飞机的生产和制造
我国飞机制造的背景
我国飞机制造的背景
中国的飞机制造业起步于20世纪50年代,在60年的发展过程中,经历了由小到大、从修理到制造、从仿制到自行研制的艰苦历程,初步形成了科研、生产、贸易一体化的较为完整的飞机等航空类工业体系,航空产品设计技术、产品制造技术和工业管理水平有了很大提高。
特别是随着中国经济的快速发展和全球经济一体化的加速,中国飞机制造业融入国际飞机制造业价值链的成分越来越多,对全球飞机制造业的产业价值贡献比重越来越高。
但是,以中航工业集团下属企业为代表的中国航空制造企业目前绝大多数以转包生产的方式为全球整机制造商和机体结构件制造商提供初级零部件产品,主要从事部件和零件级的加工生产和简单组装,产品附加值低。
此外,中国已兴起一批参与飞机等航空类制造的民营企业,而且有较强的参与国际转包业务的愿望和需求,但由于民营飞机制造企业规模普遍偏小,因此参与国际转包生产的程度还非常有限。
目前,中国航空制造业还处在半计划经济体制下,以军用飞机型号研制为重点,参与国际合作业务的份额非常有限,在全球航空制造业价值链中处于最低端的零部件加工环节。
中国航空制造企业的飞机研制水平和产业规模还相对落后,没有形成有效的发展模式,产业组织体系较为落后,资源配置效率不高,长期、清晰、有效的产业发展策略和政策措施尚处于探索和建立之中。
大飞机制造流程
整机厂设计好整个界面规则,划分模块,然后各转包商严格按照整机厂提供的图纸、工艺、质量以及交付进度要求,进行独立的设计和生产。
这种转包的模块化设计有两种情况,一种是整机厂提供技术,转包商严格按照标准进行生产,这种情况常见于技术强大的整机厂把部件转包给没有形成自己核心技术的企业。
另外一种是转包商有自己的核心技术,按照整机厂提出的要求进行独立的设计生产。
(完整版)飞机制造工艺基础3
一.整体壁板毛坯 主要为铝合金,另有钛合金、镁合金。整体壁板毛坯的主要制造方法: 热摸锻、挤压、自由锻板坯、热轧平板毛坯和特种铸造。
1.大吨位液压机和锻模生产壁板毛坯 优点:生产率高、锻件纤维组织连续,晶粒致密,强度高,可制造复杂 形状筋肋和对接接头。
热模锻毛坯接近于成品尺寸,厚度和桁 条间距误差小于0.6mm,锻造斜度小锻需要吨位极大的机床,铝合金壁 板每平方米投影面积约需3万吨压力, 精锻时要5~6万吨。且锻模制造困难、 周期长、劳动量大。如某飞机整体壁板 的锻模重量达50~60吨。 这些问题限制了热模锻方法的广泛应用。
Most authors used in their experimental study on incremental forming regular 3 axis milling machine. Figure 7 presents the incremental forming process.
characteristics of the incremental forming process are pointed out:
- the sheet is formed according to a given locus - the deformation of the sheet is point-by-point - the deformation of every step is small.
Figure 8 The control system of Dieless NC Forming machine.
Figure 9 Equipment for Dieless NC Forming process
The blank sheet is attached to a blank holder. The blank holder moves in vertical direction according to descending of Ztool and along X- and Y-planes.
飞机制造技术流程

飞机制造技术流程飞机制造技术流程飞机机体制造要经过工艺准备、工艺装备的制造、毛坯的制备、零件的加工、装配和检测诸过程。
下面是店铺为大家分享飞机制造技术流程,欢迎大家阅读浏览。
制造过程飞机机体制造要经过工艺准备、工艺装备的制造、毛坯的制备、零件的加工、装配和检测诸过程。
飞机制造中采用不同于一般机械制造的协调技术(如模线样板工作法)和大量的工艺装备(如各种工夹具、模胎和型架等),以保证所制造的飞机具有准确的外形。
工艺准备工作即包括制造中的协调方法和协调路线的确定(见协调技术),工艺装备的设计等。
主要材料飞机机体的主要材料是铝合金、钛合金、镁合金等,多以板材、型材和管材的形式由冶金工厂提供。
