曼标表面处理
表面处理的标注
表面处理的标注表面处理在零件或部件的工作过程中,由于其表面的磨损、腐蚀和疲劳而导致成了十分惊人的经济损失,因而我们技术工作者用物理、化学、机械等方法来改变零构件表面的组织成分,即表面处理,获得要求的性能,以提高产品的可靠性或延长其寿命。
此外,表面处理可以充分发挥材料的潜力,节约能源,降低生产成本。
因此,设计人员在设计零部件时,应充分合理地选择各种表面处理方法。
今天在这里介绍常用金属的镀覆、化学、电化学处理层的表示方法,包括内容有:镀锌、镀铜、镀镍、镀镉、氧化、磷化、钝化等,按gb/t13911-1992的统一规定。
技术工作者一定要注意到国家正处在向国际通行标准接轨,旧的标准不断修订,新的标准不断颁布。
所以我们的图纸和技术文件努力把现行的最新国家标准贯彻到图中去,以跟上时代发展的步伐。
1.金属镀层和化学表面处理方法的符号1)基体材料表示符号(常用基体材料)材料名称符号铁、铜、铁铜、铜合金铜、铝合金铝、锌合金锌镁、镁合金mg钛、钛合金ti塑料pl(国际缩写)金属材料的化学元素符号:合金材料用其主要成分的化学元素符号表示,非金属材料用国际缩写表示。
2)电镀方法和处理方法的符号:方法名称符号(英文缩写)电镀ep化学镀ap电化学处理et化学处理ct3)化学和电化学处理名称的表示符号进程名称符号钝化p(不能理解为元素符号磷)氧化o电解着色ec磷化ph阳极氧化a电镀锌铬酸盐处理ca.电镀锌光亮铬酸盐处理c1ab、化学镀锌彩虹铬酸盐处理C1b(漂白型)常用C.化学镀锌彩虹铬酸盐处理C2C(彩虹型)常用D.化学镀锌深铬酸盐处理C2D(符号C;分类1和2;类型:a.b.C.D)2。
金属镀层、化学和电化学表示(图纸上的标记)1)金属镀覆表示方法:示例:例1 fe/ep。
cun15bcy0。
3毫升。
(钢材,电镀铜10μm,光亮镍15μm,微裂纹铬0.3μm)例2.fe/ep.zn7.c2c(钢.电镀锌7)μm.彩虹铬酸盐处理2级(C型)(彩虹型)示例3 cu/ep。
(完整版)表面处理标准汇总

试验方法标准 醋酸-盐雾试验
ASTM B287
44
试验方法标准 铜加速的醋酸-盐雾试验(CASS试验)
ASTM B368
45
试验方法标准 用锥形挠曲机试验附着的有机涂层的伸长
ASTM D522
46
试验方法标准 镜面光泽
ASTM D523
47
方法标准 试验色漆、清漆、喷漆和有关产品用钢板的制备
ASTM D609
ISO 8130-9
38
金属的磷酸盐转化膜-确定要求的方法
ISO 9717
39
化学转化膜-铝及铝合金上的漂洗和不漂洗铬酸盐转化膜
ISO 10546
40
人造气氛腐蚀试验-盐雾试验
ISO 9227
41
金属材料上的转化膜-单位面积上膜层质量的测量-重量法
ISO 3892
42
试验方法标准 盐雾试验
ASTM B117
GB 14443
6
污水综合排放标准
GB 8978
国际标准部分
序号
标准名称
标准号
1
色漆和清漆-试验用标准样板
ISO 1514
2
色漆和清漆-划痕试验
ISO 1518
3
色漆和清漆-弯曲试验(圆柱轴)
ISO 1519
4
色漆和清漆-压痕试验
ISO 1520
5
色漆和清漆-摆杆阻尼试验
ISO 1522
6
色漆和清漆、石油和有关产品闪点的测定-闭杯平衡法
ASTM E376
69
试验方法标准 管道涂层的耐冲击性(石灰石落降试验)
ASTM G13
70
试验方法标准 管道涂层的耐冲击性(落锤试验)
钢铁表面处理标准说明及各标准比较

钢铁表面主要表面处理标准GB8923-88 中国国家标准ISO8501-1:1988 国际标准化组织标准SIS055900-1967 瑞典标准SSPC-SP2,3,5,6,7和10 美国钢结构涂装协会表面处理标准 BS4232 英国标准DIN55928 德国标准JSRA SPSS 日本造船研究协会标准国标GB8923-88 对除锈等级描述:喷射或抛射除锈以字母“Sa”表示。
本标准订有四个除锈等级:Sa1 轻度的喷射或抛射除锈钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮,铁锈和油漆涂层等附着物。
Sa2 彻底的喷射或抛射除锈钢材表面应无可见的油脂和污垢,并且氧化皮,铁锈和油漆涂层等附着物已基本清除,其残留物应该是附着牢固的。
Sa2.5 非常彻底的喷射或抛射除锈钢材表面应无可见的油脂,污垢,氧化皮,铁锈和油漆涂层等附着物,任何残留的痕迹应仅是点状或条纹状的轻微色斑。
Sa3 钢材表面外观洁净的喷射或抛射除锈钢材表面应无可见的油脂,污垢,氧化皮,铁锈和油漆涂层等附着物,该表面应显示均匀的金属色泽。
手工和动力工具除锈以字母“St”表示。
本标准订有二个除锈等级:St2 彻底的手工和动力工具除锈钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。
St3 非常彻底的手工和动力工具除锈钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。
除锈应比St2更为彻底,底材显露部分的表面应具有金属光泽。
我国的除锈标准与相当的国外除锈标准对照表:注:SSPC中的Sp6比Sa2.5 略为严格,Sp2为人工钢丝刷除锈,Sp3为动力除锈。
表面粗糙度及其评定喷砂、抛丸、手工和动力除锈,其目的除达到前述一定的表面清洁度外,还会对钢铁表面造成一定的微观不平整度,即表面粗糙度。
对于涂漆前钢铁表面的粗糙度通常以一些主要的波峰和波谷间的高度值来表示。
钢铁表面粗糙度对漆膜的附着力,防腐蚀性能和保护寿命有很大影响。
表面处理检验标准(喷塑、磷化、电镀、发黑、阳极氧化)

涂膜附着力(划格实验)
5.6 涂膜附着力检验(基体金属为铁、钢、铝及铝合金):
5.6.1 采用划格—胶带粘贴法测定漆膜附着力,每批次以一件或两件检验则可。不合格时可用加 严检验。 5.6.2 检验方法:使用锋利刃口的刀片(刃口宽要求 0.05mm,刃口达到 0.1mm 时必须重新磨刃 口),沿能确保得到直线切口的导向器,刃口在相对涂面 35-45 度角,均速划线。划线位置距产 品边缘最近距离不应小于 2mm,切口要保证切到基体,在涂膜上,切出每个方向是 6 至 11 条切口 的格子图形,切口以 1mm 间隔隔开,长度约 20mm。对于涂膜厚度大于 50μm,小于 125μm(喷 塑要求厚度 80--150μm,喷漆要求厚度 20--26μm),切口以 2mm 的间隔隔开。在将格子区切屑用
