程控制电动扳手或拧紧机,实现联动控制;托盘装配Moby 载体,实现全过程生产信息存储及质量追溯;手动工位独立钢结构布置,每个工位配置HMI ;工艺流程如图2所示,工艺特点如图3所示。
采用西门子PLC控制的自动化生产线案例

采用西门子PLC控制的自动化生产线案例一、引言上海大众汽车有限公司引进的德国SCHULER 6000KN大型自动化冲压线主要用来生产PASSA T轿车4门2盖等中型冲压件,平均冲次可达6.7次/分钟。
SCHULER冲压线主要由6个压机单元和6个机械化单元组成,压机单元主要用来进行料片冲压,机械化单元主要采用吸盘方式进行料片拆垛、压机之间料片传送等任务。
SCHULER自动化压机线的控制设备采用先进的西门子控制设备,整个自动化控制网络分为两级,第一级为基础自动化网络,它主要包括现场层SIEMENS 可编程控制器SIMA TIC H1网络和操作员工作站WINCC网络;第二级为服务器控制管理层网络。
SCHULER压机线的整个工业控制网络系统较为复杂,由环形拓扑结构、星形拓扑结构、总线形拓扑结构三种拓扑结构类型的工业控制网络组合而成。
二、基础自动化网络2.1 现场层网络SCHULER 压机线现场层控制采用PLC和PROFIBUS现场总线控制。
每个压机单元和机械化单元各采用独立的PLC控制,PLC采用西门子S5-115U可编程控制器,整条压机线共使用了12个PLC进行控制。
2.1.1 PLC H1 网络服务器与现场层PLC通讯采用SIMA TIC H1以太网络,CSMA/CD协议,光缆介质,通信速率为10Mbps,环形拓扑结构。
每单元PLC都配置有CP1430通讯模块,通过相应的OLM(光电转换模块)上网通讯,服务器内置CP1413通讯模块通过第一单元OLM模块与PLC H1网通讯。
在此服务器起到参数的上传/下送作用,它与PLC之间的数据交换通过DDF(动态数据交换)来进行。
使用光纤网不仅满足了高速大容量的数据交换,也大大增强了抗外界电磁场干扰以及抗泄漏的性能,环形结构的好处是一旦光纤网链路发生断裂,仍可保持通信;此外,它完全与电位无关地运行,不必花费昂贵的等电位连接费用,且大大增强了网络的可靠性。
2.1.2 PROFIBUS 总线PLC与现场设备的通迅采用西门子公司的PROFIBUS-DP现场总线,PROFIBUS-DP总线是一种全分布式现场总线型现场控制网络,它通过ET200分布式输入/输出系统与现场设备之间实现双向串行多节点数字通信。
PLC自动控制技术在变频器中的应用
PLC自动控制技术在变频器中的应用摘要:通过将PLC技术高效应用在电气设备自动化控制系统内,可以有效解决传统电力工程自动化控制运行期间的缺陷问题,为实现电气设备全过程、全时段管控目标提供了重要技术支持。
现阶段PLC技术日渐成熟,其在电气设备自动化控制系统中的应用也愈加广泛。
为使电气设备自动化控制系统能够充分发挥出应有的作用,还应当结合控制系统及PLC技术应用特征,对电气设备自动化系统内部结构进行优化及完善。
关键词:变频器;PLC自动控制技术;应用引言PLC又被称为可编程逻辑控制器,在系统中可以作为储存器,也具有编程的相关功能,是信息化技术发展的代表,具有显著优势。
在电气工程自动化领域,PLC技术改变了传统的技术应用框架,显著增强了自动化控制功能,产生深远影响。
因此,为更好地顺应电气工程项目的发展要求,应掌握PLC技术的应用要点,充分发挥该技术的功能。
1概述PLC技术PLC技术又被称之为可编程逻辑控制器,是专门为工业环境下设计出的数字运算操作电子系统。
PLC控制器内部设置了可编程储存装置,用于储存逻辑运算、顺序控制、定时、算术运算等操作指令。
可编程逻辑控制器内部具有的微处理器主要被应用于自动化控制数学运算控制器中,可以将控制指令随时载入并执行。
可编程逻辑控制器内部包括CPU、指令及数据内存、电源、数字模拟转换等功能模块,可满足逻辑控制、时序控制、模拟控制等要求。
