马口铁表面涂层处理的研究
马口铁罐内涂料的涂印标准
马口铁罐内涂料的涂印标准用马口铁制作的罐头容器,通常需要在其内表面涂印某种涂料,其目的是防止罐头内容物与罐壁相互间的化学作用和微量有害物质对内容物的污染,保护内容物的新鲜度以及原有的风味,使起头食品能在长时间内储藏、运输和销售,且不影响其食用价值。
一、涂布原理罐头容器内表面涂布涂料,是在马口铁裁切成罐身坯料之前,用滚涂机将适当的涂料在马口铁光滑的表面上印涂成均匀的、厚度可控制的涂层。
该涂机可通过本身的加料装置独立地进行涂布作业,也可以同印铁机相配套组成印涂作业线。
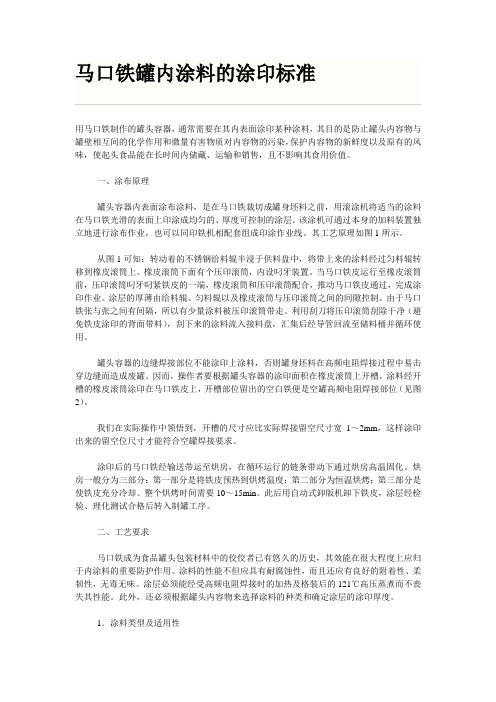
其工艺原理如图1所示。
从图1可知:转动着的不锈钢给料辊半浸于供料盘中,将带上来的涂料经过匀料辊转移到橡皮滚筒上。
橡皮滚筒下面有个压印滚筒,内设叼牙装置。
当马口铁皮运行至橡皮滚筒前,压印滚筒叼牙叼紧铁皮的一端,橡皮滚筒和压印滚筒配合,推动马口铁皮通过,完成涂印作业。
涂层的厚薄由给料辊、匀料辊以及橡皮滚筒与压印滚筒之间的间隙控制。
由于马口铁张与张之间有间隔,所以有少量涂料被压印滚筒带走。
利用刮刀将压印滚筒刮除干净(避免铁皮涂印的背面带料),刮下来的涂料流入接料盘,汇集后经导管回流至储料桶并循环使用。
罐头容器的边缝焊接部位不能涂印上涂料,否则罐身坯料在高频电阻焊接过程中易击穿边缝而造成废罐。
因而,操作者要根据罐头容器的涂印面积在橡皮滚筒上开槽。
涂料经开槽的橡皮滚筒涂印在马口铁皮上,开槽部位留出的空白铁便是空罐高频电阻焊接部位(见图2)。
我们在实际操作中领悟到,开槽的尺寸应比实际焊接留空尺寸宽1~2mm,这样涂印出来的留空位尺寸才能符合空罐焊接要求。
涂印后的马口铁经输送带运至烘房,在循环运行的链条带动下通过烘房高温固化。
烘房一般分为三部分:第一部分是将铁皮预热到烘烤温度;第二部分为恒温烘烤;第三部分是使铁皮充分冷却。
整个烘烤时间需要10~15min。
此后用自动式卸版机卸下铁皮,涂层经检验、理化测试合格后转入制罐工序。
二、工艺要求马口铁成为食品罐头包装材料中的佼佼者已有悠久的历史,其效能在很大程度上应归于内涂料的重要防护作用。
不溶性阳极在马口铁上的成功运用
不溶性阳极在马口铁上的成功应用之前马口铁镀锡线多采用可溶性锡阳极,这就带来两个麻烦,一个是经常要维护补充锡块,二是阳极溶锡速度往往大于钢带锡沉积速度,导致经常要稀释镀液。
Tenova开发了一种低锡泥、不溶性阳极、外加溶锡槽的电镀锡线。
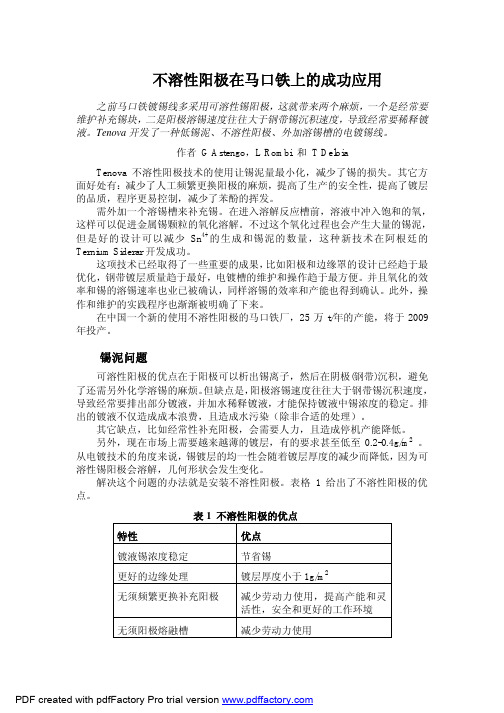
作者G Astengo,L Rombi 和T DeloiaTenova不溶性阳极技术的使用让锡泥量最小化,减少了锡的损失。
其它方面好处有:减少了人工频繁更换阳极的麻烦,提高了生产的安全性,提高了镀层的品质,程序更易控制,减少了苯酚的挥发。
需外加一个溶锡槽来补充锡。
在进入溶解反应槽前,溶液中冲入饱和的氧,这样可以促进金属锡颗粒的氧化溶解。
不过这个氧化过程也会产生大量的锡泥,但是好的设计可以减少Sn4+的生成和锡泥的数量,这种新技术在阿根廷的Ternium Siderar开发成功。
这项技术已经取得了一些重要的成果,比如阳极和边缘罩的设计已经趋于最优化,钢带镀层质量趋于最好,电镀槽的维护和操作趋于最方便。
