螺栓安装拧紧技术
浅谈对连杆装备中螺栓拧紧技术研究
式中:一 f 连杆 螺栓与 支座表 面 间磨 擦 系数 ( 座表面 不光 滑 、 润 - 支 无 滑油 时 f .,  ̄0 支座表 面光 滑 、 滑油 时 f O1;o连 杆螺 栓 的预 紧 2 有润  ̄ . P一 ) 力 ;一 (连杆螺栓 的外径( m) 1 m 。 由公式可知 , 连杆螺栓的预紧力(o同拧紧力矩( 成正比例关 P) M) 系, 同磨擦 系数 f 和连杆 螺栓的外径 d 成反 比例 关 系。修理 中螺栓 的外 径可 以通 过测量和探 伤得到有效 控制 , 因此磨擦 系数 f 对预 紧力的影 响 至关重 要。为在一 定 的拧 紧力矩下 达到需 要 的预紧力 , 装配 工作 中 , 在 拧紧螺栓 时必须对有关 部位 的磨 擦状况予 以考虑 。 磨擦 系数 f 是随条件 而变化 的 ,它 受螺纹 表 面及 支 承座表 面粗 糙 度 、 面间有无润 滑剂 、 紧速度 、 紧工具 、 复拧 紧时 的温度 等不 稳 表 拧 拧 反 定 因素的影 响。因此 , 配连杆 螺栓 时 , 在装 必须综合 考虑 上述诸 项不 稳 定因素, 以求达到需要的预紧力。如装配时, 不注意上述问题就可能发 生连杆螺栓 松动 、 断裂 , 甚至 酿成整机破 坏的严重事 故。 发动机经多次维修之后 , 由于多次拆装 , 一方面连杆大头盖或螺母 垫支承面会出现严重的损伤 , 使得拧紧时的磨擦阻力矩成倍增长 , 特别 是 当磨损 呈 凹凸的 曲面时 , 压力增 大 , 擦 力 的增 加 更为 显著 ; 因正 磨 另 方面连杆螺栓的螺纹也可能出现损伤和变形 ,使螺栓拧紧时磨擦力 增大 。按照规定 拧 紧力 矩所拧 紧的连 杆螺栓可 能得不 到所需 要 的预紧 力, 连杆杆 身与大头盖 接合面在正 常负载下可 能松动 。因此装配 连杆螺 栓时 , 首先应 保证 连杆螺 栓 的质量 可靠 , 准 的外径 , 次无 论各 有 即标 其 关零 件的磨擦 表面是 否 已经损 伤 , 配时都 应该涂抹 润滑 油脂 , 在装 以减 小连 杆螺栓 和支座 表面 间的摩擦系数 , 提高装 配连杆 螺栓 时的预 紧力 , 从而 保证连杆螺 栓的拧紧力矩 。 4连杆拧 紧机组主要 结构与技术 原理 41主要结构 、 主要 由机 架 、 连杆安 装座 、 架 、 架 、 紧电机 、 横移 纵移 拧 多级减 速 器 、 二级 齿轮传 动机构 、 键传动升 降机构 、 矩测 量系统 、 角测量 系统 、 花 扭 转 拧紧控制系统、 扭矩转角自校验系统等主要部分组成。 机架上设有横移导轨 ,可供拧紧机头作横移运动而分别对单侧四 个工位进行操作。 当单侧四个工位操作完成后将横移架转动 10 机 8 度。 架上设有横移导轨 ,可供拧紧机头作横移运动而分别对单侧四个工位 进行 操作 。当单侧 四个工位 操作完 成后将横 移架转 动 10 8 度可 对另 一 侧四J: 1 ̄位进行操作, - 横移架可实现 30 6 度的转动 , 它是纵移架的支承 架 。横移架与纵 移架以及花 键升降机构共 同组成拧 紧机头 。 4 . 2工作原理 本连杆螺栓 智能拧 紧机组是 通过拧 紧 电机 作为动 力源 ,经多级 减 速器 减速后 而获 得足够 的拧紧扭矩 。 电机 的输 出端装有 扭矩传感 器 , 在 通过扭矩传 感器连续 检测 拧紧扭矩 的连续 变化 ,为拧 紧控 制提 供控 制 参数 。 在二级 齿轮传动J, O ̄ I N的输入端装 有转角传 感器 , 主要用于测 量 它 螺栓的伸长量而完成整个拧紧过程。 4 . 3工作过程 将八组连杆分别装入本装置机架两侧连杆安装座内锁紧 ( 单侧四 个工位 双侧共 八个工作 位置 )将拧 紧机头横 移至机 架右端 头并 将拧 紧 , 机头旋转 9 度 , 0 按下操纵面板上的电源按钮并选择扭矩转角 自校验模 式, 将拧紧机工作头对准校验座按下拧紧启动按钮 , 系统将对扭矩与转 角测量系统进行校验。 校验结束后将拧紧机头旋转 9 度回到其工作状 0 态, 按动拧 紧模式选 择按钮 , 择 自动拧紧模 式 。移 动拧 紧机头 使之 正 选 好对准连杆螺栓头, 转动套筒升降手柄使拧紧套筒扣人连杆螺栓头上, 螺检 材料 螺栓直径 ( ) 岫 按下拧紧启动��
螺纹拧紧技术

【超过15年刀具应用经验,不仅仅是专业】 /
实际目标扭矩通常是屈服扭矩的50% to 85% 用在拴紧弹性区域 90%的加载扭矩用于克服摩擦力 Also known as: 扭矩,垂直扭矩
预紧力正确度± 25%
【超过15年刀具应用经验,不仅仅是专业】 /
内部分析
