氨裂解制氢及与甲醇裂解制氢技术比较
甲醇制氢在硅钢行业的首次应用
甲醇制氢在硅钢行业的首次应用首先来说,氢气作为一种清洁能源,在日益注重环保的今天,其重要地位不得而知;其次,氢气作为还原气体,在钢铁行业中也有广泛的应用;另外,在其他领域中,氢气也作为原料甚至作为重要的反应气体,也被广泛的应用。
以上这些原因使得人们对氢气制取工艺的研究逐渐重视起来。
由于钢铁行业对氢气与氮气的同时需求性,在过去的钢铁行业氢气应用中,氨分解制取氢气一直被广泛应用于钢铁行业。
但由于甲醇制氢的不断发展与氨分解的多项弊端展露:1.氨分解反应温度高,在800-900℃左右进行,故反应器需要耐高温。
又由于在氨分解反应区内同时存在着氨、氮、氢等气体,对反应器和换热器的材质要求较高。
同时,由于反应温度高,也使得所需的热量均需采用电加热方式。
这样,氨分解制氢电耗十分高,制氢成本也十分高昂。
2.液氨的储运问题。
液氨的贮存、运输必须采用30KG以上的压力容器。
3.氨气属于易燃易爆品,液氨有毒性,气味刺鼻,环保部门监管严格。
甲醇制氢在钢铁行业的新前景,应运而生。
甲醇制氢较于氨分解制氢优势有三:1.制氢成本低廉,蓝博制氢采用节能型工艺,制氢成本控制在1.5元;2.甲醇属于清洁能源安全环保无毒。
3.甲醇运输只需常压,运输安全,费用较低。
甲醇制氢在钢铁行业的影响也日益增大。
硅钢产品曾被誉为"钢铁产品中的工艺品",它是一种硅铁合金。
用硅钢轧制的片材是电工领域中应用最广的软磁材料,因而硅钢片又称电工钢片。
硅钢片广泛用于电动机、发电机、变压器、扼流圈、电磁机构、继电器及测量仪表中。
中国武钢硅钢厂、宅钢冷轧厂、晶龙集团、青拓集团等都是国内硅钢行业的领跑者,甚至在国际上都是名列前茅的。
2016年晶龙集团与青拓集团联合建立的5万吨/年取向硅钢生产线,首次将蓝博大型甲醇制氢应用于生产线,在硅钢行业开启了先河,也奠定了甲醇制氢在硅钢行业的基础,与开辟了甲醇制氢的新天地。
取向硅钢也称冷轧变压器钢, 是一种应用于变压器( 铁芯) 制造行业的重要硅铁合金。
制氢方式对比
煤0.73kg
电0.355kw/h
原料天然气0.48m3 燃料天然气0.12m3 锅炉给水1.7kg 电 0.2kw/h ≈1.9元(天然气的价格 在上涨)
பைடு நூலகம்
电1.3KW/h 液氨0.52kg/m3 2.6--2.8元 1.氨分解反应温度高,在 800-900℃左右进行,故反 应器需要耐高温。又由于 在氨分解反应区内同时存 在着氨、氮、氢等气体, 对反应器和换热器的材质 要求较高。同时,由于反 应温度高,也使得所需的 热量均需采用电加热方式 。这样,氨分解制氢电耗 十分高。 2.液氨的储运问题。液氨 的贮存、运输必须采用 30KG 以上的压力容器 3.氨气属于易燃易爆品 4.液氨有毒性,气味刺 鼻,环保部门监管严格。
甲醇与水蒸气在温 度、压力条件下, 通过催化剂发生裂 解反应和一氧化碳 变换反应,生产氢 和二氧化碳。这是 一个多组分,多反 应的催化反应系 统,再经过变压吸 附工艺获取纯氢。 水电解的工业生产 装置是电解槽。
工作压力0.05MPA 800-850度
温度
电解槽工作压力可达 4.0MPA,出槽气体温度 ≈90度 最大产量300M3/h 最高纯度69, 可回收O2
流程简单、运行稳定、 操作简便,可实现无人 值守全自动操作,并可 随用氢量的变化实现负 荷的自动调节。
1.甲醇属于清洁能 源安全环保无毒。 2.甲醇运输只需常 压,运输安全,费 用较低
占地面积 (1000m3为 例)建设地 点 优先领域
100m x 80m
50m x 30m,受限于天然 气的供应 中高要求、大规模
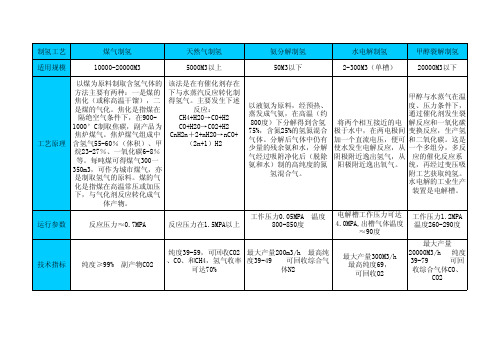
运行参数反应压力07mpa反应压力在15mpa以上工作压力005mpa温度800850度电解槽工作压力可达40mpa出槽气体温度90度工作压力12mpa温度260290度技术指标纯度99副产物co2纯度3959可回收co2co和ch4氢气收率可达70最大产量200m3h最高纯度3949可回收综合气体n2最大产量300m3h最高纯度69可回收o2最大产量20000m3h纯度3979可回收综合气体coco2主要消耗m3煤073kg电0355kwh原料天然气048m3燃料天然气012m3锅炉给水17kg电02kwh电13kwh液氨052kgm3脱盐水082kg电55kwh电00556kwh甲醇052kg经营成本0612元19元天然气的价格在上涨2628元56元16元技术安全环保工艺流程较长操作环境较差环境污染严重三废排放中含有大量的灰渣酸性气体和污水废水排放方面排放少量的锅炉污水
