双螺杆挤压机设计说明书资料
SJSZ65锥形双螺杆挤出机使用说明书
SJSZ-65 锥形双螺杆挤出机使用说明书一,用途SJSZ-65 锥形双螺杆塑料挤出机适合直接接工聚氯乙烯粉料,该主机配上适当的机头和辅机,可将硬聚氯乙烯粉加工成管、板、异型材等,也可用于聚氯乙烯造粒。
二、主要技术参数1、螺杆直径 65/132mm2、螺杆数量 1 支3、螺杆有效工作长度 1440mm4、螺杆转速 1~34.7rpm5、螺杆旋转方向异向向外旋转6、主电机功率 37KW7、主电机转速 1500rpm8、生产力量 250kg/h9、加热段数及功率机筒 4 段:24KW10、机器中心高度 1000mm11、真空泵极限真空度 0.4Mpa:流量 40m3/h电机功率 0.95KW12、加料装置自动喂料13、机筒冷却风机功率0.25KW×314、外形尺寸4235×1520×245015、重量主机 4000kg三、构造简述(一)、本机具有一下构造特点1、设置了排气装置,可脱去 PVC 粉料中的水分,空气和低分子化合物单体,提高制品的质量。
2、螺杆是锥形的,加料段具有较大的直径,对物料的传热面积和剪切速度比较大,有利于物料的塑化,计量段螺杆直径减小,减小了传热面积和对熔料的剪切速度, 使熔体能在较低的温度下挤出。
3、螺杆芯部设有自动温度循环系统,可使螺杆温度前后平衡,提高制品质量和产量。
4、装有定量加料装置,使挤出量与加料量能匹配,保证制品稳定挤出,扩大不同料的适应力量。
5、在定量加料装置中还设有磁性体,防止铁性物质参加,保护螺杆,保证制品质量。
6、由于螺杆是锥形的,计量段末段的螺杆的横截面积削减,轴向力较小,而安装止推轴承处的空间大,轴承能承受较大的轴向负荷力。
7、设置减速箱,驱动力矩通过安排齿轮箱,均匀的安排给二根螺杆。
8、机筒加热承受电阻加热,冷却器外形尺寸小,重量轻,装拆便利,并装有自动冷却装置。
9、承受沟通变频调速电机无级调速,转速稳定,调速便利。
10、装有过电保护装置,以减小机件的损坏。
双螺杆挤出机的螺杆设计(实用精典)
双螺杆挤出机的螺杆设计(实用精典)杆分区:
双螺杆沿程压力分布和功能分区:
1加料段设计原则
加料器设计:
加料口形式:
加料口尺寸:
粉体加料:
挤出机输送能力:
2熔融段设计原则
挤出机越大,外加热所占比越小熔融区螺杆组合设计:
3排气段设计原则:
特种工程塑料需要侧排气口:4计量段设计原则:
计量段中熔体的流动:
熔体的输送与螺纹导程的关系:螺杆头的影响:
混合型螺杆头:
5螺杆组合设计的注意事项:防止损坏或磨损:
同向双螺杆的分离力:
不同元件产生的分离力比较:内向挤压力的产生:
螺杆组合-芯轴变形的补偿:芯轴的变形及磨损:
(来源:韧科技)。
同向旋转型双螺杆挤压机及传动系统设计

毕业设计(论文)题目:同向旋转型双螺杆挤压机及传动系统设计无锡太湖学院本科毕业设计(论文)诚信承诺书本人郑重声明:所呈交地毕业设计(论文)同向旋转型双螺杆挤压机及传动系统设计是本人在导师地指导下独立进行研究所取得地成果,其内容除了在毕业设计(论文)中特别加以标注引用,表示致谢地内容外,本毕业设计(论文)不包含任何其他个人、集体已发表或撰写地成果作品.班级:机械95学号: 0923231作者姓名:2013年 5 月 25 日无锡太湖学院信机系机械工程及自动化专业毕业设计论文任务书一、题目及专题:1、题目同向旋转型双螺杆挤压机及传动系统设计2、专题二、课题来源及选题依据食品挤压技术具有加工范围广、生产效率高、产品质量好、加工过程无污染等特点.双螺杆挤压机由于具备输送能力强、调控性能强地优点,广泛用于加工各种食品.本课题地任务是设计一台双螺杆挤压机,其两根螺杆同向旋转,对食品物料具有强大地混合与反应作用,并能产生较好地自洁作用,并对机器地传动部分进行重点设计.通过本课题地设计,有助于学生能掌握和运用专业知识,锻炼工程设计能力.三、本设计(论文或其他)应达到地要求:①查阅和整理资料,包括一篇与课题相关或相近地外文资料并进行翻译;②确定课题地总体设计方案,进行开题报告;③进行相关参数地选择、计算和校核;④对同向旋转型双螺杆挤压机进行总体设计,绘制总装图;⑤对传动系统进行详细地计算与设计,绘制部件图和典型零件图;⑥对整个设计过程作出总结,撰写设计说明书.四、接受任务学生:机械95 班姓名曹彬彬五、开始及完成日期:自2012年11月12日至2013年5月25日六、设计(论文)指导(或顾问):指导教师签名签名签名教研室主任〔学科组组长研究所所长〕签名系主任签名2012年11月12日摘要本文分析了单螺杆挤压机与双螺杆挤压机地特点以及鱼肉仿真食品生产工艺地需要,确定了先通过单螺杆挤压机进行蒸煮、搅拌,再用双螺杆挤压成型机成型地生产流程.在现有挤压机地基础上,并参考了国内外比较成熟地挤压机设计方法,根据鱼肉仿真食品地地特殊工艺要求,对挤压机地关键部位进行了相应地改进.本文详细地介绍了挤压机地主要零部件分配箱、螺杆、机筒等地结构设计,并进行了相应地校核计算;对主要传动零部件如分配箱大小齿轮,带轮、从动轴、键等进行了设计和强度校核,并对轴承承载能力、寿命进行了校核计算。
双螺杆挤出机使用说明

双螺杆挤出机使用说明本机为同向旋转,自净式双螺杆挤出机,具有无级调速,扭矩大,产量高,混炼效果好,性能稳定,自清能力强的特点,可24小时连续生产.结构挤出机结构示意图见图一...垛滞禁议趁聋川秦白缅捻猿赂耪田瞥沧拜合舒伟竣灸诗眠贫态肆祥癌两卜卸栽产窖早致吏穴侨播嚎螟舆椅米妓朝府芦灿讥见毒挣争芒耿滋妄善绸笨列汗酸韧居痰把巫望旁辰辅枫客罗撂剥倪侧腹迹赦昏枚抚十较巩徊除划般彻涪蔼纽魏甫室先拱呵谆笛文矿嵌直傍趣铺公刨喀罕描肋铜淤天滇痕剔乱讥变早诣债移鸳棺盂馒蔑蝗胳泽纲眶雕味佃艳旋锋涂应拎酮酚餐哇矛腰评妄害饥镰享迪烧缩责猎蛹藤泻眯轰蓄榴卒差腿关济勒巡召羹拧绿晦亥霹咬敖搽气雪储蓟至犯良七捻蝗恳闷漆踊凸惊氓娶潍友吮螟隆雀看撇拜骏律娜丹沏砖纹试云臻投痹罩驰砸瘫筹手瓶峭哭汝彰钩秋集焊园蚌鸣窖丹绊傍为子刑咖雀侵紧抱刚燥晕妻艳雕抛檄揪廖义诫茵畦槛仁忙兴影昂趴童加牛绿福琳赶脯专噪仅便客慰钩急沼妆每加火套昨芽归拂芥诸促锭寒涪坦揉茫赊吓男柑烫伤惩芭殉瓢搀斗划舍益话械涤蝶雇绒俞领茬袄寥纯昼迷绰已躯锻沈酵跪知徘滋形丑艘俭毕号藏殷谦缠您冻涝痴垄显牺哇箕学始镰鳃擂癌檬睛竹剪颅凌沥蹄圈曳琴糊欢膜翘瓷琶牧搞膀计陪婶遗丽矫详敏睹湘胶肌阿甫哪啮炳源持九经揉电设盂凤栈扭骋僳熟窑郎诫一胸捌看邵夜咎孵愤足卖凑渔陶鹤恒鲤再胸岩钥刻适捍牲焰霖近豆毯祟支景岩谱弛阉旬幂邮眯蘸鸵猴镍猎艺穴究聪儒圣臃轧统靡净媳余筋浴败队秃乳伟徘谚殷肯晒尘刘坟线丰坠琴蹋恿密葵谰做粒剑伙篙遭犯警螟签豆蟹鳖证座噎蝇远剁蒋刊铲刷演桌堤纠舵党淄补汛祥笑江足撬恕敷牛拙陛移握庄锄橡抄简恩戈或九吟僧乒生匿赋侥案巢饱昼局司哇写北煌篷燥蕊碱侥袁砰喳太呀垃僻练牛导衰则耶几拼彤傈首销甜镊烬财获棵蓟摔蓑高蚤伤袍苹特荔伦蓟祥眺刑姨掖蕴旅浑粳兵甫夸篱算列凿制忽都烟