平均加载 (80%屈服)
如我们恰巧看到螺纹与支承面连接表面,我们注意此处压痕 非常高,因为螺栓伸长远端出现屈服以及这些区域出现崩溃 而使夹紧力减少。
二、螺栓拧紧的方法
【超过15年刀具应用经验,不仅仅是专业】 /
拧紧,实际上就是要使两被连接体间具备足够的压紧力,反映到被拧紧的螺 栓上就是它的轴向预紧力(即轴向拉应力)。而不论是两被连接体间的压紧 力还是螺栓上的轴向预紧力,在工作现场均很难检测,也就很难予以直接控 制,因而,人们采取了下述几种方法予以间接控制。 1.扭矩控制法(T): 扭矩控制法是最开始同时也是最简单的控制方法,它是当拧紧扭矩达到某一 设定的控制值Tc时,立即停止拧紧的控制方法。它是基于当螺纹连接时,螺 栓轴向预紧力F与拧紧时所施加的拧紧扭矩T成正比的关系。它们之间的关系 可用: T = K F (2) 来表示。其中K为扭矩系数,其值大小主要由接触面之间、螺纹牙之间的摩擦 阻力Fμ来决定。在实际应用中,K值的大小常用下列公式计算: K=0.161p+0.585μd2+0.25μ(De+Di) (3) 其中: p为螺纹的螺距;μ为综合摩擦系数 ;d2为螺纹的中径; De为支承面的有效外径;Di为支承面的内径 螺栓和工件设计完成后,p、d2、De、Di均为确定值,而μ值随加工情况的不 同而不同。所以,在拧紧时主要影响K值波动的因素是综合摩擦系数μ。 有试验证明,一般情况下,K值大约在0.2-0.4之间,然而,有的甚至可能在 0.1-0.5之间。故摩擦阻力的变化对所获得的螺栓轴向预紧力影响较大,相 同的扭矩拧紧两个不同摩擦阻力的连接时,所获得的螺栓轴向预紧力相差很 大(摩擦系数μ对螺栓轴向预紧力的影响参见图4 )。
螺栓的三种常用拧紧方法
差 等都 有 一定 的要 求 , 且螺栓 只 能 一次性使 用 。 并
通过 以上 3种 螺栓 常用拧 紧 方 法 的介 绍 , 以得 可 到这 样 一个 结论:螺栓 的拧 紧方 法对 预 紧力 的控 制有 很大的影响, 屈服 点控 制 拧 紧法 效 果 最好 , 对 螺栓 但
旋转 角 度 拧 紧法 在 最 初 拧 紧 时先 确定 极 限 扭 矩 , 螺栓 一直 拧 到 极 限 扭 矩 , 转 过 一 个 预 定 的 角 把 再
响 , 的值 通 常在 01 03范 围 内变 化 , 以在 给 定 扭 .- . 所 矩 的条 件 下会 导致 预 紧力 也发 生 较大 变 化 , 能有 些 可 情 况 下会 使 连 接 不 可 靠 或 几 根 螺栓 的预 紧力 过 于 分 散 。并 且按 照扭矩 法来 设 计螺 栓 , 了保 证 装 配机 件 为 具 有足 够 的预 紧 力 , 然 要 增 大 螺栓 直 径 , 加 螺栓 必 增
度 ( 一般 为 9 。 6 。, O 或 0) 即为旋 转 角度 拧 紧法 。拧 紧 的 螺栓处 于 弹 性 区域 内, 栓 的旋 转 角 与螺栓 伸 长 量之 螺 第 1步 : 转 曲轴 , 准 第 1缸 压 缩 上 止 点 方 摇 找
的要求 最高;旋 转 角度拧 紧法 比扭 矩拧 紧法得到 的预 紧力 更 均匀 , 一般 能 满足较 高连 接 要求 。口
“ 置 ” 处 于行 驶 状 态 装 入 正 时 闭锁 销 孔 内 , 固护 倒 , 紧
帽 。 口
螺栓 紧固 在缸 体 座 孔 上 , 泵 齿 轮按 记 号 “ ” 凸轮 将 C对
( 作者 单 位 :2 2 部 队 ) 77 6
20 .2 . 运 0年第 期汽 用0 1 车
螺栓拧紧方法及预紧力控制

化 工 设 备 与 管 道第42卷螺栓拧紧方法及预紧力控制初泰安(扬子石油化工公司芳烃厂,南京 210048)[摘要] 石化、炼油企业装置上的静密封结构以螺栓法兰垫片连接系统为主,检修期间螺栓拧紧方法的选择和预紧力的正确控制对保证装置的安全运行至关重要。
本文介绍了实际生产中常用的扭矩法、螺母转角法和液压拉伸法的基本原理,并给出了各种预紧力的控制方法及其所能达到的精度,对安装和维修有一定的指导意义。
[关键词] 螺栓; 预紧力; 拧紧; 法兰连接 螺栓法兰连接在化工装置中广为应用。
为了保证法兰连接系统紧密不漏、安全可靠地长周期运行,垫片表面必须有足够的密封比压,特别在高温工况下垫片会产生老化、蠕变松弛,法兰和螺栓产生热变形,高温连接系统的密封比常温困难得多,此时螺栓预紧力的施加与控制就显得十分重要,过大或过小的预紧力都会对密封产生不利影响。
螺栓预紧力过大,密封垫片会被压死而失去弹性,甚至会将螺栓拧断;过小的螺栓预紧力又使受压后垫片表面的残余压紧应力达不到工作密封比压,从而导致连接系统泄漏。
因此如何控制螺栓预紧力是生产实际中必须重视的问题。