化石燃料制氢、甲醇裂解制氢等四种燃料电池制氢法对比分析
化石燃料制氢、甲醇裂解制氢等四种燃料电池制氢法对比分析
化石燃料制氢、甲醇裂解制氢等四种燃料电池制氢法
对比分析
目前工业制氢主要有几种方法:一是采用化石燃料制取氢气;二是从化工副产物中提取氢气;三是采用采用来自生物的甲醇甲烷制取氢气,四是利用太阳能、风能等自然能量进行水的电解。
氢气不仅是重要的工业原料和还原剂,也是燃料电池的必要燃料。
随着燃料电池的推广和普及,燃料电池汽车进入成熟市场,氢的消耗量也会以惊人的速度增加。
目前工业制氢主要有几种方法:一是采用化石燃料制取氢气;二是从化工副产物中提取氢气;三是采用采用来自生物的甲醇甲烷制取氢气,四是利用太阳能、风能等自然能量进行水的电解。
氢气制造方法
化石燃料制氢。
甲醇裂解制取氢气技术介绍

甲醇裂解制取氢气
前言
甲醇裂解-变压吸附联合工艺制取氢气是我公司自行开发设计的、适用于中小型用氢规模的制氢装置技术,我公司经过近十年的研究改进,已经达到国际先进水平,并先后成功地在一百多家企业得到工业化运用,同时先后获得数项国家专利。
该技术主要是以甲醇、水为原料,经催化转化,变压吸附分离技术得到氢气。
该技术充分体现了流程简洁、占地小,投资省、产品成本低等特点,特别是随着我国生产甲醇装置的大规模建设(内蒙古鄂尔多斯500万吨甲醇/年、海南120万吨甲醇/年、重庆90万吨甲醇/年、黑龙江鹤岗120万吨甲醇/年、新疆石河子60万吨甲醇/年、陕西神木60万吨甲醇/年、山东30万吨甲醇/年等等),可以预见,随着这些装置的不断投产,甲醇裂解制取氢气的生产成本,也会大幅度降低,客户产品的竞争力将得到不断的提高。
技术特点
·生产技术成熟,运行安全可靠。
·原料来源容易,运输贮存方便,价格稳定。
·流程简洁。
·装置自动化程度高,操作简单、容易。
·占地小,投资省,回收期短。
·能耗低,产品成本低。
·无环境污染。
工艺流程简述
甲醇和脱盐水经混合、加压、汽化、过热进入反应器,在催化剂作用下,反应生成H2、CO2、CO等混合气,混合气经变压吸附(PSA)分离技术一次性获得高纯氢气。
制氢技术比较及分析报告
制氢技术比较及分析报告在反应器中得到有效控制,避免对设备和环境造成污染。
该工艺能耗较低,但对反应器材料要求高,装置投资较大。
对于工业制氢方案的选择,我们重点考虑成本、纯度和生产能力等因素。
其中,天然气制氢、甲醇制氢和水电解制氢是比较常用的方案。
天然气制氢虽然成本较低,但能耗高、装置投资大;甲醇制氢则需要大量的甲醇作为原料,成本较高;而水电解制氢则能够达到较高的纯度要求,但装置投资也较大。
因此,我们需要根据实际情况进行综合考虑,选择最适合自己的制氢方案。
在天然气制氢方案中,水蒸汽重整、部分氧化、自热重整、绝热转化和高温裂解等方法各有优缺点。
水蒸汽重整虽然成本较低,但能耗高、装置投资大;部分氧化能够提高生产能力,但制氧成本较高;自热重整虽然能够合理利用反应热量,但装置投资也较大;绝热转化具有流程短、操作单元简单等优点,但装置投资也较大;高温裂解能耗较低,但对反应器材料要求高,装置投资也较大。
因此,我们需要根据实际情况进行选择,综合考虑成本、生产能力和环保等因素。
总之,选择适合自己的制氢方案需要综合考虑多方面因素,包括成本、纯度、生产能力和环保等。
在具体方案选择时,需要根据实际情况进行综合分析和评估,以达到最优的制氢效果。
制氢技术有多种方法,其中包括电解水制氢、聚合电解质薄膜电解制氢、光电解制氢、生物光解制氢和热化学水解。
电解水制氢技术成熟,设备简单,运行可靠,管理方便,不产生污染,可制得氢气纯度高,杂质含量少,适用于各种应用场合。
聚合电解质薄膜电解制氢技术相对成本高,容量小,效率低,使用期短,目前尚不成熟。
光电解制氢是利用太阳能制氢,而生物光解制氢是一种生物制氢工程。
热化学水解技术目前尚不成熟,需要进一步商业化发展。
在制氢方案对比中,天然气水蒸汽重整制氢、甲醇水蒸汽重整制氢和电解水制氢是主要的三种方案。
大型制氢中,天然气水蒸汽重整制氢占主导地位,因为天然气既是原料气也是燃料气,无需运输,氢能耗低,消耗低,氢气成本最低。
甲醇制氢

汽化过热 转化反应 变压吸附 (PSA-H2)-
产品氢气
脱盐水
循环液 冷却、吸收
解吸气
系统操作参数
• 氢气气量: 500--1000NM3/H(温度:常温, 纯度:99.99%,杂质CO≤10PPm、 CO2≤10PPm) • 操作压力:1.0 MPa • 操作温度:230~300℃
