丸剂生产工艺规程
丸剂生产工艺规程
甘南藏药制药标准系----产品工艺规程1 主题容与适用围本规程规定了洁白丸生产工艺规程。
本规程适用于洁白丸的生产和质量控制。
2 引用标准《药品生产质量管理规》(201年版)《中华人民国药典》(201年版)3 术语和定义本规程不涉及术语和定义。
4 产品概述4.1 产品名称HC·ZY---BZX·E01 第2页共19页4.1.1 通用名洁白丸4.1.2 汉语拼音Jiebai Wan4.2 剂型水蜜丸4.3 处方依据、批准文号、处方4.3.1 处方依据《中华人民国药典》一部546页4.3.2 批准文号XXXXHC·ZY---BZX·E01 第3页共19页4.3.4 产品工艺流程图(见附录A)5 生产工艺5.1 药材前处理5.1.1 领料a)领料数量依据批生产指令单的数量。
b)领料时凭有审核签字的领料单领料。
5.1.2 原药材炮制a) 诃子:经挑拣,除去杂质,洗净,制成适宜的粗粒,干燥,置净料袋,称重封口,每袋附状态标识后入中间站存放。
b) 翼首草:除去杂质,洗净,干燥,置净料袋,称重封口,每袋附状态标识后入中间站存放。
C) 南寒水石:经挑拣,除去杂质,煅,干燥,置净料袋,称重封口,每袋附状态标识后入中间站存放。
d) 五灵脂:经挑拣,除去杂质,置净料袋,称重封口,每袋附状态标识后入中间站存放。
e) 土木香:经挑拣,除去杂质,洗净,低温干燥,净料袋,称重封口,每袋附状态标识后入中间站存放。
f) 石榴子:经挑拣,除去杂质,洗净,干燥,置净料袋,称重封口,每袋附状态标识后入中间站存放。
g) 木瓜:经挑拣,除去杂质,洗净,干燥置净料袋,称重封口,每袋附状态标识后入中间站存放。
HC·ZY---BZX·E01 第4页共19页h) 沉香:经挑拣,除去杂质,洗净,低温干燥,置净料袋,称重封口,每袋附状态标识后入中间站存放。
i)丁香:经挑拣,除去杂质,洗净,低温干燥,置净料袋,称重封口,每袋附状态标识后入中间站存放j) 石灰华:经挑拣,除去杂质,干燥,置净料袋,称重封口,每袋附状态标识后入中间站存放。
逍遥丸生产工艺规程(水丸)

目的建立逍遥丸(水丸)工艺规程,使产品生产规范化,标准化,保证生产的产品质量稳定、均一和有效。
范围适用于逍遥丸(水丸)生产全过程。
责任主管副总经理,技术开发部部长,质量管理部部长,生产部部长,车间主任,技术员。
标准依据《中华人民共和国药典》2005年版一部工艺规程的编制及管理规程内容1 产品概述1.1 品名:逍遥丸汉语拼音:Xiaoyao Wan1.2 剂型:丸剂(水丸)1.3 性状:本品为黄棕色至棕色的水丸;味甜。
1.4 功能主治:疏肝健脾,养血调经。
用于肝气不舒,胸胁胀痛,头晕目眩,食欲减退,月经不调。
1.5 用法用量:口服,一次6-9g,一日1-2次。
1.6 规格:60g/瓶。
1.7 贮藏;密闭,防潮。
1.8 有效期:36个月。
1.9 批准文号:国药准字Z220202512 处方和依据2.1 处方2.2 处方依据:中华人民共和国药典2000年版一部3 生产工艺流程图逍遥丸(水丸)生产工艺流程及环境区域划分示意图4 逍遥丸(水丸)生产质量控制要点5 操作过程及工艺条件5.1原材料的炮制:见中药材前处理工艺规程(SMP.JS-GG-12)5.2生粉的制备5.2.1灭菌:二人复核投料,按批配方称取净料,柴胡20.4kg、当归20.4kg、白芍20.4kg、白术(炒)20.4kg、茯苓20.4kg、甘草(蜜炙)16.3kg、薄菏4.1kg。
将上述各药置脉动正压灭菌器中进行灭菌,灭菌时间每次90分钟,铺盘厚度≤10mm,执行“脉动正压臭氧灭菌器标准操作规程”(SOP.SC-SZ-48),下料,装入洁净不锈钢桶中,挂上标志。
5.2.2粉碎、过筛:将灭菌合格后的净药材用万能粉碎机选用120目不锈钢筛网进行粉碎,粉碎速度80-100kg/h,执行“FZ-400万能粉碎机标准操作规程”(SOP.SC-SZ-47),下料,装入不锈钢桶中,称重,挂上标志。
5.3批混:执行“HD-800多向运动混合机标准操作规程”(SOP.SC-SZ-06)二人复核投料,将粉碎过筛后的药粉投入到多向运动混合机中,混合30分钟,装量≤400kg/次,下料,装入不锈钢桶中,称重,挂上标志,送入中间站,待中间产品检验。
丸剂的制备工艺流程
丸剂的制备工艺流程
一、丸剂的制备工艺流程
1. 配料:将药物、填料、辅料,按配方等量取出,量取后充分混和,以保证各药物元素分布性佳,便于后续工作;
2. 研磨:将上述混合物逐段进行研磨,使得药物达到相应的短细度,以提高药物的流动性;
3. 混合:将研磨后的药物和其它辅料混合,可以通过搅拌机、研磨机等混合设备混合;
4. 制粒:将上述混合物经过研磨机混合后,经由成型机成型制成每颗丸剂的标准形状;
5. 干燥:将制成的丸剂放置在室内进行干燥,恒温干燥一般为40℃,直至药物的含水量降至模拟值;
6. 检验:检查批次制成的丸剂外观特征、湿度、强度、粒度和溶出度等指标,以确保质量稳定;
7. 包装:将经过检验合格的丸剂放入防潮、密封、无污染的容器中,完成包装。
- 1 -。
中药丸剂的生产工艺流程