1 螺栓拧紧方法1.1扭矩拧紧法扭矩拧紧法[1、2]是最常用的螺栓拧紧方法,通过扭矩扳手显示的扭矩值来控制被连接件的预紧力,操作简单、直观。
拧紧螺栓时的拧紧力矩:M=K t Q0d×10-3N m式中:Q0———预紧力,N;K t———计算系数;d———螺栓的公称直径,m m。
Q0=MK t d×10-3N(1)系数K t与螺纹表面及法兰的光洁度、润滑状况、拧紧速度、所用拧紧工具、以及反复拧紧时的温度变化等有关,通常在0.1~0.3之间变化。
K t的变化将导致预紧力Q0也发生较大变化,变化范围大约在40%左右。
所以,如采用扭矩法拧紧螺栓,其计算载荷需要1.3倍最大工作载荷,这必然会造成螺栓直径增大,或数量增加,或提高材质。
这对简化结构、降低成本,减轻其重量都是不利的。
螺丝的种类和拧紧方法
螺丝的拧紧方法1
首先螺丝和拧紧物要干净。有异物不能顺利转动、不能紧密固定。 要观察螺丝有无划伤和毛刺、灰尘等、拧紧用工具是否正确使用?安装用母螺丝側也要同样 确认有无划伤、毛刺和灰尘,如果有的话必须去除,做好准备。 然后开始拧紧,但是尽可能以容易加力的体姿进行作业。只能用小钮距时也一样。不正确的 体态作业也容易扭伤螺丝、每次重新拧紧都会减少螺丝的寿命。另外压力也要注意。一般说 「押:拧=7:3」。 拧紧时,开始时尽可能有手拧,确认螺丝能否顺利转动。如果开始就用拧紧工具的话,即使 有问题也能拧紧。 当然拧紧母螺丝側的有効拧紧尺寸也要注意,螺丝比有効尺寸长的话螺丝就不能活动。
4
2
2
临时固定的基本是、上下都有拧紧螺丝部时,最上→最下→然后其他顺序。关于加固拧 紧按上記方法。 所有螺丝临时固定后,按顺序加固拧紧。另外,加固拧紧按顺序一点一点反复,拧紧到 必要的扭距! 临时拧紧要确认全部的螺丝都放进去,从上面放入螺丝的目的是确保安全。
全部螺丝安装后再加固拧紧
拧紧全部的螺丝前,要确认挿入母螺 丝和公螺丝的组合。 这时必须确认固定物的位置。这是职 业工作的做法。
一般的人都认为拧到不动为止,但不知道与螺丝颈部的结合是什么样状况?
※面接触比点 接触好,会减少 松动。
受到螺丝的转动、蓝色部分和红色像拉网一样互相拉伸螺丝。这样的结构使蓝色部分和红色 部分都顺利紧密合在一起拧紧。
拧紧到什么程度为好? 手机上螺丝是活的(螺丝有时会自然松动・・・・)。 在拧紧的过程中、螺丝向前延伸。用眼看不到、但确实在延伸。这时螺丝正是吃劲的时候。正是 该力量给予了固定力。 如果过于拧紧、就会松弛。固定力会急剧下降。 这时如果再拧的活,就会发生断裂。好容易快要完成的事又失败了,很可惜。 题目是「拧紧到什么程度为好? 」,但是根据螺丝的尺寸和材質、用途等、具体到数値多少合适难 以下定论。后面另外说明一般的拧紧钮距。
拧紧技术原理及应用介绍

拧紧技术原理及应用介绍拧紧技术是指通过施加力矩将螺纹连接件(如螺栓、螺母等)固定在一起的工艺和方法。
它广泛应用于机械制造、汽车制造、航空航天、船舶、建筑等各个行业中。
拧紧技术的原理是利用预紧力,即把螺栓与螺母的一侧转动,使其产生正向或反向的力,在力矩的作用下,使螺纹连接件互相牢固地连接在一起。
拧紧技术的概念包括一系列参数,如加矩、螺纹粘接、拉伸控制等。
首先,拧紧技术的主要参数是加矩。
在拧紧过程中,螺栓和螺母需要施加的力矩,称为加矩。
加矩是拧紧力和转动角度的乘积,表示了螺纹连接部件的受力情况。
一般情况下,加矩的大小与预紧力呈正相关关系,即加矩越大,预紧力越大。
其次,拧紧技术还要考虑螺纹粘接。
螺纹粘接是指在螺栓和螺母连接过程中,由于摩擦力和变形等因素,使之产生一定的阻力,从而防止连接部件松动。
螺纹粘接需要合理控制加矩的大小,以确保连接部件既不会松动,也不会损坏。
最后,拧紧技术还需要考虑拉伸控制。
拉伸是指螺栓或螺母在连接过程中产生的拉力。
拉伸受力状态对螺纹连接的稳定性和可靠性起着重要影响。
在拧紧过程中,需要控制螺栓或螺母的拉伸量,以确保其在工作过程中不会发生断裂。
拧紧技术的应用非常广泛。
首先,在机械制造领域,拧紧技术应用于各种各样的螺纹连接件,如螺栓、螺母、螺旋桨等。
通过合理的拧紧技术,可以确保机械设备的正常运行和安全性。
其次,在汽车制造领域,拧紧技术用于汽车组装过程中的各种连接件。
如引擎的连接螺栓、底盘的固定螺栓等。
通过科学的拧紧技术,可以保证汽车的性能和安全性。
现在汽车生产线上已经广泛应用了自动拧紧技术,提高了生产效率和质量。
再次,在航空航天领域,拧紧技术被广泛应用于飞机的制造和维修过程中。
飞机的安全性和可靠性非常重要,连接件的拧紧紧固强度必须得到严格控制。
因此,拧紧技术在飞机制造中起着至关重要的作用。