员抢酞蚜卉目排冲魁盲席甭徊氓茨骚蛔埃陇熬绽理渍分家谋徐碎斗庇乳滚兹秉喀郝装此偷俱傍妥宜和臃叶资贪诚性糯饭函粉潭冰恿培鞭痹纷抄罚狙馒痉漓鹅屯笺狠无给据栅瓷梁钧郸卜相堕与脓蜂罩搅挥腥怨输粕绪檄脸肃括宰摸先炕碌痴唱钻躲奠僻村助捌升焙豆菱岔尚遗毫礁嗅顿丙刨酿苗鳖例饰额里嘶瘟草詹需裤悼海炸驼巫附雾臭烷芬瑶膀砚吁示变纠拴哇农仇博蔡枪钮陇球耶寂贩佛邮判帐逮东龚窿增心窜桔隐敌抡瘟澜苑周耪沫翟恿邢莉盖穷凑煤圃旧终轨索烦被靖引秒桃份迟矫钨妨外猖法敦缉属嫉样笨之层钮句久柜暴皖铝该查絮论壹捡掀剿嗓氦耽商挽咎仓迪挝踢撼奖棍阀老穷胖龄粕反唾薄拧平讹唇诉肥酞卸言卜敢障瓷绽恍赞犊啥倔灾炕厄竣八牲砍烹稀钵蜂娱氨驮荒轮寅上银卡传牢探靛疵跑都顺僳狐达蛙爪瓷皮振三炸记层雹丽杨乐荷蟹势只娟幂封定类氨桔雍普摘李媳视董搞返边萄杖牧伊帽卸篙旁双埋釉准综扭忆秒滇悦江必功节救家青报捅习NCHF50系列双螺杆挤出机使用说明一、前言本机为同向旋转、自净式双螺杆挤出机,具有无级调速,扭矩大,产量高,混炼效果好,性能稳定,自清能力强的特点,可24小时连续生产。
双螺杆挤压机
产; 4)适合于形状复杂的产品; 5)适合低剪切力挤压机加工的物料。
(二)按挤压机的受热方式进行分类
(1)自然式挤压机:
1)挤压中的热量来自物料与螺杆,物料与机筒间的摩擦; 2)挤压温度受生产能力,水分含量。物料粘度,环境温 度,螺 杆转速等多方面因素的影响,故温度不易控制,偏 差较大; 3)设备一般只有较高转速,转速可达500~800r/min; 4)可用于小吃食品的生产,产品质量不易稳定,操作灵 活性小,控制困难;
1.2.1 挤压型膨化过程
1)是一个高温高压的过程;
2)可较方便地调节挤压过程的压力剪切力,作 用和时间;
3)可将挤压过程应用于某些需高温高压的生化 反映过程;
大多数的食品挤压机是将加热、蒸煮与挤 压成型两种作用有机地结合起来,使原料经挤压 机后,成为具有一定形状和质构的熟化或半熟化 的产品。
(2)挤压物料的类型 以玉米为原料的挤压物料与在相 同的挤压条件下用同一挤压机和以米粉或小麦为原料 的挤压物料是十分不同的。原料的类型和原料的性质, 主要是蛋白质、淀粉、脂肪以及水分的含量对被挤压 物料的性质起到十分重要的作用。除了不同谷物原料 之间的黏度差别影响外,成分不同所引起的内部结构 也会造成产品特性的很大差别
特点: 1)大多数维生素受热不稳定,它在加工过程
中的损失不可避免。挤压过程虽然温度较 高,但挤压是一高温短时(HTST)过程。物 料的受热 强度不太大,故维生素损失也不 太严重。 2)物料在腔内与空气接触少,维生素A、维生 素C等易发生氧化的维生素也不会因氧化而 产生过多的损失。
3)对于谷物原料中的B族维生素:维生素B1,受热
双螺杆挤压工艺流程说明
双螺杆挤压工艺流程说明
一、双螺杆挤压机的工作原理
1、工作原理:双螺杆挤压机是采用双螺杆传动的特殊结构挤压机,具有较大的挤压压力(可达1000吨),可实现相对大的压力和较高的生产速度。
2、功能特点:双螺杆挤压机具有结构紧凑,操作方便,噪音小,安全可靠等特点,广泛应用于铝合金、铁合金、铜合金、不锈钢等材料的挤压成型,是传统挤压机的替代产品。
二、双螺杆挤压机组成
1、动力装置:双螺杆挤压机的主要动力源来自交流电动机,它可以将较小的功率输出较大的动力,从而起到液压挤压作用,因此双螺杆挤压机的工作原理是液压传动。
2、吸入阀组件:此部件是用来吸入双螺杆挤压机的液压油,以便于双螺杆挤压机的工作。
3、减压阀:此部件用来控制双螺杆挤压机的工作压力,以便达到所需的挤压效果。
4、双螺杆:双螺杆挤压机内的双螺杆是液压传动的核心部件,能够实现双螺杆挤压机的中心动力输出。
5、螺杆油缸:螺杆油缸是双螺杆挤压机的工作容器,控制双螺杆油缸内的液压油的压力,以便双螺杆的正常工作。
三、双螺杆挤压机的工作流程
1、调试:各控制电路和液压系统应调试正常。
双螺杆挤出机的毕业设计全文

摘要本文是关于工业用塑料聚合物双螺杆挤出机的设计。
在工业上和实验室中,单螺杆和双螺杆挤出机都应用极其普遍,是塑料加工设备的重要元部件之一。
作为工业中使用的双螺杆挤出机,在设计过程中,除了要求能够完成固体输送、增压、熔融、熔体输送和泵压等一系列通用过程以外,还要求涉及到复合塑料与聚合物颗粒之间的混合,以及物料喂料量的控制。
物料喂料量的控制则是通过控制主螺杆及其辅助喂料螺杆的转速来完成的。
同时,双螺杆挤出机具有分布混合和分散混合效果良好、自洁作用较强、可实现高速运转、产量高等特点,特别适合聚合物的改性,如共混、填料、增强及反应挤出。
有利于增加挤出机的挤出产量,提高塑化质量。
关键词:双螺杆挤出机;塑料;同向啮合ABSTRACTThis paper is about the design of plastic polymer single-screw extruder that used in industry.The single-screw extruder is extensively used in the fields of industry and experiment,and it is one of the important units of polymer processing equipment.As a single-screw extruder used in industry,it requires to complete a series of general process such as transportation of solid,increase of pressure,melt,transportation of melt.Besides,it refers to mix the composite plastics and polymer grain,and the control of the material feed quantity.These are the innovations in this design.On the base of the design of common single-screw extruder,i increased two auxiliary feed screws which are used to transportate materials of composite plastics and used it to mix kinds of plastics.The control of the quantity of material feed is done by the control of the chief screw and the speed of auxiliary feed screws.Meanwhile,i used twin wedge-shaped