飞机上还有大量锻件和铸件,如机身加强框,机翼翼梁和加强肋多用高强度铝合金和合金钢锻造毛坯,这些大型锻件要在300~700兆牛(3~7万吨力)的巨型水压机上锻压成形。
零件加工主要有钣金零件成形、机械加工和非金属材料加工。
金属零件在加工中和加工后一般还要热处理和表面处理。
飞机的装配是按构造特点分段进行的,首先将零件在型架中装配成翼梁、框、肋和壁板等构件,再将构件组合成部段(如机翼中段、前缘,机身前段、中段和尾段等)。
最后完成一架飞机的对接。
装配装配中各部件外形靠型架保证,对接好的全机各部件相对位置,特别是影响飞机气动特性的参数(如机翼安装角、后掠角、上反角等)和飞机的对称性,要通过水平测量来检测。
在各部件上都有一些打上标记的特征点,在整架飞机对接好后,用水平仪测出它们的相对位置,经过换算即可得到实际参数值。
总装工作还包括发动机、起落架的安装调整,各系统电缆、导管的敷设,天线和附件的安装,各系统的功能试验等。
总装完成后,飞机即可推出外场试飞。
通过试飞调整,当飞机各项技术性能指标达到设计要求时即可交付使用。
制造方法飞机制造从零件加工到装配都有不同于一般机器制造的特点。
零件加工飞机生产的批量小,生产中还要经常修改,所以飞机钣金零件(蒙皮、翼肋、框等)的制造力求用简单的模具。
第3章 飞机结构件制造工艺(共105张PPT)
3.1 概述
过去飞机机体主要局部都由钣金零件装配而成,而后来随着飞 机性能的不断提高,整体结构〔integral structure〕日益增多 。由于整体框、梁、肋的出现及整体壁板结构的广泛应用,机 械加工零件的类型和品种日益增加,在某些类型飞机的生产中 ,机械加工零件所占劳动量比重已超过钣金成形零件,而且飞 机工厂设备和厂房布局也由此相应有所改变。例如协和号超音 速客机的整体结构件占机身重量的65% 整体结构件主要有:
3.3 整体壁板的制造
3.3 整体壁板的制造
3.3.1整体壁板的类型
〔1〕按筋条在腹板上的分布特点分类
平行筋条类
放射筋条类
网格筋条类
平行放射筋条类
点辐射筋条类
3.3.1整体壁板的类型
〔2〕按横向剖面形状分类
3.3.2整体壁板的制造过程
方案一:毛坯生产〔制坯〕后 先进行切削加工,经过矫正, 然后成形加工,最后光整加工 和外表处理。
3.3.3整体壁板的切削加工
为了更合理地采用数控加工,在选择数控方法来加工零件时应考 虑以下的一些因素:
零件几何形状的复杂程度如何?是否便于用数学方法定义其外 表? 零件几何的形状要求刀具做几坐标联动?
采用数控能节省多少夹具、靠模、模具等工艺设备?
要求缩短的加工周期和提高的加工质量。 管理人员和设备条件如何?
数控加工过程:
五坐标数控龙门铣
五坐标数控高速壁板铣
六坐标卧式数控铣镗床
数控激光样板切割机
数控加工设备的控制方式
伺服系统的驱动方式
开环控制方式
飞机制造技术的应用现状和趋势
飞机制造技术的应用现状和趋势随着人们对旅游的需求日益增长,飞机的使用也逐渐普及。
作为一种革命性的交通工具,飞机制造技术在过去的几十年里得到了大幅进步,也在许多领域发挥了重要的作用。
本文将从几个层面来探讨飞机制造技术的应用现状和趋势。
一、材料技术飞机制造中最重要的因素之一就是材料的选择。
现代飞机采用的主要材料包括铝合金、钛合金、复合材料等,其中复合材料是近年来发展最快的一种新材料。
复合材料具有高强度、低密度等优点,可以极大地提高飞机的载荷能力和燃油效率。
未来,随着3D打印等新技术的应用,飞机材料的质量和性能将会有大幅提高。
二、制造技术飞机的制造需要涉及数百项细节,其中涉及到的技术包括多轴加工、数控技术、机械装配技术和自动化技术等。
自动化技术是未来的一个重要趋势,可以大幅降低劳动力成本,提高生产效率和产品质量。
随着无人机技术的快速发展,机器人装配技术在飞机制造中的应用将越来越广泛。
三、设计技术飞机的设计需要考虑操纵性、安全性、燃油效率等多种因素。
未来,智能化技术将大幅提高飞机设计的效率和精度。
例如,基于人工智能的优化算法可以在设计阶段尽可能优化飞机的结构和性能,提高飞机的安全、舒适度和经济性。
四、维护技术飞机的维护对于航空公司来说是一个非常重要的成本项。
利用先进的传感技术和机器学习算法,可以通过检测飞机运行数据来实现针对性的维护和保养。
例如,飞行数据记录仪可以将飞机在压力、温度和震动等方面的数据记录下来,这些数据可以被用于制定优化的维护计划,延长飞机的使用寿命。
总之,飞机制造技术的应用将会不断加强和拓展,飞机品质和航行的安全性会不断加强。
随着云技术、人工智能等新技术的发展,飞机制造领域将会取得更大的进展。
