牛仔布的经纱上浆
上浆(经纱上浆基本原理)

上浆(经纱上浆基本原理)
四、浆纱工序的要求
1.对浆料的要求
织造原理
浆料配方不宜过于繁杂,浆料来源充足、价格低、调浆操作 简便、退浆容易、不污染环境 浆液对经纱具有良好的粘附性、成膜性、亲和性和浸透性, 具有适宜的粘度; 浆液的物理、化学性能稳定,不易沉淀、生成絮状物、起泡 和发霉等; 浆膜柔韧、坚牢、光滑,有适当的吸湿性;
•浆纱过分干燥——浆膜发脆,容易破裂、落浆 •吸湿过强——易引起再粘现象,浆纱发生相互粘连,影响 织机开口,同时浆膜强度下降,耐磨性能亦差。
(6)获得增重效果及部分后整理效果
上浆(经纱上浆基本原理)
3、浆纱的基本原理
被覆: 形成浆膜、帖伏毛羽、减少纠缠和摩擦。 浸透: 使得纤维相互粘连,增加抱合力,提高断裂强力。
精 淀 粉 衍 生 物 —— 聚物—醋酸
变联淀粉、淀粉 乙烯-丁烯
酯、淀粉醚、阳 酸 共 聚 物
离子淀粉
、乙烯酸-
接 枝 淀 粉 —— 淀 粉 马 来 酸 共
的丙烯腈接枝共 聚 物 、 醋
聚物,淀粉的水 酸乙烯-马
溶性接枝共聚物 来 酸 共 聚
,淀粉的其它接 物
枝共聚物
上浆(经纱上浆基本原理)
聚丙烯酸、 聚丙烯酸酯、 聚丙烯酰胺、 丙烯酸酯类 共聚物
上浆(经纱上浆基本原理)
(2)根据纱线的线密度、品质选择浆料 细特纱:以浸透增强为主,耐磨为辅,采用较高的上 浆率 粗特纱:以被覆为主,上浆率较低些
(3)根据织物组织、用途、加工条件选择浆料 单位长度上受到机械作用次数多,则相应的上浆率要高。
(4) 织造工艺条件 织机速度、环境温湿度等。
牛仔布经纱上浆技术
应用技术 织avigTechnol y W 技 og 造n术 e
www l de o c t ea rc m n ex
牛仔布经纱上浆技术
S zn e h oo yo e i F b is iigT c n lg f nm a r D c
文 I 李竹君 田 磊
浆 纱 是牛 仔 布生产 中最 重要 的一 道工序 , 也是 牛 仔布 生 产 的关 键 。 纱质量 的优 劣直接 影 响 织造 生产 的顺利 进 浆 行 以及织 物的 布面质量 。 因此 , 对浆 纱工艺的探讨—直 是牛 仔布生 产中永恒的课 题 。
纱上浆 有了新 的要求 , 这一阶段牛 仔布经纱上浆用浆 料主要 以变性 淀粉 作主 浆料 , 少量乳化 油的 配方; 0 代中后期 加 9年
2 4 丙烯酸类浆料 .
作 者简 介: 李竹 君, 17 年生, 女, 90 副教授 , 工程 师, 主要从 事纺织材
料及新产品的研 发。 作 者单位 : - ̄, 东纺织职 业技 术学院; 磊, 李4 -广 f 田 广东鸿 昌牛仔服
装研 究 院 。
丙烯酸类浆料水溶性好, 浆液表面张力小, 干分绞顺
利 , 羽贴 伏度好 ; 毛 浆膜 柔软 、 有弹性、 富 吸湿性 好, 织造 时
剥 落较 少 ; 退 浆容 易 , 较大 弥 补淀粉及P A 且 能 V 的不足 , 已
大 量使 用变性 淀粉 、 丙烯酸 浆料 、 V 乳化 油等 组 成的 各 P A、 类 配方, 浆料 趋于完善及规 范化 。
牛仔布经纱染色和上浆

第四章牛仔布经纱染色和上浆增添内容:第一节经纱准备二、络筒表4—1 结头形式:原织布结应改“空捻结”三、整经(三)经轴整经工艺增加高速整经工艺。
见下表国产高速整经主要工艺参数第二节牛仔布上浆工艺添加现代牛仔上浆工艺要求现代牛仔布上浆工艺要求﹙一﹚现代牛仔布的用纱由于牛仔布市场的迅猛发展,世界牛仔布的产量急剧上升。
在国内来讲,由广东省为主的生产基地逐步发展为山东、江苏省等地区。
随着市场的饱和,在市场竞争中采用新技术新原料的应用,现代的牛仔布在颜色、经纬纱线、纱的原料方面多姿多彩,已突破原有的单一成分、单一颜色的格局。
如经向粗细纱混织,经向竹节,棉涤交织,经纬向嵌金银丝。
原料方面采用莫代尔纤维、竹纤维、大豆蛋白纤维、各种弹力包芯纱、包缠线。
在纺纱技术上讲,由原来的传统气流纺发展为环锭纺、空气摩擦纺、紧密纺等技术。
在组织变换上,由传统的卡其织物发展到平纹、斜纹及骑兵斜、小提花复合组织等。
﹙二﹚现代牛仔布的浆纱工艺一.牛仔的浆纱设备略写二.一般牛仔布上浆常用的浆料:1. 变性淀粉:略写(1) 酸化淀粉(2)氧化淀粉2. PV A:聚乙烯醇略写3. 聚丙烯类浆料:由一系列丙烯酸单体通过共聚反应而成。
一般可聚合单体有三十多种,可以根据上浆的纤维不同设计不同单体组合的聚丙烯酸类浆料来满足上浆要求。
其理论依据是相似相溶的原理。
由于聚合反应单体较多见性能差异大,一般浆料生产会选择多种单体共聚,如三元共聚和多元共聚。
通过与淀粉类浆料的配合使用达到替代PV A产品的目的。
其销售形式上可以是液态胶状体(胶水),固体粉状体(胶粉)。
如常州市润力助剂公司生产的AB胶水和AE 胶粉。
4.助剂一般牛仔布上使用的主要是增加纱线柔软性能的柔软剂。
如液态的油剂和固态的蜡片。
浆液的渗透剂:增加浆液的渗透性能。
在牛仔布浆纱的渗透剂选择方面,最好选择耐碱性的阴离子渗透剂。