2变频器的工作原理变压器在生产领域的应用比较多,通过变压器的使用,可实现普通电能向不同频率交流电的转化,在生产中的变压器使用,利用这一功能达到了变速和调节的目的。
在一些环节的电路控制,变压器是不可或缺的控制设备,变压器中的微型处理器、D/A、A/D接口,为信息处理、传输提供了保障。
在信号处理环节,利用的是启停与正反转操作控制信号的方式,根据PLC的控制原理与控制,前期所接收的信号可率先被转化为模拟信号,再由A/D加工模拟信号,实现模拟信号向数字信号的转化,当得到数字信号后,上传到微处理器中。
西门子PLC在热处理辊底炉控制系统中的应用
和 出料 门外 的 辊 道 同 时 快 速 转 动 ,直 到料 筐 到 达 出料 门外 辊 道 上 的 指 定 位 置 后 转 换 成 慢 速 转 动 。第 1工
位 、最 后 1个 工 位 设 有 热 金 属 红外 料 筐 检 测 装 置 ,确
2 系统 的 功 能 与设 计
收 稿 日期 : 0 0 0 — 0 2 1- 51
从 速 冷 室 移至 等 温 炉 门 口 。采 用 2台 变 频 器 通 过 地 址
分配控制其小 车上辊子 的转 动和小车 的移动 。速冷 室
使 用 1 5 k 和 1 7 5 W 的 风机 分 别 实 现 对 工 件 台 5W 台 .k
作者 简介 : 卫涛 , 任 主要从 事设备 电气管理与维护工作。
内辊 子 的手 动 、 自动 和 转 速 控 制 。利 用 编 码 器 实 现 辊
子转速监测 与同步运行 。进料 时 ,第 1 工位的辊子和
进 料 门外 的辊 道 同时 快 速 转 动 ,直 到 第 1工 位 料 筐 到 位 后 转 换 成 慢 速 转 动 ; 出料 时 ,最 后 1个 工 位 的辊 子
电工技术 l0 0I 期 } 1 2 8 2 9
噩弱 强聂跚
P C控 制技 术 L
输系统的工作状态 、所有 门的状 态、连 续工件的位置
标识 ,错 误 时二 极 管 闪烁 。
的上下强冷和内循环弱冷 ,并使用挡板来控 制吹风方
向 ,以保 证 吹风 的均 匀性 。
2 14 等 温 炉 .. 等温 炉为 辊底 结 构 ,进 料 门 内 第 1 位 、第 2工 工 位 、出料 门 内最 后 1 工 位 、中 间其 它 工位 分 别 有 各 个
S7-200西门子PLC基础教程-PLC在变频控制系统中的应用
BOP显示结果
2020/5/15
6
10.2.2 通过基本操作面板控制电机运行
➢
通过变频器操作面板设置可实现对电动机的启动
、正反转、点动、调速控制。
• 1.变频器与电机的连接
➢
MM440变频器与电机接线如图10-2所示,检查
电路正确无误后,合上主电源开关QS。
• 2.参数设置 • (1)恢复出厂值设置 • (2)设置电动机参数
27
参数号 *P0702 *P0703 *P0704 P0725 P1000 *P1080 *P1082 P2200
出厂值 12 9 0 1 2 0 50 0
续表
设置值 0 0 0 1 1 20 50 1
说明 端子DIN2禁用 端子DIN3禁用 端子DIN4禁用 端子DIN输入为高电平有效 频率设定由BOP(▲▼)设置 电动机运行的最低频率(下限频率)(Hz) 电动机运行的最高频率(上限频率)(Hz) PID控制功能有效
说明 用户访问级为专家级 参数过滤显示全部参数 已激活的PID设定值(PID设定值信号源) 由面板BOP(▲▼)设定的目标值(%) 无PID微调信号源 PID设定值的增益系数 PID微调信号增益系数 PID设定值斜坡上升时间 PID设定值的斜坡下降时间 PID设定值无滤波
2020/5/15
29
频率设定 P1001 P1002 P1003 P1004 P1005 P1006 P1007 P1008 P1009 P1010 P1011 P1012 P1013 P1014
2020/5/P115015
表10-6
