镁合金的超塑性
MB15镁合金板材的超塑性能研究

Zn
Zr
Mn
5~6
013~019
011
Mg 余量
表 2 ( MB15) 镁合金的机械性能
加工状态 轧制
σb ( MPa) 270
力学性能 σs ( MPa)
160
δ ( %) 8
超塑性拉伸试验的试样沿轧制方向下料 , 标距 长度为 15mm , 宽度为 6mm 。
率拉伸 ; 同时采用拉伸速度突变法测定 MB15 镁合 金的 m 值 。试验结果表明 : MB15 镁合金在 280~ 400 ℃这段较宽的温度范围和 ε· = 5156 ×10 - 4~5156 ×10 - 3s - 1的初始应变速率范围内 , 均显示出较高的 超塑性指标和较低的流动应力值 , 并有较为理想的 应变速率敏感指数 m , 特别是 340 ℃时有最大的延 伸率 δ和应变速率敏感指数 m 。现仅将该温度下的 试验数据 , 绘制出如图 2 、3 、4 所示的曲线 。
3 陈拂晓 , 杨蕴林 , 上官林建等 1 MB26 镁合金的超塑性与超塑挤 压研究 1 热加工工艺 , 2001 (4) : 16~17
4 陈浦泉编著 1 组织超塑性 1 哈尔滨 : 哈尔滨工业大学出版社 , 19881
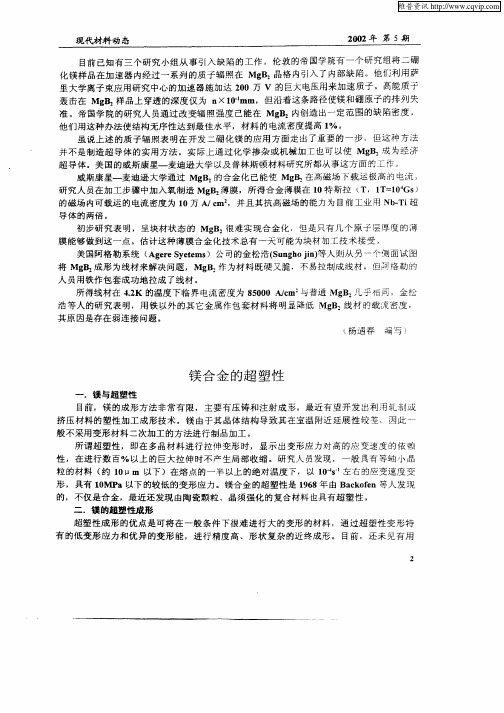
图 6 340 ℃不同应变速率下拉伸件的显微组织 (a) ε·= 5156 ×10 - 4s - 1 , (b) ε·= 5156 ×10 - 3s - 1 ,
(c) ε·= 5156 ×10 - 2s - 1
三 、结论
(1) 对于晶粒度为 519μm 的轧制态 MB15 镁合 金 , 在 280 ~ 400 ℃较宽的温度范围和 ε· = 5156 × 10 - 4s - 1~5156 ×10 - 2 s - 1 的初始应变速率范围内均 能呈现超塑性 。在最佳变形条件 340 ℃, 应变速率ε· = 5156 ×10 - 4 s - 1 时 , 应变 速 率 敏 感 指 数 m 值 为 0151 , 延伸率δ为 415 % , 流动应力σ仅为 11M Pa 。 观察试件无明显颈缩 , 在变形过程中保持了均匀变 形。
ECAE镁合金超塑性变形行为的研究的开题报告

ECAE镁合金超塑性变形行为的研究的开题报告题目:ECAE镁合金超塑性变形行为的研究背景和意义:随着现代工业的不断发展,轻质高强材料的需求也越来越大。
镁合金因其较低的密度和优异的力学性能,在汽车、航空航天等领域被广泛应用。
然而,镁合金的低塑性和易于疲劳等缺点限制了其进一步的应用。
因此,开发出新的提高镁合金塑性的方法变得十分必要。
超塑性是指材料在高温下具有超过1000%的延伸率,是一种可行的改善材料原有塑性的方法。
而挤压等通道变形(ECAE)作为一种有效的获得超塑性材料的方法,被广泛应用于金属材料的研究中。
本研究旨在通过ECAE工艺来改善镁合金的塑性,并探究其超塑性变形行为和机理,为镁合金的应用和发展提供理论依据和实验支撑。
研究内容:1. ECAE工艺在镁合金中的应用2. 镁合金经过ECAE后的塑性及其超塑性特性研究3. 镁合金经过ECAE后的微观组织演变和变形机理分析研究方法:1. 预备工作:选取合适的镁合金,设计合适的ECAE工艺参数2. 材料制备:采用ECAE工艺对镁合金进行加工3. 材料性能测试:测量镁合金在不同温度下的真应力、真应变4. 材料分析:采用X射线衍射分析、扫描电子显微镜等手段对镁合金进行显微组织观察和分析研究预期结果:1. 通过ECAE工艺提高镁合金的塑性2. 分析镁合金经过ECAE后的超塑性变形行为和机理3. 