中药丸剂的生产工艺流程
中药丸剂的生产工艺流程通常包括以下几个步骤:
1. 原料准备:选用高质量的中药材作为原料,进行质量检查和筛选,然后进行研磨、切碎或煎
煮等预处理操作。
2. 材料提取:将预处理后的中药材进行浸泡、加热、煮沸或蒸馏提取等操作,提取出有效成分
形成药液。
可使用水、醇、酒精等溶剂进行提取。
3. 浓缩:将提取得到的药液进行蒸发或浓缩,将药液的溶剂量减少,使其浓度增加,形成浓缩液。
4. 干燥:将浓缩液进行干燥处理,主要方式包括喷雾干燥、真空干燥、烘干等,使药液转化为
固体颗粒或粉末。
5. 粉碎:对干燥后的药物进行研磨或粉碎操作,以获得所需的颗粒大小或粉末细度。
6. 配方混合:将不同的中药材粉末或颗粒按一定比例进行混合,并加入一定量的辅料和粘合剂,混合均匀后形成药丸的基础配方。
7. 造粒或压片:将基础配方进行造粒或压片操作,通常使用造粒机或压片机进行,并控制好药
丸的大小和形状。
8. 包衣:对造粒或压片后的药丸进行包衣操作,可使用颜料、涂膜剂或果胶等进行包衣,以提
高药丸的稳定性、延长保质期或改善口味。
9. 包装:对包衣后的药丸进行包装操作,将药丸装入瓶子、袋子或包装盒中,常见的包装方式
有塑料瓶、铝盒、纸盒等。
10. 质量检验:对生产出的药丸进行质量检验,包括外观、尺寸、含量、溶解度等指标的检测。
11. 销售和储存:将合格的中药丸剂产品进行销售和储存,确保产品质量和安全性。
需要注意的是,不同类型的中药丸剂生产工艺会有所不同,具体操作步骤也可能会有差异。
以
上仅为一般流程的概述,具体操作应根据不同药物和生产场所的要求进行调整。
丸剂的生产工艺流程
丸剂的生产工艺流程丸剂是一种药物剂型,是将药物粉末或颗粒填充到胶囊中或压制成丸状的固体剂型。
生产丸剂的工艺流程通常包括原料准备、混合制备、成型、包装等环节。
下面将详细介绍丸剂的生产工艺流程。
1. 原料准备首先需要准备原料,包括活性成分、辅料以及胶囊或片剂的制备材料。
活性成分是药物的主要成分,辅料可以是惰性物质或者对药物性质有影响的物质,胶囊或片剂的制备材料是用来容纳药物的载体。
2. 混合制备将准备好的活性成分和辅料按照一定比例混合在一起。
混合的方法通常有物理混合和干式混合。
物理混合是将各原料一起放入一个容器中,通过振荡、搅拌等方法进行混合。
而干式混合是首先将辅料与活性成分干燥后混合在一起。
经过混合后,得到的混合物是均匀的,各成分分布均匀,这样可以确保每个丸剂中的活性成分含量基本一致。
3. 成型将混合制备好的物料进行成型,成型的方式有挤压成型和滚压成型两种。
挤压成型是将原料放入成型机内,通过挤压成型机械的作用使原料成型成为固体丸状。
而滚压成型是将原料放入成型模具中,通过旋转的方式使原料在模具内成型。
成型的时候需要特别注意成型机的压力和温度控制,以确保丸剂的质量和成型的形状。
同时要根据需要,可以选择不同材质和颜色的包装壳进行外观包装。
4. 包装经过成型的丸剂需要进行包装,包装的目的是保护丸剂不受外界环境的影响以及便于使用和销售。
包装的方式主要有胶囊、铝塑复合膜、复合薄膜袋等。
在包装的过程中,需要根据产品的特性选择适当的包装方式,同时严格按照卫生规范进行操作,确保产品符合卫生标准。
以上就是丸剂的生产工艺流程,该流程需要严格按照药品生产规范进行操作,以确保丸剂产品的质量和安全性。
在实际生产过程中,还需要注意原料的选择和储存、生产设备的清洁和维护、生产环境的卫生和洁净度等一系列细节,这些都是保证丸剂产品质量的重要因素。
同时,在生产丸剂的过程中,需要严格控制生产工艺参数,确保每个环节都符合生产要求,以生产出符合标准的优质丸剂产品。
××丸生产工艺规程
益肾蠲痹丸的生产工艺规程目的:建立益肾蠲痹丸的生产过程中所遵循的技术准则,为生产指令下达提供依据。
适用范围:益肾蠲痹丸的生产。
责任:1. 车间主任、质管员、技术员负责指导和检查本规程的正确实施。
2. 操作人员有按本规程正确操作的责任。
目录1.产品概述2.处方和依据3.工艺流程图4.原材料的整理炮制。
5.制剂操作过程及工艺条件。
6.原辅料规格(等级)、质量标准和检查方法。
7.质量控制要点及中间产品的质量标准及检验方法。
8.成品的质量标准和检查方法。
9.包装材料质量标准及检查方法。
10.说明书包装材料文字内容。
11.工艺问声要求及工艺用水质量标准。
12.设备一览表及主要设备生产能力。
13.技术安全及劳动保护。
14.岗位定员与生产周期。
15.原辅料消耗定额。
16.包装材料消耗。
17.中间产品消耗定额。
18.各工序中间产品收得率、成品收率。
19.动力消耗定额。
20.综合利用和环境保护。
内容:1.产品概述:益肾蠲痹丸是由多种动、植物药材制成的丸剂,是我国著名老中医与中国中医研究所共同研制的治疗类风湿性关节炎的药物,它具有抗炎、消肿、镇痛,调治机体的细胞免疫和体液免疫的功能,是当前治疗类风湿性关节炎最理想药物之一。
2.处方和依据。