5.2 表面粗糙度应达到设计要求的表面粗糙度值。 5.3 耐蚀性检查
5.3.1 浸入法 将磷化后的样板浸入 3﹪的氯化钠溶液中,经两小时后取出,表面无锈渍为合格。出现锈渍时 间越长,说明磷化膜的耐蚀性越好。 5.3.2 点滴法 室温下,将蓝点试剂滴在磷化膜上,观察其变色时间。磷化膜厚度不同,变色时间不同。厚膜 ﹥5 分钟,中等膜﹥2 分钟,薄膜﹥1 分钟。
ISO 等级:1 ASTM 等级:4B 在切口的相交处有小片剥落,划格区内实际破损不超过 5%
ISO 等级:2 ASTM 等级:3B 切口的边缘和/或相交处有被剥落,其面积大于 5%,但不
到 15%
ISO 等级:3 ASTM 等级:2B 沿切口边缘有部分剥落或整大片剥落,及/或者部分格子被 整片剥落。被剥落的面积超过 15%,但不到 35%
574检验方法将试样竖立吊挂在温度401容量在500ml以上的氯化钠溶液中溶液每天更换一次在72小时的试验周期内除更换溶液可中断浸泡法不需更换其余时间试验必须连续进行试验结束后将试样取出在常温下充分水洗干燥并与试样前的样品对比检查其表面是否起泡起皮涂层与基体接触面是否生锈漏底
金属标牌的表面处理工艺流程介绍

金属标牌是现代社会各个领域应用的非常广泛的一种产品,但是有很多刚刚从事金属标牌制作行业的工作人员,还不是很了解金属标牌制作这方面的知识,比如在制作金属标识标牌时,该如何处理金属标牌表面?金属标牌表面处理工艺流程:01、超声波清洗利用超声波在液体中的空化作用、加速度作用及直进流作用对液体和污物直接、间接的作用,使污物层被分散、乳化、剥离而达到清洗目的。
02、喷油将油漆喷在产品表面,自然风干的方式。
03、烤漆在基材上打上底漆、面漆,每上一遍漆,都送入无尘衡温烤房,烘烤。
04、喷涂利用压力或静电力将油漆或粉末附着在工件表面,使工件有防腐和外观装饰作用。
05、电镀镀层金属或其他不溶性材料做阳极,待镀的工作做阴极,镀层金属的阳离子在待镀工件表面被还原形成镀层。
为排除其它阳离子的干扰,且使镀层均匀、牢固,需用含镀层金属阳离子的溶液做电镀液,以保持镀层金属阳离子的浓度不变。
电镀的目的是在基材上镀上金属镀层,改变基材表面性质或尺寸。
电镀能增强金属的抗腐蚀性(镀层金属多采用耐腐蚀的金属)、增加硬度、防止磨耗、提高导电性、润滑性、耐热性、和表面美观。
金属标牌在现代社会各个领域运用越来越多,广泛运用与电子产品、家电、机械及民用产品等领域。
金属标牌制作主要以铜、铁、铝、锌合金、钛金、不锈钢等原材料为基础,通过冲压、压铸、蚀刻、印刷、仿珐琅、烤漆、电镀等工艺制作而成。
总结其实金属标牌制作的表面处理方法还有很多种,以上所说的都是最常用和最简单的金属标牌处理工艺方法,同时也希望上面所说的内容能够帮助到你。
以上就是今天带给大家的内容分享,希望对大家有所帮助,同时也感谢大家一直以来的关注与支持!河南都赞城标识标牌有限公司是一家专业的标牌设计制作企业,也是标牌定制生产领域中赋有价值的实战派企业,有自己的标牌制作生产工厂。
主要制作房地产小区、商业写字楼、公园景区、酒店、学校、医院、商场、银行等标识标牌;提供门牌、指示牌、警示牌、去向牌、草地树木牌、停车牌、吊牌、楼层索引牌、导视牌、精神堡垒、宣传栏等定制加工生产。
汽车塑料标牌的表面处理工艺

1.1 附件1:ace与GBT19011-2008标准主要差异性分析汽车塑料标牌的表面处理工艺李长城徐关庆杨忠国汽车标牌不仅要求造型美观、字迹图案流畅,而且表面应具有金属的装饰感,同时其耐蚀性和耐候性也必须符合汽车外饰装饰件的要求,如中国第一汽车集团公司汽车外饰件需符合TL-VW528/B 标准。
目前绝大多数汽车标牌都采用塑料立体标牌,其制造工艺流程大体为:注塑成型→表面处理→后处理→背面粘贴双面压敏胶带→包装。
其中,常用的汽车塑料标牌表面处理工艺主要有三大类型:(1) 湿法电镀工艺+喷漆;(2) 真空镀膜工艺+喷漆;(3) 烫印工艺。
1 塑料电镀工艺根据TL-VW528/B标准要求,汽车外饰件的装饰防蚀性镀层的镀层体系为:Cu≥30μm,Ni≥15 μm,Cr≥0.8 μm;铬镀层应为微裂纹铬,其微裂纹数应为250~800条/cm。
该镀层应通过+100 ℃,30 min-标准环境温度,30 min→-40 ℃,4h热循环试验;耐蚀性应通过腐蚀膏试验(DIN 50958标准)5×16周期,耐潮湿性应通过DIN50017KFW标准48 h,镀层外观应均匀、光泽度高。
目前,市场上一些汽车标牌电镀采用铜镍铬工艺,镀层厚度低于TL-VW528/B标准,其工艺流程为:消除内应力→除油→水洗→化学粗化→水洗→还原→水洗→胶体钯活化→水洗→解胶→水洗→预镀镍→水洗→酸性光亮镀铜→水洗→除膜→光亮镍→水洗→镀铬→水洗→烘干→局部喷黑色油漆→烘干。
电镀标牌的优缺点如下:(1)镀层光亮,耐磨性优良,采用双镍加微裂纹铬镀层体系,镀层耐蚀性可通过TL-VW528/B标准。
表面可采用镀铬或镀金等工艺,装饰性好。
(2)对环境污染严重;工艺复杂,一次合格率不够高,生产成本比较高;镀层花式比较单调,很难镀出有均匀丝纹的亚光镀层;镀层上局部喷漆的附着力欠佳,在使用中经常出现局部漆膜脱落现象。
(3)电镀标牌一般多用于高档轿车的前标志上。
LENS的种类
LENS的种类1. 注塑LENS,基材为注塑成型之产品,主要材料有PMMA、PC两种。
2. 模切LENS,基材为平面塑料板材切割而成,主要材料有PMMA、PC两种。
二.LENS的表面加硬 1. 强化,把LENS浸泡在化学药水里使基材表面形成一层薄膜,PMMA硬度可达4H,PC达2~2.5H, 强化后LENS的透明度会更好。
强化工序需要LENS上有一特殊的手柄,在制做塑胶模具时要注意。
强化不同的塑料,使用不同的药水。
强化后的LENS,表面印刷也要使用特殊工艺才能保证附着力。
2. IMD透明膜表面加硬, 透明加硬膜置于注塑模内,成型时印在LENS表面上, 硬度可达3~4H。
3. IMD印刷膜表面加硬,与透明膜表面加硬不同的是,这种方式把图案、文字等表面装饰一并做在LENS的外表面,而透明膜表面加硬的LENS需要在背面另做印刷等加工。