并且氧化的效率和锡的溶锡速率也业已被确认,同样溶锡的效率和产能也得到确认。
此外,操作和维护的实践程序也渐渐被明确了下来。
在中国一个新的使用不溶性阳极的马口铁厂,25万t/年的产能,将于2009年投产。
锡泥问题可溶性阳极的优点在于阳极可以析出锡离子,然后在阴极(钢带)沉积,避免了还需另外化学溶锡的麻烦。
但缺点是,阳极溶锡速度往往大于钢带锡沉积速度,导致经常要排出部分镀液,并加水稀释镀液,才能保持镀液中锡浓度的稳定。
排出的镀液不仅造成成本浪费,且造成水污染(除非合适的处理)。
其它缺点,比如经常性补充阳极,会需要人力,且造成停机产能降低。
另外,现在市场上需要越来越薄的镀层,有的要求甚至低至0.2-0.4g/m2。
从电镀技术的角度来说,锡镀层的均一性会随着镀层厚度的减少而降低,因为可溶性锡阳极会溶解,几何形状会发生变化。
解决这个问题的办法就是安装不溶性阳极。
表格1给出了不溶性阳极的优点。
金属制品表面镀层制备技术的研究

金属制品表面镀层制备技术的研究金属制品表面的镀层制备技术一直是材料研究领域中的一个热点,因为它可以有效地改善金属制品的物理性能和化学性质,从而提高金属制品的应用价值和使用寿命。
随着我国工业制造技术的不断提高和市场需求的不断增加,金属制品表面镀层制备技术的研究也越来越受到人们的关注。
本文将从金属制品表面镀层制备技术的研究现状、发展趋势、应用前景等方面进行探讨。
一、金属制品表面镀层制备技术的研究现状目前,金属制品表面镀层制备技术已经发展了多种方法,主要包括电化学沉积、物理气相沉积、化学气相沉积、电弧等离子体镀层、喷涂以及激光处理等。
这些方法各有优劣,需要根据具体需求和条件选择合适的方法。
1. 电化学沉积电化学沉积是一种常用的金属制品表面镀层制备技术,它是利用电解液中的金属离子在电极表面还原成金属的方法。
电化学沉积有以下优点:制备过程简单、成本低、质量稳定。
但同时也存在一些缺点,例如沉积速度慢、金属离子交换效率低等问题。
此外,在实际应用过程中,电极材料的选择和电解液的配制也是很重要的。
2. 物理气相沉积物理气相沉积是一种通过真空蒸发等方法在金属表面形成纯金属或金属合金的技术。
该技术的优点包括制备过程简单、所得镀层质量高、显微组织致密、厚度均匀等。
但其缺点是成本较高,并且制备过程需要高真空条件。
3. 化学气相沉积化学气相沉积是一种将金属前驱体分解生成金属或金属合金的技术。
化学气相沉积的优点是制备过程简单、速度快、节约原材料、所得镀层具有良好的保护性。
但该技术的缺点是所得镀层有时无法达到所需厚度和质量等级。
4. 电弧等离子体镀层电弧等离子体镀层是一种利用高能电子束或离子束在金属表面进行钎焊的技术。
这种技术的优点包括可以实现镀层与基体的化学结合、粘附力强、耐磨性能好等。
但该技术需要高能电子束或离子束设备,成本较高。
二、金属制品表面镀层制备技术的发展趋势随着人们对金属制品表面功能需求的不断提高,一些新型的制备技术正在逐步成熟,例如等离子体增强化学气相沉积、离子注入、激光制备等。
马口铁罐内涂料的涂印标准
马口铁罐内涂料的涂印标准用马口铁制作的罐头容器,通常需要在其内表面涂印某种涂料,其目的是防止罐头内容物与罐壁相互间的化学作用和微量有害物质对内容物的污染,保护内容物的新鲜度以及原有的风味,使起头食品能在长时间内储藏、运输和销售,且不影响其食用价值。
