瑞士立达设备全流程纺纱技术的应用实践
立达自动落纱小车ROBOdoff:以卓越的生产效率生产高质量转杯纱

立达自动落纱小车ROBOdoff:以卓越的生产效率生产高质
量转杯纱
佚名
【期刊名称】《纺织导报》
【年(卷),期】2024()2
【摘要】广饶县顺源纺织有限公司(以下简称“顺源”)自2002年成立以来,致力于转杯纺棉纱的生产。
凭借20多年的经验,该公司已经明确了自己的市场定位:生产高质量的低支转杯纺棉纱,以供应机织牛仔布市场。
凭借在处理废棉方面的丰富经验和对纺纱设备的深刻理解,顺源对高质量设备进行了投资,例如Rieter(立达)转杯纺纱机R 36和R 37以及自调匀整并条机RSB-D26,以取代原有的国产旧设备。
【总页数】1页(P45-45)
【正文语种】中文
【中图分类】TS1
【相关文献】
1.立达转杯纺ComfoRo纱与普梳环锭纺纱生产特性的比较分析
2.全流程立达设备生产转杯纺粘胶针织纱的实践
3.提高R1
4.8tex转杯针织纱生产效率的措施4.立达半自动转杯纺纱生产线的使用体会
5.58.3 tex精梳落毛与棉混纺转杯纱的生产实践
因版权原因,仅展示原文概要,查看原文内容请购买。
聚焦短流程纺纱,立达提供高速高效解决方案

聚焦短流程纺纱,立达提供高速高效解决方案短流程行业发展趋势“十四五”期间,智能化短流程设备的研发将取得突破,初步实现数字化、网络化、部分智能化的短流程纺纱设备(系统)将更多地应用于市场,部分替代环锭纺的趋势会更加明显。
#自动化#连续化2025年:突破关键技术,完成高速转杯纺纱机和高速喷气涡流纺纱机国产化小批量生产;建成数字化、网络化、部分连续化的短流程纺纱生产线。
2030年:建成全智能无人化的短流程纺纱示范线。
立达:高速全自动转杯纺纱机和喷气纺纱机随着纺织服装市场竞争的全球化、顾客需求的个性化及多样化趋势不断加快,高能效、低成本、短流程的生产方式逐渐受到热捧。
高速高效的生产设备可以帮助生产厂家快速提升反应能力,打造“短交期、高品质、低成本”的供应链,满足市场快速变化的需求。
转杯纺和喷气纺具有纺纱流程短、生产效率高、设备自动化和智能化程度高、用工省等多方面的优势,因此在降低纺纱成本、减少劳动用工、缓解纺纱企业用工多和招工难等方面发挥着重要的作用,越来越受到国内纺纱企业的青睐。
# 全自动转杯纺纱机R 70立达转杯纺系统的强项始终在于高产能和稳定的纱线质量。
全新的转杯纺短流程进一步显著提高了系统性能和纱线质量,即使是低价原料也能实现这样的效果。
全自动转杯纺纱机R 70为转杯纺纱技术树立了新的标杆。
它使用久经应用验证的立达纺纱技术,断头少、产能高,同时还凭借各个纺纱单元的独立接头实现更高效率。
高速高产采用电磁转杯驱动技术,转杯转速最高可达200,000转/分。
与其它机器相比,它可达到更高的成纱稳定性和纱线强度,这使得每个纺纱箱的产能提高可达7%。
单锭独立控制在各个纺纱单元中配备先进的单独驱动,可缩短断头后接头所需的时间,从而确保机器效率始终保持在高位。
尤其是在频繁换批或者重新启动机器时,这样的配置会带来丰厚的回报。
创新接头技术R 70通过创新的接头技术设定了新标杆。
多个纺纱箱同时进行纱线接头,产能更高。
Com4(R)立达纱的应用
Com4(R)立达纱的应用I.Biermann;杨婷婷【摘要】当某些特殊应用领域需高品质纱线时,瑞士立达机械公司生产的Com4(R)纱是取得实际生产应用成功的保障.因此,对Com4纱应用的限制与条件有必要做一了解.【期刊名称】《国际纺织导报》【年(卷),期】2014(042)007【总页数】3页(P14-16)【关键词】Com4纱;环锭纺;集聚纺;转杯纺;喷气纺;纺纱速度【作者】I.Biermann;杨婷婷【作者单位】立达机械公司(瑞士)【正文语种】中文从图1可看出4种Com4®纱纺纱技术的不同之处。
实际生产中,主要根据纱线线密度来选择合适的Com4纱纺纱工艺。
Com4环锭纱的线密度范围较广,为2~120 tex;Com4集聚纱的线密度范围为2~60 tex;Com4转杯纱的线密度多为10~300 tex,其中10 tex的Com4转杯纱原料仅能采用超细纤维;Com4喷气纱的线密度范围受限较大,仅为9~25 tex,且由于纱线截面内纤维根数不能低于95根,故也只有超细纤维才能生产出9 tex的Com4喷气纱。
原料与Com4纱类型的选择取决于纤维原料的特性,以及纺纱工艺对纤维性能和纱线结构的影响(表1)。
普梳棉主要用于Com4环锭纱和Com4转杯纱。
精梳棉主要用于Com4环锭纱、Com4集聚纱和Com4喷气纱,而生产Com4转杯纱则没有必要采用精梳棉,因为精梳已改变了所需的纱线体积和结构,这样做不会带来附加效益。
纤维素纤维,如黏胶、莫代尔、莱赛尔等,都可用于Com4环锭纱、Com4转杯纱和Com4喷气纱生产。
由纤维素纤维或合成纤维生产的纱线强度高、毛羽少,且在多数情况下,集聚过程不会改善这类纤维Com4纱的性能,因此实际应用中很少采用纤维素纤维生产Com4集聚纱。
Com4环锭纱和Com4转杯纱都可采用合成纤维为原料,但合成纤维Com4喷气纱的生产还处于研发阶段。
如当合成纤维质量分数低于50%时,可用喷气纺生产Com4纱。
环锭纺和紧密纺的定制解决方案
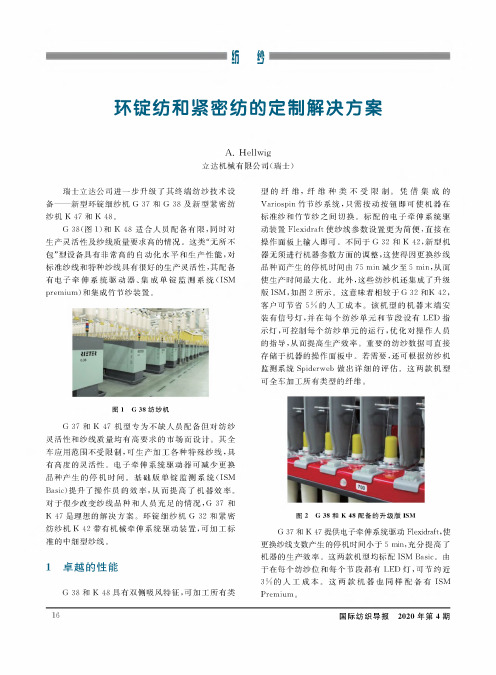
>($!环锭纺和紧密纺的定制解决方案A.Hellwig立达机械有(瑞士)瑞士立达公司进一步升级了其终端纺纱技术设备——新型环锭细纱机G37和G38及新型紧密纺纱机K27和K28。