4. 金刚石镀膜表面加硬,硬度可达9H。
5. 表面喷UV, 硬度可达3~4H。
三.注塑LENS: 1. 制作工艺流程模具制作---注塑成型---表面加硬---电镀(溅镀) ---丝印(移印)---蚀刻---贴镭标---背胶---包装注:此只为一大致流程,不同类型的LENS会有各自不同的加工流程 2. 设计注意事项 a. 考虑进胶口的位置,一般要设计一个能隐蔽进胶口的位置,如不能将会增加废品率、提高成本。
b. 厚度在0.8~2.0之间比较合适。
c. 注意表面R>160,防止把LENS做成放大镜 3.特点:可做各种3D形状, 四.模切LENS: 1. 制作工艺流程裁板---电镀---丝印---蚀刻---NC加工---贴镭标---背胶---包装2. 设计注意事项 a. 由于原料为标准板材,厚度有一定规格,常用有0.8、1.0mm,其它厚度要同供应商咨询。
b. 外形为机械加工,对形状有一定限制,内凹之R要6mm以上。
c. 由于弧度为弯曲加工而成,产品只允许平均厚度、单向弧度DLC(類金鋼石)鍍膜要求高耐磨,高潤滑性現在粉末冶金模具,縫紉機零部件,柴油機發動機,空調壓縮機滑片用的最多。
表面处理标准大众13750-中文

保密,保留所有权力。
未经大众汽车集团标准部门的许可,不得复制或转换本文件的任何一部分。
合同当事方仅能通过B2B供应商平台“”获取本标准。
第2页删除了“带微小裂缝的光亮镀铬处理”表面保护类型(代码f320),(代替以Ofl-f350)。
制定了“镀锡处理”表面保护类型的涂层厚度(代码g...)。
增补了电解沉积铝和铝/猛合金涂层的表面保护类型(代码q600, q605, q610, q615)。
含六价铬Cr(VI)的“镀锌/铁合金处理”表面保护类型(代码r600, r605, r610, r620 和r630),限于可行的应用(不再允许用于新设计,有关替代类型请参见表A.1)。
增补了不含六价铬Cr(VI)的“镀锌/铁合金处理”表面保护类型(代码r301和r302)。
“镀锌/镍合金处理”表面保护类型(代码r640, r650, r660, r665, r670, r675),限于可行的应用(不再允许用于新设计,有关替代类型请参见表A.1)。
增补了不含六价铬Cr(VI)的“镀锌/镍合金处理”表面保护类型(代码r642, r643, r649, r672, r673和r677)。
增补了不含六价铬Cr(VI)的“复合镀层处理”表面保护类型(代码s611, s617, s621和s627)。
含六价铬Cr(VI)的“复合镀层处理”表面保护类型(代码s610, s615, s620和s625),限于可行的应用(不再允许用于新设计,有关替代类型请参见表A.1)。
“锌片涂层”表面保护类型(代码t300, t310, t320, t345, t600, t620和t645),限于可行的应用(不再允许用于新设计,有关替代类型请参见表A.1)。
增补了不含六价铬Cr(VI)的“锌片涂层”表面保护类型(代码t602, t611, t615和t647)。
重新增补了“表面镀黑抛光处理”表面保护类型(代码u110)。
含六价铬Cr(VI)的“渗铬处理”表面保护类型(代码v110),限于可行的应用(不再允许用于新设计,代替以Ofl-v111)。
tm5001表面处理标准

tm5001表面处理标准TM5001表面处理标准是指一种用于金属表面处理的标准,适用于各种金属制品的表面处理。
采用TM5001表面处理标准可以有效提高金属制品的耐腐蚀性和耐磨性,延长其使用寿命。
本文将从表面处理的定义、作用、标准内容、执行步骤等方面进行详细介绍,以帮助读者更全面地了解TM5001表面处理标准。
一、表面处理的定义1.表面处理是指对金属制品表面进行特定处理,以改善其外观、性能和耐久性的过程。
2.表面处理可以包括除锈、除油、磷化、镀锌等过程,旨在提高金属制品的使用寿命和外观质量。
二、表面处理的作用3.表面处理可以增强金属制品的耐腐蚀性,降低其氧化速度。
4.表面处理可以提高金属制品的耐磨性,延长其使用寿命。
5.表面处理可以改善金属制品的外观,提升产品档次。
三、TM5001表面处理标准的内容6.TM5001表面处理标准规定了金属制品表面处理的工艺流程和要求。
7.TM5001表面处理标准包括了酸洗、磷化、喷涂等多个环节。
8.TM5001表面处理标准要求严格执行,保证金属制品表面处理的质量和稳定性。
四、TM5001表面处理标准的执行步骤9.首先,对金属制品进行清洗,去除表面的油污和杂质。
10.其次,进行酸洗处理,去除金属表面氧化层,使其更易于磷化处理。
11.然后,对金属制品进行磷化处理,形成一层密封性好的磷化膜。
12.最后,进行涂装或喷涂,保护金属制品表面,延长其使用寿命。
五、TM5001表面处理标准的应用范围13.TM5001表面处理标准适用于各种金属制品的表面处理,如钢铁、铝合金、不锈钢等。
14.TM5001表面处理标准可以应用于汽车零部件、建筑材料、机械设备等领域。
六、TM5001表面处理标准的优势15.TM5001表面处理标准具有处理工艺简单、效果显著、成本低廉等优点。
16.TM5001表面处理标准能够有效提高金属制品的表面质量,增强其耐用性。
七、TM5001表面处理标准的重要性17.TM5001表面处理标准对于提高金属制品的质量、延长使用寿命具有重要意义。
机械制造中的表面处理符号

机械制中的表面处理符号在机械制造中,表面处理符号是一种用于标识表面处理方法和要求的标记系统。
这些符号通常用于技术图纸和工程文件中,以确保制造过程中对表面处理的准确理解,从而保证产品的质量和可靠性。
在机械制造中,表面处理非常重要,它可以改善材料的外观、抗腐蚀性能、磨损性能和润滑性能等。
表面处理符号的使用可以帮助生产人员和质检人员准确地理解和执行表面处理要求。
以下是常见的表面处理符号及其含义:1. 光亮度要求- 记号:“Rz”- 含义:表明在某个表面上需要达到一定的光亮度。
光亮度通常通过表面粗糙度参数"Rz"来表示,在技术图纸中可以给出具体的数值要求。
2. 防锈要求- 记号:“RX”- 含义:表明在某个表面上需要进行防锈处理。
防锈方法可以是镀锌、镀镍、喷涂特殊涂层等。
具体的防锈方法需要根据具体要求进行选择。