飞机的敏捷制造和精益生产

显 着 效 益 , 从 而 大 大 提 高 企 业 的 生产 管 理 水 平 、 生 产 制 造 能 力 和 市 场 综
合 竞 争 能 力 。 但 是 由 于 生 产过 程 的千 差 万别 ,
不 同 的企 业 各 有 其特 点 , ME S难 以 形 成 统 一 的 市 场 化 产 品 ,许 多 ME 在 S 实施后与企业需求有较大出入, 无法 满 足 企 业 真 正 需 求 。而 且 , 艺 信息 的缺 工 乏造 成 飞 机 数字 化 产 品数 据 没有 能 真正
制造 的 管理 技 术 和敏 捷素 。
不 仅 仅 是 ME S
我 国 的 飞 机 制 造 企 业 ,严 格 的 讲 , 还 没 有 哪 家实 现 了真 正 意义 上 的 体 系和
传 递 到 制 造 领 域 , 也 导 致 后 续 的ME 这 S 系 统 总 是 不 能 有 效 发挥 作用 。因此 ,随
此具有开放体 系的 、易于重构 的信息系
统架 构 和模 块 化 的 生产 组 织 才 是支 持 企
要建立 以产品为主导的包括客户、 计 设 单位 、主承制商、分承制商 、供应商在
内的 企 业 间 信 息 链 , 照 现 代 企 业制 度 按
业流程重组、 不断优化从而完成 “ 敏捷制
造 ” 和 “ 益生 产 ” 的前 提 。 精
“ 敏捷和 精益 ” 的诉 求
敏 捷 制 造 是 吸 收 了 多 种 管 理 思 想
型 号 的科 研 生 产 任 务 。 化 企 业 信 息 化 强 整 体 规 划 和 实 施 推 动 的 力 度 ,在 规 划 的 时 间 内 ,
和制 造 理论 而 发 展起 来 的 一套 适 应 多变 的 企 业 环 境 的 制 造 哲 理 , 其 核 心 思 想 是: 了 适 应 变化 的市 场 和 取 得 竞 争 优 为 势 ,企 业 不 能 仅 仅 依 靠 自身 的 有 限 资 源, 而必 须 以一 定 的机 制 合 理 利 用 其 它 企 业 的资 源 和 技 术 , 以适 当 方 式 组 合 产 品开 发 、生 产 制 造 和 市 场 销 售 等 要 素 ,
现代飞机制造技术以及未来飞机制造技术的发展趋势汇总
现代飞机制造技术以及未来飞机制造技术的发展趋势一、飞机制造技术概论1、飞机制造技术概论飞机制造技术所涉及的领域包括装配、铸造、锻造、成形、机械加工、特种加工、焊接、热处理和表面处理、工艺检测等方面,它是随着一个国家的科学与技术的进步而不断发展的,社会的需求和市场的竞争也推动着飞机制造技术的不断更新和发展。
飞机是一种重于空气的飞行器,它是一种依靠自身的动力产生升力来支持其自身在空中飞行的特殊机器。
它或用于空有人员、物资,或用用于空中作战。
在结构上飞机有以下几个重要部分:主要用于装载人员、物资和燃料的机身;主要用于产生升力及装载燃料的机翼;控制飞行方向和保证飞行稳定性的襟翼、副翼、尾翼及其操纵系统;用于起飞和着陆的起落架及其辅助系统;用于导航通信等的仪表、特设系统等。
飞机结构不但尺寸大、外形复杂,而且其机体结构主要是由大量形状复杂、连接面多、工艺刚性小以及在加工和装配过程中都会产生变形的钣金件或非金属薄壁零件组成的薄壳结构,这就决定了它的制造过程与一般机械制造有不同的特殊要求:①飞机外形严格的气动要求和结构的互换协调。
②严格控制飞机的结构重量。
在航空技术高度发达的今天,研制一种新型飞机,从设计方案的提出、试制生产到投入使用,一般都要经过几年甚至十几年的时间,这是一个很复杂的过程,简单的归纳起来,飞机研制工作的一般过程大致为:概念性设计——初步设计——方案审查——详细设计——设计审查——原型机试制——设计定型、颁发TC——原型机试飞——批生产准备。
2、飞机制造技术特点由于飞机结构复杂,零件及连接件数量又多,且大多数零件在自身重量下刚度较小,而组合成的外形又有严格的技术要求等特点,在飞机制造中,除了那些形状规则、刚性好的机械加工零件外,大多数零件,特别是那些形状复杂、尺寸大、附性小的钣金零件,都必须用体现零件尺寸和形状的专用工艺装备来制造,以确保其形状和尺寸的准确度。
一般机械产品零件的刚度比较大,连接产生的变形小,故装配准确度主要取决于零件的制造准确度;而飞机装配是由大量刚性较小的钣金零件或薄壁机械加工件在空间组合、连接的结果,故飞机装配准确度在很大程度上取决于装配型架(夹具)的准确度。
飞机生产步骤和工序要点
飞机生产步骤和工序要点
本文档旨在介绍飞机生产的基本步骤和关键工序要点。
以下是详细内容:
步骤一:设计和规划
飞机生产的第一步是进行设计和规划。