为镁合金的应用和发展提供理论依据和实验支撑参考文献:1. Valiev, R. Z., & Langdon, T. G. (2006). Principles of equal-channel angular pressing as a processing tool for grain refinement. Progress in Materials Scien ce, 51(7), 881-981.2. Wu, X. B., Lee, S. W., & Nakata, T. (2003). The superplastic deformation behavior of magnesium alloy processed by equal channel angular pressing. Materials Science and Engineering: A, 353(1-2), 50-58.3. Liu, H. M., Wu, X. B., Lee, S. W., & Nakata, T. (2002). Influence of extrusion die angle on the superplastic deformation of a Mg-Al-Zn alloy processed by equal channel angular pressing. Acta Materialia, 50(19), 4941-4949.。
镁合金的超塑性
维普资讯
现代材料动 态
镁 系 材 料 工 业 化地 进 行超 塑性 成 形 的例 子
20 年 第 5 02 期
但 已有 实验 室 级 的用 超 塑 性 吹 塑 成 形 、超 塑 性
锻 造 的方 法 进 行 实验 室 试制 的报 道 。 另外 ,利 用超 塑 性 变 形 的 新 的成 形 方 法还 有 超 塑 性 注 射 成 形 、超 塑 性旋 压 成形 。但 用 上述 方 法 成 形 , 由于变 形 速 度 较 慢 ,因此 生 产 效 率 较 低 , 并 且 成 形 温 度 要 求 较 高 ,操 作 性 差 ,模 具 易损 导致 成 本 上 升 因 此 如 何提 高超 塑 性 变 形 速
度 、降低 超 塑 性 变 形温 度 成 为必 须解 决 的课题 。 三 .先 进 的镁 超塑 性 材料 高 速 超 塑 性 是 指 应 变速 度 在 与工业 生 产 速 度相 当 的 1 五 以上 仍 具有 超 塑性 。具 有 高 OS
里 大 学 离子 束 应用 研 究 中心 的 加速 器 施 加 达 20万 V 的 巨大 电压用 来加 速 质 子 。 高能质 子 0 轰 击 在 Mg 2 品 上 穿透 的深 度 仅 为 n 0l B 样 ×1‘ mm,但 沿 着 这条 路径 使镁 和 硼 原 子 的排 列 失 准 。帝 国 学 院 的研 究 人 员通 过 改 变 辐 照 强度 已能 在 Mg 2内创造 出一定 范 围的缺 陷密 度 。 B
人 员用 铁作 包 套成 功 地 拉成 了线 材 。
所得 线 材在 42 的温度 下临 界 电流 密 度 为 8 0 0 A c 与普通 Mg : 乎 福 同。 金松 .K 50 /m: B几
浩 等人 的研 究表 明 ,用铁 以外 的 其 它 金属 作 包 套 材 料将 明显 降 低 Mg 线 材 的 载流 密 度 , B: 其 原 因 是存在 弱 连 接 问题 。
镁合金板材超塑性成形性能及变形失稳

镁合金板材超塑性成形性能及变形失稳文章研究了轧制AZ31B镁合金板材的超塑性与变形失稳,对镁合金板材进行了超塑性拉伸试验和超塑性凸模胀形试验。
通过对AZ31B镁合金进行超塑性单向拉伸(初始应变比?籽00)实验,研究其在不同加载途径下变形过程中板平面内的两主应变(?着1,?着2)的分布和最小截面处的应变路径变化。
结果表明:在一定变形速度与温度下,工业态AZ31B镁合金板材具有优良的超塑性;在变形温度为573K中温条件下的超塑性成形性合乎成形零件的基本要求。