3. 涂层要求- 含义:表明在某个表面上需要进行特定类型的涂层处理。
不同的涂层类型和要求可以用不同的记号来表示,如“C1”表示涂层类型为烤漆,C2表示涂层类型为喷涂高温阻隔涂料等。
4. 脱脂要求- 记号:“D”- 含义:表明在某个表面上需要进行脱脂处理。
脱脂处理可以去除表面的油脂和污垢,以便后续的表面处理。
5. 电镀要求- 记号:“E1”、“E2”、“E3”等- 含义:表明在某个表面上需要进行特定类型的电镀处理。
不同的电镀类型和要求可以用不同的记号来表示,如“E1”表示电镀铬,E2表示电镀镍等。
6. 研磨要求- 记号:“G1”、“G2”、“G3”等- 含义:表明在某个表面上需要进行特定类型的研磨处理。
不同的研磨类型和要求可以用不同的记号来表示,如“G1”表示粗研磨,G2表示中等研磨等。
7. 喷砂要求- 含义:表明在某个表面上需要进行喷砂处理。
不同的喷砂要求可以用不同的记号来表示,如“S1”表示喷砂压力为0.3-0.6MPa,S2表示喷砂压力为0.6-0.8MPa等。
表面处理符号的使用可以提高工作效率,消除误解和不必要的沟通。
曼标表面处理
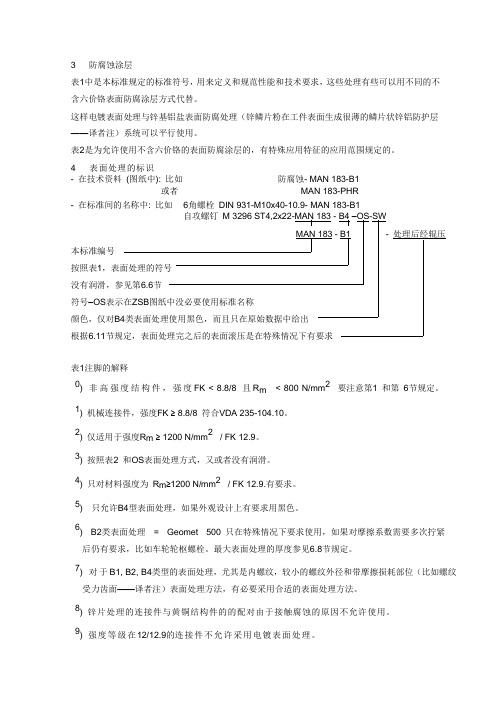
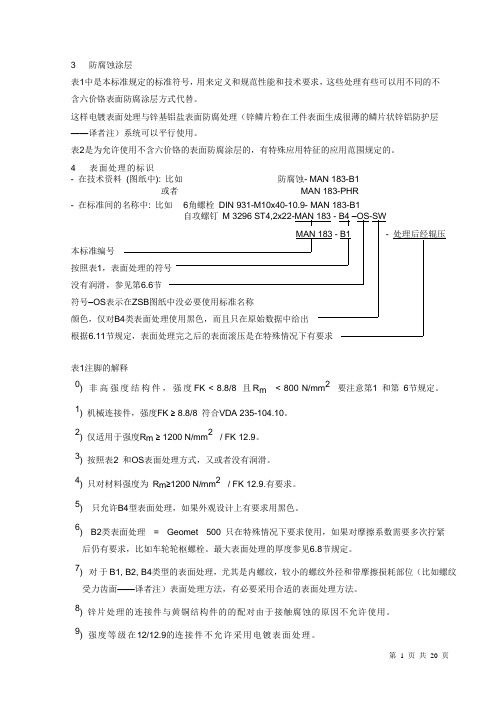
3 防腐蚀涂层表1中是本标准规定的标准符号,用来定义和规范性能和技术要求,这些处理有些可以用不同的不含六价铬表面防腐涂层方式代替。
这样电镀表面处理与锌基铝盐表面防腐处理(锌鳞片粉在工件表面生成很薄的鳞片状锌铝防护层——译者注)系统可以平行使用。
表2是为允许使用不含六价铬的表面防腐涂层的,有特殊应用特征的应用范围规定的。
4 表面处理的标识- 在技术资料(图纸中): 比如防腐蚀- MAN 183-B1或者MAN 183-PHR- 在标准间的名称中: 比如6角螺栓DIN 931-M10x40-10.9- MAN 183-B1本标准编号按照表1符号–OS颜色,仅对根据6.11表1注脚的解释2要注意第1 和第6节规定。
0) 非高强度结构件,强度FK < 8.8/8 且Rm< 800 N/mm1) 机械连接件,强度FK ≥ 8.8/8 符合VDA 235-104.10。
2/ FK 12.9。
2) 仅适用于强度Rm≥ 1200 N/mm3) 按照表2 和OS表面处理方式,又或者没有润滑。
2/ FK 12.9.有要求。
4) 只对材料强度为Rm≥1200 N/mm5) 只允许B4型表面处理,如果外观设计上有要求用黑色。
6) B2类表面处理= Geomet 500 只在特殊情况下要求使用,如果对摩擦系数需要多次拧紧后仍有要求,比如车轮轮枢螺栓。
最大表面处理的厚度参见6.8节规定。
7) 对于B1, B2, B4类型的表面处理,尤其是内螺纹,较小的螺纹外径和带摩擦损耗部位(比如螺纹受力齿面——译者注)表面处理方法,有必要采用合适的表面处理方法。
8) 锌片处理的连接件与黄铜结构件的的配对由于接触腐蚀的原因不允许使用。
9) 强度等级在12/12.9的连接件不允许采用电镀表面处理。
续表2,5 实施程序由于旧汽车规定方面的有原因许多供应商没有能力提供不含六价铬的表面锌鳞片涂层防腐处理,所以这些供应商要被其他有能力的取代。
标牌制作常见金属表面处理工艺
以下内容是由易美标识为您精心收集,易美标识是北京专业从事标牌制作规划与设计,标识标牌制作等导示系统整体解决方案提供商。
电镀镀层金属或其他不溶性材料做阳极,待镀的工件做阴极,镀层金属的阳离子在待镀工件表面被还原形成镀层。
为排除其它阳离子的干扰,且使镀层均匀、牢固,需用含镀层金属阳离子的溶液做电镀液,以保持镀层金属阳离子的浓度不变。
电镀的目的是在基材上镀上金属镀层,改变基材表面性质或尺寸。
电镀能增强金属的抗腐蚀性(镀层金属多采用耐腐蚀的金属)、增加硬度、防止磨耗、提高导电性、润滑性、耐热性、和表面美观。
电泳电泳是电泳涂料在阴阳两极,施加于电压作用下,带电荷涂料离子移动到阴极,并与阴极表面所产生之碱性作用形成不溶解物,沉积于工件表面。
电泳表面处理工艺的特点:电泳漆膜具有涂层丰满、均匀、平整、光滑的优点,电泳漆膜的硬度、附着力、耐腐、冲击性能、渗透性能明显优于其它涂装工艺。
电泳工艺优于其他涂装工艺。
镀锌镀锌是指在金属、合金或者其它材料的表面镀一层锌以起美观、防锈等作用的表面处理技术。
现在主要采用的方法是热镀锌。
发黑钢制件的表面发黑处理,也有被称之为发蓝的。
其原理是将钢铁制品表面迅速氧化,使之形成致密的氧化膜保护层,提高钢件的防锈能力。
发黑处理现在常用的方法有传统的碱性加温发黑和出现较晚的常温发黑两种。
但常温发黑工艺对于低碳钢的效果不太好。
A3钢用碱性发黑好一些。
在高温下(约550℃)氧化成的四氧化三铁呈天蓝色,故称发蓝处理。
在低温下(约3 50℃)形成的四氧化三铁呈暗黑色,故称发黑处理。
在兵器制造中,常用的是发蓝处理;在工业生产中,常用的是发黑处理。
采用碱性氧化法或酸性氧化法;使金属表面形成一层氧化膜,以防止金属表面被腐蚀,此处理过程称为“发蓝”。
黑色金属表面经“发蓝”处理后所形成的氧化膜,其外层主要是四氧化三铁,内层为氧化亚铁。
发蓝(发黑)的操作流程:工件装夹→去油→清洗→酸洗→清洗→氧化→清洗→皂化→热水煮洗→检查。
曼标表面处理汇总

曼标表面处理汇总曼标表面处理是一项重要的工艺,在许多行业中都扮演着重要的角色,主要是用来改善产品的表面性能,提高产品的使用寿命和美观度。
本文将会对曼标表面处理进行汇总总结,包括曼标表面处理的概念、分类、应用以及技术发展的动态。
一、曼标表面处理的概念曼标表面处理是利用各种化学、物理、电化学等手段,改善金属材料表面性质的技术,也被称为表面改性技术。
表面处理主要包括化学镀、电镀、电解抛光、热处理、喷砂、精密磨削、酸洗等工艺。
二、曼标表面处理的分类1.化学处理:化学处理是指利用物理和化学原理,通过将物质中的有害物排除掉来改善材料的表面性质,提高金属材料的防腐性和机械性能。
常用的化学处理方法有清洗、酸洗、磷化、阳极氧化、化学镀和化学热稳定处理等。
2.电化学处理:电化学处理是专门用电化学方法改善金属材料表面特性的工艺,具有可控性强、成本低等优势。
常用的电化学处理方法有电镀、电泳涂装和阴极电沉积等。