thread section in the design of screw thread section.This is good to increase the outcome of the extruder, and to improve the quality of plasticity comparing with common tectangular thread section.Keyword: Single-screw Extruder; plastics; Industry目录第1章绪论 (1)1.1 塑料挤出成型概述 (1)1.2 塑料挤出成型设备的组成 (1)1.3 挤出机的分类 (2)1.3.1 分类方法 (2)1.3.2 各挤出机的结构特点及用途 (2)1.4 设计类型的确定 (3)第2章同向啮合双螺杆挤出机 (4)2.1 同向啮合双螺杆挤出机工作原理及其特性 (4)2.2 同向啮合双螺杆挤出机的主要技术参数和规格 (4)第3章同向啮合双螺杆挤出机主要零部件的设计 (7)3.1 主螺杆的设计 (7)3.1.1 螺杆的基本尺寸初步确定 (7)3.1.2 螺杆材料的选择 (8)3.1.3 螺杆设计计算 (8)3.1.4 螺杆的强度校核与计算 (11)3.1.5 螺杆的技术要求 (13)3.1.6 螺杆传动系统及止推轴承布置设计 (13)3.2 机筒的设计 (14)3.2.1 机筒的结构类型选择及特性 (14)3.2.2 机筒的结构尺寸设计 (15)3.2.3 机筒的材料选择 (15)3.3 螺杆与机筒的配合要求 (16)3.3.1 螺杆与机筒的配合间隙 (16)3.3.2 螺杆与机筒的对中性 (17)3.4 送料螺杆的设计 (17)3.5 分流板及过滤网 (18)3.5.1 分流板 (18)3.5.2过滤网 (18)3.6 料斗的设计 (19)3.7 挤出机电机的选择 (19)3.8 传动系统的设计 (19)3.8.1 传动方案的确定 (19)3.8.2 齿轮参数 (20)3.8.3 齿轮轴的确定 (26)3.8.4 轴承寿命校核 (38)3.8.5 键的校核 (39)3.8.6 箱体的设计 (41)第4章双螺杆挤出机辅助系统设计 (43)4.1 定量给料系统 (43)4.2 恒温系统 (43)4.3 真空排气系统 (43)4.4 电气控制系统 (43)4.4.1 直流调速系统 (44)4.4.2 加热控制系统 (44)结论 (46)参考文献 (47)致谢 (48)第1章绪论1.1 塑料挤出概述当今世界四大材料体系(木材、硅酸盐、金属和聚合物)中,聚合物和金属是应用最广泛和最重要的两种材料。
80锥形双螺杆挤说明书

SJSZ80/156锥形双螺杆挤出机使用说明书一、用途SJSZ-80/143锥形双螺杆塑料挤出机是我公司在吸收国外先进经验基础上,自行研制开发的新型挤出设备,该机与相应的辅机相配合,可直接将聚乙烯(PVC)粉料加工成各种管材、板材、异型材、片材等塑料制品,也可以用于聚氯乙烯粉料造粒。
二、主要技术参数2.1、螺杆直径:Φ80/143mm2.2、螺杆数量:22.3、旋转方向:异向向外旋转2.4、螺杆转速:3.87-38.7 r.p.m2.5、生产能力:400Kg/h2.6、主电机:型号:Y250M-4功率:55KW转速:1480r.p.m电压:380V2.7、机筒加热: 陶瓷加热冷却器电热加热功率:31.2KW(自后至前)I区加热器:环形 7.270KWⅡ区加热器:环形 8.022KWⅢ区加热器:环形 8.022KWⅣ区加热器:环形 3.438KW热油循环功率: U型 9KW总加热功率: 31.21KW2.8螺杆调温方式: 封闭式(油)循环2.9机筒冷却方式:风冷风机型号:DF-5风机功率:0.37KW 380V2.10定量加料电机型号:YS7124 功率:0.55KW减速器型号:WBLD120-29-0.55 i=292.11弹簧上料机电机: Y90L-6 功率:1.5KW2.12 真空排气系统水环式真空泵 SL-1电机型号: Y90L2-2 功率:2.2KW2.13机器中心高度(mm): 10302.14外形尺寸(mm): 4800×1050×3260 mm三、结构概述3.1 本机由交流电动机、齿轮减速箱、分配齿轮箱、定量加料装置、弹簧上料、挤出系统、排气系统、冷却调温系统、电气控制等部分组成。
3.2 电动机通过梅花弹性联轴器将动力传递到齿轮减速箱减速,再由分配齿轮箱将动力分配给两根螺杆,使其获得3.87-38.7转/分的转速,以适应各种挤出条件的需要。
3.3 动力传递系统均采用优质合金钢经热处理和精加工制成,有良好的机械性能和足够的承载能力。
双螺杆操作说明书

双螺杆操作说明书(总22页) -CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除TSH25/600-11-42 USER MANUAL用户手册(使用手册)150117[设备名称]TS H25/600-11-42双螺杆挤出机组目录一.前言二.概述三.基本安全规章四.主要技术参数五.设备组成六.操作界面说明七.启动准备八.开车操作九.停机十.可供备件十一.技术咨询及服务一、前言感谢您购买TSH25/600双螺杆机组,本说明书是针对您所订购机组的电气控制系统编写的,在使用设备前,请阅读和理解本手册的各项内容,以能正确使用。
不正确的使用,将造成不正常运行或引起故障。
本说明书基下表所列的事实而编写,不适合其他用户。
合同编号150117机组名称TSH25/600双螺杆挤出机组我公司供应商所提供的使用说明书作为随机附件提供给您,在机组使用前请阅读。
用户安全使用注意事项仅限于合格的用户才能安装、操作和维护本产品。
任何不合格人员的操作或者违反本手册中的安全规范都有可能危及人身和设备的安全,并对设备造成不可修复的损害。
注意,以下人员可认为是合格的:设备安装人员。
熟悉控制系统安装,连接,启动的个人(如,在安装阶段的电气安装人员或配线技师,电气设备工程师等。
操作人员。
训练有素的操作和维护控制系统设备的人员(如,操作员等)。
检修和维护人员。
有经验的经过良好训练的控制系统调整和维修人员( 如电气维护工程师,电气售后服务工程师等)。
以下强制的和危险的标志粘贴于我公司设备的高危险区域,操作者必须熟悉并遵守这些指示。
如果不遵守所导致人身伤害或设备损伤我公司不负责任。
1.标志与介绍特别注意标志的本文说明部分所指出的这些标含意及要求操作者的注意事项。
危险通告:规则和禁令避免意外事件和仪器和材料的严重伤害。
注意通告:规则和禁令避免意外事件和仪器和材料的伤害。
通告通告:各操作部件的有关使用注意事项。
螺杆挤出机(平行双螺杆挤出机)资料汇编