这包括设计飞机的外形结构、确定机身尺寸、选择材料等。
设计师需要根据飞机的用途和性能要求进行合理的设计和规划。
步骤二:材料准备
在飞机生产过程中,需要准备各种不同的材料,如铝合金、复合材料和钢材等。
这些材料需要符合航空工业的安全和质量标准,并经过精确的加工准备。
步骤三:制造机身和部件
制造飞机的主要步骤之一是制造机身和各种部件。
这包括制造
机翼、机尾、机头、座舱等。
制造过程需要精确的测量和切割技术,确保航空器的结构和尺寸符合设计要求。
步骤四:组装和安装
在所有部件和机身制造好后,需要进行组装和安装工作。
这包
括将机翼、机尾等部件固定在机身上,并安装引擎、座椅、航电设
备等。
组装和安装过程需要严格的工艺要求和精确的操作。
步骤五:测试和调试
在飞机组装完成后,需要进行测试和调试工作。
这包括静态测试、滑行测试和飞行测试。
通过测试和调试,可以确认飞机的性能
和安全性,并进行必要的调整和改进。
步骤六:交付和质量控制
最后阶段是飞机的交付和质量控制。
飞机制造商需要对生产的飞机进行全面的质量检测和保证。
确保飞机符合航空工业的标准和规定,并交付给客户。
以上是飞机生产的基本步骤和关键工序要点,希望对您有所帮助!。
(完整版)飞机制造工艺基础1
一般互换零(构、部)件的特性是:能与另外一个同样零(构、部) 件互相代替,完成一样准确的特定任务。互换性是产品相互配合部分的结 构属性,它指同名零、组、部件在几何尺寸、形位参数和物理、机械性能 各方面都能相互取代而具有的一致性。
二.互换性的分类
•按性质分类
•按互换部位
分类
•按互换级别 •按制造分工
无论是采用一般及其制造中的公差配合制度,还是采用模线样板方 法作为飞机制造中保证互换性的方法,产品互换性的基础都是保证制造 准确度与协调准确度。
•保证协调准确度的基本方法
显然,要使两个相互配合的零
件的同名尺寸相互协调,它们的 尺寸传递过程之间就必然存在一 定的联系。
如图所示,零件A和零件B是要 相互协调的。假定LA和LB是协调 尺寸,则它们的形成经过了许多 次尺寸传递,其中有的是两个尺 寸公共的环节,有的尺寸是两个 尺寸各自的环节,后者将产生两 个尺寸的协调误差ΔAB。
•若n1=n2=1,K值最大,相当于修配原则制造,协调性最佳。
原则:
要想提高协调准确度,除了努力提高零件制造准确度之外,减少制
造环节或增加两个零件尺寸传递过程中的公共环节以缩短尺寸的协调过
程都是非常必要的。
有三种不同的原则取得尺寸协调的过程: (a)协调过程称零件按独立制造的原则形成的协调过程; (b)按相互联系制造原则形成的协调过程; (c)按补偿原则制造所形成的协调过程。 3.1按独立制造原则进行协调
•使用互换性 •生产互换性
•外部互换性 •内部互换性
•完全互换 •不完全互换
(替换)
•厂内互换 •厂际互换 •国际互换
1.使用互换性: 为了保证飞机的正常使用,对在使用中可能损坏的机体部件、组合件
国内通用飞机制造企业简介

国内通用飞机制造企业简介国内通用航空器生产厂商简介 1.石家庄飞机工业有限责任公司1.1.企业概况中航工业石家庄飞机工业有限责任公司始建于1970年5月5日,是隶属于中国航空工业集团公司的通用飞机主机生产厂,具备通用飞机的研发制造、通用航空运营、航空器维修等综合能力。
1.2.企业产品石飞现有通用飞机机型:运五B系列飞机、小鹰500飞机、蜻蜓系列超轻型飞机、海鸥300水陆两栖飞机。
表 1:中航工业石家庄飞机工业有限责任公司生产的机型序号飞机型号发动机型号(生产国家)1 运5B ASz-62IR-16活塞发动机(波兰)2 小鹰500 IO-540-V4A5活塞发动机(美国)3 海鸥300 TIO-540-A2C活塞发动机(美国)4 蜻蜓5 CUYUNA430R活塞发动机(美国)5 蜻蜓5A 503型活塞发动机(奥地利)2.洪都航空工业(集团)有限责任公司2.1.企业概况中航工业江西洪都航空工业集团有限责任公司,创建于1951年,为我国“一五”时期156项重点建设项目之一。
拥有24个成员企业和1个国家级企业技术中心,是集科研、生产和经营为一体的大型企业集团,拥有员工万余人,是国家重点支持的520家大型企业和国家“重合同守信用”企业之一。
2.2.企业产品洪都集团现有通用飞机机型:初教六、农5飞机。
见表2。
表 2:洪都航空工业(集团)有限责任公司生产的机型序号飞机型号发动机型号(生产国家)1 初教6 HS-6活塞发动机(中国)2 农5A IO-720-D1B活塞发动机(美国)3 农5B 活塞发动机初教六是我国自行研制的单发双座螺旋桨基础教练机。