G38(图1)和K28适合人员配备有限,同时对生产灵活纱要求高的情况。
这类“无所不包-具有高的自动化水能,对标准纱种纱线具有很好的灵活性,其配备有电子牵伸驱动器、集成单锭监(ISM premium)和集成竹节纱装置。
图1G38纺纱机G37和K27机型专为不缺人员配备但对纺纱灵活性和纱有高要求的市场。
其全范围不#种纱线,具有高度的灵活性。
电子牵伸驱动减换品种产生的停机时间。
基础版单锭监(ISM Basic)提升了操作员的效率,从而提高效率。
对于纱线品种和人员充足的情况,G37和K27是理想的解决方案。
环锭细纱机G32和紧密纺纱机K22带有机械牵伸系统驱动装置,可加工标的中细型纱线。
1卓越的性能G38和K28具有双侧吸风特征,可加工所有类型的纤维,纤维种类不受限制。
凭借集成的Variospin竹节纱系统,只需按动按钮使丰在标准纱和竹节纱之间切换。
的电子牵伸驱动装置Flexidraft使纱为简便,直接在操作。
不同于G32和K22,新型机方面的,这使得因更换纱线品种而产生的停机时间由75min减少至5min,从而使时间最大化。
此外,这些纺纱机还集成了升级版ISM,如图2所示。
这意味着相较于G32和K22,客户可节省5,的人工成本。
的末端安装有信号灯,并在每个纺纱节有LED指示灯,可控制每个纺纱的运行,优化对操作人员的指导,从而提高效率。
重要的纺纱数据可直接存储于的操作中。
若需要,还可根据纺纱机监Spiderweb做出详细的评估。
这两款!所有类型的纤维。
图2G38和K48配备的升级版ISMG37和K27提供电子牵伸系统驱动FleXdraft,使更换纱线支数产生的停机时间小于5min,充分提高了机器的效率。
这两款机型均标配ISMBasic。
立达R 70 :产量和原料应用的新标杆

立达R 70 :产量和原料应用的新标杆作者:暂无来源:《中国纺织》 2019年第9期文|本刊记者盖佳新款全自动转杯纺纱机R 70 兼具立达纺纱箱的优势和纺纱单元单独驱动的最优配置。
从而实现产能高、原料成本降幅大、能耗低的特点。
据了解,R 70 的显著特征是其经过优化后的新款纺纱箱,新纺纱箱在原料利用率和产能方面都具有优势。
经过优化的BYpass 旁通实现了更高效的排杂和更高的纱线强度,从而可应用于落棉或杂质含量更高的低价原料。
与其它机器相比,它可达到更高的成纱稳定性和纱线强度。
这使得每个纺纱箱的产能提高可达7%。
这意味着通过产能的提高,即使使用低等级的原料也能生产出符合市场标准的纱线。
能源需求进一步降低在各个纺纱单元中配备先进的单独驱动,可缩短断头后接头所需的时间,从而确保机器效率始终保持在高位。
尤其是在频繁换批或者重新启动机器时,这样的配置会带来丰厚的回报。
R 70 配备极为高效的吸风系统。
节能的自动滤网清洁和最佳气流导向可实现节能达5%。
先进的电控单独驱动极为高效。
因皮带、支撑轮等附加传动元件而产生的摩擦损耗不再是问题。
当纺纱单元不运行时,单独驱动不产生耗电。
VARIOlot 功能支持同时生产不同的纱线。
这是因为机器两侧独立运行,同时两侧均配有纱管装载装置和卷装传送带。
此外也可以选择在每侧加工多个批次。
这使得R 70 的应用非常灵活。
R 70 在降低生产成本方面展现出前所未有的新潜力。
最经济的转杯纺短流程R 70 可将100% 棉加工成最高纱支达60 英支的纱线。
对于在大多数情况下生产普通纱线并且对人工资源不敏感的客户,半自动转杯纺纱机R37 是一种理想的替代解决方案。
与采用最新技术的全自动转杯纺纱机R70 相比,R 37 的设计主要针对追求经济生产且以人工操作为主的客户。
借助新的落纱小车ROBOdoff,R 37 还可以在不中断纺纱过程的情况下自动换卷。
此外,梳棉机C 80 与自调匀整并条模块RSB-Module 50 相结合,形成高产能组合。
Com4立达纱的实际应用

Com4立达纱的实际应用作者:Iris Biermann来源:《纺织导报》2013年第10期根据不同应用选择适用的纱线类型,Com4?立达纱是您在实际应用中成功保障。
因此,需要了解Com4?立达纱的应用与限制条件。
纱支范围了解 4 种纺纱技术的实际应用及差异。
纱线细度是选择适合的纺纱工艺的决定性因素(图1)。
在纱支适用范围方面,Com4?ring环锭纱具有最高灵活性,实际应用纱支为Ne 5 ~ Ne 250。
Com4?compact紧密纱的实际应用纱支为Ne 10 ~ Ne 250。
Com4?rotor转杯纱的实际应用纱支较低,Ne 2 ~ Ne 60,但Ne 60纱的原料仅能采用超细纤维。
目前Com4?jet喷气纱的纱支适用范围受限较大,实际应用纱支为Ne 24 ~ Ne 70,由于纱线横截面内纤维根数不应低于95根,因此Ne 70纱仅能采用超细纤维生产。
一切取决于原料原料和纱线类型的选择,取决于纤维原料的特性以及纺纱工艺对纤维性能和纱线结构相互作用的影响(图 2)。
普梳棉主要用于Com4?ring环锭纱和Com4?rotor转杯纱。
精梳棉主要用于Com4?ring 环锭纱、Com4?compact紧密纱和Com4?jet喷气纱。
生产Com4?rotor转杯纱,没有必要采用精梳原料喂入,因为纱的体积和结构的改善不能带来附加收益。
在实际生产中,Com4?ring环锭纱、Com4?rotor转杯纱和Com4?jet喷气纱均可采用纤维素纤维生产,如粘胶纤维、木代尔、莱赛尔。
采用纤维素纤维或合成纤维生产的纱强度高、毛羽少,在多数情况下,集聚过程不会改善Com4?ring环锭纱的性能,在实际应用中很少采用纤维素纤维生产紧密纱。
