气流成网机
关于浆粕气流成网非织造布技术

塑童夔
N o w o e c no o y n v n Te h l g
一
确 保 产晶 质地 均 匀。 奥地 利针 刺机 制 造 商 F he 司展 出 r加 l 车 用 err公 : 汽 绒 布 的单 台 针刺机 。 Tizclr 司在 IMA As J 有 自 己的展 台 。 展 rtshe公 i T i : a 在 台上 , 该公 宣布 已向全 球 市场 售 出 了第 2 0 梳 理 000 机 柯关 这 一点 , 公 司 的营 销 负责 人 H r n e e先 该 emanS l r k
对 陵公 司的 设 备表 示 了浓 厚 的必 趣。 I MP集 团 是欧 洲最 大 的 非织 造布 生 产 商之 - 有 ,拥 4 条 非织 造布 生 产线 。OR 0 V工 程公 司利 用 内 部技 术资 源 和 生产 经 验来 扩 大其 商 业机 械 的销 售 。该 公 司 日前 参与 了中 国的 几个 重要 项 目。 了 一 除 些汽 车 行业 的项 F外 , I 该
他个 人护 理 产品 )加 工机 械 领 域 。
公 司 推 f 一个 新产 品 是 Po n 这 是 ・ 综合 的各 种加 工 纤维 网 的 NS C非 织
造 生 产 线。
在推 出 Po n 前,该 公 司认 为有 必 要协 调 所有 单 rDy 之
关于浆粕
摘要 :浆柏 气流成 网非织遣 布(iad upN n o e) Ar iP l o w vn l 是 最近 几年在 我 回盅展 起来 的一嘈难 有 益展 前景 的技 术。 目前世 界上的主要 挂 木厦设备 供应 商是丹 麦的M &
j irtc F beeh和 D rW e frn gI t t n l 挈套 司 at b on n ne i e 两 - ma o
气流成网
§3-4 气流成网一、气流成网原理纤维经过开松、除杂、混和后喂入主梳理机构,得到进一步的梳理后呈单纤维状态,在锡林高速回转产生的离心力和气流的共同作用下,纤维从针布锯齿上脱落,由气流输送并凝聚在成网帘(或尘笼)上,形成纤维三维杂乱排列的纤网。
气流成网纤网中纤维呈三维杂乱排列,MD : CD=1.1~1.5,最终产品基本各向同性。
气流成网通常要求纤维长度不大于80mm,纤维过长会破坏纤网外观和均匀度。
气流成网可有效地处理短纤维,如长度小于10mm的木浆粕纤维。
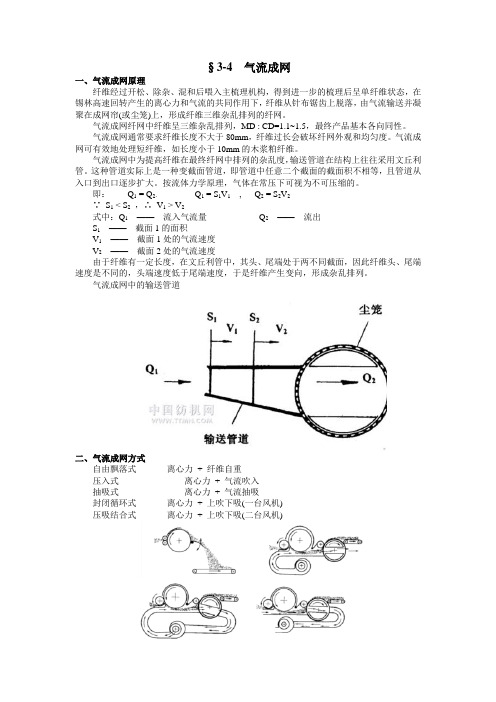
气流成网中为提高纤维在最终纤网中排列的杂乱度,输送管道在结构上往往采用文丘利管。
这种管道实际上是一种变截面管道,即管道中任意二个截面的截面积不相等,且管道从入口到出口逐步扩大。
按流体力学原理,气体在常压下可视为不可压缩的。
即:Q1 = Q2,Q1 = S1V1, Q2 = S2V2∵S1 < S2,∴V1 > V2式中:Q1——流入气流量Q2——流出S1——截面1的面积V1——截面1处的气流速度V2——截面2处的气流速度由于纤维有一定长度,在文丘利管中,其头、尾端处于两不同截面,因此纤维头、尾端速度是不同的,头端速度低于尾端速度,于是纤维产生变向,形成杂乱排列。