标签:AZ31B镁合金;超塑性;成形性能;变形失稳Abstract:The superplasticity and deformation instability of rolled AZ31B magnesium alloy sheet were studied in this paper. The superplastic tensile test and the bulging test of superplastic convex die were carried out on the magnesium alloy sheet. The superplastic uniaxial tensile test (initial strain ratio ρ00)were carried out on AZ31B magnesium alloy. The distribution of two principal strains (?著1,?着2)and the variation of strain path at the minimum cross section in the plate plane during different loading paths are studied. The results show that the industrial AZ31B magnesium alloy sheet has excellent superplasticity at a certain deformation rate and temperature,and the superplastic formability at a deformation temperature of 573K meets the basic requirements of forming parts.Keywords:AZ31B magnesium alloy;superplasticity;formability;deformation instability目前,工业中的铝、钛等合金零件的生产多使用超塑性成形工艺,而超塑性成形工艺较少用于镁合金零件的生产过程。
镁合金超塑性的变形机理

Deformation mechanisms, current status and development direction of superplastic magnesium alloys
CHEN Zhen-hua, LIU Jun-wei, CHEN Ding, YAN Hong-ge (School of Materials Science and Engineering, Hunan University, Changsha 410082, China)
第 18 卷第 2 期 Vol.18 No.2
中国有色金属学报 The Chinese Journal of Nonferrous Metals
2008 年 2 月 Feb. 2008
文章编号:1004-0609(2008)02-0193-10
镁合金超塑性的变形机理﹑研究现状及发展趋势
陈振华,刘俊伟,陈 鼎,严红革
表1 变形图中不同变形机理的本构方程[7, 10]
Table 1 Constitutive equations for different deformation mechanisms Creep process Diffusional flow Grain boundary sliding & = k 3 ( D L / d 2 )(σ / E ) 2 ε Lattice diffusion sliding
7.59×108
Pipe diffusion controlled
& = k 4α ( D p / d 2 )(σ / E ) 4 ε & = k 5 ( DGB b / d 3 )(σ / E ) 2 ε
3.81×108 7.04×107
高强度镁合金

高强度镁合金,铝镁合金热变形过程中的超塑性在573K和应变率0.002时铝10.2%,镁0.52%的锰合金热变形过程拉力测试中观察到超塑性延伸率超过400%。
热变形加工处理工艺包含溶液处理和热处理。
接着在573K温度下多次轧制,这温度低于镁合金的固溶相线。