Com4?ring环锭纱和Com4?rotor转杯纱可采用合成纤维原料加工。
合成纤维应用于Com4?jet喷气纱尚处于开发阶段。
如果合成纤维的含量低于50%,也可应用于Com4?jet喷气纱的生产。
立达:Autoconer_X6优化纺纱厂内外资源消耗

立达:Autoconer X6优化纺纱厂内外资源消耗能源效率是纱线生产中减少碳排放的关键因素,凭借自动络筒机Autoconer X6,立达在其高能效产品组合中又增加了一个全明星选手,有助于实现资源的最大利用。
将自动络筒机集成到立达环锭和紧密纺纱系统中,为进一步提高效率奠定了基础,甚至在纺织价值链的下游工艺阶段也能获益。
数字化和人工智能为纺织行业的未来开辟了新的前景,纺织品价值链中的一些工艺步骤需要消耗稀缺的水资源,并需要大量使用化学品。
例如,合成纤维的生产和染色。
当将纤维纺成纱线时,机器所需的电耗也影响了碳足迹,尤其是来自化石燃料的电能。
立达的环锭和紧密纺纱系统为减少纱线生产中的能源消耗和碳排放树立了行业标杆。
假设所需的电力是由煤炭产生的,用立达纺纱系统生产1吨纱线会释放约1吨二氧化碳。
立达纺纱系统的碳排放量可比竞争对手的系统减少约10%。
精准创造优势作为环锭纺和紧密纺最后的加工工序,络筒机的能耗约占纺纱厂总能耗的14%,因此是节能降耗的重点。
生成负压是络筒工序能耗最多的环节之一,而负压是自动络筒机实现可靠的纱线检测和抓纱等动作所必需的。
可靠的纱线检测和握持意味着高生产率、资源节约和高质量的卷装成形。
得益于传感器监测和管控,立达自动络筒机运行所需的负压低于竞争机型。
与竞争机型相比,由此产生的能耗优势是显著的,取决于机器品牌、型号以及络筒锭位数量,能耗减少的比例从7%到70%不等。
当谈到尽可能地减少原料消耗时,清纱的精度是关键。
在清纱过程中,纱疵被剪切,纱线断头使用捻接技术重新接头。
从消除一个纱疵到接头,只需要五到六秒钟。
接头质量要符合要求,如果接头太粗或太细,则需要重新切断再次接头。
新的开放式捻接技术以高精度和均匀性改善了接头质量,这意味着更少的重复打结和由此带来的纱线浪费。
对后道工序积极影响在自动络筒机Autoconer X6上生产需染色的筒纱是提高下游工序加工效率的一个例子。
筒纱成形对染色工序有显著影响,并因此影响水、染料和能源的消耗及最终染色质量。
立达为客户呈现纺纱技术方面的最新发展成果

势充满 信 心 。持 续 的经 济 增 长 也将 使 纺 织 行业 的消 费 在
2 1 年持续 f升 。 01
2 1 世界纺 织工 业经 历 了 2 00年 5年 以来最 强有 力 的增 长。天然和 人造 纤 维 的产 量 急速 增 长 r 8 6 即 6 0万 . %, 4 吨, 总量达到 了 8 0 0万吨 , ,8 人均消耗量 达 1 .k 。 18 g 冈而近 十年来 , 维产 量 的平 均年 增长 率为 3 4 而 纤 . %, 每年 的人 口增长 率为 1 2 . %。 而当纤 维素纤维和合成 纤维产 量一 同实现 两位数 增长
动 转 杯 立 0
另一个 推动力来 自碳纤 维的增 长 , 尽管 产量相 对较 小。
这个 高科技纤维 的产量将在 今后 几年 内持 续地 以两位 数增
长, 其应用于飞机和汽车 的创新发展趋势 可能会 推动未来 的
需求 。
达 四种纺纱技术 的立 达纱 和织 物样 品。 新 产品 新亮 点 立达推 出对 客户 颇具吸 引力 的新产 品。高性 能梳棉 机 C7 0开辟 了经济 性纱 线生 产 的新境 界 。在 并条 机方 面 , 立 达可为客户提供 切合不同需要 的两种新型并条机 : 双眼并条 机 RS B—D2 2和单眼并条 机 RS B—D 4 , 5 且两款 机器 都具
对 于过 去一 年迅速增 长的市场 需求 首先归功 于 全球经
济的复苏。收入的增加 、 失业率 降低 以及 消费者信心 的增长
都 刺激 l 『服装行业尤其是纺织技术工 艺方 面需求 的增长 。
该 交 易 已经 T l n 董 事 会 批 准 , 成 立 了 一 个 特 别 委 e et v 并
立达全流程

标题: 立达全流程纺纱系统第1楼 方志同 发表于 2007/12/19 12:25立达是全球唯一一家提供整套从纤维到纱线的环锭纺纱系统和转杯纺纱系统的供应商,因此能为客户提供最优化的产品解决方案。
只有从抓棉机到最终纺纱工序的工艺优化组合,才能确保所需纱线品质能够实现,使之具有最大的灵活性和经济性。
立达环锭纺系统工序流程:立达转杯纺系统工序流程:第2楼 方志同 发表于 2007/12/19 12:26立达紧凑型短流程开清系统立达开清棉生产线完全保证您的系统在高效除杂和高产量条件下极其温和处理并充分混和原棉。
设备在减少清洁作用点的同时却可以保证其更加有效的除杂,所需能耗更低。
随着开松和除杂一步一步地深入,所有的棉,化纤和混纺纤维得到了充分的混合梳理。
现代化的立达开清棉系统是基于以下两个主要设计思想:两步开清通过VarioSet简便地设定机器的工艺参数立达开清棉设备具有极其多样化的功能:相同的操作原理和标准化的零部件使今后的维修保养十分简便,以及技术领先的控制系统。
两者紧密的结合保证了最大生产效率下所需空间的最小。
独立的开清棉改装件设计保证了最优的灵活配置,系统的高效率同时赋予了最快的投资回报承诺。