2.1处方:单位:kg 批产量:16900袋徐长卿10.6 骨碎补(砂炒)10.6 乌梢蛇(酒制)10.6蜂房(清炒)10.6 当归10.6 土鳖虫10.6延胡索10.6 鹿衔草10.6 淫羊藿10.6(炮)熟地黄13.2 地龙(酒制)10.6 僵蚕(麸炒)10.6蜈蚣 1.55 全蝎 1.55 葎草13.24生地黄18.6 老鹳草13.24 虎杖13.24鸡血藤13.24 寻骨风10.6低取代羟丙甲纤维素:适量聚山梨酯-80 适量2.2 依据:国内著名老中医朱良春治疗顽痹(类风湿性关节炎)经验处方。
3. 工艺流程图。
工艺流程图4. 原药材的整理炮制。
4.1净选:4.1.1乌梢蛇:用尖咀钳钳去蛇头,用钢丝刷刷去蛇鳞。
丸剂的工艺
丸剂的工艺
丸剂工艺是将药物通过一系列的工艺步骤制成球形的剂型。
以下是一般性的丸剂工艺流程:
1. 药物准备:根据丸剂配方,精确称量所需的药物原料,并进行筛选和研磨。
2. 混合:将药物原料和其他辅料混合均匀,可以使用搅拌机、颗粒机等设备进行混合。
3. 加水:将混合后的药物原料逐渐加入适量的水或其他溶剂,使药物成为可塑性团块。
4. 造粒:将药物团块通过造粒机进行造粒,形成粒径均匀的颗粒。
5. 浸润:将造粒后的颗粒进行浸润处理,常用液体剂(Fluid Bed Coating)或者干燥剂进行浸润。
6. 干燥:将浸润后的颗粒进行干燥,去除多余的水分或溶剂。
7. 筛分:对干燥后的颗粒进行筛分,滤去不符合要求的颗粒。
8. 凸轧:将筛分后的颗粒通过凸轧机器进行凸轧,进一步强化颗粒的密实性。
9. 包衣:将凸轧后的颗粒进行包衣处理,以提高药物的稳定性和控释特性。
10. 塑化:将包衣后的颗粒通过塑化机进行塑化,使颗粒表面更加光滑。
11. 平整:通过震动筛和筛板进行平整,确保丸剂的表面平整。
12. 包装:将制成的丸剂按照一定的药品规格进行包装,以保证质量和使用方便。
丸剂的生产工艺流程
丸剂的生产工艺流程丸剂是中药制剂中常见的一种剂型,其生产工艺流程包括原料处理、制粉、配料、混合、制丸、干燥、包装等步骤。
下面将详细介绍丸剂的生产工艺流程。
1. 原料处理。
丸剂的原料通常是中药材,需要进行初步处理,包括去杂、洗净、晒干等。
去杂是指将原料中的杂质、异物等清除干净,保证原料的纯净度;洗净是指用清水将原料表面的泥土、灰尘等清洗干净;晒干是指将洗净的原料晾晒至一定程度的干燥度,以便后续加工使用。
2. 制粉。
经过初步处理的原料需要进行制粉,将其研磨成粉末状。
制粉的设备通常是研磨机或者超细研磨机,通过机械力将原料研磨成所需的粉末。
3. 配料。
将制粉后的原料按照一定的配方比例进行配料,根据丸剂的配方要求,将各种原料按照一定的比例混合均匀。
4. 混合。
经过配料的原料需要进行混合,将各种原料充分混合均匀。
混合的设备通常是混合机或者搅拌机,通过机械力将各种原料混合均匀。
5. 制丸。
混合后的原料需要进行制丸,将其制成丸状。
制丸的设备通常是制丸机,通过机械力将原料压制成丸状。
6. 干燥。
制成丸状的药丸需要进行干燥,以去除水分,提高药丸的稳定性。
干燥的设备通常是烘干机或者烘箱,通过加热将药丸中的水分蒸发掉。
7. 包装。
经过干燥的药丸需要进行包装,将其包装成成品。
包装的设备通常是包装机,通过机械力将药丸进行包装,然后进行密封、贴标签等工序。
以上就是丸剂的生产工艺流程,通过原料处理、制粉、配料、混合、制丸、干燥、包装等步骤,最终得到成品丸剂。
整个生产工艺需要严格控制各个环节的质量,确保最终的丸剂符合药典标准,保证药品的质量安全。
丸剂的制备的工艺流程

丸剂的制备的工艺流程丸剂是一种口服给药剂型,它是将药物与辅料混合,经过适当的加工工艺制成丸形固体剂。
下面是丸剂的制备工艺流程。
一、工艺准备1. 准备研磨和混合设备,如研磨机、混合机等。
2. 准备原料,包括药品原料、辅料等。
3. 准备工艺流程和相关文档,确保按照规定的工艺进行操作。
4. 准备清洁设备和场地,确保无菌和无尘环境。
二、原料准备1. 根据工艺流程,精确称取所需的药品原料和辅料。
2. 对药品原料进行研磨,使其细粉状,以便更好地混合。
3. 对辅料进行筛选和粉碎,确保质量和颗粒大小的一致性。
三、混合1. 将研磨后的药品原料和辅料加入混合机中。
2. 打开混合机,设定合适的转速和混合时间,确保混合均匀。
3. 注意避免交叉污染,每次混合结束后,清理混合机以准备下一次混合。
四、造粒1. 将混合好的药品原料和辅料送入造粒机。
2. 通过外力作用,让药材原料形成颗粒状,提高丸剂的成型性。
3. 控制好粒径大小,以适应丸剂的制备工艺要求。
4. 将造粒好的颗粒进行筛选,去除不符合要求的颗粒。
五、配料1. 根据工艺流程要求,将混合和造粒好的药品颗粒按照一定比例混合。
2. 在配料时可以根据需要,添加其他辅助性的原料,如填充剂、粘合剂等。
3. 经过混合均匀的药品颗粒即可作为丸剂的主要原料。
六、成型1. 将配料后的药品颗粒送入丸剂成型机。
2. 通过机械或手工操作,使药品颗粒形成圆形,具有一定的大小和硬度。
3. 需要根据要求选择合适的成型方法,如滚丸法、压片法等。
七、干燥1. 成型后的丸剂需要进行干燥,除去多余的水分。
2. 可采用自然干燥或热风干燥的方法。
3. 干燥的时间和温度需要根据药品的特性进行控制。
八、包装1. 将干燥好的丸剂送入包装机进行包装。