这种处理导致完好的亚晶结构与纯净均一分布的β(Al8Mg5)和MnAl6一起凝固。
当在573K退火而不出现连续再结晶在这温度变形得到完好晶粒结构而有最微小的空隙,这种结构不是静止再结晶。
在温度超过镁的固溶线,例如673K再结晶和晶体长大很容易出现,当超塑性变形时导致相对粗大的晶粒结构并伴随有大量晶界滑移和空隙产生。
Ⅰ介绍最初超塑性观点被限制在有限数量的低共熔混合物和类似最低共熔合金成分的合金。
超塑性在很多的系统包括铝基合金作为制造高强度合金7075和7475现在已经被报道。
在最近通常被报道的材料超塑性延展性只有在相对高的温度下(T>773K),例如,温度超过0.8Tm 空隙被认为上导致晶界滑移变形的原因。
热变形加工方法可获得超塑性功能,在如此典型合金存在冷轧或是热轧,在重结晶温度超过固溶相线温度而得到加强相。
为得到足够重结晶使材料具有超塑性加热到固溶相线是必要的。
接下来做如此处理,通过应力应变测试延展性来评估提升的温度。
先前在实验室的工作证明,通过热变形处理工艺包括热轧,在外界温度作用下可得高强度良好延展性的高强度镁,镁铝合金。
在这研究中,热变形处理工艺必要特点是在高于镁固溶相线温度进行熔融处理(适用于10.2%铝镁二元相镁铝合金)。
以热处理做补充,其温度~变(ε>2.0缩小80%)如此步骤导致0.02~0.5微米金属化合物均一、精炼纯净、均匀分散在固溶基质包含0.5~1.0微米尺寸的完好结构的伸延晶体。
静止`退火低于固溶相线,例如,在573K用显微镜和X-射线方法可以看到不必要重结晶的恢复。
对疲劳特别是没有经加热处理的合金压力腐蚀特性,保持金属化合物β均匀分散是很重要的。
AZ31B镁合金的超塑性力学特征及变形机制

2 AZ31B镁合金的超塑性力学特征及变形机制2.1 引言目前,超塑成形主要用于航空工业中的铝、钛等合金零件的生产,很少用于镁合金零件的生产。
由于镁金属的密排六方结构,其室温塑性加工性能较差,超塑成形对于镁合金的应用显得十分重要。
随着镁合金研究和应用的进一步发展,在节能环保的新工业时代,超塑性镁合金的应用将会日益增加,这对工业态(commercial)镁合金而言,意义尤其重大。
镁合金细晶超塑性变形及控制机理已有大量的相关报道,而对具有非典型等轴细晶的工业态(commercial)变形镁合金超塑性的研究较少,因此有必要对工业态(commercial)变形镁合金超塑变形的微观机制作深入研究。
本章对工业态热轧AZ31B镁合金板材的超塑性力学特征和变形机制进行了研究。
试验用热轧AZ31B镁合金板材超塑性拉伸试样的原始组织平均晶粒尺寸约为17.5μm,且组织不均匀,不具有典型等轴细晶组织。
超塑性拉伸试验在重庆钢铁股份有限公司钢铁研究所物理实验室的HT-9102电脑伺服控制材料试验机上进行,高温拉伸试验的温度范围为673~763K,应变速率范围为1×104-~1×103-1-s。
试验测定工业态轧制AZ31B镁合金超塑性变形应变速率敏感性指数m值,流动应力σ和延伸率δ等数据,以及厚向异性指数r、应变强化指数n等成形性能参数。
并寻求轧制AZ31B镁合金板材最佳超塑性变形温度和应变速率,以获得其超塑性最佳变形条件。
采用XL30-TMP扫描电镜对拉伸后试样的断口及超塑性变形轴剖面的空洞进行观察和分析。
旨在为其工业应用打下一定的理论基础。
2.2 AZ31B镁合金超塑性高温拉伸试验2.2.1 试验材料和试样本文研究的实验用材料为工业态热轧AZ31B镁合金板材。
其制备过程为:选取工业态镁合金AZ31B铸锭(化学成分见表2.1),铣面后坯料厚度尺寸为40mm。
坯料的加热温度为733~743K,保温时间6小时;轧制工艺制度:开轧温度为723~733K,热轧道次变形量为15~20%,在轧制过程中采用测温仪测量坯料温度,当温度低于573K时就返回加热炉再加热,使温度达到703~723K,保温时间为1小时。
镁合金材料的塑性变形理论及其技术
[ ] " 室温以上镁的滑移面的滑移方向