5. 新型的牛仔布浆料助剂(1)在浆液中起到渗透作用,增加纤维间的粘结力方面的功能型助剂。
牛仔布的制造工艺
牛仔布的制造工艺牛仔布的制造工艺比较独特,它是先用靛蓝染经纱和上浆,然后再织造的一种产品。
(1)染色与上浆。
牛仔布经纱的靛蓝染色有绳状染色、片纱染色和悬环式染色三种。
前两种和浆纱连接,后一种染色后再进行上浆。
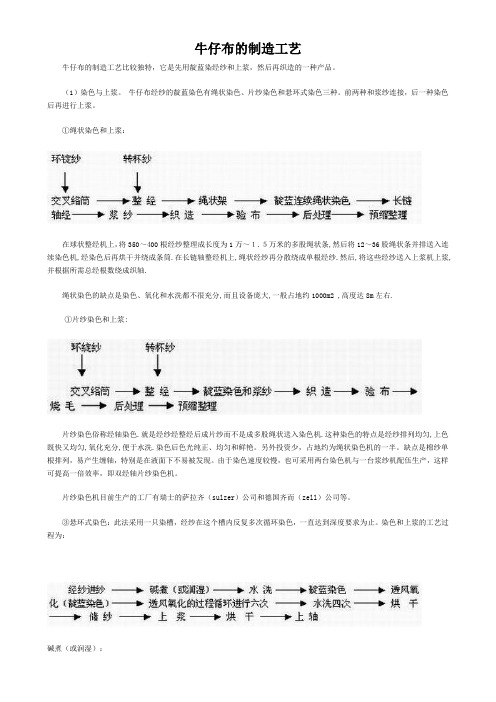
①绳状染色和上浆:在球状整经机上,将350~400根经纱整理成长度为1万~1.5万米的多股绳状条,然后将12~36股绳状条并排送入连续染色机,经染色后再烘干并绕成条筒.在长链轴整经机上,绳状经纱再分散绕成单根经纱.然后,将这些经纱送入上浆机上浆,并根据所需总经根数绕成织轴.绳状染色的缺点是染色、氧化和水洗都不很充分,而且设备庞大,一般占地约1000m2 ,高度达8m左右.①片纱染色和上浆:片纱染色俗称经轴染色.就是经纱经整经后成片纱而不是成多股绳状送入染色机.这种染色的特点是经纱排列均匀,上色既快又均匀,氧化充分,便于水洗.染色后色光纯正、均匀和鲜艳。
另外投资少,占地约为绳状染色机的一半。
缺点是棉纱单根排列,易产生缠轴,特别是在液面下不易被发现。
由于染色速度较慢,也可采用两台染色机与一台浆纱机配伍生产,这样可提高一倍效率,即双经轴片纱染色机。
片纱染色机目前生产的工厂有瑞士的萨拉齐(sulzer)公司和德国齐而(zell)公司等。
③悬环式染色:此法采用一只染槽,经纱在这个槽内反复多次循环染色,一直达到深度要求为止。
染色和上浆的工艺过程为:碱煮(或润湿):氢氧化钠 2~3g耐碱渗透剂1g/L温度95~100度时间20~30S靛蓝染色:靛蓝(2+χ)g氢氧化钠 2 . 5g保险粉(85%) 2g/L浴量约1000L温度室温时间 20S由于靛蓝在棉纤维上的上色率低,而且在高温染色时牢度差,保险粉耗量高和色光编暗红,所以采用室温多次染色.此为牛仔布的着色特点.透风氧化温度为室温,进行80~100S.为了获得纯正的色光,靛蓝染色后不用氧化剂而采用透风自然氧化.由于靛蓝有易还原不易氧化的特性,所以也采用反复多次氧化.水先温度为室温。
牛仔服装生产工序

牛仔服装生产工序(总3页)本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.March牛仔服装生产工序一般牛仔生产过程是:纱染色——纱上浆——织布——成装——漂洗(洗染)——烘干纱染色和上浆通常在浆染联合机上完成,丝光过程也可和染色上浆过程在浆染联合机上完成。
废水主要是在浆染联合计和漂洗过程中产生。
染色的典型配方:1、1200L水中+靛蓝粉,的烧碱和的保险粉(硫代硫酸钠)以及渗透剂4kg(以上用于染蓝色)染色方法有六种:甲法、乙法、丙法、甲特法、特别法、黑色法。
几种方法中甲法应添加缓染剂;乙法加促染剂,如元明粉,食盐等;丙法要加促染剂;甲特法宜加缓染剂,特别法应加促染剂。
渗透剂中:渗透剂8601含烷基酚聚氧乙烯醚,JFC-3是混配物可能含目标物,部分精炼剂也是混配物也有配硫化染料的2、硫化青+硫化钠+小苏打+食盐硫化染料的溶解,必须先在水中加2-5g/L,1-2g/L纯碱,再加染料,搅拌润湿,加热煮沸30-60min3、采用不溶性偶氮染料的,规模小。
不溶性偶氮染料先用色酚打底,使色酚与棉纤维结合,再用经过重氮化的色基溶液,两者耦合形成颜色。
煮纱—浸轧打底剂2道—露风降温—浸轧显色剂—2道—露风—水洗3道—烘干—上浆—卷轴棉纱液的润湿需加渗透剂,煮纱时用渗透剂和纯碱打底液配方有:润湿剂、烧碱、水以及色酚,常用润湿剂有太古油、蓖麻油皂、拉开粉、渗透剂JFC(脂肪醇聚氧乙烯醚)、渗透剂OK、酒精等对不溶性偶氮染料除了采用色酚+色基的染色方法外,还有直接用色盐(将色酚和色基结合后的产品)元明粉(无水芒硝、硫酸钠)可溶性还原染料是染料生产厂家将还原染料加工制成的可以溶解的染料,成份为硫酸酯钠盐,省略了还原染料染色时的还原过程。
4、丝光处理牛仔服装的丝光处理不是完全意义上的丝光,或称为纤维碱处理,原因是牛仔服装的丝光往往是在浆染联合机上进行,能提供的张力有限,浸泡时间短,只能对表面纤维产生作用。
牛仔布加工工艺流程

牛仔布加工工艺流程牛仔布的一般生产流程:原纱(转杯纱)(经纱-络筒-整经-靛蓝染色和上浆)-上机强造-烧毛-上浆-拉斜(整纬)-防缩整理-烘干定型-成品牛仔布的纱线加工工艺(一)、纱线定捻:在牛仔布生产中,对经纬纱,尤其是用捻度较大的转杯纱作经纬纱时,要进行给湿与加热,以稳定其捻度。
目的:是为了整经、染浆工序的顺利进行和减少织造时的脱纬、纬缩及起圈等现象,提高织物质量。
要求:增加张力、给湿、加热等方法稳定纱线捻度,合理回潮率8%~9%(二)、络筒牛仔布用纱络筒的意义(1 )改变卷装形式(2 )清除纱疵在络筒中去除原纱上的有害疵点(3 )改善纱线张力(4 )减少筒脚纱(三)、整经1.主要目的是为了使纱片或绳束的张力、排列和卷绕三均匀,并将一定数量的筒子纱,以均匀一致的张力按规定的长度,均匀紧密地卷绕于经轴或特制的球轴上,为下道染色和上浆加工做准备。