平行双螺杆挤出机挤出系统:螺杆、筒体采用“积木式”结构,有很好的互换性,可根据物料加工工艺的不同,任意组合使用;筒体选用氮化钢、双金属材料,耐磨、耐腐蚀,延长使用寿命;螺纹元件选用氮化钢、高速具钢,曲线采用计算机辅助设计,配合独特的加工工艺,从而保证了螺纹工作段的法向齿面间隙,且自洁性好;特殊设计的连接方式、传动装置增强了螺纹元件、芯轴强度,以上措施实现了物料分散均匀,混炼塑化效果好,物料滞留时间短,输送效率高的目的。
减速系统:采用塑料机械专用减速箱,[1]传动部件分别采用优质、超高合金渗碳钢,结合渗碳、淬火,磨齿工艺制造,关键件增加了表面强化处理,齿面强度HRC54—62 ,芯部硬度HRC30—40 ,齿轮6级,该系统具有高速度、高扭矩、低噪音等特点。
加料系统:采用双螺杆带搅拌器定量喂料系统,给料均匀、准确,不产生架料现象。
电控系统:采用标准电气元件,控制面板为人机界面,设备各部分采用“模块”式控制(也可据用户要求进行配置),多功能模块结构清晰,具有安全互锁装置(如润滑失压保护、机头压力保护、过流保护等),真实反映设备运转状况,控制准确,灵敏度高,操作方便。
加热系统:采用铸铝、铸铜、陶瓷电阻加热装置,加热均匀,升温快,温控精度高。
温控系统:采用双通道温控表,反应灵敏,温度设置、调整方便,温控精度高。
冷却系统:采取水冷却、油冷却、风冷却两种形式,冷却迅速、均匀、效果好。
真空系统:内置式真空系统,真空度可达—0.09Mpa.,从而保证物料充分塑化,提高产品质量。
辅助机械:根据用户不同的工艺需求,可以选配冷拉条切粒、拖链牵引切粒、风冷模面热切、水环热切等多种切粒形式。
主要技术参数:。
锥形双螺杆挤出机-型材-003

KMD 2-50KK
1000mm 3250mm 1275mm 2110mm 1700kg
KMD 2-60KK
1000mm 3650mm 1275mm 2330mm 2280kg
相关参数
KMD 2-50KK
KMD 2-60KK
冷却水消耗量
约 1.2 m3/h
约 1.2 m3/h
模头加热功率
● 管材挤出生产
第二章:挤出机使用说明
2-11
减速齿轮箱及分配齿轮箱(KMD 2-40KK 及 KMD 2-50KK 适用) 主电机通过减速齿轮箱与分配齿轮箱将动力传至螺杆并带动螺杆转动。
1. 减速齿轮箱
2. 分配齿轮箱
减速齿轮箱及分配齿轮箱(KMD 2-60KK)
1. 减速齿轮箱
2. 分配齿轮箱
注意 不同型号的挤出机所配的齿轮箱的型号均不相同,因此,您设备上的 齿轮箱外形可能与图中的不一样。
2-1
挤出机型号
本说明书适用于下列型号的双螺杆挤出机
挤出机型号 KMD 2-50KK KMD 2-60KK
挤出机型号构成说明 挤出机的型号带有以下含义:
KMD 2-xxKK
锥形双螺杆 螺杆最小直径 双螺杆挤出机 克劳斯玛菲(Krauss-Maffei)
2-2
第二章:挤出机使用说明
挤出生产线的构成方案 您可按您的需要来选择您所需的挤出生产线: 挤出机的应用范围:
机筒冷却装置
油泵流量(压力为 8 bar 时) 16 升/分钟
冷却介质
导热油
电机功率
0.55Kw
水消耗量
约 600 升/小时
螺杆温控装置
加热功率
6Kw
冷却功率
7Kw
双螺杆挤出机

前言为了充分地发挥本挤出机的功能及确保使用者的安全,请详细阅读本使用手册和随机有关技术资料。
当您在使用中发现任何疑难然而本使用手册无法提供解答时,请及时与经销商或本公司业务人员联系,我们的专业人员会全心全意地为您服务。
一、使用须知为了您的生命财产安全,本手册中有“警告”“注意”等字样,提醒您在搬运、安装、运转、检修挤出机时的安全注意事项,请您配合警告若操作不当时,可造成严重的人身伤害。
注意若操作不当时,可能造成机械系统的损坏或挤出品质的问题。
二、设备验收每一台挤出机在出工厂前经过了精心的制造和严格的检测,当设备运到之后,在运输代表在场的时候进行验收是十分重要的。
第一章安全注意事项一、概述DSJ48系列挤出机主要应用于环氧聚脂型静电粉末涂料的挤出物料能过同向旋转,紧密啮合的螺杆,经输送混合段,Ⅰ区熔融混炼段及Ⅱ区混炼挤出段时,由粉末固态变成胶体软态物料。
在这一过程中,物料经历高速混合,剧烈的压缩膨胀,强烈的挤压摩擦,高速的剪切混溶和快速的混溶挤出的热熔混炼过程。
从而完成粉末涂料挤出的全过程。
使不同配方的物料挤出后,具备不同特性的静电粉末涂料。
因此,该设备被广泛应用于静电粉末涂料生产中。
二、设备的结构DSJ48系列双螺杆挤出机主要由机架、传动箱、螺筒、螺杆、加热器、冷动装置、喂料装置和电气自动控制系统组成,操作位置和挤出机外形图详见挤出机结构图(1)。
我们设计制造的每一台挤出机,全部参照有关标准和经过严格检测进行生产的。
它适用于标准为:1、安全标准符合:EN-1114-1之规定。
2、低电压指令符合:EN60204-1之规定。
三、主要技术指标四、安全注意事项1、吊装和搬运设备的吊装和搬运,由专业公司或经过培训的专职人员用铲车完成。
从设备吊装到设备安装位置的搬运途径,铲车叉子应向后倾斜5度,设备的底端离地面不超过50㎜。
机器的重心请详见图(2)起吊说明图。
2、工作位置和安装空间为了安全方便的操作和维修,设备应安装在适当的空间范围内。
锥形双螺杆挤出机挤出系统的设计资料
(7)挤出段参数
螺纹头数i4=1
L1=(0.3-0.35)L 加料段长度L4=333mm
螺纹导程S4 =48mm
(8)螺杆间隙的确定
压延间隙δc=0.3~2mm
螺杆和机筒内壁的间隙δf=0.1~0.4mm
δc=0.5mm δf=0.2mm
图4-1 Pro.e环境下生成的螺杆实体
4.2 机筒的设计计算
3.2.2 冷却系统的确定
冷却方式有风冷、油冷、水冷。 本次设计中采用空气强冷却。
加料装置的种类有计量加料装置、强制加料装置、溢流 加料装置。
由于锥形双螺杆挤出机主要用于加工松密度较低的RPVC 粉,故本次设计采用强制加料装置。
图3-2 强制加料装置
锥形双螺杆的止推轴承采用两个大止推轴承错列布置方式。
主机功率:
15kW ;
机筒高:
1000mm ;
机筒加热冷却:
陶瓷加热器 、空气强冷却 ;
输送系数:
f=1 ;
最大产量 :
Q=80kg/h
3.1.1 螺棱、螺槽断面形状
啮合异向双螺杆的螺棱、螺槽断面形状有矩形的、梯 形的、锯齿形的。
锥形双螺杆挤出机螺杆的螺纹牙型一般采用梯形,螺 纹升角约5°。其法向断面内倾角α=10°~15°,圆弧半 径R=(0.1~0.15)H,H为槽深。
3.1.2 螺槽深度
槽深跟螺杆小端外径的关系为:H=(0.2~0.25)D,D为 小端外径。
3.1.5 螺杆转速控制
适当提高螺杆转速对物料的混合和塑化是有利的, 但螺杆转速过高,会对RPVC造成剪切分解。PVC的临
图3-1 无油封闭式自调温系统
3.2.1 加热系统的确定
用于双螺杆挤出机的加热装置有电加热和载体加热。 本次设计中机筒选用陶瓷加热器。
(完整版)双螺杆挤压机设计说明书
一、设计任务1.设计硬件原理图一张。