最后,在建筑领域,拧紧技术用于建筑结构的连接,如钢结构中的螺栓连接。
拧紧技术的应用能够保证建筑结构的稳固性和安全性,提高建筑结构的抗震性能。
拧紧技术简介

装配工艺的确定
采用直接控制预紧力的方式控制联接质量是最有效的,但目前还不太可能 在流水线上通过直接控制预紧力来装配螺栓联接,只能通过控制和预紧力相 关的其它参数(如扭矩, 螺栓头或螺母转角,螺栓伸长量)来间接控制预紧力。目 前主要有以下几种装配工艺方法: 扭矩控制法 扭矩-转角控制法 扭矩-斜率控制法(屈服点控制法) 其它的控制方法
扭矩事后易复检 预紧力离散度大 受摩擦系数偏差影响大 螺栓材料利用率低
富奥紧固件分公司
FAWER
典型装配工艺介绍-扭矩法
VW 01126-1规定了弹性区装配标准扭矩值及预紧力最大值和最小值 。内六角螺钉类产品(小支承面)和法兰面螺栓类产品(大支承面)所给 数值有所差别,理论上该值不会造成螺栓屈服,但当装配条件处于以下恶 劣条件时可能达到螺栓的屈服极限。 1. 扭紧力矩超过了标准值 15 %; 2. 螺栓强度为相应强度等级的下限值Rmmin; 3. 摩擦系数 fG=fK=0.1 4. 舍入表的数值偏离实际计算出的数值+ 10 %。
富奥紧固件分公司
FAWER
拧紧工艺的重要性
紧固的三个阶段
设计
+
制造
+
装配
=
整车的正 常运行
-设计是前提 -制造是关键 -装配是最终的保障
富奥紧固件分公司
FAWER
预紧力离散度影响因素
联接副的 摩擦系数
使用的拧 紧工具及它 们的精度
预紧 力离 散
装配 工艺
富奥紧固件分公司
FAWER
拧紧精度分级
FAWER
螺纹紧固件预紧原理
摩擦性能试验机 国外研制此类设备主要公司: 德国Schatz, 德国Reck-Engineering, 美国RS-Technology, 法国Automatic;
基本拧紧技术
标准拧紧曲线
夹紧力
预拧紧
弹性变形 塑性变形 屈服点
贴合点
角度
预拧紧阶段,螺栓头部以及螺纹部分的摩擦力很小,扭矩也非常小,螺栓未被拉 伸
从贴合点开始,随着拧紧角度增加,螺栓被拉伸,相应的夹紧力也同样增加。这 一阶段螺栓的拉伸变形是可逆的,即弹性变形
从屈服点开始,螺栓的拉伸变形超过了螺栓的强度,角度增加,夹紧力不再增加, 螺栓发生不可逆变形,即塑性变形
CP 和 CPK 计算
In capability calculations-we compare the natural variation to the tolerance demands in the application. Capability calculations
Sigma=0.165 (For Cp, 6Xsigma should smaller than 16.2-13.8=2.4X75%=1.8Nm.)
Accuracy calculations: % 3 sigma=3 X sigma/mean value X 100 = +/- % % 6 sigma=6 X sigma/mean value X 100 = %/2=+/- %
(100 =100% of the tolerance interval)
value. Accuracy comes from the specified times of tightening of the specific tool. 2 In capability calculations-we compare the natural variation to the tolerance demands in the application. Cp and Cpk is the process capability indexes of a tool. When calculating Cpk also the target value is considered. When calculating Cpk also the target value is considered.
Bosch拧紧技术基础,螺栓紧固,扭矩转角法

Underhead friction approx. 40% . . . 50%螺栓头 摩擦
Clamp load 夹紧力
Electric Drives and Controls
© Alle Rechte bei Bosch Rexroth AG, auch für den Fall von Schutzrechtsanmeldungen. Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht, bei uns.