2.主要是1452A型或GAI2I型分批整经机,这些整经机用于染浆联合生产线已能满足质量要求。
牛仔布的染整生产工艺牛仔布的制造工艺比较独特,它是先用靛蓝染经纱和上浆,然后再织造的一种产品。
1.染色与上浆牛仔布经纱的靛蓝染色有绳状染色、片纱染色和悬环式染色三种。
前两种和浆纱连接,后一种染色后进行上浆。
(1 )、绳状染色(环锭纱)交叉络筒-(转杯纱)整经-绳状架-靛蓝连续绳状染色-长链轴经-浆纱-织造-验布-后处理-预缩整理(2 )片纱染色和上浆(环绽纱)交叉络筒-(转杯纱)整经-靛蓝染色各浆纱-织造-验布-烧毛-后处理-预缩整理(3 )悬环式染色此法采用一只染槽,经纱在这个槽内反复多次循环染色,一直达到深度要求为止。
染色和上浆的工艺过程为:经纱进纱-碱煮(或润湿)-水洗-靛蓝染色-透风氧化(靛蓝染色)-透风氧化的过程循环进行六次-水洗四次-烘干-储纱-上浆-烘干-上轴牛仔布的后整理常规牛仔布后整理的工艺流程坯布→烧毛→上浆→整纬(拉斜)→预烘→橡毯预缩→呢毯烘燥→成品检验→包装一.烧毛1、烧毛的技术要求除去织物表面的毛羽和细小杂质,使成品表面光洁平整。
牛仔布经纱湿上浆工艺与实践
一
我们 在 生产 实践 过程 中按 照牛仔 布 经纱 上浆
的工艺 特点 和质量 要求 , 行 了工艺 改进 , 现采 进 发
1 0多 根导 辊 , 0 长度 约 2 4m, 7 而且 大 部分 情况 下 , 纱线 是 在湿 态下 运行 , 时又经 过两 次高温 烘燥 , 同 纱线 的强力 及 弹 性受 到很 大 程 度 的损 害 。为此 ,
烘 干 , 由一 大压 力 压 水 辊 将 纱 线 中 的水 分 挤 压 而 至一定 含水量 。这 样 , 既可 以节 省蒸 汽 , 可 以使 又 纱线 的弹性 、 感 得 到保 护 。以 下对 这 一 上 浆 方 手 法 进行 具体介 绍 。
w to e a i n a d pe e n w tw r sz g w sa o td,t e p o e sn ii g b o t l r it r o tn y h g r s u e r l rd p i h r c s ig i sz y c nr p mo su e c n e tb i h p e s r ol e s n o wa e p r r y i g b w n t o td y a t e d en o la d wi u r .T r u h c mp rn h swe n we iig a d t d t n l ii g h e uts o u h h o g o a i g t i to tszn n r i o a zn ,t e r s l h ws a i s ta e n we p o e sn a n a c b a i n r ssa c ,r d c arn s ,e h n e l o e ce c h tw to t r c s ig c n e h n e a r so e itn e e u e h i e s n a c o m f in y,a d s v ii g i i n a es n z
牛仔布经纱上浆技术
设 备以 国产或港 产 的染浆联 合 机较 多 , 有一些 高 速浆 纱机 。 也 浆纱工艺中为了充分利用 其高速高压优势而尽可能使用 高浓度 低粘 度浆料 。经纱 毛羽的贴伏要靠 纱体 内外相结 合的浆液粘着 力, 即浆液高 的含 固量 , 同时 又需要 好的渗 透力 , 因此 只有高浓
中图分类号 : 1 5 2 TS 0 . 1
文献标识码 : C
文章编号 :6 3 0 5 (0 60 一O 6 —0 17 - 3 6 20 )5 0 7 2
( ) 成 的 浆 膜 要 坚 韧 而 柔 软 。上 浆 后 经 纱 既 要 能 抵 抗 织 2形
目前 大多数牛仔布均 采用气 流纱生 产 , 其强 力 比环 锭纱 强 力低 1 ~2 , 属粗 支高密 织物 。织物 密度 系数高 , 磅 0 0 且 重 牛仔布的织 物紧度 系数 在 1 0 以上 。牛 仔布 布面要 求 平 整、 0
造 过程 中停经片 、 钢筘及 综丝 的摩 擦 , 降低经 向断头 , 同时 又要
减 少落浆落物 , 以改善织 造车 间生产 环境 。随 着牛仔 布 以追求
挺 而不硬 、 柔软而手感丰满为时 尚, 浆纱用变性 淀粉代替普 通淀 粉, 丙烯酸浆料代替 P A浆料 已成 为趋 势。 V () 3 浆膜的透明性好 。牛仔布先染色后上浆 , 浆膜 的透 明性 非 常重要 , 透明性好 , 可使 牛仔 布看 上去 色泽 鲜艳 , 染色效果好。 由于薯类淀粉的浆 膜透 明性 远 比玉 米淀粉 好 , 因此牛 仔布上浆 应 使用 薯类淀粉 。
节 和棉结 均在 5 水平 以上 ; 0 管纱 应无 接 头 , 简采 用 电子 清 络
纱 器 和捻 接 器 。 12 对 整 经 质 量 要 求 .