" ( () * ) #) " # (& + > + > ? ? $ + %
( ) "
(按热激活能力顺序排列)
&数量级的层错能 / 。由于棱柱面层错能 ! #$ % $ ! ’ 比基面约大(倍,所以镁在室温下无交滑移。基面
[ ] + . < /蠕变模型针对镁 ; E F G + + =等 : 研究者根据 H 合金 6 B ) !提出了一个更为合适的模型
来描述。他们认为,纯镁及其合金在 " & )!( ( )0、
C " C & C ! ! # / !应变速率下的变形行为根据变形特 ! # 征可分为 ) 个温度区进行分析。在低于 2 & )0 时,
; D的变形行为可用指数方程描述 式中 (&、 & )!9 & )0 $ 是与材料有关的常数。在 2 应力指数接近于 ( 或 9 ( )!( ( )0 应力指数接近于 & 1 & 时,可用幂指数方程描述。而对于含 B = 等元 素的 ; D 合 金, 其 塑 性 变 形 行 为 会 发 生 改 变。
" " = ./ . = # #. ) , " " = ./ # #. " $
( ) ! # ( ) ! !
式 ( ) 描述了流变应力 #、温度 %、状态参数 ! " & , 和材料特性参数 ’ , 对应变速率" 的影响。 应变速率恒定时,应力可以考虑为应变速率和 ) 变为 温度的函数。这样,式 ( !
第 !期
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
镁合金的超塑性梁冬梅周远富褚丙武(中国铝业郑州研究院,郑州 450041)摘要:综述了镁合金的超塑变形特点及晶粒细化对镁合金超塑性的影响,描述了镁合金的高应变速率超塑性和低温超塑性。
指出镁合金超塑成形技术的发展将大大拓展其应用领域。
关键词:镁合金;超塑性;晶粒细化The Deformation Mechanism and Superplasticity ofMagnesium AlloysLiang Dong-mei Zhou Yuan-fu Chu Bing-wu(Zhengzhou Research Institute of Chalco,Zhengzhou 450041,China)Abstract:The characteritics of superplasticity and the effects of fine grain on superplasticity are described. High strain rate and low temperature superplasticity of magnesium alloys are reviewed. The developing of superplastic forming will enlarge the applications of magnesium alloys.Key words:magnesium alloys; deformation mechanism; superplasticity;fine grain0 前言镁是所有结构用金属及合金材料中密度最低的。
与其他金属结构材料相比,镁及镁合金具有比强度、比刚度高,减振性、电磁屏蔽和抗辐射能力强,易切削加工,易回收等一系列优点,在汽车、电子、电器、航天、航空和国防军事工业领域具有极其重要的应用价值和广阔的应用前景,是继钢铁和铝合金之后发展起来的第三类金属结构材料,被誉为“2l世纪绿色工程金属结构材料”[1]。
由于镁晶体为密排六方结构,镁基体的独立滑移系比较少,因此,镁合金的塑性加工能力较差,在很大程度上限制了镁合金的应用。
因此必须采用锻压、轧制、挤压等变形方式获得更高的强度,更好的延展性,以拓展镁合金的应用[2]。
开发镁合金塑性加工工艺,提高镁合金作为结构件的综合力学性能,成为镁合金的发展动力[2]。
在镁合金的成形工艺中超塑成形对于这类强度高而塑性差的材料是一种非常有优势的成形方式。
目前研究镁合金的超塑性及其成形工艺具有重要意义,是镁合金研究当中极具先进性与挑战性的研究重点。