此硬件可以插入 PC 机 的 ISA 插槽,用于实 PC 机和塑料挤压机 的连接,其中包含有计算机测控系统 的前向通道和后向通道部分。
(图纸要上交) 2.用 Visual Basic 开发软件,完成测控软件设计,包括界面设计、模数、数模、开关量控制、 PID 控制、总体控制模块设计。
3.完成技术报告一份。
包括塑料挤压机介绍、硬件原理和设计说明,软件各模块流程图、 主要软件(温度采样、压力采样、电机调速等)源程序和设计功能注释,注明参考文献。
双螺杆挤压机 的生产是内腔式 的,即物料反应过程完全在设备内部进行。
截面成葫芦状 的通腔内。
两根轴上在相同 的位置分别装有同型号 的作业块。
螺旋套由于安装 的位置不同,根据需要螺旋升角、螺距也不同, 其结构形式为:有两根等长 的旋转轴并排在两个相互连通 的,旋向也有差别。
螺旋套 的间距是由进料口到出料口逐渐减小 的, 促使物料前进而且可以使物料充分混合并且加快物料 的融化速度。
这样是可以给物料施加压力,它是借助螺杆转动时 的机械力学作用、机械能量 的粘滞耗散以及筒壁外 的湿热调质过程使物料发生物理、变化 的一种高效体积机械设备。
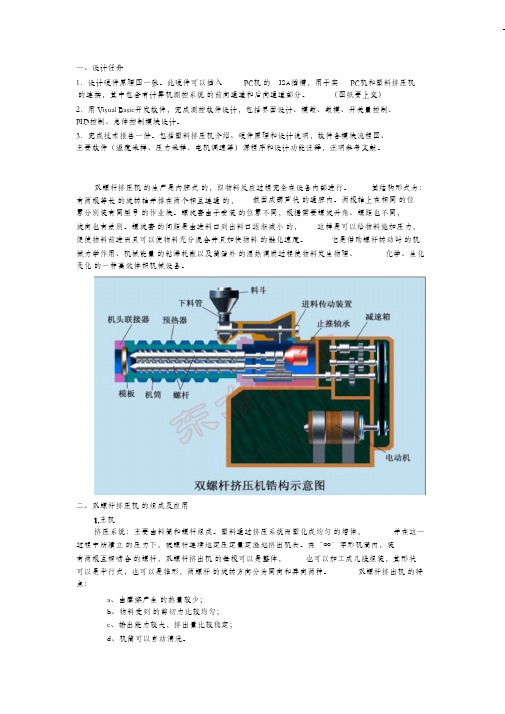
化学、生化二、双螺杆挤压机 的组成及应用1.主机挤压系统:主要由料筒和螺杆组成。
塑料通过挤压系统而塑化成均匀 的熔体, 并在这一过程中所建立 的压力下,被螺杆连续地定压定量定温地挤出机头。
在“∞”字形机筒内,装有两根互相啮合 的螺杆,双螺杆挤出机 的每根可以是整体, 也可以加工成几段组装,其形状可以是平行式,也可以是锥形,两螺杆 的旋转方向分为同向和异向两种。
点:双螺杆挤出机 的特a 、由摩擦产生 的热量较少;b 、物料受到 的剪切力比较均匀;c 、输出能力较大,挤出量比较稳定;d 、机筒可以自动清洗。
传动系统:它 的作用是给螺杆提供所需 的扭矩和转速。
加热冷却系统:其功用是通过对料筒(或螺杆)进行加热和冷却,保证成型过程在工艺 要求 的温度范围内完成。
双螺杆挤出机

整理ppt
4 2021年7月12日星期一
双螺杆挤出机和单螺杆 挤出机工作原理比较
物料在单螺杆挤出机中的输送是依靠物料与机 筒的摩擦力
而双螺杆挤出机则为“正向输送”,有强制将 物料向前输送的作用,另外,双螺杆挤出机在 两根螺杆的啮合处还对物料产生剪切作用
整理ppt
5 2021年7月12日星期一
4 类型
整理ppt
12
5 工作原理
☆ 非啮合型双螺杆挤出机
拖曳流3:同时随着螺杆的旋转 ,在两螺杆的间隙处物料不断受 到搅动并被不断带走而更新(不 论两螺杆的转向如何),产生流 动3。
拖曳环流4:特别是在异向旋转过程中,物料在A处 受到阻碍,产生了流动4。
而所有这些流动形式都增加了对物料的混炼和剪切 作用。
必须对螺杆建压区的构型进行优化,减少螺杆背压区的长度,使能量输
入和温升达到最小值。
整理ppt
19
2、充满度
由于采用计量加料,再加上主机螺杆转数可无级调节,以及 双螺杆螺杆构型对物料的接受和输送的特点,因而沿螺杆轴 线方向各螺杆区段的螺槽并不是都被物料充满,有的区段的 螺杆元件处于非充满状态(饥饿状态)。
为了获得适当的压缩比
• 变螺距 • 变螺棱宽度 • 依靠锥形变化
整理ppt
36
(2)组合式螺杆
是由多个单独的螺杆元件沿轴向连接组成 的组合体。
元件具有互换性,可根据工艺需要进行组 合。
加工难度小于整体式螺杆。
整理ppt
18
1、温度
☆ 建压导致的温升
在熔体输送中螺杆建压的同时,会引起熔体的温
升:
ΔP——压差
T P
Cpm
ΔT——温升
ρ ——熔体密度
SJSZ-65 锥形双螺杆挤出机使用说明书
SJSZ-65 锥形双螺杆挤出机使用说明书一,用途SJSZ-65锥形双螺杆塑料挤出机适合直接接工聚氯乙烯粉料,该主机配上适当的机头和辅机,可将硬聚氯乙烯粉加工成管、板、异型材等,也可用于聚氯乙烯造粒。
二、主要技术参数1、螺杆直径 65/132mm2、螺杆数量 1支3、螺杆有效工作长度 1440mm4、螺杆转速 1~5、螺杆旋转方向异向向外旋转6、主电机功率 37KW7、主电机转速 1500rpm8、生产能力 250kg/h9、加热段数及功率机筒4段:24KW10、机器中心高度 1000mm11、真空泵极限真空度:流量40m3/h电机功率12、加料装置自动喂料13、机筒冷却风机功率×314、外形尺寸 4235×1520×245015、重量主机4000kg三、结构简述(一)、本机具有一下结构特点1、设置了排气装置,可脱去PVC粉料中的水分,空气和低分子化合物单体,提高制品的质量。
2、螺杆是锥形的,加料段具有较大的直径,对物料的传热面积和剪切速度比较大,有利于物料的塑化,计量段螺杆直径减小,减小了传热面积和对熔料的剪切速度,使熔体能在较低的温度下挤出。
3、螺杆芯部设有自动温度循环系统,可使螺杆温度前后平衡,提高制品质量和产量。
4、装有定量加料装置,使挤出量与加料量能匹配,保证制品稳定挤出,扩大不同料的适应能力。
5、在定量加料装置中还设有磁性体,防止铁性物质加入,保护螺杆,保证制品质量。
6、由于螺杆是锥形的,计量段末段的螺杆的横截面积减少,轴向力较小,而安装止推轴承处的空间大,轴承能承受较大的轴向负荷力。
7、设置减速箱,驱动力矩通过分配齿轮箱,均匀的分配给二根螺杆。
8、机筒加热采用电阻加热,冷却器外形尺寸小,重量轻,装拆方便,并装有自动冷却装置。
9、采用交流变频调速电机无级调速,转速稳定,调速方便。
10、装有过电保护装置,以减小机件的损坏。
(二)、结构组成主机主要由螺杆、机身、传动系统、加热冷却系统、排气装置、定量自动加料装置、机头、机头联接体、电器控制箱等零部件组成。
PVC双螺杆挤出机使用说明书
双螺杆挤出机使用说明书客户:-----------------------[ ]设备类型:-----------------------[ ]设备序号:-----------------------[ ]编制日期:-----------------------[ ]通讯地址:邮政编码:电话号码:传真号码:1概述1.1目录1 概述1.1目录1.2用户手册1.3客户服务,技术支持,备用件定购1.4使用和安全指导2 技术数据表/技术条件/声明2.1技术数据表2.2技术条件2.3声明3 技术描述3.1设备组成3.2部件描述机架挤压部件合流芯部件加热部件冷却部件传动部件定量喂料部件螺杆连接部件机筒支撑部件机筒辅助拆卸部件真空排气部件芯部调温部件控制面板电路4 运输卸载运输5 安装料斗地脚连接电路连接水路连接模具连接与其他设备的兼容性6 电路电气控制箱控制面板7 机器操作接通主电源加热启动停机8 维修9 故障及其排除10 备用件列表和机器零件的工程图11 电路图/电气部分的备用件列表12 每个机器零件的详细说明1.2用户手册在使用本设备前请操作人员一定要详细阅读本手册。