气流成网中的输送管道二、气流成网方式自由飘落式离心力+ 纤维自重压入式离心力+ 气流吹入抽吸式离心力+ 气流抽吸封闭循环式离心力+ 上吹下吸(一台风机)压吸结合式离心力+ 上吹下吸(二台风机)自由飘落式压入式封闭循环式抽吸式压吸结合式三、典型气流成网机组国产SW-63型气流成网机奥地利Fehrer公司V21/K12气流成网机组奥地利Fehrer公司K21气流成网机美国Rando公司40B气流成网机组奥地利DOA公司气流成网机组国产SW-63型气流成网机由传统梳棉机改造,锡林离心力和提升罗拉使纤维进入风道,然后吸附在成网帘上形成杂乱排列纤网。
适用范围:纤维细度为1.65~6.6dtex,纤维长度25~55mm,纤网单位面积质量12~70g/m2,生产速度2~3m/min,幅宽1m。
气流成网机在汽车内饰生产线中的实际应用
设备与工厂 Equipment &Factory收稿日期:2008206214气流成网机在汽车内饰生产线中的实际应用白 莹,王 斌,石 亮(郑州纺织机械股份有限公司,河南郑州450053)摘要:结合汽车内饰生产线的特点,阐述了气流成网机在这种生产线中的重要作用,并介绍了其工作原理及工艺特点。
关键词:非织造布;气流成网机;汽车内饰;应用中图分类号:TS173132 文献标识码:A 文章编号:100522054(2008)0420045203 我国近年来汽车工业迅速发展,汽车采用的复合材料也越来越多。
车用纺织材料的增长速度高于汽车生产的增长速度,而车用纺织品中非织造布的应用比例不断上升,因为应用非织造布即可满足汽车不同部件的功能性要求,也有利于减轻汽车自重及产品的回收再利用,采用非织造布用作汽车内饰材料是当前国际发展趋势[1]。
非织造布在汽车上可用于车顶衬垫和覆盖材料、车门内侧模压板、绝热和隔音材料、轿车后部行李仓衬垫和覆盖材料等。
据介绍,一辆轿车应用非织造布最多为20m 2~25m 2,总重量在20kg 以上。
汽车内饰用无纺毡的生产流程一般如下:称量机(2~3台)→混棉帘子开棉机→豪猪开棉机→锯齿辊筒开棉机→气压棉箱喂棉机(或振动棉箱)→气流成网机→热风烘箱(或针刺机)→冷却箱→分切机→模压定型→后处理生产线是以再生纤维(含有棉、化纤和少量羊毛)、丙纶为主体,采用酚醛树脂粉末或PP/ES 短纤维,用热风加热粘结加固制成无纺毡。
其产品特性是吸音、隔热、防震及阻燃,纤网重量一般为500~3000g/m 2。
再生纤维由多种纤维混合而成,纤维长短不一,粗细不均,在其中配比一定量的阻燃纤维,经气流成网机成网后,形成无定向杂乱纤维网,纤维网经过热风粘合后,就形成了汽车隔音件和内饰件用无纺毡。
汽车内饰用无纺毡是由热风工艺或针刺法加工制成的。
热风工艺是由输出纤网直接进入热风烘箱,在基本无压的状态下热熔粘接的,所以纤网的好坏直接影响成品的质量,包括其均匀度、纵横向强力、柔软性、蓬松度等。
非织造技术与产品(第三章)

优点 •铺叠后纤网宽度不受梳理机工作宽度限制。 •可获得很大单位面积质量的纤网。 •可以调节纤网中纤维的排列方向,甚至使最终非织造材 料的横向强力大于纵向强力。 •可获得良好的纤网均匀性,CV=2~4%。
气流成网
气流成网原理
纤维经过开松、除杂、混和后喂入主梳理机构,得到进一 步的梳理后呈单纤维状态,在锡林高速回转产生的离心力和 气流的共同作用下,纤维从针布锯齿上脱落,由气流输送并 凝聚在成网帘(或尘笼)上,形成纤维三维杂乱排列的纤网。 气流成网纤网中纤维呈三维杂乱排列,MD : CD=1.1~1.5, 最终产品基本各向同性。 气流成网通常要求纤维长度不大于80mm,纤维过长会破坏 纤网外观和均匀度。气流成网可有效地处理短纤维,如长度 小于10mm的木浆粕纤维。