该机是国内航校进行飞行员初级训练的重要机型,能完成所有的初级飞行训练项目。
农5飞机为单发动机、单驾驶、下单翼全金属结构,固定式前三点起落架,该飞机可以超低空3-5 米作业,主要用于植物防病、灭虫、施肥、播种、除草、森林防火等一系列航空作业。
3.哈尔滨飞机工业集团3.1.企业概况中航工业哈尔滨飞机工业(集团)有限公司成立于1952年4月,是国家“一五”期间156项重点工程之一。
飞机研制流程概述

拟定的技术要求通常包括:
-性能、载荷和使用等技术要求 -适航条例和设计规范 -工艺和生产要求 -环境要求 -成本
技术要求主要有:最大飞行速度,升限,航 程/作战半径,起飞着陆距离, 载重/起飞 重量,机动性指标(加速,最小盘旋,爬 升),使用寿命; 非定量要求:全天候,机场要求,维护要求;
飞机的研制过程
飞机研制过程概述
4.飞机的试飞、定型过程在通过全机静强度试验、某些 必要的疲劳、损伤容艰的早期验证试验、起落架试验和全 机各系统试验后进行试飞。
(通过试飞检验飞机的安全性、性能是否满足技术要求。把设计、制 造中和试飞中出现的各种问题,通过更改设计或改进制造方法等全部 排除。最后将飞机定型投入小批量生产。在新飞机的研制过程中,往 往须进行相当数量的科学研究和试验。如:外形须做大量的风洞试验; 对用新材料(如复合材料)制作的结构性能进行某些专题研究和试验; 对某些关键的结构件或结构设计方案进行必要的疲劳或损伤容限的设 计研制试验,为详细设计提供数据或进行早期验证等。)
符合飞机设计所要求的性能指标。
概念设计流程
反复循环迭代的过程
设计要求
参数选择与 权衡研究
技术可用性 概念草图
设计要求
设计分析
设计方案
“Design Wheel”
初次估计 的参数选择
新概念构思
设计要求权衡
初始设计
修正设计
初始分析 -气动 -重量 -推进
分析 -气动 -重量 -推进 -操稳性 -结构 -费用 -子系统
概念设计
飞机的几何参数与技术指标 以全球鹰为例 全机长:13.4m; 高:4.62m; 翼展:35.5m; 起飞重量:11610Kg; 任务载荷:900Kg; 最大飞行高度:20000m; 巡航时速:635Km/h; 续航时间:42h; 最远航程:26000Km; 发动机:罗罗公司的AE3007H涡扇发动机,推力31.4千牛;
飞机制造工艺基础2
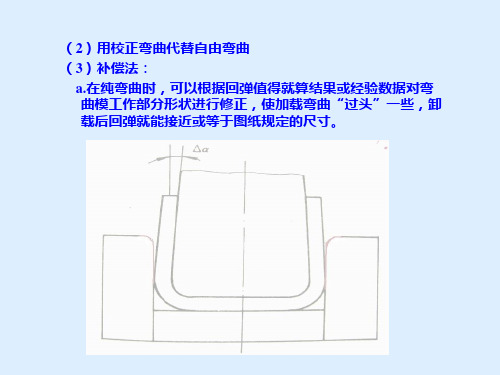
胀形的优点: 工艺过程简单、成本低、表面光滑,可以很容易地成形出凸肚零件。
胀形所用毛坯主要是由板料滚弯焊接而成,或采用有底的拉伸件。
另外还有爆炸胀形:如图2-55 胀形中最大变形区材料的延伸率 从图2-56中可见:
为胀形系数,用来衡量胀形零件的 变形程度。 胀形的最大许可延伸率可查阅手册,它与材料种类、厚度及有无 焊缝等因素有关。 如毛料经过滚弯焊接后,焊缝处塑性最低,它的延伸率比本体材
对镁合金和钛合金零件,也可以采用加热成形。 镁合金成形温度300~350C°,但成形压力较低,一般仅为6~7MPa,
成形情况见图2-70所示,毛料和模具都要加热。
对钛合金零件橡皮成形时需要温度高、成形压力大。工业纯钛 500 ~550C°,钛合金530~700C°。一般为了避免橡皮被烧毁,
只能在高速锤或橡皮落锤上冲击加压,但这种方法回弹较大,需要
如图2-46,拉深成形过程中,在凸模的作用下,把直径为D0的圆形毛料 拉入凹模,形成一个直径为d的圆杯形件,毛坯的外缘压缩量最大,其
应变值为:
圆筒形件的中性层直径d与 毛料D0的比值定义为拉深 系数,用m表示。
m值越小→拉深变形程度越大。 毛料直径D0在非变薄拉深中
按照成形前后表面积不变原
则计算出来。
移动式的构造及传动原理与普通锻压用的液压机相似,只是台面较
大,为了提高生产率常采用多个台面(见图2-58b)。
容框固定式液压机的结构简单、单位压力高、零件成形准确度高、手 工修整量小。见图2-60
图2-60为9600吨容框固定式液压机的外形图,图2-61为 工作原理图
图2-61为筒式橡皮压床。
除液压机之外,还有利用炸药爆炸产生的压力来成形零件。见图2-62 炸药的压力是通过水作为介质来传播的。
世界十大飞机制造公司十大通用飞机制造商
世界十大飞机制造公司十大通用飞机制造商飞机是人类在20世纪所取得的最重大的科学技术成就之一,有人将它与电视和电脑并列为20世纪对人类影响最大的三大发明。
关于飞机最早是由谁发明的,对于这个问题,各国之间还颇有争议。
法国人认为世界最早的飞机是由法国人克雷芒·阿德尔(ClémentAder)发明,美国人认为飞机的发明者是美国人莱特兄弟,巴西人认为是巴西人阿尔贝托·桑托斯·杜蒙特(AlbertoSantos-Dumont)发明了飞机,一般普遍认为是由美国人莱特兄弟发明了飞机。