牛仔布浆纱疵点的产生因素有哪些
牛仔布浆纱疵点的产生因素有哪些一、浆纱条花1.浆纱油脂用量过多或乳化质量差;2.生浆供应速度不均匀,造成浆液温度低、油脂上浮;3.调浆液温度低,泵向储浆桶时有剩余浆液,致使某一缸浆油脂过多且乳化不好;4.经轴之间退绕张力差异太大;5.压纱辊压力小,使织轴经纱表面凹凸不平;后上油(或上蜡)太多或油(蜡)的水溶性差;6.浆染机染色水洗时烘干不充分,致使经纱之间上浆不匀,当整体上浆偏小时,更易出条花。
二、并头1.浆纱并头,绞线损坏,或没有全按绞线穿绞;2.经纱断头处理时漏分纱;3.经轴绕纱不平,相邻纱线挤并一起;4.浆纱烘干前各导纱辊上缠纱,将邻纱挤并在一起;5.浆纱回潮率过高,或浆纱吸湿性太强。
三、绞头1.上浆过程中排纱不良,或频繁搬动浆纱;2.割断绕纱后捻头不良,或未捻在相邻经纱上;3.落轴时或落轴后浆纱位置移动,排列混乱;4.摇伸缩筘操作过急或频繁;致使浆纱位置经常移动。
四、浆斑1.下机后停机时间过长,开车前浆槽内的浆皮浆块未清除;2.上落轴动作过慢,或处理疵点时的停车时间长,而造成横条浆斑;3.蒸汽过大,浆液溅在已被压浆辊压过的经纱上;4.调浆操作不良或浆液未充分搅拌溶解,浆液中含有的凝结小块,被压浆辊压在纱上;5.后湿分纹棒转动不灵活或时转时停,而当湿分绞棒突然转动时,余浆即咐在纱片上,不易烘干,以至经纱粘连成横条浆斑。
五、油污、锈渍1.浆液油脂质量低劣;2.调浆桶搅拌主轴齿轮油掉入浆液内;3.输浆管路及泵内积聚有油污垢和锈污,在经纱上浆时压在纱片上;4.浆纱机加油时操作疏漏,以致油溅在纱上;5.排气罩内滴下黄渍污水。
六、上浆不匀1.浆液粘度不稳定,浆槽温度忽高忽低;2.浆纱车度忽快忽慢;3.压浆辊两端加压不一致;4.上浆时色纱烘燥不充分,含水量差异大;5.回浆太多或浆液起泡沫。
七、回潮率不匀1.蒸汽压力不稳定,时高时底;2.由于上浆不匀而造成回潮率不匀。
八、张力不匀1.经轴放置不平行或压力不一致;2.各导纱辊不平行、不成水平;3.经轴张力摩擦盘不圆或安装时偏心;4.经轴气动张力控制装置失灵。
牛仔服装洗水的后整理工艺知识

牛仔服装洗水的后整理工艺知识退浆:目前,大多数牛仔布通过纤维酵素漂洗进行软化处理。
生产牛仔布时,无论厚薄,织布过程中都会给经纱涂上一种玉米淀粉浆以改善纱线的硬挺度。
在退浆过程中,纤维酵素可以分解牛仔布上的浆料,使其浆料剥落。
虽然退浆会使牛仔布稍有褪色,但却改善了牛仔布的柔软性和悬垂性。
经过退浆整理的轻薄牛仔布就可以制作成手感柔软、悬垂感优良的桌布或餐巾布。
石磨水洗:石磨水洗是通过物理方法使牛仔布褪色,并且增加色彩对比效果。
把20码长、62英寸宽的一卷布,放入到重达250磅、加有浮石的洗缸中,进行石磨水洗处理(占缸容量35%时洗水效果最好)。
在洗缸中牛仔布与石头混合翻滚,相互磨擦,翻滚时间的长短决定牛仔布洗后色彩的深浅,水洗时间越长,色彩越浅,色彩对比效果越强烈。
牛仔布水洗后再进行漂洗、柔软处理和烘干等整理,经过石磨水洗整理的牛仔布柔软、色彩层次丰富成为家纺业和服装业的时尚首选面料。
酵素洗:酵素就像酶一样,可以用于降解棉纤维中的纤维素。
由于牛仔布的色彩实际上是附着在纱线的外层,经过酵素洗水,就可以将纤维和附着其上的靛蓝染料一起洗掉。
当获得所要的色彩后,通过改变水的碱度或升高水温,即可停止酵素洗水。
然后进行下一步的漂洗和柔软处理。
酵素水洗与石磨水洗相比更为温和,因为酵素水洗过程中没有使用棱角突兀的石头。
经过酵素水洗的牛仔布色泽均匀,手感柔软适用于家纺和服装。
石磨酵洗:在该后整理过程中,浮石和酵素并用,使牛仔布获得怀旧效果。
在第一个步骤中,洗缸中只放入浮石和面料,然后在下一个步骤中将酵素放入其中,连同浮石、面料一起翻滚,直到产生自然的怀旧效果。
最常采用这种水洗方法的是蓝色牛仔布。
砂洗:该后整理使用一排水平放置的滚筒,滚筒上可裹上砂纸,或采用经过化学处理的研磨剂。
牛仔布套在滚筒上,对凸出的部分进行磨砂处理。
这种后整理方法会使牛仔布部分褪色,并在牛仔布表面产生绒感,赋予其柔软、细腻的手感。
砂洗处理方法亦可以使牛仔产生褶皱、猫须等时尚外观效果。
1牛仔布经纬向缩水率经纬向缩水率牛仔布在织布过程中,经纱和纬纱...