DIN4 0 0 0 0 0 0 0 1 1 1 1 1 1 1 1
固定频率选择对应表
图10-1 BOP基本操作面板
PLC在生产线控制中的应用案例

PLC在生产线控制中的应用案例PLC 在生产线控制中的应用案例在现代工业领域,自动化生产线已经成为提高效率和降低成本的重要手段之一。
而可编程逻辑控制器(PLC)作为控制自动化生产线的核心设备之一,因其稳定可靠、灵活扩展等特点而被广泛应用于各个行业。
本文将介绍一个在生产线控制中应用 PLC 的实际案例,展示其在提高生产效率和质量控制方面的优势。
案例描述:某家汽车零部件制造工厂生产线上,存在着多个工序需要协同工作。
在传统的生产方式下,各个工序之间需要人工干预来完成工作任务,无法实现高效自动化的流程控制,导致生产效率低下和质量难以控制。
为解决这个问题,工厂决定引入 PLC 控制系统。
方案实施:1. 系统模块设计:针对生产线上的各个工序和对应的设备,设计了相应的控制模块,并将其连接到 PLC 控制器上。
这些模块包括传感器模块、执行模块、输入输出模块等。
传感器模块用于采集实时的工艺参数,执行模块用于控制各个执行器的动作,输入输出模块用于与外部设备进行交互。
2. 逻辑程序编写:基于生产线上的工艺流程和控制要求,编写了 PLC 的逻辑程序。
逻辑程序定义了各个工序之间的协同关系和相应的控制逻辑。
通过编写适当的程序语句和流程控制指令,实现了自动化生产线上的流程控制。
此外,逻辑程序还包括了错误处理和异常情况的处理等机制,以确保生产线的稳定运行。
3. 联机调试和优化:在完成逻辑程序编写后,对PLC 控制系统进行了联机调试和优化。
通过与实际生产线的协同工作,检验了程序的正确性和稳定性,并对其中存在的问题进行了调整和改进。
在调试过程中,利用 PLC 提供的实时监控和诊断功能,及时发现并解决了潜在的故障和异常情况。
4. 实施效果:引入PLC 控制系统后,工厂的生产线控制方面出现了显著的改善。
首先,生产效率大大提高,因为各个工序之间能够无缝衔接,减少了人为操作和等待时间。
其次,生产质量得到了有效控制,因为 PLC 控制系统具备高精度和高稳定性,能够做到精确的动作控制和工艺参数监控。
PLC控制的变频器在自动化生产线中的应用
PLC控制的变频器在自动化生产线中的应用随着机器自动化生产技术的不断发展,PLC控制的变频器在自动化生产线中扮演了越来越重要的角色。
PLC控制的变频器广泛应用于各种设备,包括机床、印刷机、输送带、风扇、水泵和控制炉的燃料等。
在自动化生产线中,PLC控制的变频器可以帮助提高生产效率、降低能源成本和延长设备寿命。
本文将从三个方面介绍PLC控制的变频器在自动化生产线中的应用。
第一,提高生产效率。
自动化生产线的目的是达到高效率、高质量的生产。
PLC控制的变频器可以帮助实现这一目标。
例如,当机床切削较重的金属时,它的转速必须降低,以避免过度磨损。
然而,如果没有PLC控制的变频器,机床转速只能手动调整,操作繁琐且误差较大。
相反,使用PLC控制的变频器可以自动控制机床转速,精度更高,从而提高了生产效率。
第二,降低能源成本。
能源成本是自动化生产线的一个重要问题。
PLC控制的变频器可以降低能源成本,因为它可以智能地控制设备的运行,确保设备在需要时提供所需的能量。
例如,在输送带上,使用传统的电机驱动可能会导致能源浪费,因为电机只有一种速度。
然而,使用PLC控制的变频器可以根据负载自动控制电机转速,避免能量的浪费,降低能源成本。
第三,延长设备寿命。
设备寿命是自动化生产线的关键指标之一。
使用PLC控制的变频器可以延长设备寿命,因为它可以实现智能控制和自动保护。
例如,在控制炉的燃料时,如果没有PLC控制的变频器,炉子的温度可能会过高,从而导致设备故障和损坏。
然而,使用PLC控制的变频器可以自动控制炉子的温度,并在设备出现故障或过载时自动停机,保护设备并延长设备寿命。