2. 选择适当的包装袋材料,如铝塑复合袋、胶盒等。
3. 按照要求,标明产品名称、生产批号、有效期等关键信息。
4. 包装完成后,进行外包装,确保产品的安全和卫生。
以上是丸剂的制备工艺流程,每一步都需要严格执行,确保丸剂的质量和安全性。
丸剂的制备工艺
丸剂的制备工艺
丸剂制备是一种常见的中药制剂形式之一,其制备工艺一般包括以下步骤:
1.选择药材:根据疾病的不同,选择相应的中药材。
2.研磨药材:将药材研磨成细粉末。
3.混合药材:将不同的药材粉末按一定比例混合。
4.加入辅料:根据需要,加入辅料如淀粉、蜂蜜等。
5.加入润滑剂:为调节丸剂流动性,使其易于制成丸剂,加入润滑剂如油脂、甘油等。
6.按丸剂重量进行分割:将药材混合物和润滑剂分别按一定的重量分割。
7.造丸成型:将分割好的药材混合物和润滑剂放入造粒机中挤压成小球状或长条状。
8.打磨整形:将制成的丸剂放入丸剂打磨器中进行加工打磨。
9.干燥:将制成的丸剂放入烘干室中进行烘干,以去除水分。
10.包装:将干燥好的丸剂分装进容器中,标明药物的名称、剂量、用法、用量等信息,进行包装密封,贮存备用。
丸剂生产工艺流程

丸剂生产工艺流程丸剂生产工艺流程是指将药物制剂原料按照一定的工艺流程进行混合、压制、烘干等工艺步骤,制备成粉末、颗粒或丸剂制剂的整个过程。
下面是一个简要的丸剂生产工艺流程:1. 原料准备:根据药方要求,准备好所需的药物原料,包括中药材、化学药物等。
对于中药材,需要进行质量检验,包括外观、含水量、杂质等指标。
2. 粉碎:将药材进行粉碎处理,可以采用机械研磨、挤压、开裂等方法,得到符合要求的粉末。
对于一些易挥发的药材,还需要进行低温粉碎。
3. 调配:根据药方要求,将所需的药材按照一定比例混合,确保每个丸剂中含有相应的药材成分。
调配过程需要严格控制原料的比例,粉末的均匀性以及混合时间。
4. 糊化:将调配好的药材混合物加入一定量的粘合剂,例如蜂蜜、糖浆等,使药材成分能够黏合在一起,便于制成丸剂。
在糊化过程中,需要控制好药材和粘合剂的比例,保证糊化的程度。
5. 造丸:将糊化好的药材混合物进行造丸。
可以采用手工造丸、滚球造丸或压片造丸等不同的方法。
造丸过程中需要控制好药丸的大小、形状和硬度。
6. 干燥:将造成的丸剂放在通风良好的地方进行干燥处理,以去除剩余的水分和挥发性溶剂。
干燥过程需要控制好温度和湿度,避免药丸出现变形或开裂。
7. 包装:对干燥好的丸剂进行包装。
可以采用铝塑包装袋、瓶装、纸盒等不同的包装方式。
包装过程中需要防潮、防光、密封,保证丸剂的质量和保存期限。
8. 质检:对制成的丸剂进行质量检验,包括外观、含量、失重、溶出度等指标的测试。
对合格的丸剂进行标签贴附和入库。
以上是丸剂生产的基本工艺流程,不同的丸剂制剂可能会有一些特殊工艺步骤或要求,需要根据具体的药方和工艺流程进行调整和操作。
丸剂的生产工艺流程要严格执行GMP要求,确保药物质量和安全性。
丸剂生产工艺流程
丸剂生产工艺流程丸剂是中药制剂中常见的一种剂型,它是将药物粉末或颗粒按一定比例配制成固体丸状的制剂。
丸剂具有服用方便、剂型稳定、药效持久等优点,因此在中药制剂中得到了广泛应用。
下面将介绍丸剂的生产工艺流程。
1. 原料准备。
丸剂的制备需要用到各种药材,首先要对原料进行准备。
这包括对药材进行质量检验、清洗、研磨等处理。
在这个过程中,需要对原料进行严格的质量控制,确保原料的质量符合生产要求。
2. 药材炮制。
炮制是中药制剂中的一项重要工艺,它是将药材进行加工处理,以提高药效、改善药性、增加稳定性等。
对于丸剂的制备,炮制工艺尤为重要。
炮制的方法包括炒、煅、炙、煨等,具体方法根据药材的特点而定。
3. 药材粉碎。
经过炮制的药材需要进行粉碎处理,将其研磨成细粉。
粉碎的粒度和均匀度对丸剂的质量有着重要影响,因此需要采用适当的粉碎设备,并严格控制粉碎的时间和速度。
4. 配方调配。
在生产丸剂之前,需要根据药方的要求,将各种药材粉末按一定比例进行配方调配。
这个过程需要严格按照配方要求进行,确保各种药材的比例准确无误。
5. 湿混。
将配好比例的药材粉末加入适量的辅料,如蜂蜜、麦芽糖等,进行湿混。
湿混的目的是使药材粉末与辅料充分混合,形成均匀的混合物。
6. 制丸。
经过湿混的药材粉末与辅料混合物需要进行制丸。
制丸是将混合物按一定压力和速度压制成固定形状的丸剂。
这个过程需要采用专门的制丸设备,严格控制压制的力度和时间,以确保丸剂的质量。
7. 干燥。
制成的丸剂需要进行干燥处理,以去除多余的水分。
干燥的方法可以采用自然风干或者烘干等方式,确保丸剂的含水量符合要求。
8. 包装。
经过干燥处理的丸剂需要进行包装,常见的包装方式包括纸盒包装、铝塑包装等。
包装需要严格按照相关标准进行,确保丸剂的质量和安全性。
以上就是丸剂生产工艺流程的介绍。
丸剂的生产需要严格控制各个环节,确保丸剂的质量符合要求。
同时,生产过程中需要遵守相关的法律法规,确保药品的安全性和有效性。
丸剂的工艺流程

丸剂的工艺流程
《丸剂的工艺流程》
丸剂是一种常见的药物剂型,通常用于口服给药。