交叉式铺网
立式铺网机
四帘式铺网机
W V2 M L V3
式中:M -铺叠后纤网层数
W -梳理机输出的薄网宽度 V2 -铺网帘移动速度
V3 -输出帘回转速度
L -输出帘上铺网宽度
双帘夹持式铺网机
交叉铺网新技术
•储网装置
•纤网横截面整形系统
其它铺网
•组合铺网 •垂直铺网
纤网杂乱牵伸机
度偏差的变化范围。
纤网结构
纤维在纤网中的排列方向,一般用定向度来表示。纤维在纤网中呈单方向(如纵
向或横向)排列数量的多少程度称为定向度。 纵向排列:纤维顺着机器输出方向(MD方向)排列。 横向排列:纤维垂直于机器输出方向(CD方向)排列。 杂乱排列:纤维沿纤网各个方向排列。 杂乱度:纤维数量沿纤网各个方向排列的均匀程度。 通常用非织造材料的纵向和横向断裂强力的比值来判断纤网的定向度或杂乱度。 也可以进一步测定纤网其它方向(30 °、45 ° 、60 °)的断裂强力来进一步 表征纤网的杂乱度。 各向异性:纤网各个方向的物理机械性能差异很大(定向度高的纤网)。 各向同性:纤网各个方向的物理机械性能非常相似(杂乱度高的纤网)。 纤网取向角θ:纤维轴线与纤网长度方向(即MD方向)的中心线或其平行线之间 形成的夹角。
大学纺织工程专业课实验-专业课实验(2)(1)

20XX年复习资料大学复习资料专业:班级:科目老师:日期:实验A 纺纱11 写出清梳联的任务。
答:开松,除杂,混合,梳理,成条。
(清:开松、除杂、混合;梳:梳理、成条。
)2 写出清梳联合机台的名称及工艺过程。
答:AS20XXXX4喂棉机→AFC20XXXX2双轴流开棉机→MCM六仓混棉机→CNT3三罗拉清棉机→DX385除微尘机→DK820XXXX梳棉机。
3 简述三滚筒开棉机各滚筒的针布型式,三个滚筒速度是如何变化的。
答:第一打手(粗针罗拉),第二打手(锯齿),第三打手(细锯齿)。
第二打手是第一打手的1.7倍,第三打手是第二打手的1.7倍。
4 画出盖板梳棉机工艺简图,标出各机件名称,标出针齿方向,运动方向,相互作用。
答:图2-3-1。
锡林——刺辊:剥取作用锡林——盖板:分梳作用锡林——道夫:分梳作用5 画出罗拉梳理机工艺简图,标出各机件名称,说出锡林,工作辊及剥取辊间的作用,标出针齿方向,运动方向,作用性质。
答:图2-4-1A-锡林 B-工作辊 C-剥取辊 D-道夫锡林——工作辊:分梳作用锡林——剥取辊:剥取作用ABCD剥取辊——工作辊:剥取作用实验B 纺纱2精梳1 精梳机的作用是什么?去短留长:去除不符合精梳制品要求的短纤维;平行顺直:提高纤维的平行伸直度;去除杂质:去除棉结和细小杂质2 精梳机是如何完成对纤维的梳理的?圆梳梳理须丛的前端,在拔出过程中,顶梳梳理须丛的后端3 拔取隔距的定义。
答:拔取车摆动到最后端时,拔取罗拉到下钳板的距离。
4 梳下的短纤维及杂质落到哪?答:落入短毛箱。
5 精梳机喂入与输出的特点?答:间歇式地喂入和输出。
针梳机、自调匀整装置1 画出针梳机工艺简图,标出各机件名称。
答:图2-7-1。
2 针板的作用是什么?针板是如何传动运动的?答:梳理纤维,带动纤维向前传递。
当针板被工作螺杆推到最前端时,受到三叶凸轮的打击,针板落入规程螺杆的螺旋导槽。
3 针梳机前隔距指哪?牵伸区是单牵伸还是双牵伸?答:针板与前小罗拉之间的距离。