总之,PLC控制的变频器在自动化生产线中的应用已成为越来越普遍的趋势。
它可以帮助提高生产效率、降低能源成本和延长设备寿命。
与此同时,随着技术的不断发展,PLC控制的变频器将继续创新和改进,为自动化生产线带来更多的优势和应用前景。
PLC和触摸屏在热处理线上的应用
he tt e t e t c m bi e a r am n , o n d PLC nd t u h s r e o a o c ce n t
图 1 热 处 理 生 产 线
警并处理 。整 个 系 统 分 为温 度 、 间和 流 程 控 制 3 时 个 部分 。热处理 生 产 线 上 采用 了 P C 和 触摸 屏 组 L 成 的控制 系统 , 发挥 了 P C控制 功能强 , 定可 靠 , L 稳
Ap ia i n o uc r e n H e tTr a i g Pr d to n pl to fTo h Sc e n i c a e tn o uc i n Li e
XUE n Yi g—c ng FENG i—c e . ANG e he . Ha h ng W Zh ng— h u
( . n h n n tt e o c n l g lc rc l p rme t Ya c e g 2 4 0 , ia 2 Ya c e g Ag iu t r lM a hn r 1 Ya c e g I s iu fTe h o o y E e t ia De a t n , n h n 2 0 1 Ch n ; . n h n rc lu a c i e y
d sgn a ut ma i r i e o o d ma — or — e i n a o ton wo k ln fg o n—c n — p e o pe a i n.Th c t o lng e u r me t f ut r c o r to e on r li r q ie n o
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
径越来 越大 ,如 果收线 机 的角速度 保持 不变 ,线速 度就会越 来越 大 ,张 力也会越 来越 大 ,甚至 会拉断
钢 丝造成 断丝 ,使 得整 条丝作 废 。所 以需要 收线机 根 据卷径 变化 和张 力大小 时时调 整 自己 的速 度 。当
收稿日期:20 —20 0 91—3 作者简介:姚旭 (9 7一) 17 ,女 ,甘肃兰州人 ,工程 师,主要从事从事垃圾 、污泥 、生物质的焚烧发 电厂 自控设计、钢厂 自控 设计及天然气 L NG站 、C NG站等的 自控设计工作。 [2 ] 第 3 卷 1 4 2 第 3期 21- 00 3
以跟 随转矩 的变 化 自动 调整 收线 速度 ,保 证张力恒
定 ,但不 能满 足工艺 要求 的处理 线径 从 1 rm到 8 . 4 a . 5 m,牵 引速 度从 25 / 到 2 米 / 的要求 ,因 a r .米 分 O 分
为力矩 电机 的调 速范 围很窄 ,而且在 低速下 运行 发
小 ,2 线 全部 开起 来一班 工人 只需 要 3 5 。 4 -个 根据 以上 要求 ,本 项 目的硬件 选型 如下 :用 四 组 S —0 L 72 0P C实 现全部 的逻 辑及张 力控 制 , 机界 人 面用 西 门子的 0P 7 ,整条 生产 线使用 1 。热处 20 个 理 收线 机组 的牵 引 电机 采 用西 门子 MM4 0 频器 4变 拖动 ,共 2 个 ;收 线 电机 采 用西 门子 MM4 0变频 4 4 器 ,共 2 个 ;排线 则 用 MM4 0变频器 ,共 2 。 4 2 4个 在做 方案 的前 期时 ,考虑 了西 门子 4 0 频器 特有 4变
的是 牵引机 组和对 应 的收线机 组 。牵引机组 的转 速 在一 定的工艺 要求 下恒 定不变 ,只需 要普通 的无级