它由药物颗粒以及一些辅料组成,经过一系列工艺流程制成。
下面是丸剂的制作工艺流程:
1. 原料准备:首先需要准备所需的药物颗粒以及辅料,包括填充剂、分散剂、润滑剂等。
这些原料都需要严格按照配方进行称量和准备。
2. 混合粉末:将各种原料粉末进行均匀混合,以确保药物颗粒和辅料能够均匀分布在整个丸剂中。
3. 制粒:将混合后的粉末通过压片机或造丸机进行压制,形成丸剂颗粒。
这一步需要根据制定的工艺参数来控制压制的压力和时间。
4. 包衣:对制成的丸剂颗粒进行包衣处理,以改善颗粒的稳定性,减少水解、氧化和刺激性,并改善品味。
5. 包装:最后,将制成的丸剂颗粒进行包装,通常是使用铝塑包装或泡罩包装,以便于存储和使用。
整个制剂工艺流程中,每一步骤都需要严格控制操作,确保丸剂制作的质量和稳定性。
同时,良好的清洁和卫生条件也是保
证丸剂质量的重要因素之一。
通过这些工艺流程的制作,丸剂可以满足药物的口服给药需求,从而发挥药效。
丸剂生产工艺设计规程

丸剂生产工艺设计规程丸剂是一种常见的药物剂型,它具有剂量准确、服用方便、易于保存等优点,被广泛应用于中药和西药制剂中。
为了保证丸剂的质量和安全性,丸剂生产工艺设计非常重要。
下面是丸剂生产工艺设计的规程,详细介绍丸剂的制备过程和注意事项。
一、丸剂的制备过程1.原料准备:根据配方,准备好各种原料,包括药材、辅料和溶剂等。
2.粉碎和筛选:将药材进行粉碎,并通过筛网进行筛选,以获得均匀细微的粉末。
3.配伍:将粉碎和筛选好的药材按照配方比例混合。
4.预处理:对混合好的药材进行预处理,包括烘烤、蒸馏、浸泡等,以提取和激活药效成分。
5.药材粉碎和筛选:将经过预处理的药材再次进行粉碎和筛选,以确保细粉质量。
6.配粉:将经过预处理和粉碎筛选的药材进行配方粉碎,以获得均匀的配方混合物。
7.湿混合:将配粉后的药材与辅料、溶剂等进行湿混合,形成胶团。
8.制球:将胶团按规定的丸剂大小进行制球,确保丸剂的均匀性。
9.干燥:将制球好的丸剂进行干燥,以除去多余的水分,提高丸剂的稳定性。
10.表面处理:对干燥后的丸剂进行表面处理,以提高丸剂的外观质量。
11.包装和贮存:将处理好的丸剂进行包装,并在适当的条件下贮存,以保持丸剂的质量和稳定性。
二、丸剂生产工艺设计的注意事项1.原料选择:选用质量优良、符合标准和规定的药材和辅料。
2.工艺流程:设计合理的工艺流程,确保各个工艺环节的顺序和操作方法正确。
3.设备选择:选择适合丸剂生产工艺的设备和仪器,确保制备过程的准确性和稳定性。
4.质量控制:建立质量控制体系,对原料、加工过程和成品进行严格的质量检验和监控。
5.卫生安全:制定严格的卫生措施和操作规程,确保生产过程的卫生和安全。
6.保存贮存:制备好的丸剂应储存于干燥、避光、通风、无异味的环境中,防止变质和受潮。
7.文件记录:对丸剂生产过程进行详细的记录,包括原料采购、加工过程、质量检验等,以便追溯和复查。
通过严格按照丸剂生产工艺设计规程进行制备,可以确保丸剂的质量和安全性。
丸剂的生产工艺流程
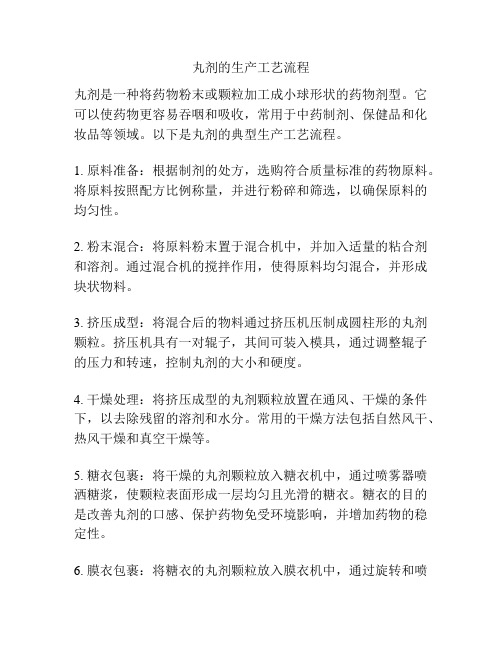
丸剂的生产工艺流程丸剂是一种将药物粉末或颗粒加工成小球形状的药物剂型。
它可以使药物更容易吞咽和吸收,常用于中药制剂、保健品和化妆品等领域。
以下是丸剂的典型生产工艺流程。
1. 原料准备:根据制剂的处方,选购符合质量标准的药物原料。
将原料按照配方比例称量,并进行粉碎和筛选,以确保原料的均匀性。
2. 粉末混合:将原料粉末置于混合机中,并加入适量的粘合剂和溶剂。
通过混合机的搅拌作用,使得原料均匀混合,并形成块状物料。
3. 挤压成型:将混合后的物料通过挤压机压制成圆柱形的丸剂颗粒。
挤压机具有一对辊子,其间可装入模具,通过调整辊子的压力和转速,控制丸剂的大小和硬度。
4. 干燥处理:将挤压成型的丸剂颗粒放置在通风、干燥的条件下,以去除残留的溶剂和水分。
常用的干燥方法包括自然风干、热风干燥和真空干燥等。
5. 糖衣包裹:将干燥的丸剂颗粒放入糖衣机中,通过喷雾器喷洒糖浆,使颗粒表面形成一层均匀且光滑的糖衣。
糖衣的目的是改善丸剂的口感、保护药物免受环境影响,并增加药物的稳定性。
6. 膜衣包裹:将糖衣的丸剂颗粒放入膜衣机中,通过旋转和喷雾的方式,喷洒膜衣溶液,形成一层半透明的薄膜包裹在丸剂颗粒上。
膜衣的主要作用是延缓药物的释放,保护药物免受外界环境的影响,以及改善药物的稳定性和美观性。
7. 检查和包装:将膜衣包裹的丸剂颗粒进行质量检查,包括外观、重量、尺寸和药物含量等方面的检测。
合格的丸剂颗粒将按照规定的容器装入,并进行标签、说明书等包装工作。
以上是丸剂的典型生产工艺流程,每个步骤都需要仔细控制和监测,以确保丸剂的质量符合标准。
随着科技的进步和工艺的改进,丸剂生产工艺将会更加高效和精确。
丸剂的制备的工艺流程
丸剂的制备的工艺流程制备丸剂的工艺流程。
制备丸剂是一种常见的药物制剂形式,它通过将药物粉末或颗粒与辅料混合,并压制成丸状,以便于患者服用。
丸剂的制备工艺流程需要严格控制各个环节,以确保药物的质量和稳定性。
下面将详细介绍制备丸剂的工艺流程。
1. 原料准备。