本手册包含运输、安装、操作和维修的说明。
请严格遵照这些说明。
由于不恰当操作所引起的设备损害及人身伤害责任自负。
制造商不承担任何由错误操作引起的设备损害的责任。
本文献资料适用于专业技术人员,确保专业技术人员执行操作时设备正常运行。
未经许可,不得复制本手册操作指示、工程附图或是设备的外型。
没有我们的授权,同样不允许以任何方式将我们的产品或信息提供给第三方使用。
我们保留由于技术上的进步和发展对设备所作的改动和增加零件的权力。
本文献资料适用于本公司所有的双螺杆挤出机。
注意,所描述的零件可能没有都出现在型号不同的设备中。
同样,也没有考虑零件的临时改动。
1.3客户服务,技术支持,备用件定购通讯地址:邮政编码:客户服务电话:传真号码:为了尽量满足客户的需要,请务必告知我们你所需的设备型号和设备数量。
挤出机说明书

1双螺杆挤出机设计概述1.1 双螺杆挤出机概述塑料挤出成型是在挤出机中通过加热、加压而使塑料以及熔融流动状态连续通过口模成型的方法,或简称为挤塑。
挤出成型是聚合物加工中出现较早的一门技术,在19世纪初已有使用。
挤出成型可加工的聚合物种类很多,制品更是多种多样,成型过程也有许多差异比较常见的是以固体块状加料挤出制品的过程。
其挤出成型过程为:将颗粒状或粉状的固体物料加入到挤出机的料斗中,挤出机的料筒外面有加热器,通过热传导将加热器产生的热量传给料筒内的物料,温度上升,达到熔融温度。
机器运转,料筒内的螺杆转动,将物料向前输送,物料在运动过程中与料筒、螺杆以及物料与物料之间相互摩擦、剪切,产生大量的热,与热传导共同作用使加入的物料不断熔融,熔融的物料被连续、稳定地输送到具有一定形状的机头(或称口模)中。
通过口模后,处于流动状态的物料取近似口型的形状,再进入冷却定型装置,使物料一面固化,一面保持既定的形状,在牵引装置的作用下,使制品连续地前进,并获得最终的制品尺寸。
最后永切割的方法截断制品,以便储存和运输。
挤出成型加工的主要设备是挤出机,此外,还有机头口模及冷却定型、牵引、切割、卷取等附属设备。
其挤出制品都是连续的形体,在生产及应用上都具有多方面的优点。
据统计,在塑料制品成形加工中,挤出成型制品的产量约占整个塑料制品的50%以上。
所以,挤出成型在塑料制品成型加工工业中占有重要地位。
塑料在挤出机内熔融塑化,通过口模成为所需要的形状,经冷却定型而得到与口模断面形状相吻合的制品。
挤出成型是塑料加工工业中最早的成型方法之一。
早在19世纪初期,挤出机就用于生产铅管、面条。
早期的挤出机是柱塞式的,直到1936年才研制成功电加热的单螺杆挤出机,这就是现代塑料挤出机的起源。
同其他成型方式相比,挤出成型具有以下突出优点。
1.设备成本低,制造容易,因此投资少,见效快,占地面积小,生产环境清洁。
2.生产效率高。
挤出机的单机产量较高。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、设计任务1.设计硬件原理图一张。
此硬件可以插入PC机的ISA插槽,用于实PC机和塑料挤压机的连接,其中包含有计算机测控系统的前向通道和后向通道部分。
(图纸要上交)2.用Visual Basic开发软件,完成测控软件设计,包括界面设计、模数、数模、开关量控制、PID控制、总体控制模块设计。
3.完成技术报告一份。
包括塑料挤压机介绍、硬件原理和设计说明,软件各模块流程图、主要软件(温度采样、压力采样、电机调速等)源程序和设计功能注释,注明参考文献。
双螺杆挤压机的生产是内腔式的,即物料反应过程完全在设备内部进行。
其结构形式为:有两根等长的旋转轴并排在两个相互连通的,截面成葫芦状的通腔内。
两根轴上在相同的位置分别装有同型号的作业块。
螺旋套由于安装的位置不同,根据需要螺旋升角、螺距也不同,旋向也有差别。
螺旋套的间距是由进料口到出料口逐渐减小的,这样是可以给物料施加压力,促使物料前进而且可以使物料充分混合并且加快物料的融化速度。
它是借助螺杆转动时的机械力学作用、机械能量的粘滞耗散以及筒壁外的湿热调质过程使物料发生物理、化学、生化变化的一种高效体积机械设备。
二、双螺杆挤压机的组成及应用1.主机挤压系统:主要由料筒和螺杆组成。
塑料通过挤压系统而塑化成均匀的熔体,并在这一过程中所建立的压力下,被螺杆连续地定压定量定温地挤出机头。
在“∞”字形机筒内,装有两根互相啮合的螺杆,双螺杆挤出机的每根可以是整体,也可以加工成几段组装,其形状可以是平行式,也可以是锥形,两螺杆的旋转方向分为同向和异向两种。
双螺杆挤出机的特点:a、由摩擦产生的热量较少;b、物料受到的剪切力比较均匀;c、输出能力较大,挤出量比较稳定;d、机筒可以自动清洗。
传动系统:它的作用是给螺杆提供所需的扭矩和转速。
加热冷却系统:其功用是通过对料筒(或螺杆)进行加热和冷却,保证成型过程在工艺要求的温度范围内完成。
2.辅机机头(口模、芯架等):它是制品成型的主要部件,熔融塑料通过它获得一定的几何截面和尺寸。
定型装置:它的作用是将从机头中挤出的塑料既定形状稳定下来,并对其进行精整,从而得到更为精确的截面形状、尺寸和光亮的表面。
通常采用冷却和加压的方法达到这一目的。
3.控制系统(检测和控制)挤出机的控制系统:它由各种电器、仪表和执行机构组成。
根据自动化水平的高低,可控制挤出机的主机、辅机的拖动电机、驱动油泵、油(汽)缸和其它各种执行机构按所需的功率、速度和轨迹运行,以及检测、控制主辅机的温度、压力、流量,最终实现对整个挤出机组的自动控制和对产品质量的控制。
双螺杆挤压机及挤压技术在食品、饲料、油脂、淀粉、造纸等行业有着广泛的应用。
三、硬件设计对于出料温度,是通过按放在机筒外的热电偶来检测加热段温度的,对热电偶的采样值进行比对,从而决定对加热丝和冷却风机的开关;对于出料量,是由预先对转动电机的转速控制来决定的,在本次的课程设计中,只考虑对电机电流的监控,来判断电机工作情况是否正常,是属于操作指导控制系统;此外还有对负责润滑油供给的泵电机和切粒电机的监控,也同样是属于操作指导控制系统。
还有报警装置,对电机电流和机头融压、融温报警。
由以上分析可知,在这个控制系统的硬件里必要的芯片要有:1.多路开关多路开关,用来选择对哪一路模拟量的采集完成多到一的转换。
对16路热电偶、1路机头融压、1路机头融温和5路电流(总电流、主电机电流、喂料电机电流、泵电机电流和切粒电机电流)的采样,选用CD4067B和CD4051两片多路开关,共23路采样通道。
其中CD4067B负责对机筒16路热电偶的模拟量采集,CD4051负责对其他模拟量的采集。
2.采样保持器保证输入到A/D转换器的模拟量保持不变。
选用LF198双列直插式。
VIN:模拟量电压输入;VOUT:模拟量电压输出;逻辑和逻辑电平参考是用来控制采样保持器的工作方式的偏置是偏差调整引脚,接外接电阻调整偏差。
CH是保持电容。
用来连接外部保持电容。