一、涂布原理罐头容器内表面涂布涂料,是在马口铁裁切成罐身坯料之前,用滚涂机将适当的涂料在马口铁光滑的表面上印涂成均匀的、厚度可控制的涂层。
该涂机可通过本身的加料装置独立地进行涂布作业,也可以同印铁机相配套组成印涂作业线。
其工艺原理如图1所示。
从图1可知:转动着的不锈钢给料辊半浸于供料盘中,将带上来的涂料经过匀料辊转移到橡皮滚筒上。
橡皮滚筒下面有个压印滚筒,内设叼牙装置。
当马口铁皮运行至橡皮滚筒前,压印滚筒叼牙叼紧铁皮的一端,橡皮滚筒和压印滚筒配合,推动马口铁皮通过,完成涂印作业。
涂层的厚薄由给料辊、匀料辊以及橡皮滚筒与压印滚筒之间的间隙控制。
由于马口铁张与张之间有间隔,所以有少量涂料被压印滚筒带走。
利用刮刀将压印滚筒刮除干净(避免铁皮涂印的背面带料),刮下来的涂料流入接料盘,汇集后经导管回流至储料桶并循环使用。
罐头容器的边缝焊接部位不能涂印上涂料,否则罐身坯料在高频电阻焊接过程中易击穿边缝而造成废罐。
因而,操作者要根据罐头容器的涂印面积在橡皮滚筒上开槽。
涂料经开槽的橡皮滚筒涂印在马口铁皮上,开槽部位留出的空白铁便是空罐高频电阻焊接部位(见图2)。
我们在实际操作中领悟到,开槽的尺寸应比实际焊接留空尺寸宽1~2mm,这样涂印出来的留空位尺寸才能符合空罐焊接要求。
涂印后的马口铁经输送带运至烘房,在循环运行的链条带动下通过烘房高温固化。
烘房一般分为三部分:第一部分是将铁皮预热到烘烤温度;第二部分为恒温烘烤;第三部分是使铁皮充分冷却。
整个烘烤时间需要10~15min。
此后用自动式卸版机卸下铁皮,涂层经检验、理化测试合格后转入制罐工序。
二、工艺要求马口铁成为食品罐头包装材料中的佼佼者已有悠久的历史,其效能在很大程度上应归于内涂料的重要防护作用。
本论文以马口铁印刷的涂料涂布作为研究对象
摘要本论文以马口铁印刷的涂料涂布作为研究对象,详细地介绍并分析了影响涂料涂布成膜的各因素及涂布质量的问题。
影响印铁涂料涂布成膜的因素主要有成膜物质、颜料、辅助剂和溶剂。
抓住影响涂料涂布成膜的主导因素,在杭州中粮美特容器有限公司实习期间完成印铁涂料黏度的变化控制实验和铁皮小片膜重的测试实验。
印铁涂料黏度的变化控制实验,得出了涂料黏度值随时间的变化的曲线图;小片膜重的测试实验检测了膜重的分布是否符合正态分布。
关键词:马口铁; 成膜物质; 颜料; 溶剂; 黏度; 膜重ABSTRACTThis thesis draws the opaquing of coatings to be the research object for the coating of the tinplate printing, introducing and analyzing the influence of brushing to draw each factor. The coating becomes the film and draws the problem of the opaquing quantity in a specific way. The factor ,that influence coating opaquing for tinplate become the film, mainly have results to show the material of becoming film, pigment, the assistance agents and solvent. holding