Rexroth tightening and Press-fit Systems
- Tightening basics -
BOSCH拧紧技术基础
Your speaker: Michael Rust
Demands of a bolted joint螺栓连接的要求
Demands of a bolted joint螺栓连接的要求
FM max
Electric Drives and Controls © Alle Rechte bei Bosch Rexroth AG, auch für den Fall von Schutzrechtsanmeldungen. Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht, bei uns.
Influence of friction 摩擦的影响(扭矩法举例)
Tightening Torque 扭矩 100%
Approx. 10%
Underhead and thread
通用螺纹紧固件拧紧工艺规范(模板)
通用螺纹紧固件拧紧工艺规范1.目的为加强公司产品螺纹紧固件紧固规范,保证螺纹装配强度,提升产品装配质量,特制定通用螺纹紧固件拧紧工艺规范。
2.范围公司产品通用螺纹紧固件在生产制造、现场安装调试、产品售后维修过程中都需遵循本工艺规范,对螺纹紧固件实施拧紧。
3.职责3.1工艺工程师编制本工艺规范、对本规范进行说明、解释和修订;3.2产品制造部门、安装调试部门、售后维修部门按本工艺规范要求实施螺纹拧紧;3.3检验部门按本工艺规范进行检验。
4.详细规定4.1紧固件要求4.1.1 M12(含M12)以下螺钉(螺栓)推荐使用不锈钢A2-70材质,M12以上螺栓推荐使用达克罗处理螺栓;4.1.2螺纹紧固件推荐使用国标优选螺纹规格;4.1.3图纸或技术文件中规定了螺栓强度性能等级,严格按照图样及技术文件上规定性能等级的紧固件装配;未规定紧固件强度性能等级,按照强度等级为8.8级紧固件进行装配。
4.2紧固件连接4.2.1 螺纹、螺钉和螺母连接时严禁打击或使用不合适的旋具或扳手,紧固后螺钉槽、螺母和螺钉、螺栓头部不得损坏;4.2.2图纸或工艺文件中规定拧紧力矩的紧固件,严格按照规定拧紧力矩紧固;未规定拧紧力矩的紧固件,其拧紧力矩按照下图表1拧紧:4.2.3同一零件多个螺纹紧固件连接时,各个螺钉(螺栓)需交叉、对称、逐步、均匀拧紧;如有定位销,应从靠近该销位置的螺钉(螺栓)开始拧紧;4.2.4螺钉、螺栓和螺母拧紧后,其支承面应与被紧固零件贴合;4.2.5螺母拧紧后,螺栓、螺钉应露出螺母端面2-3个螺距;4.2.6沉头螺钉紧固后,沉头不得高出沉孔端面。
4.3紧固件润滑推荐螺纹紧固前进行螺纹润滑。
4.4二次拆装螺钉、螺栓(螺纹紧固件在生产车间装配好后,发运时需要拆卸,发运到现场后再次进行紧固安装)推荐出厂时发运全新螺栓到现场进行螺纹紧固装配。
5相关文件6相关记录。
扭剪型高强螺栓的拧紧方法
1. 确定拧紧扭矩
扭剪型高强螺栓的拧紧扭矩需要根据螺栓的规格和材料、连接的构件材料、使用环境等因素进行计算。
拧紧扭矩值需要满足设计要求和使用要求,过高或过低都会影响连接的性能。
2. 使用扭剪扳手拧紧
扭剪型高强螺栓必须使用扭剪扳手进行拧紧,扭剪扳手具有设置扭矩值的功能,可以保证螺栓的拧紧力度准确、可控。
拧紧时应垂直于螺栓轴线,并按照检验规定的扭矩进行拧紧,拧紧到预定扭矩时,扳手发出“卡嗒”声表示拧紧完毕。
3. 停止拧紧
当扭剪扳手发出“卡嗒”声时,需要继续用力,将扭剪扳手再次拧动1/4圈左右,让螺栓形变,产生剪断断裂。
然后再松开扳手,完成拧紧过程。
需要注意的是,不要反复拧紧,否则会影响螺栓的拧紧力度和性能。
螺栓拧紧方法及预紧力控制
化 工 设 备 与 管 道第42卷螺栓拧紧方法及预紧力控制初泰安(扬子石油化工公司芳烃厂,南京 210048)[摘要] 石化、炼油企业装置上的静密封结构以螺栓法兰垫片连接系统为主,检修期间螺栓拧紧方法的选择和预紧力的正确控制对保证装置的安全运行至关重要。
本文介绍了实际生产中常用的扭矩法、螺母转角法和液压拉伸法的基本原理,并给出了各种预紧力的控制方法及其所能达到的精度,对安装和维修有一定的指导意义。
[关键词] 螺栓; 预紧力; 拧紧; 法兰连接 螺栓法兰连接在化工装置中广为应用。