无论是谁先发明飞机,到目前为止,飞机已经经历的漫长的发展历史。
下面让我们来看一下目前世界上十大着名的飞机制造公司。
1波音波音公司(TheBoeingCompany)是美国一家开发及生产飞机的公司,总部设于伊利诺伊州芝加哥,在航空业上拥有颇高的占有率。
波音公司是全球航空航天业的领袖公司,也是世界上最大的民用和军用飞机制造商。
波音公司成立于1916年7月1日,由威廉·爱德华·波音创建,并于1917年改名波音公司。
建立初期以生产军用飞机为主,并涉足民用运输机。
1997年7月25日,美国波音公司和麦道公司股东批准合并。
与麦道公司完成合并后的波音公司已经成为世界上航空航天领域规模最大的公司。
波音公司由四个主要的业务集团组成:波音民用飞机集团(主要生产民用运输机)、波音综合国防系统集团(主要生产军用飞机、导弹以及运载火箭等产品)、波音金融公司(提供资产融资和租赁服务)、波音联接公司(为飞机提供空中双向互联网及电视服务)。
2洛克希德(军机)洛克希德公司(LockheedCorporation)创建于1912年,是美国一家主要航空航天公司,1995年同马丁·玛丽埃塔合并成为洛克希德·马丁。
在第二次世界大战爆发初期洛克希德成功设计了P-38闪电型战斗机,这是一款双发动机加上双尾椼机身结构的高速拦截机,在战场上的用途包括对地攻击,轰炸机护航以及夺取空优等。
飞机制造的生产流程
飞机制造的生产流程飞机是当代最重要的交通工具之一,它的制造是一个极其复杂且严谨的过程。
本文将介绍一般飞机制造的生产流程,使读者了解飞机制造的背后工艺和细节。
飞机制造的生产流程主要分为设计、材料准备、结构制造、组装和测试等几个阶段。
首先是设计阶段,这是整个制造过程中最关键的一步。
飞机的设计需要深入考虑飞行性能、结构强度和安全性等因素。
设计团队要根据客户需求和市场状况,形成设计方案的初步构思,然后进行可行性分析和优化。
设计完成后,需要制作出详细的设计图纸和文件,以便依据进行后续工作。
材料准备是飞机制造的第二个阶段。
根据设计要求和材料性能,需要选择适合的材料来构造飞机的各个部分。
一般飞机的结构主要由铝合金、钛合金和复合材料构成。
这些材料需要经过一系列的加工工序,包括切割、锻造、铣削和焊接等,才能制造出适合的零部件。
结构制造是飞机制造的核心阶段。
在这个阶段中,各个零部件需要根据设计图纸进行制造和加工。
例如,机翼需要先进行铆接组合,外壳则需要进行焊接和封胶等工序。
结构制造的过程需要严格按照设计要求和标准进行,以确保飞机结构的强度和稳定性。
此外,制造过程中还需要进行质量控制和测试,以检查零部件是否符合要求。
组装则是将制造好的各个零部件组合在一起,最终形成一架完整的飞机。
组装过程需要严格依照设计要求进行,确保各个部件的相互配合和安装的准确性。
组装的过程非常复杂,涉及到机身、发动机、起落架和电气系统等众多组件的安装和连接。
在组装过程中,还需要进行很多调试和校准工作,以确保飞机的各个系统能够正常运行。
最后,是测试阶段。
在飞机制造完成后,需要对其进行一系列的测试和试飞。
这些测试包括地面测试和空中试飞。
地面测试主要检查飞机各个系统的功能是否正常,包括发动机、电气系统和操纵系统等。
而空中试飞则是检验飞机整体性能和安全性的关键阶段。
在试飞过程中,需要检查飞机的起飞、飞行和降落等环节,以确保飞机的飞行性能和安全。
综上所述,飞机制造是一个复杂且精细的过程,需要各个环节的紧密配合和严格执行。
波音787制造

波音787飞机生产所体现的先进制造技术波音787复材机身段的制造技术碳纤维合成技术已有数十年的历史,自20世纪80年代以来,广泛应用于试验飞行和军事航空领域。
不过,波音787是第一种主要采用碳纤维材料制造的商业客机:70%机体使用合成材料制造。
碳纤维丝被植入树脂中,然后将一层层的碳纤维夹在别的材料之间,以便令碳纤维丝处于不同方位。
利用这种技术制造的材料既轻又坚硬——强度至少是钢材的四倍。
金属机身一般由长方形金属板构成,然后用成千上万个铆钉固定,使用合成材料,整个机身的管状截面可以作为整体制造出来——基本上是在一个巨型炉子(称为高压釜)烧制碳合成材料。
接着,只要通过更少的扣件就能将更少的部件固定。
这使得波音公司可以重新考虑整个制造过程。
波音不是像以前那样,将机身结构组装完毕,然后再安装所有的布线、管线和其他机载系统,而是将机身整个部分外包,造好以后再在埃弗雷特进行组装。