矩 电机 常常 会 出现 烧坏 情况 ,力矩控 制器 的使用寿 命 也 比较低 ,每 年都需 要大 批维 修更换 。所 以最终 选 定使 用变频 电机 及变 频器进 行控制 ,以适 应各种
工 况并 满足恒 转矩 控制 的要求 。此外 ,变频 电机还
有节 电、维 护量 小 的优点 ,经 现场 应用 后节 电、节
约 人工 效果理 想 。整 个生 产线运 行及维 护工作 量很
调速 即可 。收 线机则 要和 牵 引机 之 问保 持 一定 的张 力 ,保证 钢丝 缠绕均 匀 、力 度均 匀 ,否则在 下一 工 序 中就 会 出现 放线 速度不 匀 , 而影 响整批 钢丝 的 从 质量 。随 着工字 轮上缠 绕 的钢 丝增 加 ,收 线机 的卷
姚 旭 ,吴 国忠
YAO , U GU — h n Xu W O z o g
( 浙江大学 ,杭 州 3 0 1 ) 1 0 2
摘
要:本文介绍 了西门子 20 L 0P C及 MM 4 变频器在热处理连续生产线上的应用 , 40 简单介绍 了西门 子 20 0 系列及 M 40 M 4 变频器低端普及产品的特 点 , 重点介绍了组态调试的过程 及注意事项。
务1
的转矩 控 制功能 。
匐 化
2 ) 电 机 模 型 的 控 制 字 启 动 开 环 控 制
3 变频 器的设置及调试
牵 引 电机 也 采用 变频 调速 ,速 度通 过每 个收 线 机 上 的电位 器给 定 ,并 可 以在收 线机 上 的转 速表 读 出。这 样设 计主 要是 方便 操作 工在 装 丝 、卷 丝及 下 丝 时随时 调整 牵引 速度 , 当牵引 电机 正常运 行 时 , 而
热 量也 很大 ,容 易烧坏 电机 。笔者原 来使用 过的 力
连续 生产 线 , 求 2 小时 运转 , 以对 自控 系统 的 要 4 所 可靠 性要 求 比较 高 。 放线部 分是被 动放 线 ,没有 自控环 节 ;热处理 炉控 制部 分 由专业 厂家 配套 ;要进 行设计组 态调 试
间不 同 ,相对 应的 牵引和 收线 的速度也 不 同。用 传
统 的力 矩 电机 做 收线机 虽然 控制 方便 ,力 矩电机 可
进 行 回火处 理 后 ,用大 盘重 方 式进 行收 线 的设 备 , 2 4线指 此生产 线能够 同时处理 2 4根钢 丝 ,2 根 钢 4
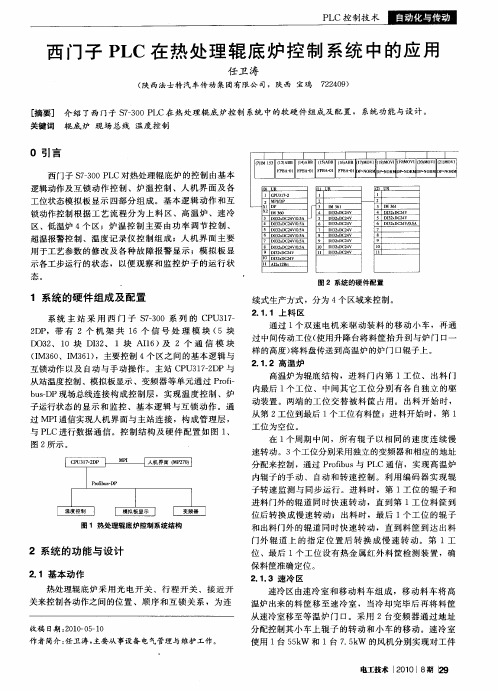
丝处 理线 分别 由独立 的放线 器 、牵 引机 、排线机 及 收 线机组 成 。生 产线 工艺流 程如 图 1 示 ,为 :工 所 字轮 放线一 炉前清 洗一 加 热炉一铅 浴淬火一 级连 冲 洗一 脱脂一 热水 冲洗一 烘干一 工字 轮收 线 。由于 是
一
( 15 = ) P700。
文献标识码:B 文章编号:1 0 — 14 21 ) 3 14 3 9 0 ( 0 0 0—0 2—0 0 3
关键 词 :连续生产线 ;单独牵引 ;U S协议 ;MPI S 协议
中图分类号:T 3 1 P 9
1 工艺简介
卷径较 小时 ,负载 转矩也 较小 ,转速较 高 ;随 着卷 径的增 加 ,收 线机将 逐渐减 速 ,以保 持 线速度 的恒
娶翼曩 西 匿 二 霉 翼疆口 ] 奎
放线部分 热处 理炉 过程 槽 牵 引及 收线
定 、保 持转 矩不 变 ,也 就 是要实现 恒转矩 控制 。
2 硬件选型
根 据工艺 的 要求 ,不 同的钢丝通 过处理 炉 的时
图 1热 处 理 生 产 线 示 意 图
2 线热 处理收 放线机 组是钢 丝制造 厂在对钢 丝 4、 I Nhomakorabea匐
西门子 P C及变频器在热处理 生产线上 的应用 L
Si m e s PL an r qu n y c v re n t ea l a i fh a r a m e tp o c i i e e n C d fe e c on e t ri h pp i t c on o e t e t n r du ton l t n