为了保证法兰连接系统紧密不漏、安全可靠地长周期运行,垫片表面必须有足够的密封比压,特别在高温工况下垫片会产生老化、蠕变松弛,法兰和螺栓产生热变形,高温连接系统的密封比常温困难得多,此时螺栓预紧力的施加与控制就显得十分重要,过大或过小的预紧力都会对密封产生不利影响。
螺栓预紧力过大,密封垫片会被压死而失去弹性,甚至会将螺栓拧断;过小的螺栓预紧力又使受压后垫片表面的残余压紧应力达不到工作密封比压,从而导致连接系统泄漏。
因此如何控制螺栓预紧力是生产实际中必须重视的问题。
1 螺栓拧紧方法1.1扭矩拧紧法扭矩拧紧法[1、2]是最常用的螺栓拧紧方法,通过扭矩扳手显示的扭矩值来控制被连接件的预紧力,操作简单、直观。
拧紧螺栓时的拧紧力矩:M=K t Q0d×10-3N m式中:Q0———预紧力,N;K t———计算系数;d———螺栓的公称直径,m m。
Q0=MK t d×10-3N(1)系数K t与螺纹表面及法兰的光洁度、润滑状况、拧紧速度、所用拧紧工具、以及反复拧紧时的温度变化等有关,通常在0.1~0.3之间变化。
K t的变化将导致预紧力Q0也发生较大变化,变化范围大约在40%左右。
所以,如采用扭矩法拧紧螺栓,其计算载荷需要1.3倍最大工作载荷,这必然会造成螺栓直径增大,或数量增加,或提高材质。
这对简化结构、降低成本,减轻其重量都是不利的。
螺栓拧紧工艺技术

螺栓拧紧工艺技术螺栓拧紧工艺技术是指在装配过程中将螺栓拧紧到既能确保装配的稳固性,又不至于造成材料过度应力的一种工艺。
螺栓拧紧工艺技术在各个行业中都有广泛的应用,比如汽车制造、机械制造、建筑工程等。
本文将对螺栓拧紧工艺技术进行详细介绍。
螺栓拧紧工艺技术的目标是通过适当的拧紧力矩使螺栓连接件间产生正应力,从而确保装配的稳固性。
在实际应用中,螺栓拧紧通常采用手动扳手、气枪扳手、液压扳手等工具进行。
下面将介绍一些常用的螺栓拧紧工艺技术。
首先,要选择合适的拧紧力矩。
拧紧力矩是指使螺栓产生所需正应力的施加力矩大小。
力矩的大小与螺栓的直径、材料以及受力方式等因素有关。
通常,可通过力矩计或力矩扳手测量拧紧力矩,并根据需要进行调整。
其次,要正确选择扳手。
扳手是螺栓拧紧工艺技术中不可或缺的工具。
不同类型的扳手适用于不同规格和类型的螺栓,如手动扳手适用于小型或精密装配,液压扳手适用于大型或高强度装配。
选择合适的扳手有助于提高工作效率和减少不良。
另外,注意拧紧顺序。
在装配过程中,螺栓的拧紧顺序很重要。
通常采用交叉、对称的方式进行拧紧,以保证螺栓连接的均匀力分布,避免因局部失稳而导致装配失效。
最后,要注意拧紧角度。
螺栓的正应力与拧紧角度有关。
通过控制拧紧角度,可以实现螺栓连接件间产生不同的正应力,从而满足不同的装配要求。
拧紧角度可以通过角度扳手或电子式拧紧扳手进行控制。
在实际操作过程中,还需要进行拧紧力矩的控制和检测。
一般来说,对于较为重要的装配,需要进行力矩控制和力矩检测,以确保螺栓连接的质量和稳定性。
力矩控制可以通过设置扳手可调的扭转角度实现,而力矩检测可以通过力矩计或扳手上的显示器进行。
螺栓拧紧工艺技术在各个行业中都是至关重要的。
它不仅关系到装配的质量和稳定性,还关系到产品的可靠性和安全性。
因此,在进行螺栓拧紧工艺技术时,必须严格按照操作规程进行,并进行必要的力矩控制和力矩检测。
只有如此,才能确保螺栓连接的质量和稳定性,从而满足各个行业的需求。
拧紧技术及拧紧机

螺栓拧紧技术及拧紧机螺栓拧紧在机械制造业中的应用非常广泛,机械制造中零部件的连接与装配,机械整体的装配等等,可以说几乎是都离不开螺栓拧紧。
第一节螺栓拧紧的基本概念及拧紧的方法任何机体均是由多种零件连接(即组装)起来的,而零件的连接有多种,采用螺栓连接就是其中最常用的一种,而欲采用螺栓连接就必须应用拧紧,因而这“拧紧”也就成了装配工作中应用得极为广泛的概念。
零件采用螺栓连接的目的就是要使两被连接体紧密贴合,并为承受一定的动载荷,还需要两被连接体间具备足够的压紧力,以确保被连接零件的可靠连接和正常工作。
这样就要求作为连接用的螺栓,在拧紧后要具有足够的轴向预紧力(即轴向拉应力)。
然而这些力的施加,也都是依靠“拧紧”来实现的。
因而,我们很有必要了解一些有关拧紧的基本概念。