0.2%)系统保压0.4MPa。
紧急停车
• 当装置突然停电、停水、停气或装置突然 出现故障时,则需要紧急停车,步骤如下: 1、关闭产品出口阀,关闭裂解气至PSA切断 阀。PSA停止运行。 2、迅速将转化器切至副线,(只关闭转化器 入口阀以免转化器憋压)。 3、导热油开始降温。此时降温的幅度可加大 至20-30℃/h
催化剂保护
1、在任何情况下,催化剂层温度禁止超过300℃。
2、还原后的催化剂绝对禁止与氧气或空气接触。 3、催化剂使用中应尽量避免中途停车。每停一 次车,尽管采取了钝化或氮气保护操作,还是会影
响催化剂使用寿命。
催化剂保护
• 4、 催化剂的升温和降温都必须缓 慢进行,禁止急速升温和降温。 • 5、 在满足生产能力、产率的前提 下,催化剂应在低温下操作,有利 于延长催化剂使用寿命。
换热器
• 利用废热将原料加热。
• 使裂解气降温。
汽化过热器
• 汽化过热器用于将经过换热后的原料液汽 化并过热至接近于反应温度。 • 加热介质是导热油。
冷凝器
• 用循环冷却水将裂解气进一步降温。
• 冷却后的重整气温度小于40℃。
原料罐和脱盐水罐
• 用于储存原料,其材料选用1Cr18Ni9Ti。 (304不锈钢)。
4、停混合液原料泵。
5、联系各部门查明原因及恢复时间,若短时 间能够恢复不做处理,待正常后系统恢复生 产。若长时间不能恢复,则按系统停车处理。
氨裂解制氢综述
氨裂解制氢综述氨裂解制氢是一种重要的氢气生产方法,它通过将氨气加热至高温,使其分解为氢气和氮气。
这种方法具有高效、清洁、可再生等优点,在能源转型和碳减排方面具有重要的应用前景。
本文将对氨裂解制氢的原理、工艺、催化剂以及应用领域进行综述。
一、原理氨裂解制氢的原理是将氨气分子加热至高温,使其发生裂解反应,生成氢气和氮气。
该反应可以用如下方程式表示:2NH3 → N2 + 3H2二、工艺氨裂解制氢的工艺主要包括加热装置、反应器和分离装置。
加热装置用于提供高温条件,通常采用电加热或燃烧加热的方式。
反应器是反应发生的场所,可以采用固定床、流化床或管式反应器等形式。
分离装置用于分离产生的氢气和氮气,常见的分离方法有压力摩擦、吸附分离和膜分离等。
三、催化剂催化剂在氨裂解制氢中起到重要的作用,它可以降低反应的活化能,提高反应速率。
常用的催化剂包括铁基催化剂、镍基催化剂和钯基催化剂等。
这些催化剂具有良好的稳定性和催化活性,在高温条件下能够有效地促进氨气的裂解反应。
四、应用领域氨裂解制氢的应用领域非常广泛。
首先,它可以用于氢能源的生产和储存。
氢气是一种清洁、高效的能源载体,可以用于燃料电池、燃料电池车辆等领域。
其次,氨裂解制氢还可以用于工业领域的氢气需求,如合成氨、加氢裂化等过程。
此外,氨裂解制氢还可以与其他能源转化技术相结合,如太阳能、风能等,实现可持续能源的生产和利用。
氨裂解制氢是一种重要的氢气生产方法,具有高效、清洁、可再生等优点。
随着能源转型和碳减排的需求增加,氨裂解制氢在未来将有更广泛的应用前景。
然而,目前仍存在一些挑战,如催化剂的稳定性和选择性、工艺的能耗和成本等。
因此,需要进一步的研究和开发,以提高氨裂解制氢的效率和经济性,推动其在能源领域的应用。
甲醇制氢

3、当汽化塔塔釜液位达10%时,开启汽化塔顶放空 阀,缓慢开启塔釜导热油进口阀旁路阀、前后阀,用 调节阀调节进汽化塔导热油量。当塔顶排放气量稳定 时,开启过热器底部排污阀,无液珠排出时关闭排污 阀,即可转入转化炉开车。
变压吸附
变压吸附气体分离技术有3个主要要素,即 吸附剂、 程序控制阀和操作工艺
吸附剂
用于甲醇裂解气变压吸附分离的吸附剂, 经多次研制改进、筛选,强度、寿命、对 杂质的动态吸附量、分离效率等各方面性 能达到世界先进水平,氢气回收率可达 90%。
程控阀
变压吸附装置中使用的程序控制阀现采用 的是防冲刷、阀杆密封自补偿型的第四代 气动程序控制阀,具有密封性好、外泄漏 量小、使用寿命长等特点
与氨裂解制氢技术相比具有反应条件 温和,原料运输和储存方便。
工艺原理
本工艺以来源方便的甲醇和脱盐水为原料,在220~ 280℃下,专用催化剂上催化转化为组成为主要含氢和 二氧化碳转化气。
其原理如下:
主反应: CH3OH=CO+2H2
+90.7 KJ/mol
CO+H2O=CO2+H2 -41.2 KJ/mol
检查消防和安全设施是否齐备完好。
操作人员、分析人员、管理和维修人员经 技术培训,并考核合格方能上岗。
2 开车操作程序 投料开车程序应在催化剂还原结束后进行,