1牛仔布经纬向缩水率经纬向缩水率牛仔布在织布过程中,经纱和纬纱都受到不同程度的张力拉伸,在洗水时会发生收缩,如坯布洗水时,经向的缩水率一般高达13-15%,纬向缩水率视用纱情况,如:纯棉纱:3-5%,化纤纱:2-3%,弹力纱:10-20%,因此,牛仔布一般都要经过预缩处理,也就是通过预缩机将牛仔布经向缩水率预先缩12-13%,使经向剩余缩率≤3%。
而纬向则一般是自然收缩,如弹力布出现纬向缩水率偏大15-20%,则采取热定型,使弹力纱中的氯纶丝经过200℃高温空气定型,使纬向余缩率控制在8-10%。
经纬向缩水率如果偏大,在制衣洗水后,极易造成裤头和拉链起皱,布面也不平整。
同时缩水率大也造成制衣用布量增大。
按国际利惠制标准,经纬向缩水率≤3%,但弹力布的纬向缩水率则一般控制在8-12%,偏大易造成喇叭口和起皱,偏小易造成弹力不足。
经纬向缩水率的测试方法:在一块经向长60CM,纬向整幅的牛仔布反面,经向和纬向均匀画三个长50CM的标记线,两端十字交叉,洗水后再量该线段长度。
缩水率=L冼前-L洗后/L洗前*100%=50-L洗后/50*100%如洗水后为48CM,则缩水率为4%。
2丝光牛仔布加工工艺丝光牛仔布加工工艺丝光牛仔布加工工艺丝光牛仔面料在传统牛仔布生产工艺的基础上,采用新型染整加工技术,对纱线表面进行丝光,以达到表层色浓、内层洁白、对比鲜明的环染效果,其色泽鲜艳度、深度较常规纱线要好得多。
丝光牛仔布以其舒适的手感、较好的光泽、鲜明的磨白效果和清晰的布面风格,赋予牛仔面料以高附加值,是高档牛仔服装的首选面料。
1 染整工艺工艺流程 坯检→烧毛→退浆→丝光→水洗→定形→整纬→预缩→成检→卷筒1.1 烧毛正面烧两次,车速控制在80m/min,火口要求均匀有力,火力不宜太高,尤其要注意布面的接触温度。
经烧毛后布面应基本无长毛,布面干净均匀,没有条花、划痕。
1.2 退浆大多数牛仔布采用上浆染色的经纱与本色的纬纱交织而成,上浆量大,退浆难净,且又是靛蓝染色,色牢度较差,处理不当,极易造成色花、色条及头尾色差。
牛仔浆染工艺制定及质量控制—经纱上浆工艺与质量控制

硫化染料染色原理
• 使用硫化黑染料时,一般用硫化碱即硫化钠溶解染料。硫化钠 起还原剂作用,属于强碱,在染液中生成硫氢化钠。硫化黑先 被硫氢化钠还原,溶解于碱中。加温到60 ℃ 以上时能把染料还 原成隐色体的钠盐。硫化染料还原成隐色体实际上是一个还原 降解的过程,而隐色体的氧化固色则是一个聚合过程。
• 聚丙烯酸类浆料在双氧水作用下可发生降解。 • 可见,聚丙烯酸类浆料常用的退浆方法有碱退浆
和双氧水退浆。 • 4、羧甲基纤维素(CMC) • 用于经纱上浆的CMC应采用中醚化度的。它主要
和淀粉混用,较少单独使用。 • CMC能溶于水,可采用热水退浆; • CMC在烧碱溶液中能膨化,可采用碱退浆; • 氧化剂能使CMC降解,可采用双氧水退浆。
• 聚乙烯醇对酸碱的稳定性较好,不发生降解;
• 聚乙烯醇能被氧化剂氧化而降解,形成粘度较低、 相对分子质量较小的产物。
常用浆料的结构与性能
• 可见,聚乙烯醇的退浆方法有热水退浆、碱退浆 和氧化剂退浆。热水退浆和碱退浆都不能使PVA大 分子发生降解,因此对粘度高的PVA退浆效果较差。 更有效的方法是采用氧化剂退浆,如双氧水。
• 产生氢离子的过程可用下列反应式表示:
• Na2S2O4 + 2H2O → 2NaHSO3 + 2[H]
3.保险粉浓度的影响
• 靛蓝染料的还原电位是-760mV,要使靛蓝还原成隐色体并保持其稳 定性,染液的实际电位值必须保持在-760mV以上.干缸还原后,滴加 NaClO滴定至-760mV,时,保险粉刚好消耗完,然后加入指定数量的保 险粉进行染色.