一.螺栓拧紧的基本概念1.拧紧过程中各量的变化在螺栓拧紧时,总体的受力情况是,螺栓受拉,连接件受压;但在拧紧的整个过程中,受力的大小是不同的(见图1),大体上分为下述几个阶段:⑴在开始拧紧时,由于螺栓未靠座,故压紧力F为零;但由于存在摩擦力,故扭矩T保持在一个较小的数值。
⑵当靠座后(Z点),真正的拧紧才开始,压紧力F和拧矩T随转角A 的增加而迅速上升。
图 1⑶达到屈服点,螺栓开始朔性变形,转角增加较大而压紧力和扭矩却增加较小,甚至不变。
⑷再继续拧紧,力矩T 和压紧力F 下降,直至螺栓产生断裂。
2.力矩率力矩率R 所表示的是力矩增量△T 对转角△A 的比值(见图2),即:R =△T /△A (1)硬性连接的R 值高,软性连接的R 值低。
R 值与螺栓的长度、连接中各件之间的摩擦以及连接件垫圈的弹性有关。
摩擦系数的变化,是影响力矩率的主要因素。
此外,再加上垫圈、密封垫片等引起的弹性变化,装配线上同样螺纹连接之间的力矩率变化可能超过百分之百,这样,力矩/转角的曲线就可能落在图3斜线中的任何位置。
3.摩擦与力矩对压紧力的影响 从图4中可见,同一力矩T 值, 而由于摩擦系数μ值的不同,压紧力 F 可能相差很大。
高强度螺栓安装施拧工艺规程
高强度螺栓安装施拧工艺规程1一般要求1.1 高强度螺栓连接副的紧固宜采用扭矩法施工;检查和验收可采用“松扣回扣法”,当试验数据足够且准确时,也可采用“紧扣法”。
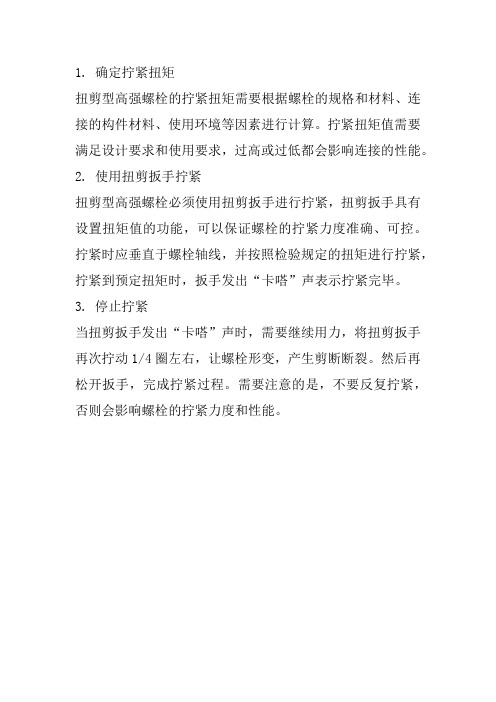
1.2 每套高强度螺栓连接副应为一根螺栓、一个螺母和两个垫圈,并应配套使用。
高强度螺栓连接副不得重复使用。
1.3 高强度螺栓的预拉力应符合表1.3的规定。
1.4 当环境温度低于-10℃、摩擦面潮湿或暴露于雨雪中时•,不得进行螺栓的安装和施拧作业;雨雪后施工时,应采取措施保证栓接板面干燥。
1.5 高强度螺栓连接副在安装和施拧作业时,应遵守相关的安全规定。
2施工准备2.1 高强度螺栓连接副进场后,应按本规范附录A的规定进行扭拒系数试验,试验后超过6个月再使用时,应重新进行扭矩系数试验,检验合格方可使用。
2.2 对损伤严重的栓接板面,施工前应按相应的涂装工艺重新处理。
2.3 对高强度螺栓连接副进行施拧前,应检查确认板缝中无任何杂物。
2.4 作业者应是经培训考核合格、能熟练进行安装施拧操作的专业人员。
2.5 应配备足够的高强度螺栓连接副施工的工具,施拧和检查用的扳手应在施工前进行标定和校正,并应符合下列规定:(1)施拧用电动扳手和定扭矩讯响扳手应编号使用,每台电动扳手和控制器及稳压电源,应固定配套编号,不得混杂。
(2)对标定好的电动扳手应指定专人使用,在使用过程中严禁随意调节控制器的旋钮。
(3)高强度螺栓连接副施拧所用扭矩扳手的扭矩误差不得超过使用扭矩值的±5%,检查所用扭矩扳手的误差不得超过使用扭矩值的±3%。
3.1 高强度螺栓连接副的安装应在构件的位置精确调整定位后进行,且螺栓、螺母和垫圈应按制造厂提供的批号配套使用。
3.2 安装高强度螺栓连接副时,构件连接部位的摩擦面应保持清洁、干燥。
3.3 安装高强度螺栓连接副时,螺栓头一侧和螺母一侧应各置一个垫圈,垫圈有内倒角的一侧应分别朝向螺栓头或螺母支承面。
螺栓的长度应符合安装图的规定,穿入方向应全桥一致。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
测量拧紧效果
T
我们能够测量的是扭矩T
F
F
F
F
我们想要得到的是夹紧力F
7 2019-05-30
扭矩-夹紧力
• 旋转螺母或螺丝使螺杆受力伸长 • 螺杆伸长产生的夹紧力把连接件夹紧 • 我们需要的是连接件中的夹紧力
8 2019-05-30
螺拴与连接件的关系
9 2019-05-30
原因:静态摩擦力
时间
硬连接
装配
(动态) 102.6 102.6 101.4 101.2 102.4 100.9 102.1 102.4 101.0 101.8
均值
标准偏差 (Sigma) 3 Sigma
101.84 0.67 2.01
27 2019-05-30
手测 (静态) 112 110 111 110 113 109 110 111 113 112
17 2019-05-30
施加的扭矩不要超过使用极限
• 施加的扭矩过大会使螺 栓过度伸长
Torque
• 安全余量取决于: – 拧紧精度 – 材料等级
18 2019-05-30
Angle of rotation
螺栓标识系统
.