立达拥有开清棉系统每一个环节的机器:全自动抓棉机UNIFLOC A 11抓棉机-开清时,温和开松成细小纤维束,为最大清洁特性提供了理想的前提条件更大的纤维束表面积可以获得更高的清洁效率第3楼方志同发表于2007/12/19 12:37 两级清棉和VARIOSETUNIclean B 12预清棉机,温和而彻底的清洁原料;CLEANfeed集成了精细清棉的梳棉箱,配合梳棉机,始终在生产中保持纤维供给。
VarioSet控制系统确保在使用不同的原棉时,高产量且保持高度的灵活性。
所有的设定可以重复利用。
彻底混棉的最佳选择UNIBLEND A 81可对多达8种不同的原料进行定量的混棉,生产色纱当中最热销的产品,提高了下游工序的质量。
创新使瑞士纺机协会成员单位在纺纱领域取得成功
应用技术Spinning Technology纺纱技术70纺织导报 China Textile Leader · 2019 No.11瑞士纺机协会成员在各类细分市场和利基市场中都具有创新实力和对市场的敏锐度,以帮助全球的纺纱厂和合成纤维生产商取得业务成功。
本文介绍了纺纱领域中最新的一些具有竞争优势的解决方案。
瑞士在纺纱业务领域已拥有200多年的历史,其生产的第一批纺纱机是现代机械制造行业的基础。
当下,即使全球纱线生产已向东转移,瑞士仍将继续提供纺纱厂所需的创新技术。
人造合成短纤纱Rieter (立达)集团在ITMA 2019(国际纺织机械展览会)上签订的巨额合同证明了当今瑞士纺纱机在世界的领先地位。
瑞士纺机协会正在为埃及纺织工业规划 7 个新的现代化项目,总价值达1.8亿瑞士法郎。
为此,开罗棉纺工业控股公司从立达集团订购了环锭细纱机和紧密纺纱机,订单金额达1.65亿瑞士法郎。
随着竞争压力对商业环境的改变,其他生产类别也需要更专业化的发展。
例如,瑞士纺机协会成员企业Maurer (毛雷尔)公司是粘胶纤维生产工艺和机械供应商,为了使业务多元化并拓展新的业务领域,毛雷尔公司开始向工程和咨询服务领域拓展,并在可替代纤维领域发力,丰富产品种类,通过环保溶剂和回收系统等可持续工艺进行生产。
在合成纤维领域,瑞士纺机协会的成员也占有领先地位。
Retech 公司开发和销售用于牵伸和加工高性能合成纤维和纱线的系统,其专用组件可以承受高达400 ℃的工作温度以及牵伸过程中的高强度拉力。
Retech 公司设法将创新技术与成本优化相结合,从而使其能够在聚酯、聚酰胺和聚丙烯纤维纱线领域的竞争中占据上游。
无论是安装新设备还是更换零件,关键部件在纱线生产的每个领域都发挥着至关重要的作用。
Bräcker (布雷克)、Graf (格拉夫)、Heberlein (赫伯利)和Loepfe (洛菲)等瑞士纺机协会成员都是一流的纺机零部件制创新使瑞士纺机协会成员单位在纺纱领域取得成功With the Power of Innovation, Swiss Textile Machinery Members DriveSuccess in the Yarn Manufacturing Sector造商,他们成功的基础在于对研发的长期投资,以及为全球客户开发的精准解决方案。
用立达梳纺系统生产纳米牛奶蛋白纤维高支纱的实践

3 工艺流 程及技 术措 施
3 1 工 艺 流 程 .
为牛奶酪蛋 白质 , 中含有天冬氨酸 、 其 谷氨酸等十多种对人体 有
益 的氨基酸 , 并且 含有 天然保湿 因子 , 能牢 牢抓 住水 分 子, 持 保 皮肤水分含量 , 使皮肤更 加柔润 光滑 、 减少皱 纹 , 能够起 到营 养 肌肤、 润滑肌肤 的保健 作用 , 实现 了人们如沐 牛奶 浴 的梦想 , 从 而使纯纳米牛奶 蛋 白纤维织物具有 了润 肌养肤 、 亲肤保 健、 菌 抑 洁肤 的特性 , 该产 品是制作高支高密高档针织 内衣 的极好材料 。
随着新 型 热门纤 维 的出 现 和纺 织 品 消 费 者对 各种 新 型 纤 维 的
能力可与羊毛纤维相媲美 , 纺纱织造性能好 ; 吸湿、 导湿性能好 , 纤维基体( AN) 与蛋 白质 的双组份 品性和纤维 纵 向具有 无规 则 沟槽的特性 , 使牛奶纤维具 有天然纤 维优 良的吸湿性 和合成纤 维较 好的导湿性 , 穿着滑爽、 透气 ; 品绿 色环保 , 产 生产工艺过程
和 清花 车头值 车 工 、 配 工 、 卷 工等 工 序 , 省 劳 动力 ; 免化 纤 过 运 节 避
加工 中的粘卷 ; 消除纤维卷搭头, 有利于提高质量, 节省约 3 的 回 花率 ; 避免纤维卷重复处理时带来 的纤维损伤。M / 2自动往复式 抓棉机采用 T型齿片, 里稀外密排列, 为保证抓棉机抓细、 抓匀和勤
A/ 12自动往复式抓棉
输棉风
一 输棉
风机一B /R多仓混棉机一B / 精开棉机 ×2 73 55 一A7U喂给装置 × / 2 4 —C 一A梳棉机 ×1- F 36 2 ̄ A 0 并条机一R 0 并 条机一F 43 - 6 A 2A 粗纱机一F 0 细纱机一 日本村 田 N 7I A56 O 一 自动络筒机。 I
纺纱新技术-资料

▪ 10、AUTOhelp波谱图故障诊断,快速清除故 障。CD版SLIVERprofessional棉条专家系统 为您提供设置建议和故障分析。
▪ 11、牵伸隔距中央设置刻度,无需隔距块。
▪ 12、槽带传动取代了复杂的齿轮传动。
▪ 13、非机械式的棉条切断。
四、粗纱
CT3000的机织物仿真
电脑绘制纱线模拟图
电脑黑板模拟
USTER TESTER 5-S800纱线测 试系统
▪ 1、集成多种传感器技术,检测纱线的毛羽、 直径变异、形状、密度、杂质、灰尘、异 纤,可以对纱线做出全面的质量评价。
▪ 2、测试速度快,800m/min。目前测试速 度400m/min.