无时间间隔。开车时序一般为:水冼塔开车、汽 化塔开车、转化炉开车、系统升压。还原结束后, 关闭还原系统阀,开启转化炉后直到放空管线间 所有阀门,关闭有关阀门,准备系统开车。
甲醇裂解制氢
甲醇裂解制氢甲醇裂解制氢技术早已成熟,由于水电解制氢设备费用昂贵,耗电量大,氨分解制氢仅对氢氮混合气的制取有明显的经济效果外,而甲醇裂解在某些用氢场合又显得有特殊的经济效果,甲醇是石油化工的一种产物,目前市声上供应比较充足,价格明显低于液氨,而且运输、储存比较方便和安全。
因此甲醇裂解制氢逐步大量推广,有广阔的前景。
甲醇裂解制氢通常将有如下方式:1.无水甲醇 CHOH?CO+2H 可得66.7,H和33.3,CO; 3222.甲醇+水 CHOH+HO?CO+H 可得75%H和25%CO 322222上述裂解的混合气,可以用钯管或PSA分离得到含氢99.9,以上的纯氢。
一般小气量情况下应用钯管,大气量情况下应用PSA法提取纯氢,还可以从甲醇裂解中获取二氧化碳。
甲醇裂解制氢装置工艺流程:甲醇和蒸馏水以一定的比例混合后,经过滤器和计量泵、流量计入汽化器,转为气相后,进入裂炉,内装催化剂,反应温度可控制在300?左右,裂解气可经过吸收二氧化碳塔来回收二氧化碳,也可直接进入钯管膜或PSA分离装置来提取纯氢。
氢气纯度达99.999%.下面是泰戈尔励志经典语录,欢迎阅读。
不需要的朋友可以编辑删除~~1. 上帝对人说道:“我医治你,所以要伤害你;我爱你,所以要惩罚你。
”2. 如果错过太阳时你流了泪,那么你也要错过群星了。
3. 天空中没有翅膀的痕迹,但我已飞过。
4. 当你把所有的错误都关在门外,真理也就被拒绝了。
5. 错误经不起失败,但是真理却不怕失败。
6. 离我们最近的地方,路程却最遥远。
我们最谦卑时,才最接近伟大。
7. 爱就是充实了的生命,正如盛满了酒的酒杯。
8. 月儿把她的光明遍照在天上,却留着她的黑斑给她自己。
9. 生命因为付出了爱,而更为富足。
10. 果实的事业是尊重的,花的事业是甜美的,但是让我做叶的事业罢,叶是谦逊地专心地垂着绿荫的。
11. 上帝对人说道:“我医治你,所以要伤害你;我爱你,所以要惩罚你。
甲醇裂解-变压吸附制氢工艺原理及技术特性

Ⅱ 》
椎 甚 蘩 r 井} 《 一》 筛 砑: 噼 耻 艟 『 j 【
¨程 师。卿 岳簪 6网 [ Ⅲ
于 太
eI I OH舟 峨 。 一 C 斗3 3
譬正 业 繇 啦 l 羁谶 监 Jl
山I 颤三雏 雏 卿{ _ f 公 殴衙 佰 旺
闻_- Ⅱ=艨 纷 盅 _ 事正 耍
解液循环时夹带等原 因, 使氢气的纯度在 9 .% 95 9 . % 之 内 , 论成 本 和 质 量 都 大 大 低 于 甲醇 98 无
~
() 3
甲醇水 蒸气 转 化反 应 为 吸热反 应 。为节 约 能
裂解 一变 压 吸附制氢 工艺 。 甲醇 转化 制 氢 技 术是 以 甲醇 、 盐 水 为 主要 脱 原料 , 甲醇 水 蒸 气 在 催 化剂 床 层 转 化 成 主 要含 氢 气 和 二氧 化碳 的转 化 气 , 转 化 气 再 经 变压 吸 附 该 技 术提 纯 得到纯 度 为 9 .9 的产 品 氢 气 的工 艺 99%
21 0 2年第 3 2卷第 2期
尹林 虎等. 甲醇 裂解 一变压吸附制氢工艺原理及技术特 性
3 1
应 转 化带 出 , 用 甲醇 和水 的 混 和 液 进 行 水 洗 回 利 收其 中 的 甲醇 , 降低原 料 甲醇 的 消耗 , 可 以提 高 又 氢气 的回收率 。回收 的甲醇 可在 系统 循环 利用 。
少, 自动化程度高 , 品纯度高 , 产 生产成本低 , 目 较为先进的制氢 方法 ; 是 前 同时 指 出甲醇制氢 氢气的成本 受 甲
醇 价格 的制约较大 ; 在氢气纯度要求较高 , 但用量不太大的情况 下 , 甲醇 制氢 操作灵 活 , 易于控 制 ; 在缺 乏廉价 烃来源 的地 区或 甲醇 价廉 宜得 的场合 , 采用 甲醇制氢方便合理 ; 系相关 产业的配置 , 气源廉价可得 , 联 在 生产规
甲醇制氢PPT精选文档

水洗塔(T-101):
反应后气体中所含的甲醇用脱盐水进行洗 涤,以减少气相中甲醇含量。
30
脱酸罐(V-103):
罐内装有高温气体脱酸剂,用于脱除反应 产物中所含的甲酸。
延长设备使用寿命。
31
气液分离器(V-104)、缓冲罐(V-105): 气液分离。 平衡用气量。
32
PSA净化部分
与氨裂解制氢技术相比具有反应条件 温和,原料运输和储存方便。
5
工艺原理
本工艺以来源方便的甲醇和脱盐水为原料,在220~ 280℃下,专用催化剂上催化转化为组成为主要含氢和 二氧化碳转化气。