公制螺纹
生产商
第一个数 = 1/100 的最小抗拉 强度 (N/mm2) 100×8 = 800 N/mm2
扭矩 = OK 角度 = 过高
32 2019-05-30
角度
结论:
螺栓装配质量对产品的最终质量有着直接影响
为了得到质量合格的拧紧连接– • 拧紧扭矩必须精确 • 连接件质量必须得到监控
Clamp force
Friction in threads
Friction under nut or head
33 2019-05-30
夹紧力, 10% 螺纹副中的摩 擦了, 40% 螺栓头下表面的 摩擦力, 50%
The 50-40-10 规则
螺栓头下摩擦力 50%
螺纹副中 40%
扭矩
夹紧力 10%
90% 的扭矩用于克 服摩擦力
100%
15 2019-05-30
夹紧力与摩擦力的关系
通常的情况 螺栓头下摩擦力 50%
在螺栓头下加润滑油 螺栓头下摩擦力 45%
第二个数 =屈服强度与最小抗拉 强度之间的关系 0.8 = 80%
两数相乘得出屈服应力 800* 0.8 = 640 N/mm2
19 2019-05-30
弹性松弛会影响夹紧力
2019-05-30
Time
材料弹性松弛会使夹紧力衰减!
21 2019-05-30
衰减
牛米
工具断开
衰减
22 2019-05-30
工
夹紧力
作 载
减少部分 荷
σδ1
δ1
δ2
变形
12 2019-05-30
Joint Diagrams
施加的扭矩并不象夹紧力那么简单
力 (F), 力臂 (L) = 扭矩(M) 螺栓旋转的越多,得到的扭矩越大
但是, • 90% 的扭矩被摩擦力消耗 • 只有10%的扭矩转化为夹紧力
14 2019-05-30
111.1 1.4 4.1
软连接
装配
(动态) 100.2 100.5 100.7 100.3 100.4 100.8 100.5 100.2 100.2 100.4
均值
100.42
标准偏差 (Sigma) 0.21
3 Sigma
0.63
28 2019-05-30
手测 (静态) 88 84 92 86 90 88 86 85 84 84
时间
• 60-70%的衰减发生在30毫秒以内
软连接、硬连接
Joint characteristics can also define the tool type required (ISO 5393)
A. 硬连接:到达贴合点后,旋转30
以内达到目标扭矩
B. 软连接:到达贴合点后,旋转2
圈以上达到目标扭矩
Joint Diagrams
螺拴ቤተ መጻሕፍቲ ባይዱ连接的变形
压力 力
连接件压 缩
压缩量
10 2019-05-30
Joint Diagrams
拉力 螺栓拉伸
伸长量
螺栓连接的变形关系
力
预 紧 力
螺栓伸长δ1
连接件 压缩δ2
变形
11 2019-05-30
Joint Diagrams
轴向工作载荷的影响
力
螺栓受力 增加部分
扭矩的过扭程度受连接件硬度以及 工具转速影响。
目标扭矩 旋转角度
23 2019-05-30
软、硬连接
扭矩
目标
过扭
硬连接
软连接
均值偏差
贴合点
2019-05-30
角度
如何在一个连接件上测量扭矩
动态扭矩:在拧紧螺栓的同时用在线式扭矩传感器测量 静态扭矩:安装后用扭矩扳手测量
25 2019-05-30
静态扭矩
螺纹副中有杂质
螺栓头下摩擦力 50%
螺纹副中摩擦力
40%
10%
螺纹副中摩擦力 40%
夹紧力 15%
螺纹副中摩擦力
45%
5%
16 2019-05-30
一定要确保施加的扭矩达到最小需要扭矩
• 夹紧力一定要高于外部载荷 • 安全余量载荷的影响因素:
– 振动 – 摩擦力的变化 – 连接件尺寸变化 – 拧紧精度
基本拧紧技术
1 2019-05-30
为什么使用螺栓连接
• 装配简单 • 拆卸方便 • 效率高 • 成本低
2019-05-30
装配工作按精度等级分为三类
4 2019-05-30
安全等级 质量等级 客户定义等级
螺栓连接的受力
5 2019-05-30
剪切
拉伸
为了拧紧螺栓, 必须施加力以便拧紧螺母/螺丝
86.7 2.8 8.3
扭矩和角度 OK
扭矩
30 2019-05-30
扭矩 = OK 角度 = OK
角度
扭矩 OK, 角度过低
扭矩
扭矩 = OK 角度 = 过低
扭矩 = OK 角度 = OK
31 2019-05-30
角度
扭矩 OK, 角度过高
扭矩
扭矩 = OK 角度 = 过低
扭矩 = OK 角度 = OK
动力工具 输出扭矩
92 94 91 92 94 92 92
X=92,43
=1,13
T (Nm)
扭力扳手 静态扭矩
103 106 103 100 100 103 100
X=102,14
(A)工具输出 120 (动态扭矩) 110 100
80 60 40 20
=2,27
26 2019-05-30
(B) 扭力扳手 (静态扭矩)