tight to affect the predominant factor of the coating make the brushing to become the film, and during the time of practice in Hang Zhou Zhong Liang meter pack & container ltd, completes experiment of the sticky of coating and the testing heavy of the sheet iron crumb films. Finishing to print the variety control experiment of the coating of iron sticks, gets a value of coating with time of the curve diagram; The heavy test experiment of the crumb film examines the film to distribute whether matches distribute of M~N(u,δ2)。
马口铁三片罐内涂层质量与其导电值关系的探讨_丁春玲

4 2 FOOD AND MACHINERY 2003 ¾
包装 材料
点多少、划伤程度、机械破 坏程度都影响 其完整性) ; 反之 导电 值越低, 涂 膜的 完 整性就越好。
2 金属内涂层的质量因素对 罐体导电 值的影响
2. 1 金属内涂 层的 工艺条 件对 罐体 导 电值的影响
表 1 表明: 在其它条件相同时, 涂膜 工艺条件 不同, 罐 体导电 值也 不同。 二 涂 二烘的 明显比 一涂一 烘的导电 值低, 反导电缺陷现象 不明显, 效果好。 2. 2 内涂膜厚度对罐体导电值的影响
表 2 表明: 相同条件下, 涂膜厚 度的 差异, 导致空 罐体 导电值 不同。 涂膜 厚 度越薄, 导电值越高, 反导 电缺陷度越明 显。 2. 3 涂料质量对罐体导电值的影响
表 3 表明: 同等 的工 艺、生产 条件, 采 用不同 的涂料种 类, 对空罐 导电值 影 响较大。 2. 4 生产制罐条件对罐导电值的影响
内涂膜厚 度/ um
4. 0~ 5. 5
4. 0~ 5. 5 6. 0~ 7. 5 6. 0~ 7. 5 7. 5~ 9. 0 7. 5~ 9. 0
罐导电值 / mA
80. 0~ 100.
40. 0~ 60. 0 50. 0~ 80. 0 10. 0~ 20. 0 20. 0~ 30. 0 10. 0 以下
( 2) 通过测定空罐 导电值的高 低及 其反导电 现 象, 就 可判 定 空 罐( 内 壁 涂 层) 质量的好坏, 并能找出造成质量缺陷 原因。
( 3) 测 定空 罐导 电值 的大 小, 为 各 食品或饮料企业在采购空罐时提供了极 为有效的 检测方 法, 同时也 为各企业 制 定本企业的马口铁内涂标准提供了量值 化依据。
2010年-林业民-如何解决马口铁表面涂料涂层印刷产生“油孔”问题探讨(发布)

如何解决马口铁表面涂料涂层印刷产生“油孔”问题探讨客户代表--林业民一、马口铁表面性能与涂料涂层的关系马口铁印刷原理与平版胶印相类似,但在工艺上又有特殊性的一面,比如:4页1、马口铁经印刷后油墨滞留在表面上,须经过烘房使之干燥固化;2、马口铁表面锡层光泽明亮,因而在彩色印刷前,必须在马口铁表面涂上一层白可定或仿白磁涂料。