3.物理处理:物理处理是指利用物理原理,通过物理手段如喷砂、精密磨削等改善金属材料表面性质的方法。
物理处理方法因其具有无污染、无非共价键化学反应等优点而得到广泛应用。
三、曼标表面处理的应用1.金属制品:曼标表面处理在金属制品制造中担任着至关重要的角色,主要用于提高产品的强度、耐腐蚀和韧性。
2.汽车零部件:曼标表面处理在汽车零部件制造中广泛应用,其中最常见的是电镀。
电镀主要用于提高汽车零部件的防生锈能力和美观度。
3.电子产品:曼标表面处理在电子产品制造中也得到了广泛应用,其中最常见的是电化学抛光和电镀。
这些工艺可以提高电子产品的外观和耐久性。
四、曼标表面处理的技术发展动态曼标表面处理技术目前正朝着高效性、环境友好型和多功能性的方向不断发展。
因为受到环境保护的要求影响,曼标表面处理工艺已经出现了许多“绿色”技术,这些技术具有无毒、无害、循环利用等优点。
例如,电化学氧化铝工艺在防腐方面实现了定量且稳定的附加成膜,不需要浓酸或腐蚀氧化,在多种材料上都具有极佳的涂装性能。
曼标表面处理汇总

3 防腐蚀涂层表1中是本标准规定的标准符号,用来定义和规范性能和技术要求,这些处理有些可以用不同的不含六价铬表面防腐涂层方式代替。
这样电镀表面处理与锌基铝盐表面防腐处理(锌鳞片粉在工件表面生成很薄的鳞片状锌铝防护层——译者注)系统可以平行使用。
表2是为允许使用不含六价铬的表面防腐涂层的,有特殊应用特征的应用范围规定的。
4 表面处理的标识- 在技术资料(图纸中): 比如防腐蚀- MAN 183-B1或者MAN 183-PHR- 在标准间的名称中: 比如6角螺栓DIN 931-M10x40-10.9- MAN 183-B1本标准编号按照表1符号–OS颜色,仅对根据6.11表1注脚的解释2要注意第1 和第6节规定。
0) 非高强度结构件,强度FK < 8.8/8 且Rm< 800 N/mm1) 机械连接件,强度FK ≥ 8.8/8 符合VDA 235-104.10。
2/ FK 12.9。
2) 仅适用于强度Rm≥ 1200 N/mm3) 按照表2 和OS表面处理方式,又或者没有润滑。
2/ FK 12.9.有要求。
4) 只对材料强度为Rm≥1200 N/mm5) 只允许B4型表面处理,如果外观设计上有要求用黑色。
6) B2类表面处理= Geomet 500 只在特殊情况下要求使用,如果对摩擦系数需要多次拧紧后仍有要求,比如车轮轮枢螺栓。
最大表面处理的厚度参见6.8节规定。
7) 对于B1, B2, B4类型的表面处理,尤其是内螺纹,较小的螺纹外径和带摩擦损耗部位(比如螺纹受力齿面——译者注)表面处理方法,有必要采用合适的表面处理方法。
8) 锌片处理的连接件与黄铜结构件的的配对由于接触腐蚀的原因不允许使用。
9) 强度等级在12/12.9的连接件不允许采用电镀表面处理。
第 2 页共20 页第 3 页共20 页续表2,第 4 页共20 页第 5 页共20 页5 实施程序由于旧汽车规定方面的有原因许多供应商没有能力提供不含六价铬的表面锌鳞片涂层防腐处理,所以这些供应商要被其他有能力的取代。
曼标表面处理
3 防腐蚀涂层表1中是本标准规定的标准符号,用来定义和规范性能和技术要求,这些处理有些可以用不同的不含六价铬表面防腐涂层方式代替。
这样电镀表面处理与锌基铝盐表面防腐处理(锌鳞片粉在工件表面生成很薄的鳞片状锌铝防护层——译者注)系统可以平行使用。
表2是为允许使用不含六价铬的表面防腐涂层的,有特殊应用特征的应用范围规定的。
4 表面处理的标识- 在技术资料(图纸中): 比如防腐蚀- MAN 183-B1或者MAN 183-PHR- 在标准间的名称中: 比如6角螺栓DIN 931-M10x40-10.9- MAN 183-B1本标准编号按照表1符号–OS颜色,仅对根据6.11表1注脚的解释2要注意第1 和第6节规定。
0) 非高强度结构件,强度FK < 8.8/8 且Rm< 800 N/mm1) 机械连接件,强度FK ≥ 8.8/8 符合VDA 235-104.10。
2/ FK 12.9。
2) 仅适用于强度Rm≥ 1200 N/mm3) 按照表2 和OS表面处理方式,又或者没有润滑。
2/ FK 12.9.有要求。
4) 只对材料强度为Rm≥1200 N/mm5) 只允许B4型表面处理,如果外观设计上有要求用黑色。
6) B2类表面处理= Geomet 500 只在特殊情况下要求使用,如果对摩擦系数需要多次拧紧后仍有要求,比如车轮轮枢螺栓。
最大表面处理的厚度参见6.8节规定。
7) 对于B1, B2, B4类型的表面处理,尤其是内螺纹,较小的螺纹外径和带摩擦损耗部位(比如螺纹受力齿面——译者注)表面处理方法,有必要采用合适的表面处理方法。
8) 锌片处理的连接件与黄铜结构件的的配对由于接触腐蚀的原因不允许使用。
9) 强度等级在12/12.9的连接件不允许采用电镀表面处理。
第 2 页共18 页第 3 页共18 页续表2,第 4 页共18 页第 5 页共18 页5 实施程序由于旧汽车规定方面的有原因许多供应商没有能力提供不含六价铬的表面锌鳞片涂层防腐处理,所以这些供应商要被其他有能力的取代。
常用表面处理标识符号及含义 2P
12
Al / Et·A(s)·Cl(RD)
铝件电化学处理阳极氧化着红色
13
Al / Et·A(s)·Cl(BL)
铝件电化学处理阳极氧化着蓝色
14
Al / Et·Ahd
铝件电化学处理硬质阳极氧化
15
Al / Et·pc
铝件电化学处理瓷质阳极氧化
16
Fe / Ct·O
钢件化学处理化学氧化处理(发蓝)
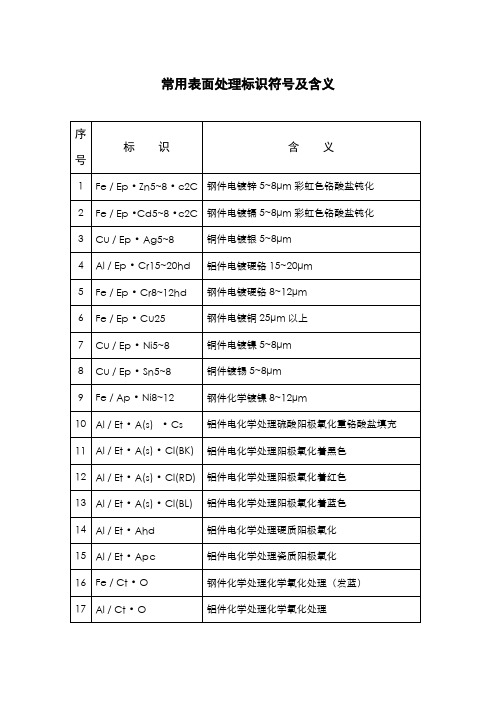
常用表面处理标识符号及含义
序号
标识
含义
1
Fe / Ep·Zn5~8·c2C
钢件电镀锌5~8μm彩虹色铬酸盐钝化
2
Fe / Ep·Cd5~8·c2C
钢件电镀镉5~8μm彩虹色铬酸盐钝化
3
Cu / Ep·Ag5~8
铜件电镀银5~8μm
4
Al / Ep·Cr15~20hd
铝件电镀硬铬15~20μm
5
Fe / Ep·Cr8~12hd