首先,需要准备好药物原料和辅料。
药物原料应该是经过严格筛选和检测的,确保其质量符合药典规定。
辅料一般包括填充剂、粘合剂、润滑剂等,用于调节丸剂的性状和制剂工艺。
所有原料应该按照配方准确称量,并进行必要的粉碎、筛分等处理。
2. 混合均匀。
将药物原料和辅料按照一定比例混合均匀是制备丸剂的关键步骤。
通常采用搅拌、摇匀、滚筒混合等方法,确保各种成分充分混合均匀,避免出现药物不均匀或混杂的情况。
3. 加工成型。
混合均匀后的药物原料需要进行成型,一般采用压片机或制丸机进行成型。
在成型过程中,需要根据药物的性质和制剂要求选择合适的成型工艺参数,如压力、时间、速度等,确保丸剂的质量和稳定性。
4. 干燥。
成型后的丸剂需要进行干燥处理,以去除水分,提高丸剂的稳定性和质量。
干燥方法一般采用自然风干、烘箱干燥、真空干燥等,根据药物的性质和制剂要求选择合适的干燥方法和参数。
5. 包装。
经过干燥处理的丸剂需要进行包装,一般采用铝塑包装、玻璃瓶包装、铝箔包装等,根据药物的性质和使用要求选择合适的包装材料和包装工艺,确保丸剂的质量和稳定性。
以上就是制备丸剂的工艺流程,通过严格控制每个环节,可以确保丸剂的质量和稳定性,为患者提供高质量的药物治疗。
丸剂的制法工艺流程

丸剂的制法工艺流程丸剂的制法可是个很有趣的事儿呢!一、塑制法。
塑制法就像是捏泥人儿一样。
咱得先把药粉准备好,这个药粉可是有讲究的,要根据不同的丸剂配方精确调配。
比如说,要是做一个补气血的丸剂,那里面就会有像当归、黄芪之类的药粉。
然后呢,加入适当的黏合剂。
这个黏合剂就像是胶水一样,能把药粉都黏合在一起。
常见的黏合剂有蜂蜜呀。
蜂蜜可是个好东西,它不仅能让药粉粘起来,还能让丸剂有点甜甜的味道,吃起来就不会那么难受啦。
把药粉和黏合剂混在一起之后呢,就要开始搓揉啦。
就像揉面团似的,要用力均匀,把它们揉成一个软硬适中的团块。
这一步可不能马虎,如果太硬了,后面搓丸的时候就很难成型;要是太软了呢,丸剂就容易变形。
揉好之后,就可以把这个团块分成一个个小的部分,然后搓成圆形或者椭圆形的丸剂啦。
搓的时候可以想象自己在做小手工,把每一个丸剂都搓得圆溜溜的,就像小珠子一样。
最后把搓好的丸剂放在通风的地方晾干,这样塑制法做的丸剂就大功告成了。
二、泛制法。
泛制法有点像变魔术哦。
先在一个合适的容器里,一般是那种特制的药锅啦,放入少量的药粉。
然后呢,用喷雾器或者小刷子,慢慢地把水或者其他的液体黏合剂喷洒或者刷在药粉上。
这时候药粉就开始慢慢聚集起来啦,就像小雪花慢慢聚成一个小雪球一样。
接着呢,再继续添加药粉,同时继续喷洒黏合剂,让这个“小雪球”一点点变大。
在这个过程中,要不断地翻滚这个正在形成的丸剂,就像翻跟头一样,要让它各个面都能均匀地沾上药粉和黏合剂。
这个过程要很有耐心呢,因为如果翻滚不均匀,丸剂可能就会一边大一边小,或者表面不光滑。
随着丸剂慢慢变大,它就会越来越接近我们想要的大小啦。
等到大小合适了,再把它放在合适的地方干燥一下,泛制法做的丸剂也就做好了。
泛制法做出来的丸剂通常比较小,就像小芝麻粒儿似的,很可爱呢。
三、滴制法。
滴制法就比较现代化啦。
它需要专门的设备呢。
先把药物溶解在合适的溶剂里,这个溶剂的选择也很重要,要能把药物很好地溶解,而且对人体无害。
丸剂生产工艺流程
丸剂生产工艺流程
《丸剂生产工艺流程》
丸剂是一种常见的药物剂型,它适用于口服给药,广泛应用于药品生产中。
丸剂的生产工艺流程涉及到多个步骤,需要严格的操作控制和技术保障。
首先,丸剂生产的第一步是原料的准备。
生产丸剂所需的原料包括药物活性成分、辅料以及其他添加剂。
药物活性成分需要按照一定的比例配制好,而辅料和添加剂也需要经过严格筛选和检验。
接下来,原料的混合是丸剂生产中的关键步骤。
在混合的过程中,需要确保各种原料的混合均匀,并且避免产生任何不均匀分布的情况。
这一步需要采用专业的混合设备和工艺,以确保产品质量。
然后,混合好的原料需要进行制粒。
制粒是将原料混合物经过一定的工艺处理,使得它们成为规格均一的颗粒状物料。
这一步需要严格控制原料的粒径和形状,以确保后续的丸剂制备工艺顺利进行。
接下来,制粒好的原料需要进行丸剂的成型。
在这一步骤中,需要利用专业的成型设备,将制粒好的原料进行成型,形成大小、形状规范的丸剂。
成型的过程中需要严格控制成型压力、温度和时间,以确保丸剂的质量。
最后,成型好的丸剂需要进行包衣处理。
包衣是为了提高丸剂的稳定性和口感,同时也有一定的保护作用。
包衣的工艺需求严格控制温度和环境湿度,以确保包衣的均匀和牢固。
综上所述,丸剂生产工艺流程包括原料准备、混合、制粒、成型和包衣等多个步骤。
每个步骤都需要严格的操作控制和技术保障,以确保丸剂产品的质量和稳定性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
甘南藏药制药有限公司标准系----产品工艺规程HC·ZY---BZX·E01 第1页共19页1 主题内容与适用范围本规程规定了洁白丸生产工艺规程。
本规程适用于洁白丸的生产和质量控制。