当然有时根据产品图案的特殊艺术效果,也可部分涂上白可定或仿白磁或直接利用马口铁镀锡面本身的外观涂上光油(透明油或金黄色半透明油);5页马口铁表面油墨涂层印刷的好坏,一直是专业人员在实践中长期探讨、认真研究的问题。
它关系到马口铁本身的表面性能、裁剪机的剪切状态、生产环境气候变化的因素、印刷过程中使用的油墨、涂料的种类、印刷的设备、烘烤温度以及油墨涂层的厚薄等许多方面的因素。
现就如何解决马口铁表面油墨涂层印刷产生“油孔”问题谈谈个人肤浅的看法。
我们的用户目前所说的6页“油孔”包含“水孔”、“针孔”、“气孔”大致三类。
“水孔”:水孔,又叫水眼、麻点、麻坑、火山坑,孔的直径0.5~1.0mm左右,呈圆形,凹陷,有露底和不露底之分。
如果孔内还有颗粒,则称为鱼眼。
显然水孔的产生与基材的自身质量无关。
“针孔”:针孔又叫针眼,是指孔的直径如针尖大小,既无凸起,也无凹陷,而是与涂层在一个平面上。
针孔一般都露底,即露出底板。
针孔产生的主要原因是,涂料还没有熔融时,下面的气体冲出涂层,即冲出气体部位的涂料被冲走,所以固化后会露出底板,显然针孔是由于基材的自身质量引起的。
当涂层下面的气体较少时,气体无法冲破涂层而形成鼓泡。
7页“气孔”:气孔也叫气泡,是指在涂层表面形成凸起,凸起的中央有向上开的小孔,大者有米粒大小,小者如针尖大小。
气孔多时,密密麻麻地分布于镀锡板面的某个部位,如焊点、焊缝、夹缝、折弯处的内侧、工件底部等。
气孔小时,容易与表面颗粒相混淆,此时仔细观察表面颗粒会发现在其中央有一小孔。
更大的气孔多发生于工件的夹缝和折弯处,会使涂层发生中断而不连续。
马口铁表面氧含量对涂饰性的影响

A B
C D
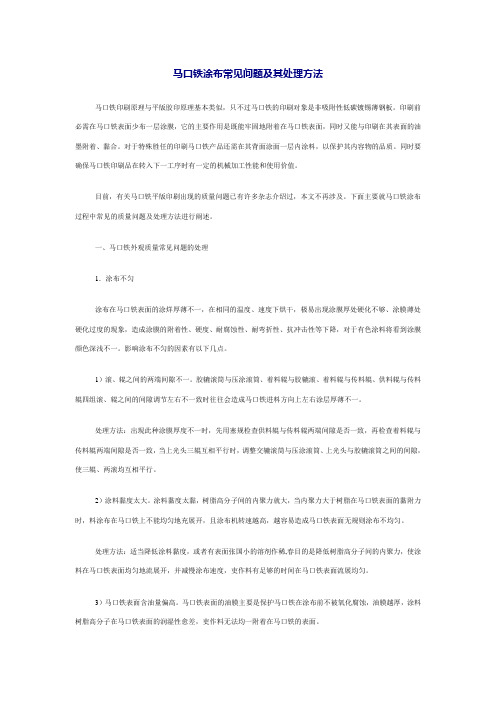
-0.4 -0.2
180℃ 200℃ 220℃ 240℃
0.0
Potential(V)
A:180℃烘烤B:200℃烘烤 C:220℃烘烤D:240℃烘烤
全文总结
相对于不烘烤的马口铁,烘烤过后的马口铁表面涂饰性更 好。 不同的烘烤时间、烘烤温度、对马口铁表面涂饰性能产生 不同的影响。表现在200℃下烘烤15min对涂饰性能最好 优化了镀锡板表面的钝化工艺,得到了最佳的钝化液浓度 ,钝化温度,电流密度,钝化液pH。 通过Xps的分析得出镀锡板表面钝化膜的主要成分为金属 铬、Cr2O3、Cr(OH)3,其成分比例分别为8.58%、 34.71%和56.71%。 样品的耐蚀性随着烘烤时间的提高先减小后增加。在烘烤 25min的前提下,随着烘烤温度的提高样品的耐蚀性有微 小的提升
Potential(v)
-0.64 -0.66 -0.68 -0.70 -0.72 0 50 100 150 200 250 300
Time (s)
Time(s)
3s
钝化时间 铬含量
7s
氧含量
3s
7s
7 mg/m2
8.750 mg/m2
4.386 mg/m2
5.482 mg/m2
以下内容是 对烘烤过程对样品表面成 分的影响进行研究
对于这两款产品 客户一定会选择后者
VS
可见马口铁表面的涂饰性对产品的增值具有很大的影响
研究的背景和意义
镀锡板在应用过程中需要进行外印处理。
外印主要是增加镀锡板的耐蚀性、美观、产品的多样化。