1 镁合金的超塑性超塑性特征不仅意味着非常大的伸长率,还表现出非常低的流变应力,可实现复杂工件的一次成形,大大降低材料及能源消耗[4]。
自从20世纪50年代发现金属超塑性以来,其研究发展很快,各国都十分重视超塑性的研究和应用,力图拓展其应用领域。
一般金属材料在实现超塑性变形时,必须具有细小的等轴晶粒,晶粒尺寸在10μm以下,此外,还必须满足较高的超塑变形温度(≈0.7Tm,Tm为材料熔点)和较低的应变速率(小于10-3s-1)条件[5]。
而对于镁合金,近期的研究结果表明[3]:镁合金在较大晶粒尺寸(可达100μm)、较快应变速率(1×10-2s-1)和较低温度下(300~400℃)也能实现较好的超塑性,镁合金处于超塑性状态时具有优异的塑性和极小的变形抗力,从而有利于塑性加工。
形状复杂或变形量很大的零件可以一次成形,并且具有流动性高,填充性好,所需设备吨位小等优点[2]。
因此人们对研究镁合金的超塑性引起了极大的兴趣。
到目前为止,超塑性成形通常被用于航空工业中铝合金及钛合金,在镁合金中的应用很少,超塑性被用于镁合金的成形中将大大拓宽镁合金的应用领域。
2 镁合金的超塑变形机制描述超塑性的基本方程为[4]: ()()exp()p n O D Gb b Q A kT d G RTοσσε-=- 式中:ε为应变速率,A 为常数,k 为波尔兹曼常数,G 为剪切模量,b 为柏格斯矢量,d 为晶粒尺寸,σ为流动应力,σo 为临界应力,n 为应力指数,n =1/m ,m 为应变速率敏感指数,p 为晶粒尺寸指数,Do 为扩展系数,Q 为与速度控制过程有关的激活能。
式中n,p,Q 通常用来表征超塑性变形机制。
目前人们普遍接受晶界滑移(GBS)是镁合金超塑性主要的变形机制[1,3],即单个晶粒作为变形中主要基本单元,通过其界面的相互滑动而实现晶粒的换位及移动。
由于镁合金超塑变形的过程中晶界滑移的激活能稍高于晶界扩散和晶格扩散的活化能[6],GBS 通常会造成晶界三角区或材料增强相与基体的相界处产生应力集中,为了获得大的伸长率,必须使应力集中得到松弛,来协调GBS 机制,即必须有协调变形机制。
普遍认为在变形中原子与空穴的扩散及位错的运动对晶界的滑动起协调作用[3,7]。
在这种机制下,金属材料经历大变形后仍能维持其原有的等轴晶粒形态特征。
文献[8]对细晶AZ31镁合金的超塑变形过程中微观结构的发展进行了研究,并对673K 及773K 下超塑变形样品表面进行了SEM 观察,以确定晶界滑移是否主要的变形机制。
样品表面的SEM 图见图1和图2。
图1通过空洞的形成,可以明显地看到673K 、应变速率1×10-3s-1条件下变形至60%延伸率(图1a )和120%延伸率(图1b )样品的晶界滑移,表明673K 下晶界滑移是其主要的变形机制。
但在773K 应变速率1×10-3s -1的图2a 、b 两种变形条件下,不仅观察到晶界滑移,也观察到了晶粒的滑动,表明在773K 下,由晶粒滑动协调晶界滑移是其主要的变形机制。
图1 AZ31在673K 、应变速率1×10-3s -1条件下变形至(a)60%延伸率和(b)120%延伸率时样品表面形貌的SEM 图。
可以明显观察到晶界滑移。
Fig.1 SEM surface observations on the samples deformed to (a)60% elongation and (b)120% elongation at673K with the strain rate of 1×10-3s -1. Obvious grain boundary sliding can be observed.图3 三种不同晶粒度合金的应变速率对0.1应变下流变应力和断裂延伸率的影响(598K ) Fig.3 Flow stress at fixed strain of 0.1 and elongation to failure as functions of strainrate for three magnesium alloys with different grain sizes at (598K) 应变速率, s -1 断裂延伸率,% 流变应力,M P a 3 晶粒细化对镁合金超塑性的影响晶粒细化对改善镁合金的塑性成形能力和提高力学性能具有重要意义[5]。