• 由于对色牢度要求不高,所以硫化黑染后不必做固色处理。但 硫化黑会使纤维脆损严重,因此需要在染色后进行防脆处理。 防脆处理可用防脆剂如尿素、醋酸钠等。除此之外,还可根据 需要进行柔软处理,即皂洗处理或浆纱乳化油处理,使纱更柔 软,以满足生产要求。
织造优质牛仔布的用纱要求

织造优质牛仔布的用纱要求牛仔布大多为纯棉纱织造,棉纱的品质直接影响到牛仔布的质量。
牛仔布属粗支高密织物。
织物密度系数高,重磅牛仔布的织物紧度系数在100%以上。
目前大多数的牛仔布均采用气流纱生产,其强力比环锭纺纱强力低10%-20%。
牛仔布布面要求平整、纹路清晰,所以织造时要采用大张力、强打纬工艺,并多在速度快、张力大的无梭织机上织造。
因此牛仔布质地厚实坚挺,生产用纱的要求比较高。
牛仔布用纱必须具有较高的强力,条干均匀、质地稳定,原则上不应采用短绒含量高于40%的棉花,纤维长度应大于27mm。
一、牛仔布用纱强力要求牛仔布经纱先经染色再织布,经纱在染色上浆过程中,要经过100条导辊,需要承受很大的挠曲与拉伸力,并且要求经过浆染的经纱保持良好的物理性能,具有优良的可织性,以提高布机的织造效率和牛仔布品质。
因此要求牛仔布用经纱具有较高的强力,我国规定,用于绳状染色和环状染色的原纱断裂强度要求达到12.5-13.5cN/tex;用于片染色的原纱强度一般达到8.8cN/tex以上,牛仔布织造厂就可正常使用。
牛仔布用纬纱单纱断裂强力可适当比经纱小,以保持纬纱良好的条干均匀度。
二、牛仔布用纱捻度要求在合理配棉的条件下,适当提高棉纱捻度有利于棉纱的抗拉伸能力,适当增加用于绳状染色的气流纺棉本色纱捻度,可使表面的缠绕层比较密实,有利于整经工序的顺利分纱。
牛仔布的重量控制很重要,要求经纱经过染织加工伸长以后,牛仔布还能达到额定面密度。
牛仔布制成服装后都需经过水洗、石磨、漂洗等工艺,以使布质柔软、穿着舒适。
在水洗、石磨的过程中,浮于布面的经纱交织点的凸出部分,因受到摩擦力,先行褪色,使布面形成均匀分布的雪花点。
雪花点均匀分布的程度,是衡量牛仔布品质档次的一个标志。
要达到布面雪花点分布均匀,除在染织过程中控制好经纱强力外,还要控制好棉纱条干均匀度。
A21牛仔裤的上浆流程
A21牛仔裤的上浆流程生产实践中,应用单浆槽、双浸双压浆槽及不同机型,针对特殊原料、特殊结构纱线进行上浆实践,总结出可满足于高速高效织造的上浆工艺。
生产差别化产品好轴率达95.1%,入库一等品率达99.2%。
1 上浆工艺实践剑杆织机在高速运转的状态下,对纱线的指标有严格的要求。
经纱从织机后梁移动到织口成布,要受到反复拉伸与弯曲达4 000多次;经纱之间的摩擦,经纱与综丝眼、停经片、筘齿的摩擦都是降低纱线强力的主要因素,上浆的主要指标是纱线的增强率和保伸率。
1.1 采用不同结构纱线的牛仔面料的上浆工艺1.1.1棉包棉包芯纱牛仔面料规格:8/40+7.5/40竹×C 12/40D 74×52 56/58" 3/1右斜。
棉包棉包芯纱原料均是纯棉纤维,纱线特征是由已纺出的芯纱和包覆纤维组成的皮芯结构纱线,芯纱和包覆纱层的比例低于40%。
纱线结构可使捻度比正常纱偏小设计,纱线具有纱体蓬松、柔软的特点。
纱线吸浆料性能好。
设计品种总经根数适中,纱线覆盖率<85%,故选择车型台湾大雅浆染联合机,染槽11个,单浆槽双浸双压,可满足中粗纱染色深度深的品种生产。
浆料配方:山东源大变性淀粉,粘度12 mPas;浆液温度93 ℃;前压浆辊压力1.6 kg;后上浆辊压力3 kg;浆纱区烘干温度120 ℃。
1.1.2 超柔紧密赛络纺纱线牛仔面料规格:青泽紧密超柔C12环+12竹×12环×80×54 58/60" 3/1右斜。
紧密赛络纺纱线是用赛络纺和紧密纺结合生产的纱线。
纱线特点3 mm以上的毛羽少,3 mm以下的短毛羽较多,纤维在纱线中排列均匀、结构整齐、条干均匀度好。
浆料粘度应较环锭纺纱降低1 ~2 s,前压浆辊压力1.5 kg,后上浆辊压力3.2 kg,使用双浆槽上浆。
1.1.3 嵌入纺纱线牛仔面料规格:QJC24(30D黑涤×2)+28(30D黑涤×2)竹×J30环×118×68 50/52" 3/1右斜。
牛仔布的经纱上浆

牛仔布的经纱上浆
罗建红;黄俊
【期刊名称】《纺织科技进展》
【年(卷),期】2003(000)005
【摘要】综述了牛仔布经纱上浆的目的、对浆料性能的要求,以及牛仔布经纱上浆用浆料的发展历程.同时对影响牛仔布上浆工艺的因素、使用高浓低粘型变性淀粉上浆的效果及注意事项作了介绍.