因此,弄清镀锡板与涂料之间的结合机理及其影响因素, 对提高镀锡板的市场竞争力有着重要的实际意义。同时, 对分清镀锡板产品市场的质量异议具有重要的指导意义。 以上就是研究的背景和意义
马口铁基板涂油

目录
马口铁基板涂油要求镀锡线厂家对马口铁基板涂油要求:
马口铁基板涂油的方式:
国外静电涂油:刀梁涂油:
喷嘴涂油:
国内新技术马口铁基板涂油要求 镀锡线厂家对马口铁基板涂油要求:
马口铁基板涂油的方式:
国外静电涂油: 刀梁涂油:
喷嘴涂油:
国内新技术
展开 马口铁基板指的是做马口铁的原料,是轧硬卷。自镀锡线在中国的蓬勃发展,市场竞争的日益激烈,价格的竞争也日趋白热化,对于原本的单一镀锡或者冷板的厂家,对于延长生产领域或者产品的深加工成了板材生产厂家提高利润的一种市场战略。于是,马口铁基板线也属于镀锡板市场的一个制高点。
国外静பைடு நூலகம்涂油:
刀梁涂油:
目前,国外刀梁静电涂油机的厂家以美国GFG和德国DUMA为代表的厂家,对于马口铁基板的涂油仍用刀梁的技术,涂油量能做到100mg/m2, 但是刀梁的堵塞情况仍然是不能克服的问题。
喷嘴涂油:
目前,国外喷嘴静电涂油机的厂家以美国TRION UAS,GFG,TOTALSTAT为主,喷嘴技术在国外低涂油量的场合得到了广泛应用,喷嘴用压缩空气雾化油的原理,不存在堵塞,且对于油膜厚度的可控取决于喷嘴的技术。
马口铁基板涂油的方式:
市场上,由于技术发展的原因,大多还应用传统的刀梁雾化的静电涂油机方式,但是这种刀梁有几点弊端: ? 涂油量一般在300-3500mg/m2,涂油量过大,导致设备周围油污的污染很大,打包的板材周边都会油污外溢,防锈油的使用成本增大, ? 随着中国基础工艺的提高,现在有刀梁能做到120-180mg/m2单面的精密的狭缝刀梁,但是由于马口铁基板厂家的生产现场环境比较差,而刀梁涂油宽度的不可控,循环使用的DOS油容易有污染物而导致堵塞狭缝刀梁而产生容易堵塞,由于现场的环境及刀梁的涂油宽度的不可控,费油的循环的利用,导致刀梁堵塞现象非常频繁,? 刀梁开口精度变大,刀梁堵塞后需要用极薄的片状物来清洁刀梁,由于长期的摩擦,导致刀梁开口变大,涂油量会更大及可控性更差。 典型的刀梁微量静电涂油机
马口铁涂布常见问题及处理方法
马口铁涂布常见问题及其处理方法马口铁印刷原理与平版胶印原理基本类似,只不过马口铁的印刷对象是非吸附性低碳镀锡薄钢板。
印刷前必需在马口铁表面少布一层涂膜,它的主要作用是既能牢固地附着在马口铁表面,同时又能与印刷在其表面的油墨附着、黏合。
对于特殊胜任的印刷马口铁产品还需在其背面涂面一层内涂料,以保护其内容物的品质。
同时要确保马口铁印刷品在转入下一工序时有一定的机械加工性能和使用价值。
目前,有关马口铁平版印刷出现的质量问题已有许多杂志介绍过,本文不再涉及。
下面主要就马口铁涂布过程中常见的质量问题及处理方法进行阐述。
一、马口铁外观质量常见问题的处理1.涂布不匀涂布在马口铁表面的涂烊厚薄不一,在相同的温度、速度下烘干,极易出现涂膜厚处硬化不够、涂膜薄处硬化过度的现象,造成涂膜的附着性、硬度、耐腐蚀性、耐弯折性、抗冲击性等下降,对于有色涂料将看到涂膜颜色深浅不一。
影响涂布不匀的因素有以下几点。
1)滚、辊之间的两端间隙不一。
胶辘滚筒与压涂滚筒、着料辊与胶辘滚、着料辊与传料辊、供料辊与传料辊四组滚、辊之间的间隙调节左右不一致时往往会造成马口铁进料方向上左右涂层厚薄不一。