其原理如下:
主反应: CH3OH=CO+2H2
+90.7 KJ/mol
CO+H2O=CO2+H2 -41.2 KJ/mol
11
工艺流程图
高压蒸汽 精甲醇 脱盐水
导热油换热器
汽化过热
转化反应
循环液
冷却、吸收
变压吸附 (PSA-H2)-
产品氢气 解吸气
12
系统操作参数:
氢气气量: 500--1000NM3/H(温度:常温, 纯度:99.99%,杂质CO≤10PPm、 CO2≤10PPm)
操作压力:1.0 MPa 操作温度:230~300℃
8
原料和产品性质
1、原料甲醇性质
有类似乙醇气味的无色透明、易燃、 易 挥发的液体。沸点64.7 ℃,闪点11.11 ℃,自然点385 ℃。在空气中的爆炸极 限为6.0—36.5%。甲醇是最常用的有机 溶剂,能与水和多种有机溶剂互溶。 甲醇有毒、有麻醉作用,对视神经影响 很大,严重时可引起失明。
9
2、氢气性质
23
反应器(R-101A/B)
【精品】甲醇裂解制氢技术综述

甲醇裂解制氢技术综述甲醇裂解制氢技术综述【关键词】甲醇裂解制氢【摘要】氢气在工业上有着广泛的用途。
近年来,由于精细化工、蒽醌法制双氧水、粉末冶金、油脂加氢、林业品和农业品加氢、生物工程、石油炼制加氢及氢燃料清洁汽车等的迅速发展,对纯氢需求量急速增加。
甲醇蒸汽转化制氢和二氧化碳技术1前言氢气在工业上有着广泛的用途。
近年来,由于精细化工、蒽醌法制双氧水、粉末冶金、油脂加氢、林业品和农业品加氢、生物工程、石油炼制加氢及氢燃料清洁汽车等的迅速发展,对纯氢需求量急速增加。
对没有方便氢源的地区,如果采用传统的以石油类、天然气或煤为原料造气来分离制氢需庞大投资,“相当于半个合成氨”,只适用于大规模用户。
对中小用户电解水可方便制得氢气,但能耗很大,每立方米氢气耗电达~6度,且氢纯度不理想,杂质多,同时规模也受到限制,因此近年来许多原用电解水制氢的厂家纷纷进行技术改造,改用甲醇蒸汽转化制氢新的工艺路线。
西南化工研究设计院研究开发的甲醇蒸汽转化配变压吸附分离制氢技术为中小用户提供了一条经济实用的新工艺路线。
第一套600Nm3/h制氢装置于1993年7月在广州金珠江化学有限公司首先投产开车,在得到纯度99.99%氢气同时还得到食品级二氧化碳,该技术属国内首创,取得良好的经济效益。
此项目于93年获得化工部优秀设计二等奖、94年获广东省科技进步二等奖。
2工艺原理及其特点本工艺以来源方便的甲醇和脱盐水为原料,在220~280℃下,专用催化剂上催化转化为组成为主要含氢和二氧化碳转化气,其原理如下:主反应: CH3OH=CO+2H2 +90.7 KJ/molCO+H2O=CO2+H2 -41.2 KJ/mol总反应: CH3OH+H2O=CO2+3H2 +49.5 KJ/mol副反应: 2CH3OH=CH3OCH3+H2O -24.9 KJ/molCO+3H2=CH4+H2O -+206.3KJ/mol上述反应生成的转化气经冷却、冷凝后其组成为H2 73~74%CO2 23~24.5%CO ~1.0%CH3OH 300ppmH2O 饱和该转化气很容易用变压吸附等技术分离提取纯氢。
制氢工艺技术分析
煤制氢工艺技术分析1.氢气16世纪,瑞士科学家帕拉塞斯和17世纪的一些科学家,都发现了金属跟酸起反应产生一种可燃性气体----氢气。
当时人们还不认识它,只把它当作一种可燃性的空气。
直到1766年英国科学家卡文迪许才确认氢气与空气不同,并测定氢气的密度是空气密度的1/14.38。
他在1781年又进一步指出,氢气在空气中燃烧生成水。
1783年拉瓦锡重做了实验,证明水是氢燃烧后的唯一产物。
1787年拉瓦锡给它命名为"hydrogen",意思是“成水元素,并确认它是一种元素。
早年间人们称之为”轻气“,后定名为氢(日本现仍称之为水素)。
氢气是无色并且密度比空气小的气体(在各种气体中,氢气的密度最小。
标准状况下,1升氢气的质量是0.0899克,相同体积比空气轻得多)。
因为氢气难溶于水,所以可以用排水集气法收集氢气。
另外,在101千帕压强下,温度-252.87℃时,氢气可转变成无色的液体;-259.1℃时,变成雪状固体。
常温下,氢气的性质很稳定,不容易跟其它物质发生化学反应。
但当条件改变时(如点燃、加热、使用催化剂等),情况就不同了。
如氢气被钯或铂等金属吸附后具有较强的活性(特别是被钯吸附)。
金属钯对氢气的吸附作用最强。
当空气中的体积分数为4%-75%时,遇到火源,可引起爆炸。
2.氢气的用途氢是公认的最洁净的燃料,也是重要的化工合成原料。