汕头市人民政府关于2016年度汕头市科学技术奖励的决定

汕头市人民政府关于2016年度汕头市科学技术奖励的决定文章属性•【制定机关】汕头市人民政府•【公布日期】2016.12.30•【字号】汕府〔2016〕141号•【施行日期】2016.12.30•【效力等级】地方规范性文件•【时效性】现行有效•【主题分类】科技奖励正文汕头市人民政府关于2016年度汕头市科学技术奖励的决定汕府〔2016〕141号各区县人民政府,市政府各部门、各直属机构:为促进科技与经济紧密融合,推动产业转型升级,营造重视和鼓励创新良好氛围,打造区域科技创新中心,根据《汕头市科学技术奖励办法》的规定,经审议,汕头市人民政府决定授予“复合转移法印刷玻璃卡纸专用环保高光乳液关键技术研发”等9项成果为汕头市科学技术奖一等奖;授予“无机复合抗菌纸包装材料的研发与产业化”等13项成果为汕头市科学技术奖二等奖;授予“局部转移镀铝膜基材循环使用关键技术与装备开发”等12项成果为汕头市科学技术奖三等奖。
希望广大科技工作者要以获奖者为榜样,大力弘扬勇于创新的科学精神,全面增强自主创新能力,为我市加快转换发展动能,实现产业转型升级,加快建设创新型经济特区作出新的贡献。
具体获奖项目如下:一等奖(9项)1.复合转移法印刷玻璃卡纸专用环保高光乳液关键技术研发主要完成单位:汕头市鑫源化工科技有限公司、汕头大学主要完成者:谢进标、高文华、章少敏、郑少琴、谢铠烨、林桂贤、孔花、张静、陈泽童、陈培聪2.汕头市贵屿电子废物污染土壤修复关键技术研究和综合示范主要完成单位:汕头市环境保护监测站、广东省生态环境技术研究所主要完成者:郭岩、肖亮洪、黄闪星、赖永忠、陈先毅、李乐、黄显兵、陈淳清、陈欣、杨国义3.可适应吸压结合一体化气流成网机主要完成单位:汕头三辉无纺机械厂有限公司主要完成者:杨长辉、方霓、郑昌平、杨博4.粤东对虾产业发展关键技术研究与应用主要完成单位:汕头市海洋与水产研究所、中国水产科学研究院南海水产研究所、汕头市濠江区濠盛水产养殖有限公司、汕头市锦泰水产实业有限公司主要完成者:李春晓、陈楷亮、许晓能、杨铿、赖向生、胡晓娟、杨文君、廖烈金、谢健辉、李文胜、郑晓生、李业辉、林耿中、黄琦、黄素丽5.SATB2等新发现的致病基因与环境交互作用和非综合征性唇腭裂的相关性研究主要完成单位:汕头大学医学院第二附属医院主要完成者:唐世杰、何运铺、舒申友、程红球、毛小炎、胡晓、黄恩民、欧阳展、陈庆珊6.高尿酸诱导代谢综合征相关靶器官胰岛素抵抗的分子机制主要完成单位:汕头大学医学院第一附属医院主要完成者:程继东、张永能、李智、朱玉璋、蔡先彬、黄天亮、罗银凤、罗朝欢、胡亚秋7.癌症患者癌因性疲乏与化疗不良反应的相关性及机制研究主要完成单位:汕头大学医学院附属肿瘤医院主要完成者:张述耀、周莉、方翎、江艺、江红、杨钰贤、张利群、张盛奇、林丹霞、王妙君、陈蕾、邱国栋、郑洁婷、赵树林、张灏8.基因转染方法促进骨髓间充质干细胞在体外诱导分化为神经元样细胞主要完成单位:汕头大学医学院第一附属医院主要完成者:肖哲、袁军、黄国荣、韩天旺、赵国庆、林绿标9.放疗同期联合单药化疗治疗局部晚期食管癌的系列临床研究主要完成单位:汕头市中心医院主要完成者:黄河澄、林连兴、许鸿鹞、吴盛喜、陈作明、罗何三、李忆璇、刘庆深、管慧红、林晓玲二等奖(13项)10.