厂 区
有 个 性 的 雕 塑
餐厅外的架子
挂 衣 服 和 插 雨 伞
车间门口的木箱
放置需要清洗的工作服
车间休息区
有 自 动 售 货 机 和 吧 台
宿舍区的双层自行车架
车间门口的电话机
虽 然 古 老 但 还 能 用
瑞士的交通
▪ 1、火车晚点、公交堵车等在国内屡见不鲜的现象 在瑞士难得一见。公交车的站牌电子屏上显示了该 段路线的几个班次抵达的不同时间,你所要等待的 公交车会在所显示的时间准点到来,分秒不差。
意 大 利 马 佐 里 C501 梳 棉 机
锡 林 前 面 的 固 定 分 梳 板
英国Platt 2000型梳棉机
小结:
增加附加分梳元 件的数量,分梳 效果显著增加;
配有除尘刀以及 吸风系统,进一 步加强了梳棉机 对杂质、短绒、 微尘的排出作用, 使生条质量大为 改观。
5、在线磨针
▪ 锡林和盖板采用在线磨针。 ▪ 瑞士Rieter公司开发了梳棉机自动磨针系统,安
立达自动化解决方案让纺纱更经济
B U SIN ESS想要不依赖人工实现全天候的 高产能和机器利用率?想要用更少 的员工来高效生产纱线或是将现有 的员工投入到更重要和有趣的任务 中?实现这些愿望的唯一途径就是 对机器上或机器间的流程进行自动 化改造。
立达依托自身的产品和系 统,以及与E le c tro -Jet 等公司的合作,可为整个纺纱过程提供单一 来源的客户定制自动化解决方案。
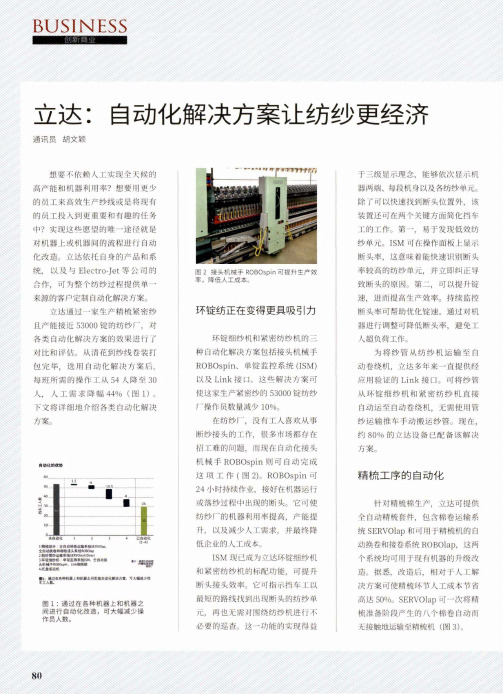
立达通过一家生产精梳紧密纱 且产能接近53000锭的纺纱厂,对 各类自动化解决方案的效果进行了 对比和评估。
从清花到纱线卷装打 包完毕,选用自动化解决方案后, 每班所需的操作工从54人降至30 人,人工需求降幅44% (图1)。
下文将详细地介绍各类自动化解决 方案。
B 动化的伏势M 惶》分_全自劝《«运耱系ttS£RV 自动裱«和棵卷《头•ttROBOUp•系細 R VOlrtU Direct :雖t t f i 漏系动rt2白》化(1-4)級®2.粗妙管》&繪系鲼3. 环锭细《机:離K 头机械手R 080sp *n .4. 托耋肇运机■I 通过在各轉机■上和机藝之间实I t 自动化解决方窗.可大糴减少格车工人ft *图1:通过在各种机器上和机器之 间进行自动化改造,可大幅减少操 作员人数。
80图2接头机械手ROBOspin 可提升生产效率,降低人工成本。
环锭纺正在变得更具吸引力环锭细纱机和紧密纺纱机的三 种自动化解决方案包括接头机械手R O B O s p in 、单锭监控系统(IS M )以及Link 接口。
这些解决方案可使这家生产紧密纱的53000锭纺纱 厂操作员数量减少10%。
在纺纱厂,没有工人喜欢从事 断纱接头的工作,很多市场都存在 招工难的问题,而现在自动化接头机械手R O B O s p in 则可自动完成这项工作(图2)。
R O B O s p in 可24小时持续作业,接好在机器运行 或落纱过程中出现的断头。
新型精梳机E60H的性能与纺纱实践

新型精梳机E60H的性能与纺纱实践于加勇(江苏丹棉集团有限公司)E60H型精梳机是瑞士立达(RIETER)公司近年推出的新一代高产精梳机,最高速度达350钳次/min。
该机设计独特,制造精良,运转平稳,应用微机监控技术,自动化程度高,具有先进的设计水平和优良的纺纱性能。
我公司于2000年3月引进E60H型精梳机6台,配套E30型条并卷联合机1台,在纺纱生产中发挥着重要作用,达到了高质高产的目的。
1. E60H型精梳机的性能与特点1.1 整体机架结构稳定E60H型机采用三段组装连接,车头和车中部分连接为一体,通过车面横梁与车头箱体结合为一个刚体结构。
牵伸和圈条两部分设计成一体,由大底板和墙板组成圈条成型机架。
这种结构减少了机器运转中的振动,不仅使牵伸装置平稳,而且有利于棉条在光洁状态下顺利圈条成型。
该机整体上重心较低,提高了机器的稳定性,为高速运转打下了良好的基础。
1.2 减小曲柄长度E601t型机钳板传动采用"曲柄一滑块一滑杆"传动机构,其曲柄长度为70mm,比E7/5型机小7.5mm。
曲柄长度减小后,对精梳机的力学性能和工艺性能都有很大影响。
经计算可知,钳板摆轴的最大角加速度降低了24%,钳扳在水平方向土运动的最大加速度脾低了20.4%,钳板前摆时开口定时提早了0.7分度,分离开始的时间提早了0.3分度,每钳次锡林梳理时间延长0.24分度。
因此,适当减小曲柄长度,可以减小钳板运动的惯性力和惯性力矩,从而减轻振动,有利于提高分离接合质量和梳理质量。
1.3 优化钳板构件的设计(1)减轻钳板构件重量。
为适应高速运转,钳板构件采用轻质铝合金材料,并薄化上下钳板厚度,钳板构件总重量仅2.9kg,进一步减小钳板本身的摆动惯量。
(2)给棉罗拉位置前移。
E60H型精梳机的给棉罗拉中心线至下钳唇外边缘线的距离为28.6mm,给棉罗拉较E7/5型机前移了10mm,提高了钳板对棉层的钳持能力和分离接合时对棉网的控制能力,既有利于输出棉网的均匀、减少破边破洞现象的发生,又有利于减少落棉中长纤维的含量。
立达环锭纺纱系统的应用实践
( i gi ix gT xi o , t . J n x J i e te C . Ld ) a nn l
A b tac App iain tc n l ge tRi trrng s n n y tm r ic s e sr t lc t e h o o iso ec i pinig s se we e d s u s d Ac o d n o f aurs o ee o c r i g t e t e fRitr
l s p g u e & l s pi i a k z nedrf sa o t d.Th n dit n ebewe n fo ub e .o e e ol a d m e um e sni a g e ss nnngb c o atwa d p e e sa c t e ntr b r c v r d r l n di r
,
.