细晶有利于激活新的变形机制,导致晶界滑动及室温下的新的流变过程,改善合金塑性,提高合金的延展性。
通常认为,细晶是镁合金出现超塑性的前提条件,利于提高超塑性流动的最佳应变速率和降低最佳变形温度[1]。
文献[3]选择了三种不同晶粒尺寸的镁合金材料(~130μm 轧制AZ31板材,~5μm AZ31挤压棒材及~17μm AZ61挤压板材),分别对三种材料在不同温度和应变速率范围内的超塑性流动行为进行了测试,研究了晶粒尺寸对超塑性的影响。
三种不同晶粒度的镁合金的应变速率对固定应变下(ε=0.1)流变应力和断裂延伸率的影响见图3。
可见流变应力在给定的温度和应变速率下随着晶粒的细化而降低,应变速率敏感性指数m 随晶粒的细化增加,最大断裂延伸率对应的最佳应变速率也随着晶粒的细化而增加。
目前报导的制备细晶镁合金材料的主要工艺有[7]:1.动态再结晶; 2.热机械处理; 3.非晶晶化或纳米晶粉末固结; 4.机械合金化;5.物理气相沉积; 6.强烈塑性变形等。
试验证明大塑性变形(SPD)在细化晶粒方面更有效[9]。
对试样施加很大的应变,由于应变导致的位错的重排使晶粒发生极大的细化,至微米级甚至纳米级。
因此大塑性变形提供了一种能够产生比传统热机械加工更细的晶粒组织的工艺。
SPD 法通常有两种不同的工艺:等径角挤压(ECAE 或ECAP)和高压扭转变形(HPT)。
ECAE [10]是一种获得大的剪切应变的新工图2 AZ31在773K 、应变速率1×10-3s -1条件下变形至(a)60%延伸率和(b)120%延伸率时样品表面形貌的SEM 图。
可以明显观察到晶界滑移和晶粒滑动。
Fig.2 SEM surface observations on the samples deformed to (a)60% elongation and (b)120% elongation at773K with the strain rate of 1×10-3s -1. Obvious grain boundary sliding and slip in the grains can beobserved.图4 镁合金晶粒度倒数与最佳超塑应变速率的关系[3] Fig.4 Optimal superplastic strain rate in fine grain magnesium alloys againstinverse of grain size [3] 艺,可制备出具有独特显微组织和优异力学性能的镁合金。
经过高塑性应变的材料比传统加工材料的最佳超塑性的应变速率小—个数量级,并且前者的m 值更小。
4镁合金的高应变速率超塑性高应变速率超塑变形(HSP )是超塑性研究领域的一个新方向,日本标准协会规定应变速率>10-2s -1的超塑变形行为为高应变速率超塑变形[11]。
目前随着镁合金加工技术的进步,越来越多的镁合金采用先进的制备工艺,获得了微细晶粒,使镁合金在高应变速率条件下进行超塑变形成为可能,对扩展镁合金的应用具有很重要的实际意义。
镁合金高应变速率的获得归因于晶粒细化,因为在较高的应变速率下塑性变形时间短,伴随着晶界滑移存在着晶界迁移、晶粒转动、扩散蠕变和位错运动等协调变形机制,细晶的短距离有助于提高扩散和塑性变形对晶界滑移的协调能力,利于获得高应变速率超塑性[7]。
人们就晶粒细化对镁合金应变速率的影响开展了广泛的研究。
图4 [3]示出了镁合金晶粒度倒数与最佳超塑应变速率的关系。
可见高应变速率的获得强烈依赖于晶粒尺寸的细化。
直线的斜率表示材料的晶粒尺寸指数约为3,文献[3]指出,镁合金要获得最佳应变速率晶粒尺寸必须小于2μm ,。