由于复合材料结构有着许多众所周知的优点,在对复材结构做了大量成功的研究试验基础上,波音公司决定787机体主要结构大规模地采用复合材料。
由777飞机复材用量的12%一步跨越到50%,即机身和机翼壳体几乎都由碳纤维增强。
由于复合材料结构有着许多众所周知的优点,在对复材结构做了大量成功的研究试验基础上,波音公司决定787机体主要结构大规模地采用复合材料。
由777飞机复材用量的12%一步跨越到50%,即机身和机翼壳体几乎都由碳纤维增强复合材料制成,仅少数机体部位应用铝合金或其他材料。
而空客公司原来的A350设计方案是在A330飞机基础上进行的,机身仍是以铝合金的铆接结构为主,复材用量仅为35%,这样,波音787就大幅度地拉大与A350复材用量的差距。
对于波音的竞争对手空客公司来说,客机的超大型机身复材部件的制造技术是一个难于逾越的巨大挑战。
这种由复材组成机身的787客机,是全球第一款利用高科技碳纤维复合材料打造的客机,机身段省去1500块铝合金钣料零件和4~5万个连接件,使机体结构件尺寸变小,但更轻盈坚固。
世界主要飞机设计制造厂商——欧洲
世界主要飞机设计制造厂商——欧洲达索飞机制造公司(Dassault Aviation)达索飞机制造公司原名马塞尔.达索-布雷盖飞机制造公司,1990年改现称。
该公司从事军用飞机、民用飞机和航天产品的开发、生产与销售,为法国第二大飞机制造公司和世界主要军用飞机制造商之一。
多年来,军用飞机的研制生产是该公司的主业,主要航空产品有“幻影”(Mirage)系列战斗机和轰炸机(如“幻影”F-1、“幻影”IV、“幻影”2000等)、“超军旗”(Super Etendard)舰载攻击机、“大西洋”1和2反潜巡逻机(ATL 1/2)、与英车合作研制生产的“美洲虎”攻击教练机、以及与德国合作研制生产的“阿尔发喷气”(Alpha-jet)教练/对地攻击机。
目前正在研制90年代战斗机- “阵风”(Rafale),预定1997年开始交付。
近年来,民用飞机生产在扩大,其销售额已与军机持平,主要产品为“神秘- 隼”系列行政机。
1994年,该公司从业人员为94 00人,营业额为124亿法郎。
欧洲战斗机公司(Eurofighter Jagdflugzeug GmbH)欧洲战斗机公司成立于1986年6月,是由英国宇航公司、原联邦德国MBB公司(现已并入戴姆勒.奔马宇航公司)、原意大利飞机公司(现为阿莱尼亚公司)以及(西班牙)航空制造公司共同投资组建的一家国际合营公司,资本为500万德国马克。
上述四家公司所占该公司的份额,依次分别为41.5%、23.3%、21%、13%。
该公司的职责是负责上述四国将于90年代后期使用的欧洲战斗机EF2000的研制、生产、销售和售后服务工作。
EF2000研制与生产的分工如下:英国宇航公司负责前机身、鸭翼和右翼上的活动面;戴姆勒.奔驰宇航公司负责中机身、腹鳍和方向舵;阿莱尼亚公司负责左机翼及其活动面;航空制造公司和阿莱尼亚公司共同负责后机身;航空制造公司和英国宇航公司共同负责右机翼;各国订购的EF2000将在本国总装和试飞。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
757客舱内
757-300 • 空中客车A320投入使用,虽然航程比757短,可替代757的大部分任
务。1990年代末,随着销售量开始下跌,最终2004年导致波音757停 产。
德国康多尔航空公司专营包机业务
波音767是美国波音公司开发用的双发半宽体中远程宽体运输机。 767与757两者的驾驶驾驶舱设计亦相同, 机组很容易同时掌握这两种飞机。
kc-135 空中加油机
E-3 "望楼” 预警机
由B-707改装的美国 空军一号
B 707
• 四发远程喷气运输机。载客量,219人
空军一号
波音公司
• 全球最大的民用和军用飞机制造商
航空航天工业的领袖。
民用时代
•2 0 世 界 6 0 年 代 后 , 波
音公司的主要业务由军 用飞机转向民用
1916年驾驶这架飞机作首次飞 行,随即创办波音飞机公司,30年 代大萧条后,波音公司被美国政府 拆分为三块,他也退休离开了公司 。
1956年在西雅图逝世。
公司1934年三个独立公司组建
联合航空公司
波音飞机公司 联合技术公司
军用时代
B-17空中堡垒
B-29 轰炸机
B-52“ 同温层堡垒 ”战略轰炸机
客舱布局 双通道 2 4 2
A340 客舱布局
A320
• 空中客车A320系列飞机是欧洲空中客车工业公司研制生产的单通道双
发中短程150座级客机。与波音737系列和麦道MD-80系列进行竞争的 机型,旨在满足航空公司低成本运营中短程航线的需求.