I o i g p o e s, p nn ng t nso n r v n r c s s i i e i n was o r l d we l prc s i r me e s s tr to a l t i r v r vn nn r c nto l l e o e sng paa tr wa e a in ly o mp o e o ig i e
,
qu lt I pi i r c s , n tig y r o e sng o a g rr vn witfc o aiy. n s nnng p o e s k itn a n pr c s i flr e o i g t s a tr& lre pnnng b c o a e a a g rs i i a k z ne g ug nd
io olrWa p i z d,ial u lt n x o 1 6 tx y r a e c 00 Use aitc r n r le so tmie fn ly q a iy ide fC 4. e a n c n ra h 2 7 trSttsi s5%
立达集团:数字化纺纱是成功的关键

立达集团:数字化纺纱是成功的关键作者:赵梓含来源:《中国纺织》2019年第06期立达数字化产品具有一个共通点:始终以客户为中心。
它们不仅能帮助纺纱厂管理层制定决策,还能帮助纱厂员工客观、快速地做出众多日常生产决定。
凭借立达数字化纺纱技术,数字化正在逐渐融入纺纱厂生产中,例如,蛛网纱厂监控系统SPIDERweb。
这套纱厂监控系统可记录工艺、质量和生产效率等数据、进行分析,并及时检测到数据变化。
这样可帮助操作人员快速响应,采取适当措施,从而提高机器效率,降低纺纱厂生产成本。
该系统还可用于现有机器和设备的升级改造。
为了能够随时随地监控纺纱厂状态,立达还推出了一款可在智能手机上使用的Alert警报和Cockpit Module掌控模块。
此应用程序可显示重要的生产、质量和能耗实时数据。
立达客户可在紧急情况下做出快速响应,从而避免长时间停车造成的重大经济损失。
您是否还希望快速显示纺纱厂的相关重要数据?现在还可以借助DASHboard实现。
纺纱厂显示器可显示各种要素信息,例如效率、产量、质量或挡车工的产量。
此外,这些要素之间的关联性和预设限值也可加以设定。
如果在机器发生故障之前就确切地知道需要采取哪些措施,那结果将会怎样?拥有UPtime,就能拥有预测的力量。
立达通过UPtime引进一种全新的机器维护保养方案,这种创新概念可实现曾经难以想像之事:在问题和故障发生之前加以预测!任何维护保养方案的目标,都在于盡可能缩短停机时间和按计划进行生产。
预防性方案可利用统计数据来确定何时应当执行维护工作,但是这样仍无法避免不必要的停机,而且还可能导致过早更换零件。
而预测性维护保养则基于历史和实时数据,加以分析,来确定即将到来的维护保养需求。
UPtime收集数据,并利用人工智能,根据机器的具体设置和使用情况确定执行维护工作的最佳时间。
这样可以帮助企业避免生产中断,减少零备件库存,从而节约成本。
关键性能数据,例如气压、温度和振动,通过传感器传输至UPtime。
立达R_37_:“绿色纱线”的完美选择

纺 机 EQUIPMENT 052中国纺织2022精 选立达R 37:“绿色纱线”的完美选择在双碳目标之下,纺织业绿色转型成为了必答题,各种形式,各种路径的探索都在如火如荼的进行。
在绿色化发展的浪潮下,纺织原料端的“绿色产品”也迎来了发展的机遇期,化纤领域的原液着色长丝、短纤厂商市场推广做的风生水起,棉纺织领域也打起了“绿色牌”。
苍南县子健棉纺有限公司是一家专业生产7英支/10英支再生机织牛仔纱的企业,主要面向国内市场,他们采用再生棉与涤纶的混纺原料生产再生纱线,按照颜色将废布分类,并在开松后与涤纶混纺。
这种混纺纤维直接加工成有色纱线。
因此省去了下游的漂白和染色流程。
无疑,再生纱省去印染环节可以有效为最终制品“减碳”,是当前可持续时尚概念下颇富卖点的产品。
但是,仅有卖点并不能完全取得市场的青睐,纱线自身的品质至关重要。
子健棉纺总经理李上灏在采访中说:“转杯纺纱机R 37的特点是引纱速度快,配置好,备件质量高,加工精度高,并且操作方便。
特别是在纺制粗支纱时,R 37的引纱速度极具吸引力。
”R 37是立达生产的半自动转杯纺纱机,借助R 37,子健棉纺获得了高效的纱线生产,并满足了下游客户的织造要求。
“由于织布厂和下游客户对布面的要求很高,因此对纱线的质量要求也越来越严苛。
一旦纱线因断头和纱疵过多,质量无法满足织布厂的要求,纺纱厂就必须对这些损失给予一定程度的经济补偿。
作为一家稳步发展的小型纺纱厂,子健棉纺一方面需要确保纱线质量,从而保持客户的认可。
另一方面,需要性能好、稳定性高的纺纱机来保证稳定、高效的纱线生产。
”李上灏表示。
据悉,R 37能极其灵活地适应不同颜色的小批量加工任务。
机器两侧独立运行,因此每侧可纺制不同批次的纱线。
得益于新型纺纱箱,能够更有选择性地排除杂质和短纤维,减少了可纺纤维的损耗。
纱线质量好,强度高,疵点少。
低能耗,挡车工操作简便省时,从而使生产成本降至最低。
不仅如此,与竞争机型相比,R 37具有更高的引纱速度、更好的纱线质量、更佳的质量稳定性以及更高的长期盈利能力。
瑞士立达集团:纺织产业升级的先行者
瑞士立达集团:纺织产业升级的先行者作者:盖佳来源:《中国纺织》2019年第08期有着220多年历史的瑞士立达集团“揭幕创新”,在ITMA2019巴塞罗那展会上,推出了将近20款创新产品。
其中适用于环锭细纱机的机械接头手ROBOspin、可在环锭细纱机上便捷拆装的三款紧密纺装置以及体现其数字化理念的一站式纱厂管理系统ESSENTIAL-立达数字化纺纱套件引发了国内外用户的广泛关注以及热烈讨论。
立达集团作为全球唯一能够提供所有四种纺纱技术的全流程纺纱设备制造商正在为纺纱这一传统行业的自动化以及数字化创新翻开崭新的篇章。
机械接头手ROBOspin一直以来,细纱自动接头是纺纱厂翘首以盼,亟需解决的一个痛点。