【总页数】3页(P20-22)
【作者】罗建红;黄俊
【作者单位】成都纺织高等专科学校,四川,成都,610023;成都纺织高等专科学校,四川,成都,610023
【正文语种】中文
【中图分类】TS105.21
【相关文献】
1.牛仔布经纱上浆技术 [J], 李竹君;田磊
2.麻类牛仔布经纱上浆技术 [J], 魏景新;雷旭;程学忠;武海良
3.牛仔布经纱上浆技术 [J], 蔡永东;杨益民
4.牛仔布经纱上浆现状与质量控制的探讨 [J], 魏清荣
5.轻薄苎麻/棉牛仔布经纱上浆实践 [J], 李昌建;朱保林
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
© 1995-2005 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.
2003 年第 5 期 四川纺织科技 · 21 ·
20 世纪 80 年代中期 ,随着国内牛仔布生产
上浆用浆料主要是用变性淀粉作主浆料 ,加少量 乳化油的配方 :变性淀粉 (94 %) + 乳化油 (6 %) 。4 影Fra bibliotek上浆工艺的因素
配方简单 ,成本较低 ,织造效率大幅度提高 ,但浆
由于牛仔布上浆是先染后浆 ,织物属厚重产
纱毛羽较多是其缺点 。
品 ,因而经纱上浆有一定的特殊性 。不同纱支的
20 世纪 90 年代中后期 ,随着国内浆料生产 牛仔布对上浆工艺的要求见表 1 。
3 上浆用浆料的发展历程
国内早期牛仔布上浆主要是以原淀粉为主的 半熟浆 ,这主要是受限于当时用于牛仔布生产的 织机 还 较 落 后 之 故 。一 般 采 用 的 配 方 是 , PVA (7 %) + 玉米淀粉 (88 %) + 牛油 (3 %) + 渗透剂 (118 %) + 烧碱 (012 %) 。
6 %) ,织机要求高 6 %) ,丙烯酸浆料 8 %) ,丙烯酸浆料 的加 5 %~8 %丙 (8 % ~ 10 %) , 低 ( 8 % ~ 12 %) ,
即使如此 ,浆液的渗透性也较差 ,常造成表面上
烯酸浆料
强力纱 加 ( 5 %~ PVA(20 %~30 %)
浆 ,落浆落棉较多 ,易轻浆起毛影响织造 。 20 世纪 80 年代后期 ,随着牛仔布厂不断引
较高
上浆难度较大
(20 %) + 乳化油 (5 %) + 渗透剂 (2 %) 。由于该浆
浆料 变性淀粉 (100 %) 变性淀粉 (100 %) 变性淀粉 (100 %) 配方 + 乳化 油 ( 4 %~ + 乳化 油 ( 4 %~ + 乳化 油 ( 6 %~
料配方的浆液浓度 、粘度高 ,故常用半熟浆供应 。
Warp Sizing Process for Denim
LUO Jian2hong ,HUANGJ un (Chengdu Textile College ,Chengdu 610023 ,China)
Abstract :This paper has introduced the purpose of warp slashing used in the close2fitting cloth. The development of the sizing ingredient. The important factors influencing the amount of size picked up by the yarn. Giving some advice on the varied starch slashing.
性能 ,在配方选用上和价格上加以研究 ,做到以实 际为基础 ,在保证上浆质量的同时降低上浆成本。
(3) 牛仔布专用组合浆料由于具有高浓低粘 的性能 ,浆液的流动性好 ,可最大限度地发挥高压 浆纱机的性能 。但如果组合的实质仅是多组分的 物理混合 ,稳定性得不到充分保证 ,其使用范围就 会受到限制 。因此 ,少组分 、甚至单组分的关键是 要有高性能的主体浆料 。
(3) 浆膜的透明性好 。牛仔布先染色后上浆 , 浆膜的透明性非常重要 ,透明性好 ,可使牛仔布看 上去色泽鲜艳 ,染色效果好 。由于薯类淀粉的浆 膜透明性远比玉米淀粉好 ,因此牛仔布上浆应使 用薯类淀粉 。 213 高浓低粘上浆
上浆浆液要高浓低粘且稳定 。经纱毛羽的贴 伏要靠纱体内外相结合的浆液的湿粘着力 ,即浆 液高的含固量 ,同时又需要好的渗透力 ,因此只有 高浓低粘浆液才能做到 。粘度稳定的浆液 ,可保 证上浆均匀 ,而且对浆牛仔布经纱还可防止由于 上浆不匀造成的牛仔布色泽差异 。
上浆率大时 ,浆料被覆多 ,纱线易脆断 ;上浆率小 时 ,纱线增强不够 ,断头增加 ,织机效率低 ,平均 A 级品率仅有 85 %。而且车间尘埃大 , 工作环境 差 ,工人劳动强度大 。改用变性淀粉后 ,浆轴质量 明显提高 ,因上浆率减小 ,分绞开口清晰 ,断头减 少 。因好轴率提高 ,织机效率也大大提高 ,同样品 种用变性淀粉后织机效率由原来的 70 %提高到 88 % ,A 级品率也成正比例增加 ,由原来的 85 %提 高到 95 %以上 。车间的工作环境得到改善 ,挡车 工劳动强度降低 ,原先由 4 台/ 人提高到 6 台/ 人 , 有的甚至看到 8 台 。由此可见 ,使用变性淀粉后 给企业带来的经济和社会效益是显著的 ,值得推 广使用 。