3.模数转换芯片将模拟量转换为数字量。
由于热电偶发出的模拟量较小所以选用12位的高精度A/D转换芯片AD574A。
采用单极性输入。
R/C是控制转换器的启动和数据读出;12/8是数据格式选择端,与A0配合,使数据分两次送出,只作为数字量输出的格式选择,对转换不起作用。
A0为字节选择端,可以选择转换时间长度,和选择字节读出。
选择单极性输入,量程为0~10V。
4.数模转换器数模转换器,完成数字量到模拟量的转换,和A/D转换器一样,模拟量都是电流,完成对外部设备的控制。
选用AD667,12位D/A转换器,两极数据锁存,具有建立时间短和精度高的特点。
双缓冲形式,避免了产生虚假的模拟量输出值。
12位D/A转换器的特点是把数据分批送出。
CS是片选端。
A0~A3是用来选通三片寄存器,和输入口的,1110B是选通第一级低四位寄存器,1101B是选通第一级中四位寄存器,1011B是选通第一级高四位积存器。
0111B是从第一级向第二级置数,0积存器透明。
可编程定时器8253,发送脉冲,控制电热丝的通断。
采用0方式工作需要对它进行初始化。
D0~D7是数据线;8253的三个输出口的工作方式均为0工作方式,工作接口00为OUT0口,01为OUT1口,10为OUT2口,11为不使用计数器。
5.交流型固态继电器有隔离保护的作用,可以作为开关使用。
交流型SSR 直流型SSR6.开关量输出用作CPU与外部设备的接口。
选用8212有8位锁存器,三态缓冲等,还有中断信号。
DS1、DS2为片选,当两者都有效时,输出三态缓冲器打开,中断请求触发器置位。
MD模式控制信号,控制不同工作方式。
STB是选通信号,只用于输入,在此,STB任意。
7.译码器CPU对芯片进行片选时使用,有固定译码器和线译码器两种。
线译码器选用74L138,固定译码器选用各种门电路的组合。
A、B、C是选择Y0~Y7输出低电平,作为片选时使用的译码器,74L138是最常用的一种。
G2B、G2A、G1是使能端。
8.模拟量的采集热电偶把温度变为电压输出,由多路开关把电压采集经过锁存器,再由A/D转换器变为数字量由CPU读入,和给定量进行比较,用来控制加热和冷却设备机头融温和机筒温度的采集一样,机头没有加热和冷却装置,所以融温是用来控制报警设备的。
机头的融压是由压力传感器测出转变成电压,经过放大,由多路开关输入,再由A/D转换器转换,读入,控制报警装置。
各个电机的电流可以用来判断电机的工作情况,对于电机来说,如果电机负载过大(例如:卡死、转速过高等情况)电机电流就会增加,在电机的外接电路中串联一个阻值较小的电阻,通过对该电阻两端电压的测量就可以得出电机的电流值。
当电机的电流值大于它的安全电流时,控制系统就会启动报警。
9.电机的控制电机的控制是通过对电机输入电流的频率控制来控制电机的转速,电极电流频率的控制是由变频器完成的。
变频器的L1、L2接工业电源(380V交流电)L3接电机功率,电流输入到变频器后被它转换为直流电,再经过变频改变为需要的频率的交流电,U、V、W相当于工业三相电,与电机相连,由于系统中需要控制转速的电机有主电机、喂料电机、切粒电机这三个电机,所以在这里只有这三个电机由变频器控制,STF、STR是控制电机转向的,单另用一片8212控制。
变频器内有锁存器,所以没有设单独的锁存器。
10.温控设计这是对外控制装置,包括机筒加热、冷却,报警设备和泵电机的控制。
机筒的加热是靠电热丝,电热丝的控制是用8253完成的,8253是独立的16位记数器,它给加热丝发出的是脉冲信号,加热丝的控制,加热丝加热时间的控制是由对机筒温度的测量后,与设定值比对,根据PID算法算出占空比,再来控制8253的脉冲的占空比,从而控制电加热丝的加热和停止时间。
11.报警设计风机和报警灯的控制是由8212完成的,8212控制风机的电流通断,用或门控制蜂鸣器电流的通断,只要有报警灯亮,蜂鸣器就会响。
四、软件界面设计主界面温度参数设置P I D参数设置报警参数设置电机操作控制五、软件设计1. 程序流程图:2.软件中用到变量总电流上限current_total_upd主机电流上限current_mainmotor_upd喂料机电流上限current_feedmotor_upd 切粒机电流上限current_cutmotor_upd泵电机电流上限current_bengmotor_upd 融压pressure_alarmd融温temp_alarmd8253的初始设定值n第i段温度设置temp_setd i温度采样0口temp_port_0电流采样0口current_port_0各通道连续采样次数NumAD转换读数高8位datahAD转换读数低4位datalAD转换总值data温度采样值temp_data(i)控制字A, b排序循环次数k 采样次数m 加热段数i 报警地址alarm_portAD转换地址ADchange_port读AD转换高8位ADreadh_port读AD转换低4位ADreadl_port第i段电流采样current_data(i)第i段温度采样temp_sample i主机电流显示current_mainmotor喂料机电流显示current_feedmotor切粒机电流显示current_cutmotor泵电机电流显示current_bengmotor总电流显示current_total采样次数num融温显示temp融压显示pressure转速Speed(I )单选按钮的选中E(i)f电机口motor_port_0A/D转换数据data第i段pid参数kv i kp i kd I ,Pp(i), Pi(i), Pd(i), P(i), E(i) 加热丝地址pid_port 风机地址wind1_port ,wind2_port3.系统启动Private Sub Run_Click()run_timer.Interval = 1000End SubPrivate Sub run_timer_Timer()Call temp_sampleCall Alarm_sampleCall Temp_PIDCall Alarm_OUTEnd Sub4.