立达顺势推出机械接头手ROBOspin,填补了自动接头领域的空白,将纺纱自动化进程带进了一个全新的时代。
ROBOspin是第一台适用于环锭细纱机的全自动接头机械手。
机器两侧各装有一只机械手,可清除机器运行或落纱过程中出现的断头。
它既可以配置在新款机器上,也可兼容旧款机型。
运行时,机械手直接移动至待操作的纺纱单元,然后在最短时间内完成接头。
如此一来,机械手可自动运行完整的接头循环:从寻找管纱上的纱线,到将纱线穿过钢丝圈,并置于输出皮辊之后。
机械手可从单锭监测系统ISM接收关于对应断头位置的信息。
自动化接头程序可确保纱线接头器的稳定运行。
周期中尽量避免与管纱发生接触,从而避免外层纱线受到污染,造就了卓越的纱线质量。
同时,ROBOspin可一天24小时维持高产能,客户可有效降低用工成本。
三款新型紧密纺装置便捷高效紧密纺的发明者和市场领导者——立达和绪森面向市场推出了三款新型紧密纺装置:吸风鼓解决方案COMPACTdrum、气动皮圈解决方案COMPACTapron和机械解决方案COMPACTeasy 。
紧密纺装置COMPACTdrum特别适用于对纱线毛羽指标要求高的应用,也适用于因能源成本高而追求最高产能的市场。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
瑞士立达设备全流程纺纱技术的应用实践石家庄常山恒新纺织有限公司梁著青目前,在全国纺织市场盈利空间越来越小,企业生产经营举步维艰的不利情况下,企业要想继续发展,就不能只靠上规模、搞重复、低价格去竞争,企业只有转变增长方式,加快结构调整,推动产业升级,用高新技术改造传统纺织产业,才能在激烈的竞争中生存下来并占有一席之地。
产品只有走高精尖道路,提高技术含量和档次,向高品质,高附加值,高难度,多元化纤维方向努力,才能不断扩大盈利空间,使企业在激烈的市场竞争中不断发展。
而达到以上目的在很大程度上取决于企业是否根据市场的变化及时地进行产品结构的调整,是否能够针对市场的需求不断开发新产品,因此产品的升级很大部分来源于先进设备的质量保证。
石家庄常山恒新纺织有限公司成立于2003年7月,现拥有纱锭20万枚。
其中,包括一条由瑞士立达纺纱设备为主的紧密纺全流程生产线。
经过几年的运转实践证明瑞士立达设备自动化程度高,操作维护保养简便,设备故障率低,安全装置作用可靠。
并且集机、电、气于一体,工艺调整简单、灵活、方便,产量高,适纺范围广,质量水平稳定。
一、瑞士立达纺纱主要设备的应用分析:生产线主要工艺流程:A11 自动抓棉机→B11 开棉机→B70 混棉机→B60 清棉机→A21 除尘机→Direct twin 异纤检除机→A70 喂棉机→C51 梳棉机→FA306A 并条机→E32 条并卷联合机→E62 精梳机→D35C 并条机→FA426A 粗纱机→K44 紧密纺纱机→萨维奥ORION E 自动络筒机1、立达清梳联合机:1)设备特点:立达清梳联流程相对较短,握持点少,除杂点分配科学合理。
3个打击点对原棉实施有效的开松、除杂,由于单单台开清棉设备的效率高,使得在整个流程既保证了对原棉的开松、除杂,又对纤维进行柔性打击,减少了过程中棉结、短绒的产生,最大程度的保护纤维的机械性能,当使用成熟度、强力较差的棉纤维时其制成率也能得到保证。
由于此流程的突出特点,在纺制细绒棉、长绒棉、聚酯纤维、纤维素纤维及其它各类新型纤维都取得了良好的效果。
2)控制要点:滤尘的配套对开好清梳联至关重要,要保证滤尘设备正常运行。
在流程中工艺设计的合理与否,直接影响开清棉机组的开松和除杂效果,从而影响梳棉的分梳、除杂效果,直至影响成纱质量。
采用多包细抓的混棉工艺,注意解决抓包顶和包底时抓取量。
抓棉工艺根据原棉特性,合理调节抓取深度和始抓、终抓程序确保整个棉包高度内抓细、抓匀、抓小。
优选各机给棉打手速度配置,确保全过程对原棉的匀喂、匀出和各单机的运转率。
为此我们在清梳部分采用较低速度、多梳少打、合理隔距的工艺原则,减少加工过程中纤维的损伤和短绒的产生,对各部隔距、打手速度、气压引流、落棉落杂等参数进行反复优选,从而为后部工序的高质量提供了保证。
3)几点建议:a. 在主要速度调整点(如A11抓包机、B60清棉机打手)加装变频装置,使之调整更简单、方便,保证多品种变化需求。
b.在B70混棉机和A70喂棉机之间加装间道装置,使流程在棉纤维、新型纤维调整时更便捷,适纺范围更广泛。
c.针对国内原料质量问题,用好Direct twin异纤检除装置的是一个亟待解决的问题。
d.使用自动磨针布装置时,要根据设备针布情况,慎重选择磨针周期。
2、立达E62精梳机:1)设备特点:E62精梳机在以前精梳机高水平的基础上,进行了多项改进。
是设备的机电一体化水平进一步提高,计算机控制系统的应用,给用户产量、质量、生产信息、参数调整、班次安排、机器功能自检、质量检测系统、故障、维修等带来了极大的方便,机械系统的改进,降低了故障频率。
简化的牵伸设计既方便了管理,又减少了备用齿轮数。
满简自动断条简化了机构设置。
采用同步齿形带和平皮带传动方式传动,既可提高传动精度,降低了噪声。
使得E62型精梳机在400钳次/分的高速运转情况下,其棉结、杂质、短绒的剔除能力及精梳棉条的条干保持高水平,机器运转稳定,生产成本降低,设备的维护、管理、保养的更加方便。
2)控制要点:合理配置精梳准备牵伸工艺,加强对小卷中纤维后弯钩的伸直,着重对准备工序的预并及条卷牵伸倍数之积(即精梳准备牵伸倍数)、并合根数、罗拉隔距等进行优化。
以减小有效纤维的损失,达到节棉降耗的目的。
E62 精梳机有效输出长度的减短,是通过降低平均分离牵伸倍数来获得的,这就使得其产量有所降低,为保证其优质、高产,应充分利用国内较为成熟的高效工艺,可提高精梳棉条的单量,这样既降低了精梳机的总牵伸倍数,保证了成品质量,同时又在有效范围内提高了产量。
3)几点建议:a. 加装变频装置,使精梳机速度调整更简单、方便,以满足各种用户对多品种变化需求(如纺制麻纤维时使用200钳次/分)。