常用表面处理标识符号及含义序号1标识含义feepzn58c2c钢件电镀锌58m彩虹色铬酸盐钝化2feepcd58c2c钢件电镀镉58m彩虹色铬酸盐钝化3cuepag58铜件电镀银58m4alepcr1520hd铝件电镀硬铬1520m5feepcr812hd钢件电镀硬铬812m6feepcu25钢件电镀铜25m以上7cuepni58铜件电镀镍58m8cuepsn58铜件镀锡58m9feapni812钢件化学镀镍812m10aletascs铝件电化学处理硫酸阳极氧化重铬酸盐填充11aletasclbk铝件电化学处理阳极氧化着黑色12aletasclrd铝件电化学处理阳极氧化着红色13aletasclbl铝件电化学处理阳极氧化着蓝色14aletahd铝件电化学处理硬质阳极氧化15aletapc铝件电化学处理瓷质阳极氧化16fecto钢件化学处理化学氧化处理发蓝17alcto铝件化学处理化学氧化处理序号18fectp标识含义钢件化学处理钝化处理19cuctp铜件化学处理钝化处理20alac铝件化学处理化学碱洗21feecp钢件电化学处理电抛光
表面处理标注示例及说明
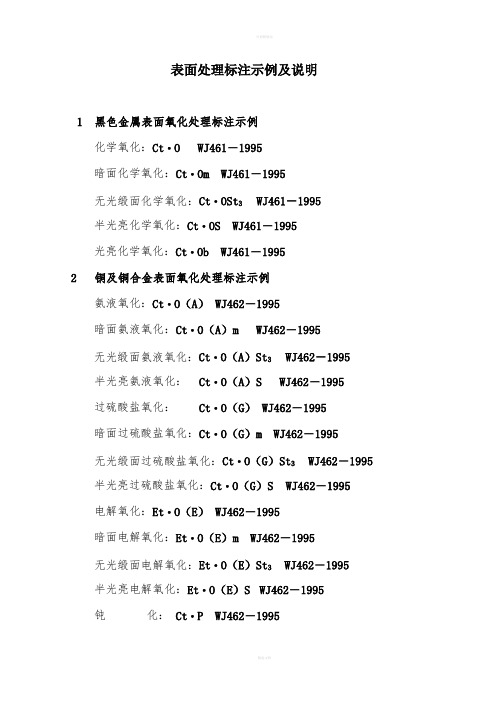
表面处理标注示例及说明1 黑色金属表面氧化处理标注示例化学氧化:Ct·O WJ461-1995暗面化学氧化:Ct·Om WJ461-1995无光缎面化学氧化:Ct·OSt3 WJ461-1995半光亮化学氧化:Ct·OS WJ461-1995光亮化学氧化:Ct·Ob WJ461-19952 铜及铜合金表面氧化处理标注示例氨液氧化:Ct·O(A) WJ462-1995暗面氨液氧化:Ct·O(A)m WJ462-1995无光缎面氨液氧化:Ct·O(A)St3 WJ462-1995半光亮氨液氧化:Ct·O(A)S WJ462-1995过硫酸盐氧化:Ct·O(G) WJ462-1995暗面过硫酸盐氧化:Ct·O(G)m WJ462-1995无光缎面过硫酸盐氧化:Ct·O(G)St3 WJ462-1995半光亮过硫酸盐氧化:Ct·O(G)S WJ462-1995电解氧化:Et·O(E) WJ462-1995暗面电解氧化:Et·O(E)m WJ462-1995无光缎面电解氧化:Et·O(E)St3 WJ462-1995半光亮电解氧化:Et·O(E)S WJ462-1995钝化:Ct·P WJ462-1995注 1:只有含铜57%~70%的黄铜才能获得良好的氨液氧化膜,适用于与光学零件接触的零件。
注2:电解氧化和过硫酸盐氧化,比氨液氧化膜后,主要适用于铜、青铜及某些难于进行氨液氧化的黄铜。
3 铝及铝合金表面阳极氧化处理标注示例五阳极氧化:Et·A WJ463-1995硫酸阳极氧化: Et·A(S) WJ463-1995铬酸阳极氧化:Et·A(Cr)WJ463-1995磷酸阳极氧化:Et·A(P) WJ463-1995草酸阳极氧化: Et·A(O) WJ463-1995蓝色光亮阳极氧化:Et·Ab·CI(BU) WJ463-1995黑色阳极氧化: Et·A·CI(BK) WJ463-1995黑色半光亮阳极氧化:Et·AS·CI(BK) WJ463-1995黑色暗面阳极氧化:Et·Am·CI(BK)WJ463-1995黑色细光缎面阳极氧化:Et·ASt1·CI(BK) WJ463-1995黑色粗光缎面阳极氧化:Et·ASt2·CI(BK) WJ463-1995黑色无光缎面阳极氧化:Et·ASt3·CI(BK) WJ463-1995黑色硫酸阳极氧化:Et·A(S)·CI(BK) WJ463-1995黑色光亮硫酸阳极氧化:Et·A(S)b·CI(BK) WJ463-1995黑色半光亮硫酸阳极氧化:Et·A(S)S·CI(BK) WJ463-1995黑色细光缎面硫酸阳极氧化:Et·A(S)St1· CI(BK)WJ463-1995黑色粗光缎面硫酸阳极氧化:Et·A(S)St2· CI(BK)WJ463-1995黑色无光缎面硫酸阳极氧化:Et·A(S)St3·CI(BK)WJ463-1995黑色铬酸阳极氧化:Et·A(Cr)·CI(BK) WJ463-1995黑色光亮铬酸阳极氧化:Et·A(Cr)b·CI(BK) WJ463-1995黑色半光亮铬酸阳极氧化:Et·A(Cr)S·CI(BK) WJ463-1995黑色暗面铬酸阳极氧化:Et·A(Cr)m·CI(BK) WJ463-1995黑色细光铬酸阳极氧化:Et·A(Cr)St1·CI(BK)WJ463-1995黑色粗光铬酸阳极氧化:Et·A(Cr)St2·CI(BK)WJ463-1995黑色无光铬酸阳极氧化:Et·A(Cr)St3·CI(BK) WJ463-1995黑色磷酸阳极氧化:Et·A(P)·CI(BK) WJ463-1995黑色光亮磷酸阳极氧化:Et·A(P)b·CI(BK) WJ463-1995黑色半光亮磷酸阳极氧化:Et·A(P)S·CI(BK) WJ463-1995黑色暗面磷酸阳极氧化:Et·A(P)m·CI(BK) WJ463-1995黑色细光磷酸阳极氧化:Et·A(P)St1·CI(BK) WJ463-1995黑色粗光磷酸阳极氧化:Et·A(P)St2·CI(BK) WJ463-1995黑色无光磷酸阳极氧化:Et·A(P)St3·CI(BK) WJ463-1995黑色草酸阳极氧化:Et·A(O)·CI(BK) WJ463-1995黑色半光亮草酸阳极氧化:Et·A(O)S·CI(BK) WJ463-1995黑色暗面草酸阳极氧化:Et·A(O)m·CI(BK) WJ463-1995黑色细光草酸阳极氧化:Et·A(O)St1·CI(BK) WJ463-1995黑色粗光草酸阳极氧化:Et·A(O)St2·CI(BK) WJ463-1995黑色无光草酸阳极氧化:Et·A(O)St3·CI(BK) WJ463-19954 铝及铝合金表面硬质阳极氧化处理标注示例硬质阳极氧化:D·YY WJ2017-1991喷粗砂后进行硬质阳极氧化:D·U1YY WJ2017-1991喷细砂后进行硬质阳极氧化:D·U3YY WJ2017-19915 黑镍电镀层表面处理标注示例钢质零件采用镀锌底层后无光缎面镀黑镍:E P·NibkSt3 WJ454-1995钢质零件采用镀铜底层后半光亮镀黑镍:E P·NibkS WL454-1995钢质零件采用镀铜底层后光亮镀黑镍:E P·Nibkb WJ454-1995铜质零件镀黑镍:E P·Nibk WJ454-1995铜质零件采用镀镍底层后无光缎面镀黑镍:E P·NibkSt3 