客舱布局 3 3
空客 A310 300 • 空中客车A310是欧洲空中客车工业公司在空中客车A300基础上研制
飞机的生产和制造
波音公司
• 波音公司成立于1916年7月1日,由威廉·爱德华·波音创建,
并于1917年改名波音公司。
公司创立
威廉·爱德华·波音
美国飞机设计师和企业家。生 于底特律。毕业于耶鲁大学。
1915年作为业余爱好者在洛杉 矶的格伦·卢瑟·马丁学校学习飞行, 同年与一海军军官合作研制双座双 浮筒式水上飞机。
• 在典型三舱等(头等舱-商务舱-经济舱)布局下可承载
6 1 5 名乘客。空中客车A380飞机被空中客车公司视为其21 世纪的“旗舰”产品
• 载客量 555(3级) 644(2级)853(1级)
• 长度 72.75米
A380客舱布局 3 4 3
阿联酋航空的经济舱向来位于世界前列,不少客机装有全球最大的 13.3英寸舱内显示屏。
MD-90
• 装两台涡扇发动机,中短程双发喷气式单通道窄体客机。载客量154
人。最大航程4500千米。
客舱布局 2 3
MD-90商务舱
MD-80
• 这款机型和波音737,空客320一样,是20世纪80-90年代最畅销的中
短程客机。目前已经停止生产。载客量 172人 最大航程5890千米。
客舱布局 2 3
的200座级中短程双通道宽体客机。载客量,204 最大航程7963千米。
客舱布局 242
A300是第一架驾驶舱只需要两位驾驶员的机型
A380
• 空中客车A380是欧洲空中客车工业公司研制生产的四引擎、550座级
超大型远程宽体客机,空中客车A380投产时是载客量最大的客机,有
空中巨无霸之称。
A380
767和757是波音民航机中首先使用2人操控的驾驶舱。 767首个型号是-200型,之后生产较长的-300型。 此外尚有长途专用的-200ER, -300ER 和-400ER。
客舱布局 2 3 2
777是一款由美国波音公司制造的远程双引擎宽 体客机
载客量由283人至368人 波音777采用圆形机身设计,起落架共有12个机轮, 波音777在规格上介于波音767-300和波音747-400之间。
内空气质量更佳;
• 五、更耐用。与其他同类飞机相比,使用期更长,检修率要低30%。
波音787駕駛艙
787客艙内景
787客艙内景
787的客座
787的大舷窗
三种变换的的LED客 座灯光
787的衛生間
空客公司
• 空中客车公司(Airbus S.A.S.),1970年于法国图卢兹成立。是欧
• 一、更轻。由于大量采用更轻、更坚固的复合材料,飞机重量大大
减轻,运行成本也大幅下降;
• 二、更节能。波音787型飞机要比其他同类飞机节省20%的燃料,同
时释放更少的温室气体;
• 三、噪音更低。起飞和降落时的噪音要比其他同类飞机低60%;
• 四、更卫生。波音787型飞机具有更好的气体过滤设施,从而保证机
777-300er
• 2011年7月21日15时,一架新型波音777-300ER飞机缓缓停在北京
首都国际机场停机坪上,这是中国大陆引进的第一架波音777-300ER 新型飞机,由国航运营。
客舱布局 3 3 3
787 dream liner
波音787设计特点
• 787型“梦想”飞机具有以下特洗手间
其它机型洗手间
麦克唐纳-道格拉斯公司
• 美国制造飞机和导弹的大垄断企业。1939年由詹姆斯·麦克唐纳创办,
称 麦克唐纳飞机公司。詹姆斯·麦克唐纳被评为洛克菲勒家族有史以 来聘请的最好管家。
1996.12.15新波音时代经典的兼并
威廉·爱德华·波音
詹姆斯·麦克唐纳
洲一家民航飞机制造公司,1970年于法国成立,由德国、法国、西班 牙与英国共同创立。
公司创建
• 空中客车公司作为一个欧洲航空公司的联合
企业,其创建的初衷是为了同波音和麦道那 样的美国公司竞争。
空中客车A330 • 空中客车A330是一款由欧洲空中客车工业公司所生产、双发中远程双
过道宽体客机,载客量360,最大航程6170千米
MD-11
• 麦道MD-11是一款由麦克唐纳-道格拉斯公司生产、配置有3具引擎的
主力机型
• 737 800 最大航程5370 座位数168
客舱布局 3 3
747 • 波音747是波音公司四发远程宽机身客机。有-100 -200b -300 -400
-400er -800 最多可以乘坐467人
客舱布局2 4 2
757
• 波音757飞机是波音公司生产的200座级单通道双发动机,窄体中程民