但它不是一次能源,它是要从一次能源通过转换生产出来的能量载体。
它又是一种气体燃料,在输送分配方面相对地存在着一定困难。
中国又是一个以煤为主要一次能源的国家,所以,就要应用“环境、能效、经济”的生命周期研究方法,结合国情和地区的实际,用系统工程的眼光来全面地评估中国氢的生产和应用;要结合地区的实际,选择先进的技术,合理的方法来生产和应用氢,以获得最大的经济和环境效益。
3.工业制氢的方法氢气作为重要的工业原料和还原剂,在国民经济各领域被广泛地使用。
工业制氢的方法主要有以下几种方法。
合成氨的原料的分析与比较
甲烷化法是在催化剂存在下使少量CO、 CO2与H2反应生成CH4和H2O的一种净化 工艺,要求入口原料气中碳的氧化物含量 (体积分数)一般应小于0.7%。甲烷化法可以 将气体中碳的氧化物(CO+CO2)含量脱除到 10cm3/m3以下,但是需要消耗有效成分H2, 并且增加了惰性气体CH4的含量。甲烷化 反应如下: CO+3H2→CH4+H2O H=-206.2kJ/mol CO2+4H2→CH4+2H2OH=-165.1kJ/mol
氢的来源
1、甲裂制氢 、 2、天然气制氢 、 3、煤造气制氢 、 4、PSA提氢 、 提氢 5、沼气制氢 、 6、烃类水蒸气转化制氢 、
1. 甲裂制氢: 甲裂制氢: 甲醇裂解制氢工艺原理: 在一定的压力,一定温度及特种气固催化 剂作用下,甲醇和水发生裂解变换反应。 转化为~ 75%H2和~24%CO2、极少量的 CO2、CH4。转化气经过换热、冷凝、净 化,自动程序控制让将未反应的水和甲醇 返回原料液罐循环使用,净化后的气体依 序通过装有多种特定吸附剂的吸附塔。通 过PSA一次性分离除去CO、CH4、CO2提 取产品氢气
一、氨的简介 二、合成氨的工艺流程 三、氢的来源 氢的来源 四、氮的来源 五、前景展望
氨是重要的无机化工产品之一,在国民 经济中占有重要地位。除液氨可直接作 为肥料外,农业上使用的氮肥,例如尿 素、硝酸铵、磷酸铵、氯化铵以及各种 含氮复合肥,都是以氨为原料的。合成 氨是大宗化工产品之一,世界每年合成 氨产量已达到1亿吨以上,其中约有 80%的氨用来生产化学肥料,20%作为 其它化工产品的原料。
1 深冷空分制氮 它是一种传统的空分技 术,已有九十余年的历史,它的特点是产 气量大,产品氮纯度高,无须再纯化便可 直接应用于磁性材料,但它工艺流程复杂, 占地面积大,基建费用高,需专门的维修 力量,操作人员较多,产气慢(18~24h), 它适宜于大规模工业制氮,氮气成本在 0.7元/m3左右。
氨裂解制氢及与甲醇裂解制氢技术比较

氨裂解制氢流程及与甲醇裂解制氢比较一、氨裂解制氢流程简述利用液氨为原料,氨经裂解后,每公斤液氨裂解可制得2.64 Nm3混合气体,其中含75%的氢气和25%的氮气。
所得的气体含杂质较少(杂质中含水汽约2 g/ m3,残余氨约1000ppm), 再通过分子筛吸附纯化器,气体的露点可降至-600C 以下,残余氨可降至3 ppm以下。
原料氨容易得到,价格低廉,原料消耗较少。
氨裂解来制取保护气体具有投资少,体积小,效率高等优点二、氨裂解制氢工作原理氨气化后在一定温度下,经催化剂作用下裂解为75%的氢气和25%的氮气,并吸收21.9千卡热量,其主要反应为:2NH3=3H2+N2 −21.9kcal整个过程因是吸热膨胀反应,温度的提高有利于氨的裂解,同时它又是体积扩大的反应,降低压力有利于氨的分解,升高温度和降低压力可以使氨裂解制氢设备保持最佳状态。
三、氢气纯化原理当氨裂解制氢设备所产生的氢气合格时进入氢气纯化设备作进一步提纯处理,裂解所得氢气的纯度很高,其中挥发性杂质只有微量的残氨和水份,只须除去微量残氨和水份即可获得高纯度气体。
气体的提纯采用变温吸附技术。
变温吸附(TSA)技术是以吸附剂(多孔固体)内部表面对气体分子在不同温度下吸附性能不同为基础的一种气体分离纯化工艺。
常温时吸附杂质气,加温时脱附杂质气,分子筛表面全是微孔,在常温常压下可吸附相当于自重20%(静态吸附时)的水份和杂质,而在350℃左右的温度下,可以再生完全,每24小时切换一次,以得到纯度和杂质含量均合格的产品气体。
吸附塔为两塔并联交替使用,可实现连续供气。
四、氨裂解制氢催化剂及纯化吸附剂1.催化剂:采用高温烧结型镍催化剂,对液氨的分解效果好,具有分解活性高、不易粉化、催化剂且不容易老化。
2.吸附剂:采用美国UOP生产的沸石5A分子筛,该分子筛具有很强的吸附性能,较同类产品具有吸附量大,吸附深度深等优点,在常温常压下可吸附相当于自重20%的水气和杂质气,吸附后气体露点可达-60℃以下,用其纯化氨裂解产生的氢氮气,可有效地脱除微量氨和微量水,产生高品质的纯净气体。