2 引用标准《药品生产质量管理规范》(201年版)《中华人民共和国药典》(201年版)3 术语和定义本规程不涉及术语和定义。
4 产品概述4.1 产品名称HC·ZY---BZX·E01 第2页共19页4.1.1 通用名洁白丸4.1.2 汉语拼音 Jiebai Wan4.2 剂型水蜜丸4.3 处方依据、批准文号、处方4.3.1 处方依据《中华人民共和国药典》一部 546页4.3.2 批准文号 XXXXHC·ZY---BZX·E01 第3页共19页4.3.4 产品工艺流程图 (见附录A)5 生产工艺5.1 药材前处理5.1.1 领料a)领料数量依据批生产指令单的数量。
b)领料时凭有审核签字的领料单领料。
5.1.2 原药材炮制a) 诃子:经挑拣,除去杂质,洗净,制成适宜的粗粒,干燥,置净料袋内,称重封口,每袋附状态标识后入中间站存放。
b) 翼首草:除去杂质,洗净,干燥,置净料袋内,称重封口,每袋附状态标识后入中间站存放。
C) 南寒水石:经挑拣,除去杂质,煅,干燥,置净料袋内,称重封口,每袋附状态标识后入中间站存放。
d) 五灵脂:经挑拣,除去杂质,置净料袋内,称重封口,每袋附状态标识后入中间站存放。
e) 土木香:经挑拣,除去杂质,洗净,低温干燥,净料袋内,称重封口,每袋附状态标识后入中间站存放。
f) 石榴子:经挑拣,除去杂质,洗净,干燥,置净料袋内,称重封口,每袋附状态标识后入中间站存放。
g) 木瓜:经挑拣,除去杂质,洗净,干燥置净料袋内,称重封口,每袋附状态标识后入中间站存放。
HC·ZY---BZX·E01 第4页共19页h) 沉香:经挑拣,除去杂质,洗净,低温干燥,置净料袋内,称重封口,每袋附状态标识后入中间站存放。
i)丁香:经挑拣,除去杂质,洗净,低温干燥,置净料袋内,称重封口,每袋附状态标识后入中间站存放j) 石灰华:经挑拣,除去杂质,干燥,置净料袋内,称重封口,每袋附状态标识后入中间站存放。
k)红花:经挑拣,除去杂质,洗净,干燥,置净料袋内,称重封口,每袋附状态标识后入中间站存放。
l) 肉豆蔻:经挑拣,除去杂质,洗净,低温干燥,置净料袋内,称重封口,每袋附状态标识后入中间站存放。
m) 草豆蔻:经挑拣,除去杂质,地温干燥,置净料袋内,称重封口,每袋附状态标识后入中间站存放。
n) 草果仁:经挑拣,除去杂质,置净料袋内,称重封口,每袋附状态标识后入中间站存放。
5.1.3 如果原料为投料所对应品种的合格饮片,可依据批生产指令单的投料数量直接领取原料。
5.1.4 质量控制a)所有前处理的药材必须经质保部检验并有合格检验报告单,领料单(工艺联)附药材处理的批生产记录。
b)药材处理过程中不得直接接触地面。
c)每一药材应单独处理。
d)剔除的杂质、非药用部分与药材要严格区分,并挂状态标识。
e)药材清洗使用饮用水,用过的水不得用于洗涤其它药材。
f)洗后的药材及切制或炮制品如需干燥,需置烘箱内,不得露天干燥。
g)各工序依据生产操作次序及时做生产记录,记录有原药材挑拣生产记录、原药材清洗生产记录、中药材饮片干燥生产记录、原药材切制生产记录、饮片炮炙生产记录。
h)炮制、整理加工后的净药材,置专用净料袋中,封口,每件挂状态标识后入中间站。
i)洗药:洗药后药材应无泥沙,出水颜色用目测应与进水的颜色无明显差异(除药材本身带有的颜色外)。
j)润药:润药所加水量以药透水尽为宜。
k)药材的干燥温度: ≤80℃,含有挥发性物质的药材干燥温度:≤60℃。
l)质量控制指标:W1+W2+W3药材挑拣平衡收率=×100%WW1挑拣后净药材量 W2剔除杂质量 W3工艺损耗 W领料量控制值:95~102%5.2 净料配料5.2.1依据生产指令各净料的数量和批次, 填写领料单并签字,于中间站领取各药材的净料,核对品名、批次、数量、合格状态标识。
5.2.2 及时准确填写净料配料生产记录及相关记录,领料单工艺联附记录。
5.3 提取、浓缩5.3.1 操作过程:将五灵脂净料267.0kg加水煎煮两次,第一次加6倍量煎煮3小时;第二次4倍量煎煮1小时,合并煎液,滤过,滤液浓缩成相对密度1.30(80~85℃)的稠膏,装入密闭洁净的容器内,称重,挂状态标志,请验5.3.2 质量监控a) 质量监控点b)控制指标浸膏出膏率≥30%出膏量出膏率=×100%投入药材量c)浸膏存放条件、期限:置洁净专用浸膏桶内,挂状态标志,放入浸膏暂存室:期限为≤2个月。
生产记录:及时准确填写提取生产记录(水提)和中药材干燥记录及相关记录。
e)浸膏应符合产品内控质量标准。
5.4 灭菌、粉碎、筛粉5.4.1 将净药材诃子,翼首草等十三味药材混合后于0.13~0.15MPa、121℃灭菌20分钟,80℃干燥后粉碎成细粉,过100目筛,请验。
5.4.2 质量监控a)质量监控点:b)质量控制指标W1+W2+W3平衡收率=×100%WW1筛粉后数量 W2余料量(粗粉量) W3工艺损耗 W粉碎领料量控制值:95~100%c)细粉存放条件、期限:置洁净容器内,挂状态标志,入细粉暂存室暂存,期限为≤3个月。
d)生产记录:及时准确填写原药材灭菌生产记录、干燥生产记录、原药材粉碎、筛粉生产记录及相关生产记录。
e)细粉应符合产品内控质量标准。