处理方法:出现此种涂膜厚度不一时,先用塞规检查供料辊与传料辊两端间隙是否一致,再检查着料辊与传料辊两端间隙是否一致,当上光头三辊互相平行时,调整交辘滚筒与压涂滚筒、上光头与胶辘滚筒之间的间隙,使三辊、两滚均互相平行。
2)涂料黏度太大。
涂料黏度太黏,树脂高分子间的内聚力就大,当内聚力大于树脂在马口铁表面的黏附力时,料涂布在马口铁上不能均匀地充展开,且涂布机转速越高,越容易造成马口铁表面无规则涂布不均匀。
处理方法:适当降低涂料黏度,或者有表面张国小的溶剂作稀,春目的是降低树脂高分子间的内聚力,使涂料在马口铁表面均匀地流展开,并减慢涂布速度,吏作料有足够的时间在马口铁表面流展均匀。
3)马口铁表面含油量偏高。
马口铁表面的油膜主要是保护马口铁在涂布前不被氧化腐蚀,油膜越厚,涂料树脂高分子在马口铁表面的润湿性愈差,吏作料无法均一附着在马口铁的表面。
水性涂料在马口铁易开盖刻线修补中的应用研究
水性涂料在马口铁易开盖刻线修补中的应用研究■文/义乌市易开盖实业公司翟银星卢杨斌邱逊吴海洋摘要:本文针对马口铁易开盖刻线修补中存在的VOC排放问题,提出使用水性涂料的方案,并从水性涂料应用的瓶颈出发,从喷涂工艺的设定、固化工艺的调整、润湿性及防锈性能等方面进行了应用研究,为后续易开盖生产进一步降低VOC排放提供了思路。
采離詞:水性涂料易开盖刻线修补马口铁易开盖为达到易于开启的目的,需在盖面上预刻一定深度的刻线,导致金属表面的涂层受到破坏,为防止铁基材生锈,需在刻线处进行刻线修补。
目前国内用于刻线修补的涂料均为溶剂型,施工过程中往往还需额外加入大量的稀释剂,加热固化后约有70%的挥发性有机物会往大气中排放,为达到排放要求,企业需安装相应的有机废气处理设备进行处理。
近年来随着国际和国内的环保政策和法规呈现越来越严的趋势,推进低排放的水性涂料应用已成为必然选择。
水性涂料是用水作溶剂或者分散介质的材料,具有节能环保、不燃不爆、超低排放、低碳健康等特点。
目前,水性涂料广泛使用在木器、工业涂装、塑料、玻璃、建筑表面,金属包装领域主要用于罐内壁全喷⑴,但在易开盖刻线修补方面尚未涉及。
1•水性修补料的应用瓶颈水性涂料按成膜物质分主要有水性醇酸树脂涂料、水性聚氨酯涂料、水性环氧树脂涂料、水性丙烯酸酯涂料、水性氟碳涂料図。
用于马口铁易开盖刻线修补料的涂料一般为水性环氧树脂涂料与水性丙烯酸酯涂料,与传统的溶剂型涂料的性能对比如下表一:从表一可以看出,水性涂料在刻线补涂上存在三个方面的短板:(1)水性涂料的粘度高,固含低,必须针对喷涂工艺进行调整以达到厚度的要求;(2)固化温度要求高,现有的补涂设备难以满足,需开发低固化温度的水性涂料以满足设备150°C的最高温度上限;(3)润湿性,若润湿性不好,膜厚无法均匀分布,防锈性能无法满足要求。
为此安排喷涂工艺、固化条件及润湿性等方面进行研究。
中国包装2019.91512.喷涂工艺研究为了达到膜厚的要求,主要通过调整喷嘴 孔径、气压来完成,见表二。
浅谈马口铁印刷工艺及特点

1、 在铁皮印刷中,由于承印物马口铁的不吸收性及铁皮具有一定的硬度,印刷时,网点的变形较纸张更为明显,尤其在暗调和中间调区域,由于网点变形,中间调跳级变深,暗调急剧变化升级,使用方形网点更为明显,而菱形网点或圆形网点,中间调的突变现象有所缓解,因此,印铁制版网点均选择圆形网点或菱形网点,这对印铁网点再现比较有利。