甲醇裂解制氢

甲醇裂解制氢技术早已成熟,由于水电解制氢设备费用昂贵,耗电量大,氨分解制氢仅对氢氮混合气的制取有明显的经济效果外,而甲醇裂解在某些用氢场合又显得有特殊的经济效果,甲醇是石油化工的一种产物,目前市声上供应比较充足,价格明显低于液氨,而且运输、储存比较方便和安全。
因此甲醇裂解制氢逐步大量推广,有广阔的前景。
甲醇裂解制氢通常将有如下方式:
1.无水甲醇 CH3OH→CO+2H2可得66.7%H2和33.3%CO;
2.甲醇+水 CH3OH+H2O→CO2+H2可得75%H2和25%CO2
上述裂解的混合气,可以用钯管或PSA分离得到含氢99.9%以上的纯氢。
一般小气量情况下应用钯管,大气量情况下应用PSA法提取纯氢,还可以从甲醇裂解中获取二氧化碳。
甲醇裂解制氢装置工艺流程:
甲醇和蒸馏水以一定的比例混合后,经过滤器和计量泵、流量计入汽化器,转为气相后,进入裂炉,内装催化剂,反应温度可控制在300℃左右,裂解气可经过吸收二氧化碳塔来回收二氧化碳,也可直接进入钯管膜或PSA分离装置来提取纯
氢。
氢气纯度达99.999%.。
分解氨制氢生产氢工艺方法优缺点比较
分解氨制氢生产氢工艺方法优缺点比较分解氨制氢生产氢工艺方法优缺点比较2010-12-121电解水制氢多采用铁为阴极面镍为阳极面的串联电解槽外形似压滤机来电解苛性钾或苛性钠的水溶液。
阳极出氧气阴极出氢气。
该方法成本较高但产品纯度大可直接生产99。
7以上纯度的氢气。
这种纯度的氢气常供:①电子、仪器、仪表工业中用的还原剂、保护气和对坡莫合金的热处理等②粉末冶金工业中制钨、钼、硬质合金等用的还原剂③制取多晶硅、锗等半导体原材料④油脂氢化⑤双氢内冷发电机中的冷却气等。
像北京电子管厂和科学院气体厂就用水电解法制氢。
2水煤气法制氢用无烟煤或焦炭为原料与水蒸气在高温时反应而得水煤气ch2o≈coh2q。
净化后再使它与水蒸气一起通过触媒令其中的co转化成co2coh2o≈co2h2可得含氢量在80以上的气体再压入水中以溶去co2再通过含氨乙酸亚铜或含氨乙酸亚铜溶液中除去残存的co而得较纯氢气这种方法制氢成本较低产量很大设备较多在合成氨厂多用此法。
有的还把co与h2合成甲醇还有少数地方用80氢的不太纯的气体供人造液体燃料用。
像北京化工实验厂和许多地方的小氮肥厂多用此法。
3由石油热裂的合成气和天然气制氢石油热裂副产的氢气产量很大常用于汽油加氢石油化工和化肥厂所需的氢气这种制氢方法在世界上很多国家都采用在我国的石油化工基地如在庆化肥厂渤海油田的石油化工基地等都用这方法制氢气也在有些地方采用如美国的bay、way和batanrougo加氢工厂等。
l、氢的产生途径1.1电解水制氢.水电解制氢是目前应用较广且比较成熟的方法之一。
水为原料制氢过程是氢与氧燃烧生成水的逆过程因此只要提供一定形式一定能量则可使水分解。
提供电能使水分解制得氢气的效率一般在75-85其工艺过程简单无污染但消耗电量大因此其应用受到一定的限制。
利用电网峰谷差电解水制氢作为一种贮能手段也具有特点。
我国水力资源丰富利用水电发电电解水制氢有其发展前景。
太阳能取之不尽其中利用光电制氢的方法即称为太阳能氢能系统国外已进行实验性研究。
氨分解制氢有什么优点
氨分解制氢有什么优点
氨分解制氢的优点
⽤此法得到的⽓体是⼀种良好的保护⽓体,可以⼴泛的⽤于半导体⼯业,冶⾦⼯业,以及需要保护⽓氛的其他⼯业和科学研究中。
氨分解制取⽓体,在⼯业上是很容易实现的,这是因为:
1. 易分解:压⼒不同,在催化剂作⽤下,温度控制在800-850℃时氨可⼤部分分解,其分解率可达99.9%。
2.⽓体精致容易;作为原料的液态氨,纯度是很⾼的,其中挥发性杂质只有在溶解在液氨中的少量惰性⽓体和⽔分,⼏乎不含氧,同时,在此条件下,氨分解是不可逆的。
由此可见,氨分解后⽓体经5A分⼦筛床吸附可去除其中的⽔分,其露点可达-60℃,残氨≤5ppm即为精致的氢氮混合⽓,这样可使实现半导体⼯业上所不希望存在的有害的⾮⾦属元素。
如:氯和氧。
3.在我国,原料液氨容易得到,价格低廉,⽽且原料消耗也⽐较少(每公⽄液氨可产⽣2,。
5Nm³混合⽓体)。
制氢技术比较及分析
精心整理制氢技术综述&制氢技术路线选择一、工业制氢技术综述1.工业制氢方案工业制氢方案很多,主要有以下几类:(1)化石燃料制氢:天然气制氢、煤炭制氢等。
(2)富氢气体制氢:合成氨生产尾气制氢、炼油厂回收富氢气体制氢、氯碱厂回收副产氢制(5)天然气水蒸汽重整制氢,该工艺连续运行,设备紧凑,单系列能力较大,原料费用较低。