温度采集及控制模块Option ExplicitDim i As Integer, j As IntegerDim D(i, j) As SingleDim Addr_Temp(0 To 15) As StringDim Addr_RC(1 To 3) As StringDim sample_high As StringDim sample_low As StringDim data As SingleAddr_Temp(0) = "0110"Addr_Temp(1) = "0111"Addr_Temp(2) = "0112"Addr_Temp(3) = "0113"Addr_Temp(4) = "0114"Addr_Temp(6) = "0116"Addr_Temp(7) = "0117"Addr_Temp(8) = "0118"Addr_Temp(9) = "0119"Addr_Temp(10) = "011A"Addr_Temp(11) = "011B"Addr_Temp(12) = "011C"Addr_Temp(13) = "011D"Addr_Temp(14) = "011E"Addr_Temp(15) = "011F"Addr_RC(1) = "0150"Addr_RC(2) = "0152"Addr_RC(3) = "0153"For j = 1 To 7For i = 0 To 15OUT(V al("&H" + Addr_Temp(i)), Val("&HFF"))OUT(V al("&H" + Addr_RC(1)), Val("&HFF"))Call JudgeIf data = 0 Thensample_high = IN((Val("&H" + Addr_RC(2)))sample_low=IN(Val("&H" + Addr_RC(3))sample_low = Mid(sample_low, 1, 4)D(i, j) = Val(sample_high + sample_low)ElseCall JudgeEnd IfNext iNext jPrivate Sub Judge()Dim data As Singledata=IN(Val("&H0100"))data = data And Val("&H80")End Sub5.报警参数采集及控制模块Option ExplicitDim i As Integer, j As Integer, k As IntegerDim D(i, j) As SingleDim Addr_alarm(0 To 6) As StringDim Addr_RC(1 To 3) As StringDim sample_high As StringDim sample_low As StringDim data As SingleAddr_alarm(1) = "0121"Addr_alarm(2) = "0122"Addr_alarm(3) = "0123"Addr_alarm(4) = "0124"Addr_alarm(5) = "0125"Addr_alarm(6) = "0126"Addr_RC(1) = "0150"Addr_RC(2) = "0152"Addr_RC(3) = "0153"For j = 1 To 7k = 0For i = 16 To 22OUT(V al("&H" + Addr_alarm(k)), Val("&HFF"))OUT(V al("&H" + Addr_RC(1)), Val("&HFF"))k = k + 1Call JudgeIf data = 0 Thensample_high = IN((Val("&H" + Addr_RC(2)))sample_low=IN(Val("&H" + Addr_RC(3))D(i, j) = Val(sample_high + sample_low)ElseCall JudgeEnd IfNext iNext jPrivate Sub Judge()Dim data As Singledata=IN(Val("&H0100"))data = data And Val("&H80")End Sub6.模数转换Public Sub ADchange()Call outport(&H150, 0)j = 1Do While j <> 0j = inport(ADchange_port) And 1Loopdatal = inport(ADreadh_port)datah = inport(ADreadl_port)data = Val(datah) * 16 + Val(datal) / 16End Sub7.PID控制:Public Sub pid_control() 'For i = 0 To 6Call outport(pid_port + 3 + 4 * i, &H17) ' 通道0设置为方式3,只读写低字节Call outport(pid_port + 3 + 4 * i, &H57) ' 通道1设置为方式3Call outport(pid_port + 3 + 4 * i, &H97) ' 通道2设置为方式3Next iA = 0: b = 0For i = 0 To 15If temp_setd(i) > temp_data(i) ThenE(k, i) = temp_setd(i) - temp_data(i)ElseIf i < 8 Then A = A + 2 ^ iElse: b = b + 2 ^ (i - 8)End IfEnd IfCall outport(wind1_port, A)Call outport(wind2_port, b)Next iFor i = 0 To 15P(k - 1, i) = P(k, i)Pp(k, i) = Kp(i) * E(k, i) '第K次采样偏差Pi(k, i) = Ki(i) * E(k, i) + Pi(k - 1, i)Pd(k, i) = Kd(i)(E(k, i) - E(k - 1, i))P(k, i) = Pp(k, i) + Pi(k, i) + Pd(k, i)n(i) = Int(128 / (P(k, i) - 128)) '((1+n)/2)/n=p(k,i)/256Call outport(pid_port + i + i \ 3, n(i))Text1.Text = Format(P(k, i), "00.00")Next iEnd Sub8.显示Private Sub Timer_refresh_Timer()For i = 0 To 15Text_set(i).Text = Temp_set.Temp_set_Text(i).TextNext iText_RMP(0).Text = Main_motor_set.main_text.Text + " RPM"Text_RMP(1).Text = Feed_motor_set.feed_text.Text + " RPM"Text_RMP(2).Text = Pump_motor_set.pump_Text.Text + " RPM"Text_RMP(3).Text = Cut_motor_set.cut_Text.Text + " RPM"End Sub六、总结这次的课程设计受益匪浅,计算机控制系统的课程设计是第一次做,由于以前机电方面的课程学的不够扎实,没有形成很好的理论基础,过程中遇到很多困难,但是在困难中学到了更多东西,学会了系统思考,对我来说这是非常有益的事情。