5.5 制软材5.5.1 依据指令领取细粉、浸膏,分别核对品名、批次、数量、合格状态标识。
5.5.2 配比比例浸膏:细粉:炼蜜:纯化水=1:1.4:纯化水适量5.5.3 操作过程:依据细粉数量,计算分次配制数量,每次配制数量以40.0㎏~60.0㎏细粉为宜。
每次将已分量的细粉与浸膏依次加入槽形混合机混合15分钟,加入炼药机中炼制1~2遍,置洁净容器内,加盖,称重计量,挂状态标识,移交制丸。
5.5.4 质量监控a)质量监控点:b)质量控制指标软材总量+工艺损耗平衡收率 = ×100%浸膏+细粉+水控制值:95~100%c)软材存放条件、期限:置洁净容器内,挂状态标志,转入制丸工序,存放期限≤24小时。
d)生产记录:及时准确填写制软材炼药生产记录及相关记录。
5.6 制丸5.6.1 备料a)软材:从制软材工序领取软材,核对品名、批次、数量、状态标识。
b)隔离粉:药材细粉。
每100万丸湿丸,用隔离粉约12.0kg。
5.6.2 技术参数a)刀轮:Φ6.0,铜套:Φ5.8b)湿丸控制规格:2.50~2.60g/10丸c)调机正常后,丸重每10分钟监控一次d)每烘盘装入湿丸量:约2.0kg5.6.3 操作过程:将软材加入制丸机,按技术参数制成湿丸,药头及时回机,湿丸置洁净的烘盘中,每烘车架挂生产过程运行标识,转至烘药间晾丸。
5.6.4 质量监控a) 质量监控点:b) 物料控制指标药头量≤0.5~1%c) 生产记录:及时准确填写制丸生产记录及相关记录。
5.7 干燥5.7.1 核对烘药间烘车架上的生产过程运行标识,确定湿丸已晾至4~6小时。
5.7.2 技术参数a)干燥温度:设置在50℃烘1小时后,于60±5℃烘干。
b)干燥时间:共约30小时。
5.7.3 操作过程:将烘车推入烘箱,先设置烘箱温度50℃,至烘箱温度上升至50℃后烘1小时,然后温度以每小时10℃递增,设置温度在65℃,在60℃±5℃干燥,每3小时倒盘一次,持续干燥约30小时,出烘箱晾至室温,筛去隔离粉,收药称量,挂状态标识,请验。
5.7.4 质量监控a)质量监控点b)基丸存放条件、期限:基丸装入洁净容器内,挂状态标识,置基丸暂存室,期限≤6个月。
c)生产记录:及时准确填写烘药生产记录及相关记录。
d)基丸应符合产品内控质量标准。
5.8 打光5.8.1 备料a)基丸:领取基丸,核对品名、批次、数量、合格状态标识。
b) 滑石粉、乙醇、蜡粉、活性炭:依据基丸数量领取辅料,分别核对品名、批次、数量、合格状态标志。
注:乙醇的配制(见附录B)5.8.2 技术参数a)每锅基丸装量:45~60㎏b)每锅辅料用量:活性炭≤0.8kg、95%乙醇≤1.0kg、蜡粉≤50g。
5.8.3 操作过程:依据基丸的总数量,按每锅投入基丸45~60㎏将基丸分锅分量,按分量加入糖衣锅内,转动,第一次加30%乙醇1000~1800ml,搅拌均匀,撒入0.6~0.8㎏的活性炭,转动至丸面干燥,第二次加45%乙醇700—800ml,搅拌均匀,撒入0.2~0.3㎏的活性炭,转至丸面微潮时,撒入30~50g的蜡粉,转动至光亮出锅,上烘架晾置,每烘架挂状态标识。
5.8.4 质量监控a)质量监控点:b)光丸存放条件、期限:光丸在晾丸室晾置于烘架上,晾丸室在晾置前用紫外灯消毒30分钟,严格监控晾丸室的温湿度,期限≤24小时。
c)生产记录:及时准确填写选丸生产记录及相关记录。
5.9 选丸5.9.1领取已晾置的光丸,核对生产过程运行标识,进行选丸,筛选出的合格光丸,装入洁净的容器中,称量,挂状态标识,置中间站,请验。
选出的畸形丸,置洁净的容器内,称量,挂状态标识,送至余料暂存室。
5.9.2 质量监控a)质量监控点b)成品存放条件、期限:光丸装入洁净容器内,挂状态标识,暂存于中间站,期限≤6个月。
c)光丸应符合洁白丸产品内控质量标准。
5.10 内包装5.10.1 备料1) 光丸:依据内包装指令,领取光丸、核对品名、批次、数量、合格状态标志。
2) 包装材料:依据批内包装指令开具领料单,领取220mmPVC,铝箔,核对品名、规格、数量、合格状态标识。
5.10.2 操作过程:通过铝塑包装机包装,每板装24粒,要求装量准确,铝塑板封口严密,拓印产品批号、有效期至准确、清晰、端正。
(包装流程见附录C)5.10.3 质量监控a)质量监控点b)内包半成品存放条件、期限内包半成品装入周转筐内置内包暂存间,期限≤6个月。
c)物料控制指标PVC,铝箔的损耗控制在20%以内。
d)生产记录:及时做内包装生产记录及相关记录。
e)包材平衡收率使用数量+操残数量包材平衡收率 = ×100%领用数量控制值:80~105%5.11 外包装5.11.1 备料1) 内包半成品:依据外包装指令,领取内包装半成品、核对品名、批次、数量、状态标志。
2) 包装材料:依据外包装指令开具领料单,领取包材,核对品名、规格、数量、合格状态标识。
5.11.2 依据外包指令的要求,盒子、大箱印制“三号”,说明书进行对折,并将包材计数发放至外包现场。
5.11.3 将对折的说明书每10张分为1叠,每小盒分装24粒/板药(48粒/盒药)、(60粒/瓶)1张说明书,盒子封口后开口处的中间位置贴1张封口签,(包装流程见附录C)。