1. 印刷油墨:
a) 油墨的干燥性及耐热性,印铁油墨的固化要经过加热干燥,所以要求加热后的白墨不变、不发黄,彩色墨不褪色、不变色,上光油不失光,印铁油墨一般经150℃、10-12分钟固化,但通常后工序中如光油烘烤高频电阻焊接,内补涂、内全喷烘烤,温度要达到180-220℃,因此,油墨耐热性能显得更为重要。
2、 因马口铁印刷好后,还要加工成型,所以制版时要留出焊缝边等预留加工部分,以保证加工成型后,文字图案不偏离中心。
3、 所有焊接成型的产品如喷雾罐的印版缝缝边绝对不能有图文、异色点等,以保证后继焊接的需要。
四、 印刷:
马口铁经过内涂、外涂工序后可上机印刷,因马口铁表面光洁,不吸收油墨且具有一定的硬度和厚度,所以马口铁印刷一般都采用的是胶版印刷,其印刷原理:油水不相溶、网点构象与成色、选择性吸附。马口铁平版印刷与单张纸胶印基本一样,但由于马口铁的特殊性也决定了马口铁印刷与普通的胶版印刷有一定不同,主要有以下几个方面。
峰值温度保持的太短,涂料或油墨烘烤得不充分,会导致油墨、涂料发软,不能充分发挥其保护或其他功能。高温蒸煮试验后,常常出现附着力不好。峰值温度保持的过长,会引起烘烤过度,涂料会变脆,在加工时易断裂,烘烤过度还会引起涂料、油墨的颜色变黄。
为避免烘烤不充分、烘烤过度,必须定时检查烘房温度曲线图,以确定标准机器速度下的温度峰值时间
马口铁工艺研究

唐山国丰钢铁有限公司马口铁工艺路线研究郭幼永、郑涛、张义春国丰公司马口铁自2009年试生产大部分产品采用双联工艺,随着钢材市场竞争日益激烈,成本压力逐渐加大,因此第一炼钢厂于2010年7月进行马口铁单、双联工艺对比试验,本文对本次试验阶段成果进行对比分析。
前言目录一、装备条件和工艺路线二、马口铁化学成分控制标准三、冶炼工艺研究四、双联与单联工艺操作过程对比五、总结1、装备条件第一炼钢厂120吨系统拥有双工位单喷钝化镁脱硫站1座,单包处理能力125吨;120吨顶底复吹转炉2座;130吨双工位LF炉两座;130吨双工位RH-TOP真空精炼炉1座;2机2流R6.5m板坯连铸机2台,中间包容量55吨,浇注断面180×700~1300mm2。
2、马口铁工艺简介原马口铁双联工艺:脱硫扒渣—转炉出钢轻脱氧—LF精炼升温—RH高氧位进站处理—板坯浇注;双联调整工艺:脱硫扒渣—转炉出钢轻脱氧—LF精炼脱氧造渣、升温—RH低氧位进站处理—板坯浇注;经LF单联工艺:脱硫扒渣—转炉出钢脱氧—LF精炼脱氧造渣、升温、钙处理—板坯浇注二、马口铁化学成分控制标准化学成分%牌号C Si Mn P S AlsMRT3-BA0.10±0.015≤0.020.45~0.55≤0.02≤0.0180.010~0.065 MRT4-BA0.095±0.015≤0.020.45~0.55≤0.02≤0.0180.010~0.060随着采用双联工艺(转炉→LF→RH)和全脱硫铁水冶炼,温度控制和P、S超标等问题得到有效控制,但仍有部分问题有待解决。
(一)双联冶炼工艺路线暴漏出的问题该产品研发初期,为保证钢水洁净度,采用了LF+RH精炼,但LF+RH双联精炼时,顶渣氧化性强,钢水二次氧化严重无法进行钙处理对夹杂物变性,钢水可浇性差。
1、RH 钢水净循环时间对夹杂物控制的影响簇状Al 2O 3是在钢中溶解氧含量很高时向钢液加入足够量的铝脱氧生成的,簇状Al 2O 3与钢液间湿润性很差由钢液中上浮去除的很快。