因此选用天然气水蒸汽重整制氢进行方案对比。
4.甲醇制氢因此选用电解水制氢进行方案对比。
6.工业化制氢现状6.1三种制氢方案对比1)天然气水蒸汽重整制氢2)甲醇水蒸汽重整制氢3)电解水制氢6.2大型制氢:天然气水蒸汽重整制氢占主导地位特点:1)天然气既是原料气也是燃料气,无需运输,氢能耗低,消耗低,氢气成本最低。
2)自动化程度高,安全性能高。
3)天然气制氢投资较高,适合大规模工业化生产,一般制氢规模在5000Nm3/h以上时选择天然气制氢工艺更经济。
6.3小型制氢、高纯氢采用电解水方法7.2氢气的品质的要求DEI公司要求还原氢气规格:1ppm标对比 2.1甲醇制氢和天然气制氢指标是厂家提供能达到的指标,水电解制氢指标是某公司参考指标。
2.2甲醇制氢在采用二段吸附后,质量指标可达到GT要求,而天然气制氢的总碳含量指标明显达不到要求,如要达到GT要求,则在吸附提纯段的投资要大大增加(初步估计要增加投资6、7百万)。
2.3水电解制氢的氢气虽然碳含量偏高,但实际检测结果碳含量要低于此,据某厂分析数据显示(CO 未检出,CH4未检出,CO2:0.5PPm,O2:1.2ppm),其总碳含量能控制在1PPm以下。
3.原材料能源价格变化的影响根据设计院可研报告预测:国内甲醇生产能力和产量逐年上升,市场供应量偏高,抑制了甲醇价格上涨的空间。
预计未来几年甲醇价格不会有大的波动,国内市场价格将维持在2200~2800元/吨左右。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
氨裂解制氢流程及与甲醇裂解制氢比较
一、氨裂解制氢流程简述
利用液氨为原料,氨经裂解后,每公斤液氨裂解可制得2.64 Nm3混合气体,其中含75%的氢气和25%的氮气。
所得的气体含杂质较少(杂质中含水汽约2 g/ m3,残余氨约1000ppm), 再通过分子筛吸附纯化器,气体的露点可降至-600C 以下,残余氨可降至3 ppm以下。
原料氨容易得到,价格低廉,原料消耗较少。
氨裂解来制取保护气体具有投资少,体积小,效率高等优点
二、氨裂解制氢工作原理
氨气化后在一定温度下,经催化剂作用下裂解为75%的氢气和25%的氮气,并吸收21.9千卡热量,其主要反应为:
2NH3=3H2+N2 −21.9kcal
整个过程因是吸热膨胀反应,温度的提高有利于氨的裂解,同时它又是体积扩大的反应,降低压力有利于氨的分解,升高温度和降低压力可以使氨裂解制氢设备保持最佳状态。
三、氢气纯化原理
当氨裂解制氢设备所产生的氢气合格时进入氢气纯化设备作进一步提纯处理,裂解所得氢气的纯度很高,其中挥发性杂质只有微量的残氨和水份,只须除去微量残氨和水份即可获得高纯度气体。
气体的提纯采用变温吸附技术。
变温吸附(TSA)技术是以吸附剂(多孔固体)内部表面对气体分子在不同温度下吸附性能不同为基础的一种气体分离纯化工艺。
常温时吸附杂质气,加温时脱附杂质气,分子筛表面全是微孔,在常温常压下可吸附相当于自重20%(静态吸附时)的水份和杂质,而在350℃左右的温度下,可以再生完全,每24小时切换一次,以得到纯度和杂质含量均合格的产品气体。
吸附塔为两塔并联交替使用,可实现连续供气。
四、氨裂解制氢催化剂及纯化吸附剂
1.催化剂:采用高温烧结型镍催化剂,对液氨的分解效果好,具有分解活性高、不易粉化、催化剂且不容易老化。
2.吸附剂:采用美国UOP生产的沸石5A分子筛,该分子筛具有很强的吸附性能,较同类产品具有吸附量大,吸附深度深等优点,在常温常压下可吸附相当于自重20%的水气和杂质气,吸附后气体露点可达-60℃以下,用其纯化氨裂解产生的氢氮气,可有效地脱除微量氨和微量水,产生高品质的纯净气体。
五、甲醇裂解制氢简述
甲醇和脱盐水按一定比例混合后经换热器预热后送入汽化塔,汽化后的水蒸气、甲醇蒸汽经加热到220 - 300℃后在压力0.1 – 5 MPa进入转化器在催化剂床层进行催化裂解和变换反应,产出转化气含约74%的H2和24%的CO2,经换热、冷却冷凝后进入水洗吸收塔,塔釜收集未转化完的甲醇和水供循环使用,塔顶气送变压吸附装置提纯。
这是一个多组份、多反应的气固催化反应系统。
反应方程如下:
CH3OH=CO+2H2 −90.7kJ/mol
CO+H2O=CO2+2H2 +41.2kJ/mol
CH3OH+H2O=CO2+3H2 −49.5kJ/mol
反应为吸热反应,重整反应生成的H2和CO2,再经过变压吸附法(PSA)将H2和CO2分离,得到高纯氢气。
六、氨裂解制氢与甲醇裂解制氢比较。