WJ454-1995铜或钢质零件暗面镀黑镍:E P·Nibkm WJ454-19956 镍电镀层表面处理标注示例钢质零件,使用条件为中等,采用无光缎面镀镍:E P·Cu20Ni10St3 WJ455-1995铜质零件,使用条件为轻度,采用细光缎面镀镍:E P· Ni5St1WJ455-1995钢质零件,使用条件为轻度,采用低锡青铜为底层的粗光缎面镀镍:E P·Cu(85)-Sn(15)Ni10St2WJ455-19957 铬电镀层表面处理标注示例铜质零件,使用条件为轻度,采用细光缎面镀铬:Ep·Cr5 St1WJ456-1995铜质零件,使用条件为轻度,采用无光缎面镀铬:Ep·Cr5 St3WJ456-1995钢质零件,使用条件为中等,采用铜、镍为中间层的缎面镀铬:Ep·Cu20Ni10Cr0.5St WJ456-1995或Ep· Cr(30)St WJ456-1995钢质零件,使用条件为中等,采用低锡青铜为中间层的粗光缎面镀铬:E P·Cu(85)-Sn(15)Cr5St2WJ456-1995钢质零件,使用条件为极严酷,由铜、光亮镍、微裂纹铬组成的多层镀覆电镀层:E P·Cu20Ni25bCr0.5mc WJ456-1995或E P· Cr(45)mc WJ456-1995钢质零件,使用条件为极严酷,由铜、光亮镍、硬铬组成的多层镀覆电镀层:E P·Cu20Ni25bCrhd WJ456-1995或E P· Cr(45)hd WJ456-1995注:“mc”符号表示微裂纹,“hd”符号表示硬质钢质零件,使用条件为极严酷,由铜、光亮镍、乳白铬组成的多层镀覆电镀层:E P·Cu20Ni25bCrO WJ456-1995或E P· Cr(45)O WJ456-19958 镉电镀层表面处理标注示例钢质零件,使用条件为中等,彩色钝化处理的无光缎面镉镀层:E P·Cd12St3·c2C WJ457-1995黄铜零件,使用条件轻度,不进行后处理的暗面镉镀层:E P·Cd8m WJ457-1995注:“c2C”分别表示要进行后处理的符号(c)分级(2)类型(C)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3 防腐蚀涂层表1中是本标准规定的标准符号,用来定义和规范性能和技术要求,这些处理有些可以用不同的不含六价铬表面防腐涂层方式代替。
这样电镀表面处理与锌基铝盐表面防腐处理(锌鳞片粉在工件表面生成很薄的鳞片状锌铝防护层——译者注)系统可以平行使用。
表2是为允许使用不含六价铬的表面防腐涂层的,有特殊应用特征的应用范围规定的。
4 表面处理的标识- 在技术资料(图纸中): 比如防腐蚀- MAN 183-B1或者MAN 183-PHR- 在标准间的名称中: 比如6角螺栓DIN 931-M10x40-10.9- MAN 183-B1本标准编号按照表1符号–OS颜色,仅对根据6.11表1注脚的解释2要注意第1 和第6节规定。
0) 非高强度结构件,强度FK < 8.8/8 且Rm< 800 N/mm1) 机械连接件,强度FK ≥ 8.8/8 符合VDA 235-104.10。
2/ FK 12.9。
2) 仅适用于强度Rm≥ 1200 N/mm3) 按照表2 和OS表面处理方式,又或者没有润滑。
2/ FK 12.9.有要求。
4) 只对材料强度为Rm≥1200 N/mm5) 只允许B4型表面处理,如果外观设计上有要求用黑色。
6) B2类表面处理= Geomet 500 只在特殊情况下要求使用,如果对摩擦系数需要多次拧紧后仍有要求,比如车轮轮枢螺栓。
最大表面处理的厚度参见6.8节规定。
7) 对于B1, B2, B4类型的表面处理,尤其是内螺纹,较小的螺纹外径和带摩擦损耗部位(比如螺纹受力齿面——译者注)表面处理方法,有必要采用合适的表面处理方法。
8) 锌片处理的连接件与黄铜结构件的的配对由于接触腐蚀的原因不允许使用。
9) 强度等级在12/12.9的连接件不允许采用电镀表面处理。
续表2,5 实施程序由于旧汽车规定方面的有原因许多供应商没有能力提供不含六价铬的表面锌鳞片涂层防腐处理,所以这些供应商要被其他有能力的取代。
在选择和引入替代的表面锌鳞片涂层防腐处理时要涉及以下问题。
6 要求采用表1中规定的标准以及以下补充要求:凡是强度的非高强度FK < 8.8/8 bzw. R m< 800 N/mm2结构件,没有6按照.5节的热处理要求(回火处理),对材料的氢脆处理按照6.9节规定,对应力检测按照6.1节规定。
6.1 对结构件表面锌鳞片涂层防腐处理之前的要求(另外参见DIN EN 26157-3)表面锌鳞片涂层防腐处理的结构件不允许有影响表面锌鳞片涂层防腐处理的稳定性和质量的材料,热处理,机加工或者表面缺陷。
比如,裂纹,小孔,夹杂物,材料叠加或者疏松、凹陷、虚焊,缩孔,划痕,涡动痕迹和气孔。
受高强度拉伸应力符合的结构件必须在形成应力之后立即或者最迟在做化学处理或者电镀处理之前消除应力。
这里要选择的最高温度不得超过前期所做的热处理温度。
对表面硬化处理过的结构件,需要在180°至200°下至少保温2小时。
这里不包括滚压螺纹的螺栓。
尺寸及其允许的偏差必须符合适用的标准或者图纸规定,尤其是对螺纹的规定。
结构件必须在防腐表面锌鳞片涂层防腐处理之前清除所有类型的污物,比如,脏污,油脂,指纹痕迹。
6.2 一般性工艺要求所有的表面锌鳞片涂层防腐处理都应当尽量减少氢原子的介入。
高强度磷化处理的原材料,尤其是当结构件的强度为R m≥ 1200 N/mm2时,在作相应的热处理之前都要进行脱磷处理。
表面锌鳞片涂层防腐处理所添加的物质涂层和润滑剂之类,都不允许含有氯化轻(氯化碳化氢),重金属或者其他按照危险品法有标识义务的物质,不得含有刺激皮肤和危害环境的物质。
6.3 表面激活用预处理表面酸蚀,尤其是在阴极电解液中,要尽可能避免采用,最好采用机械式或者其他表面清理方法。
酸洗必须在高效点解液中加合适的不含催化剂的抑制剂进行。
不好抑制剂且含有易于吸收氢原子的酸洗液是不允许使用的。
从表面预处理到表面锌鳞片涂层防腐处理的间隔时间不允许太长,要尽可能地短。
如果酸洗的时间不能很长,高强度结构件要求有合适的热处理替代,比如,小时150°保持时间。
6.4 表面锌鳞片涂层防腐处理6.4.1 磷化磷化层要均匀,有尽可能小的晶粒度结构,没有不干净的地方和污物残留,结构件上磷化表面强度要高。