2 上浆用浆料应有的性能
211 渗透与被覆性 浆料应具有较好的渗透性与被覆性 。适当的
渗透 ,可提高纱线的强力 ,以适应布面大张力织造 和开口 、打纬反复拉伸的要求 。而适当的被覆 ,可 使纱线表面形成浆膜贴伏毛羽 ,能承受钢筘及综 丝的摩擦 ,使布面保持光洁 。
收稿日期 :2003 - 08 - 01 作者简介 : :罗建红 (1968 - ) ,女 ,讲师 。主要从事纺织教
Key words :close2fitting cloth ;warp slashing ;varied starch ;development ;function ;used
责任编辑 :陈朝武
(上接第 19 页) 纱中的长毛羽覆贴更好 。但压力不能过大 ,以免 使竹节纱上浆率过低 。
(2) 由于经纱主要是麻棉纱 ,织造工序湿度应 相对提高 ,保持在 75 %左右 。
上浆率 ( % ) 6~9
8 %) PVA 9~12
10~14
进新型织造设备 ,高速织机对经纱上浆有了新的 因此 ,织机对上浆工艺的影响主要视其速度 。通
要求 。由于变性淀粉具有浆液热粘度稳定性好 , 常速度越高 ,要求的上浆率也越高 ,但不同机型有
粘度低且易于渗透等特点 ,这一阶段牛仔布经纱 一定的区别 。
上浆后 ,浆纱机速度还可提高 40 % ,蒸汽消耗下 降 30 %~50 %。
国产浆染联合机压浆辊压力属于中等 ,车速
6 使用高浓低粘变性淀粉浆的注意 事项
不高 ,上浆率也要高于高速高压浆纱机 。由于牛 (1) 为保证织物手感柔软 ,尽可能不使用或少
仔布织造基本上采用的是喷气 、剑杆和片梭织机 , 用 PVA ,这也符合保护环境的要求 。在变性淀粉
柔软剂 (6 %) 。同时 ,由于牛仔布在这一阶段发展 消除了原用普通木薯淀粉所存在的渗透性差 、不
也很快 ,其产品结构有了大的变化 ,品种趋向高 稳定 ,上浆质量难控制的问题 。用普通木薯淀粉
档 、色织 、多品种 、小批量化 ,浆料配方中也加入了 PVA 等浆料 ,主要根据不同品种要求使用 ,但仍以 高浓低粘的变性淀粉为主 。
关键词 :牛仔布 ;经纱上浆 ;变性淀粉 ;上浆工艺 ;应用效果 中图分类号 :TS105121 文献标识码 :B 文章编号 :1008 - 0643 (2003) 05 - 0020 - 03
牛仔布大都是粗支高密织物 ,多采用速度快 、 张力大的无梭织机织造 ,加上经纱已在织前先经 染色 ,故在织造时纱线受磨损伤较大 。尤其是近 几年 ,牛仔布产品向高档化 、色织化 、多品种 、小批 量的方向发展 ,更加大了织造的难度 。因此 ,要降 低经向停台 ,提高布机效率 ,除应用适合于牛仔布 生产的原料外 ,牛仔布对浆纱的要求也要获得应 有的提高 。
(4) 高浓低粘浆料是国内 90 年代后期逐步发 展起来的新浆料 ,在使用时除调浆方法不同外 ,在 进行粘度检测时也应用较先进的检测仪器 ,如条
件不允许 ,需对老式仪器进行校正 。 (5) 由于变性淀粉浆料生产厂家受设备和技
术的限制 ,很难保证批批产品质量一致 ,因此 ,使 用时应尽量选择技术力量强 、设备较先进 ,重质 量 、讲信用的厂家所生产的产品 。
学及研究 。
212 浆膜性能 (1) 浆膜应有较好的弹性 。由于经纱的断裂
伸长对牛仔布织造至关重要 ,而经纱在浆纱前已 经过了染色 、分纱等多道工序 ,伸长已有一定损 失 ,故应用浆膜弹性较好的浆料上浆保伸 。
(2) 形成的浆膜坚韧而柔软 。上浆纱既能抵 抗织造过程中钢筘及综丝的摩擦 ,降低经向断头 , 同时又可减少落浆落物 ,改善织造车间生产环境 。 随着牛仔布以追求挺而不硬 、柔软而手感丰满为 时尚 ,浆纱用变性淀粉代替普通淀粉 ,丙烯酸浆料 代替 PVA 浆料也成为趋势 。
· 20 · 四川纺织科技 2003 年第 5 期
牛仔布的经纱上浆
罗建红 ,黄 俊
(成都纺织高等专科学校 ,四川 成都 610023)
摘 要 :综述了牛仔布经纱上浆的目的 、对浆料性能的要求 ,以及牛仔布经纱上浆用浆料的发展历程 。同 时对影响牛仔布上浆工艺的因素 、使用高浓低粘型变性淀粉上浆的效果及注意事项作了介绍 。
1 牛仔布经纱上浆的主要目的
牛仔布的经纱一般都较粗 ,断裂强度很高 ,因 此浆纱增强对织造不是主要的 ,牛仔布上浆更重 要的目的是增强纱线的耐摩擦强度 ,减少伸长和 贴伏毛羽 。高速无梭织机对上浆纱的耐磨性要求 很高 ,上浆纱不但要承受织造过程中机械与纱线 间 、纱线与纱线间的反复摩擦而不断头 ,同时还要 接受摩擦过程中纱线产生二次毛羽的考验 。为适 应现代织机高速 、高产 、高效的要求 ,牛仔布经纱 上浆应有一定的特殊性 。
(3) 影响弹力竹节牛仔布织疵率和纬缩疵布 率的织造工艺因素有后梁高度 、上机张力 、梭口闭 合时间 、接纬侧绞边时间 ,其影响程度依次为接纬 侧绞边时间 > 后梁高度 > 梭口闭合时间 > 上机张 力 ,其中以接纬侧绞边时间的影响最为显著 。
与科研的大发展 ,牛仔布经纱上浆的浆料配方不 仅大量使用变性淀粉 ,而且还加入了丙烯酸类化
5 应用高浓低粘变性淀粉浆的效果