b.纺制长绒棉过程中,台面棉网破边现象较为严重。
c.E62精梳机虽减短了有效输出长度,增加了新旧棉网的接合长度,仍会存在搭接波。
d.生产特高支品种或特高要求的品种时,使用长绒棉时其精梳落率较低致使成品质量无法达到下游客户要求。
3、立达K44紧密纺纱机1)设备特点:K44紧密纺纱机牵伸形式采用四上三下长短胶圈,配置摆动上销、气动加压摇架。
前下罗拉为D59mm的独特吸风滚筒式结构,负压吸风装置由吸风滚筒罗拉、吸风鼓、负压吸风槽、负压板、吸风管、前胶辊组成了结构紧凑、吸风作用良好,独具特点的负压吸风装置。
其最主要的特点是缩小了纺纱三角区。
经前胶辊牵伸后的纤维被负压吸风装置有效地控制,在负压气流的作用下提高了纤维的伸直度和平行度,消除离散纤维,使纤维集聚,紧密地抱合在一起,经过前输出胶辊后须条进行加捻,纺纱三角区得到有效缩小,使成纱质量得到很大提高,紧密纺纱毛羽少、强力高的特性充分展现出来。
其独特的:输出胶辊与吸风滚筒前罗拉中心处于同一水平线,有利于捻度快速上移加捻,对减少断头十分有利。
吸风滚筒做为牵伸前罗拉,实现了气流聚集装置和原牵伸系统的有机结合,其整体结构简洁,更具备合理性。
运转平稳,耐磨,使用寿命长,纱疵少,无机械波,优于网眼式胶圈摩擦传动。
张力架结构构的改进,使下胶圈运转更加灵活稳定,为牵伸提供了良好的条件。
工艺参数变更简便,面板操作快捷准确,大纱、中纱、小纱段速度可根据纺纱需要设定,自动平稳切换,以达到最合理选配,可有效降低断头,提高产量。
2)控制要点:车间温湿度要严格按工艺要求掌握,如波动大,易发生大面积断头,直接影响纺纱生产及成纱质量,应注意保持温湿度稳定。
在变换品种时应及时的对操作面板的大纱、中纱、小纱段速度进行设定,从而减少断头的基础上保证获得最大速度。
运转巡回时应注意检查负压板是否复位紧贴罗拉,如抬起则风力不集中,纤维集聚作用差,影响纺纱质量。
吸风组件的洁净是保证质量的关键,对吸风滚筒罗拉粘附的棉蜡、杂质等,要用酒精擦洗,刷净眼孔和沟槽。
纺纱通道、吸风组合件要求保持清洁,内壁光滑,作用良好。
安装时吸风鼓翻盖必须压到位,保持密封。
锭子夹尾器要定期清洁、检查,确保夹纱功能良好,减少落纱断头。
3)几点建议:a. 在牵伸部分还需进一步研究。
尤其在纺制细绒棉需进一步提高质量。
b.在吸风插接件的材料方面需进行研究,以减少因吸风管挂花、堵花而造成的断头后大面积飞花。
c.K44 紧密纺纱机的纺纱环境要求相对湿度较低,因不断进行改进实验以解决空调运行成本高的问题。
二、利用立达设备全流程纺纱应用实践为了充分发挥先进设备的优势,我们在瑞士立达纺纱设备为主的紧密纺全流程生产线成功开发了JC2.91tex(200s)高档紧密纺纱线,并进行了批量生产,先将设备配置和工艺情况介绍一下:1、工艺流程的配置及各工序纺纱关键点1)清花工序根据长绒棉纤维的特点,为减小纤维损伤,在拣花阶段精拣的基础上,在清花工序由全流程(A11 自动抓棉机→B11 开棉机→B70 混棉机→B60 清棉机→A21 除尘机→Direct twin 异纤检除机→A70喂棉机→C51 梳棉机)改为(A11 自动抓棉机→B11 开棉机→B70 混棉机→A70 喂棉机→C51 梳棉机)清花流程采用“少抓勤抓,适当开松,加大落率”的工艺原则,利用提高设备运转率,在各在主要速度调整点加装变频装置,单机的喂给速度、打手速度能过及时调整,达到了工艺及质量要求。
2)梳棉工序长绒棉在梳理过程中,纤维易扭结损伤,从而使棉结和短绒增加。
因此,在梳棉工序采用“轻定量、紧隔距、慢速度”的工艺,在加强锡林与盖板分梳效果的同时,尽量减少棉结的产生。
提高梳棉盖板的速度,降低产量和棉条定量,保证纤维的伸直平行度和梳理度。
3)精梳工序精梳工序是有效清除棉条中的棉结和细小杂质,提高纤维伸直度的关键工序。
本着减小结杂、排除短绒、提高纤维伸直平行度的目的,在工艺设置上采用“低速度、轻定量、大落率”的方法来提高棉网质量。
同时,在器材上选用高密型整体锡林和特密型顶梳,利用加装变频装置使锡林速度控制在200钳次/分钟。
4)并条工序并条工序以提高纤维平行伸直度、改善条干均匀度为重点。
为了不损伤纤维,尽量减少并条的牵伸倍数。
采用“多并和、低速度、小牵伸”的工艺。
选用三道并合逐步牵伸的方法。
5)粗纱工序粗纱工序应合理配置牵伸区工艺参数,适当调整粗纱张力,结合细纱工艺方案确定合理的粗纱定量、捻系数。
操作时勤巡回,粗纱断头及时处理,严禁断头飘附在邻纱上,并保持棉条通道光洁无挂花。
由于粗纱定量太轻,为了减少粗纱意外伸长,粗纱捻系数偏大掌握,同时调短粗纱卷绕动程,使其动程200毫米并在粗纱管中间部位,以减小退绕时张力牵伸。
6)细纱工序纺制特高支纱的关键是减少成纱断头。
因为在牵伸过程中,由于纱线单位截面积内的纤维根数极少,只有20根左右,纱线本身的强力极低。
当纺纱张力略微有所变化时将造成纱线断头。
为了减少断头,稳定细纱生活,在采取“慢速度、紧隔距、重加压”的工艺和保证设备运行状态的前提下,重点采取的技术措施有:a.由于须条在牵伸过程中纤维根数过少,为了有效的控制纤维运动,我们选用了直径适中、硬度小的进口胶辊、并优选了胶圈的型号,从而达到了改善条干均匀度,减少细节,减少断头的目的。
b.为了减少细纱断头,在纺纱过程中不但要控制好纺纱张力,还要对各段纺纱速度进行优化,以达到各纺纱段强力高于张力纺纱的目的。
c.在纺纱段选用¢1.5mm小孔径导纱钩、PG1 ¢32mm进口钢领及配套的进口钢丝圈。
使纱线光洁、毛羽少、纤维利用率高。
d.严格控制紧密纺各锭的负压,加强设备保养工作,保证各个吸风插件无挂花、堵花现象,使锭锭之间的负压一致,从而提高纱线的强力一致性。
e.调整控制纲领板的起始位置,保证纺纱成型在纱管中段,使得纺纱张力变化较小。
7)并纱、倍捻、络筒工序按照正常的工艺流程在细纱成纱后要经过络筒进行清纱、成型。
但是由于所纺纱线支数高,强力极低,在络筒退绕过程中速度高、摩擦点多,造成断头增加;同时纱支太细清纱器切纱次数多,探纱器、捕纱器找头困难,易造成乱层,根本无法正常生产。