高强度机械连接件,强度等级在FK ≥ 8.8/8,按照VDA 235-102.10,一般要有在磷酸锌基础上的细晶粒薄磷化层,磷化层厚度max. 5 m对采用的工艺而言,最大允许的磷酸盐和磷化层厚度的选择,是看经过5.6节规定的润滑和长时间放置之后是否能满足6.7节规定的摩擦系数的要求,而且再拧紧螺栓时不能产生粘滑效应。
其他高强度结构件,按照DIN 50942,.一般采用Znphr5f 磷化法。
6.4.2 电镀表面锌鳞片涂层防腐处理电解液中的电镀锌要尽量有高的电流利用率。
建议使用氰化也电解液。
如果镀层厚度必须> 5 μm,机械连接件和其他关键零部件的表面锌鳞片涂层防腐处理采用两步加中间热处理(按照6.5节)的方法,其中镀锌层的厚度不允许超过3 - 5 μm。
镀锌件必须有密封的,均匀的,光滑的镀层,附着力强,使用时不剥落,没有粗大的气泡,裂纹,粗糙的表面和斑痕。
6.4.3 金属颜料涂层金属颜料涂层的一般要求为VDA 235-104.40 适用于涂层B1 和B2 ,以及VDA 235-104.50适用于涂层B4.对B1 类涂层,如果经济上允许,可以在体系Geomet 321或者Geomet 500中使用;但是如果有6.6节表2中的要求,要增加润滑。
B2 类涂层= Geomet 500,如果螺栓需要多次松开后拧紧的摩擦系数需要求有保证,比如,轮枢螺栓,这种表面锌鳞片涂层防腐处理方法仅在特殊情况下有要求使用。
涂层B1, B2, B4是为内螺纹,小外径的外螺纹以及有摩擦损耗部位设计的表面锌鳞片涂层防腐处理方法。
6.5 热处理(回火)为了消除材料在表面锌鳞片涂层防腐处理时吸收的氢原子,或者使其失去影响,对高负荷结构件需要进行以下热处理:6.5.1 结构件强度为R m≥ 1200 N/mm2的,在有疑问时,需要在磷化之后做2小时130°到150°的回火处理。
6.5.2 原材料强度FK ≥ 10.9/10的电镀锌结构件的热处理是在预镀锌之后或者在镀锌之后直接,最迟4小时内进行,而且一定要在钝化之前。
合适的温度和保温时间有表面锌鳞片涂层防腐处理工厂决定,但是不能超过表3中规定的数值。
表3 热处理/回火结构件表面强度结构件厚度或者直径工艺方法保温时间温度R m= 1000-1200N/mm 2< 25 2-级镀锌 2190 – 220℃< 251-级镀锌4≥ 25 8R m> 1200 N/mm2表面> 390 HV < 25 8 ≥ 25 126 润滑和后处理一定的表面锌鳞片涂层防腐处理,如果要满足6.7节规定的摩擦系数,表面需要辅助润滑。
一般情况使用表2的规定。
银色的表面锌鳞片涂层防腐处理,为了明显看出有润滑,需要按照VDA 235-101为润滑剂添加蓝色色剂。
6.7 摩擦系数带螺纹的结构件,按照本标准经过表面锌鳞片涂层防腐处理,都应按照本标准6.6节表2的规定,能够减小螺纹本身和螺栓头部底面的摩擦系数和摩擦系数值的波动,加上6.6节表2 中规定的合适的润滑剂,或者已经在表面锌鳞片涂层防腐处理时已经做了润滑之后的(比如加Teflon这种材料),其总的摩擦系数要减少到ges= 0,09 至0,14 (期望的中间值是ges= 0,11 )。
摩擦系数的检测方法按照VDA 235-203 和M 3222 根据DIN 946 和DIN EN ISO 16047.6.8 表面锌鳞片涂层防腐处理层的厚度表面锌鳞片涂层防腐处理层的厚度(最小值参见表1) ,包括添加的润滑涂层不得超出标准DIN 50942 und VDA 235-104或者图纸中规定的极限值。
螺纹中表面锌鳞片涂层防腐处理的层厚满足螺纹通规6h和6H的极限公差带。
螺纹通规必须能用手力不费力地将其拧过整个螺纹长度。
这里使用的标准是DIN ISO 1502和VDA 235。
对B1, B2 或者B4类型的表面锌鳞片涂层防腐处理,要按照对螺纹底部和摩擦部位处理层厚度的要求,采取适当措施措施达到厚度要求。
轮枢螺栓配合面最大允许的表面锌鳞片涂层防腐处理层厚度,在成品状态不得超过12 μm。
6.9 耐氢脆性能如果是第1次对表面锌鳞片涂层防腐处理做审核,MAN要求其供应商对强度为R m≥1000 N/mm2的电镀结构件和强度为R m≥1200N/mm2的其他表面锌鳞片涂层防腐处理方式处理的结构件,就所采取的消除材料氢脆的措施提供证据。
6.10 表面锌鳞片涂层防腐处理或者涂层的耐腐蚀性和其他要求表面防腐不但对经过润滑的表面有要求,参见6.6节,而且在去掉油脂状态仍然要有防腐(比如,石油醚),(PHR表面锌鳞片涂层防腐处理方式除外)。
附着强度,可涂性和对环境媒介的耐受力都按照M 3018执行。
表4 防腐能力6.11 滚压如果在订货的产品名称中加入NACHGEROLLT (滚压)两个字,意味着表面锌鳞片涂层防腐处理的外螺纹(螺栓)有不同于DIN EN 26157-1 和-3的特殊要求:生产中或者表面锌鳞片涂层防腐处理时造成的螺纹损伤(比如螺纹底部有局部的凸起或者磕碰伤)要用对螺纹的滚压来消除。
滚压的尺寸要求为用6h和6H的极限公差带的螺纹通规,螺纹通规必须能用手力不费力地将其拧过整个螺纹长度。
这里采用的标准是DIN ISO 1502。
螺纹的几何尺寸,防腐性能和摩擦系数(润滑)不允许在滚压之后受到影响。
滚压的工艺要求不能在螺纹上有任何磕碰伤,使成品螺纹齿底面有局部的涂层或者表面锌鳞片涂层防腐处理过材料的凸起。
滚压使用只有在个别情况下,发现的确有问题时采用,而且螺栓的最小直径大于M 16。
订货名称中加入NACHGEROLLT(滚压),在ZSB图纸的标准名称中是不允许的。
7 检测采用参考标准中的规定。
在审核新的表面锌鳞片涂层防腐处理体系时,除了防腐能力,还要对附着力,可涂性和对环境媒介的耐受力标准M 3018都要检查。
防腐蚀特性的检测位置,确定表面锌鳞片涂层防腐处理厚度的位置要与MAN质量部门协商。
有争议时要用显微镜在局部比如螺纹齿受力面和头部确定表面锌鳞片涂层防腐处理层的厚度。
7.1 应力检测与DIN 50969规定不同的应力检测有以下标准规定:应力检测最迟在表面锌鳞片涂层防腐处理完成之后24小时内进行。
要给结构件(有些是备件-检测件)在20 C施加弹性变形范围内1%到10%的弹性变形力96小时,工件必须能能在此条件下不断裂。