无机复合抗菌纸包装材料的研发与产业化主要完成单位:广东壮丽彩印股份有限公司主要完成人:段华伟、汤树海、何陆军、符秀科、连俊华、郭清霞、钟建立、郑美珍11.光学级BOPET薄膜防粘结母料主要完成单位:汕头市贝斯特科技有限公司、汕头大学主要完成人:张永明、高文华、王锦江、刘小珊12.五层共挤超宽幅内添加型PO农用薄膜吹塑成套装备主要完成单位:广东金明精机股份有限公司主要完成人:黄虹、林梓生、关文强、马佳圳、陈俊鸿、李浩、李子平、陈昭楷、林洁波、付龙莉13.SJ100-LSFM1450型食品级包装纸多层共挤双面淋膜复膜机组主要完成单位:汕头市远东轻化装备有限公司主要完成人:陈耀渠、李拱鹏、肖仕强、陈伟龙、孙建伟、杜考玲、陈炎亮、何二君、陈浩然14.基于云计算的超声医学影像平台关键技术研发主要完成单位:汕头市超声仪器研究所有限公司、汕头市东方超声科技有限公司、广东理工职业学院主要完成者:李德来、郭境峰、万伟、卢欢、杨金耀、吴钟鸿、陈培峰、洪继财、周晓明、李斌15.QH-280全自动气雾罐电阻焊罐身焊接机主要完成单位:汕头轻工机械厂有限公司主要完成者:李阳、陈中坚、李胜生、谢少瑜、古育华、杨锡辉、陈柳泽、陈沙平、黄伟波16.花序调控提高蝴蝶兰开花品质的应用研究主要完成单位:汕头市农业科学研究所主要完成者:洪生标、张秀珊、江秀娜、曾宝珰、韦小莲、黄茜莉、刘燕榕、郑运欢、郭英铎、汤楷17.经括约肌间切除超低位直肠癌保肛手术的系列研究主要完成单位:汕头大学医学院第二附属医院、饶平县人民医院主要完成者:庄潮平、黄辉宏、陈耿臻、麦建全、郑邦瑞、陈少逸、蔡高阳、陈立言、韩慧18.颈椎前后路手术的实验和临床系列研究主要完成单位:汕头市中心医院主要完成者:林本丹、郑干轩、林慰光、胡奕山、罗勤瑜、洪笃开、郭予立19.电离辐射对血管内皮细胞的影响主要完成单位:汕头大学医学院第二附属医院主要完成者:姚小武、陈仕生、朱郁文、卢子正、黄慧燕、杨利和20.美沙酮维持治疗患者心理状态及结合认知行为治疗和健康教育研究主要完成单位:汕头市第四人民医院主要完成者:高镇松、陈泽华、陈少琴、邱清娟、吴民吉、刘玲娜、赵树藩、吴祥水21.汕头市在职人员慢性肾脏病流行病学调查研究主要完成单位:汕头大学医学院第二附属医院主要完成者:谢伟基、林智郡、张夏兰、廖翼曼、郑庭亮、苏鸿辉、翁文娟、杨镇胜、李晓武22.护士脊髓损伤神经系统评估技能集束化培训对护理结局的影响主要完成单位:汕头市中心医院主要完成者:许燕杏、周玉华、余天峰、林玉芸、郑泽丽、庄晓静、汤舜銮、庄伟鹏、许美卿、肖智真三等奖(12项)23.局部转移镀铝膜基材循环使用关键技术与装备开发主要完成单位:广东壮丽彩印股份有限公司主要完成者:段华伟、汤树海、许日勤、李振华、何陆军、陈晓枫、段清辉24.智能控制褥疮防治床垫的研制主要完成单位:广东粤华医疗器械厂有限公司、汕头职业技术学院主要完成者:林弘、黄学佳、潘春荣、黄楚丰、苏兆生、林佳娟、饶文娟25.低粘度高稳定护肤乳液的研发与应用主要完成单位:名臣健康用品股份有限公司主要完成者:张太军、崔凤玲、陈岱宜、李涛、贾洒洒、柏玮、黄劲松26.数字化路轨探伤车的研制主要完成单位:汕头市超声仪器研究所有限公司主要完成者:李德来、陈智发、陈和坤、吴锦湖、姚立恒、李?宇、苏树钿27.高阻燃抗强冲击载荷飞机座椅安全带关键技术研究主要完成单位:汕头市西北航空用品有限公司主要完成者:陈贤海、郑建雄、王津、林虹、陈佳纯、陈伟庭、黄梓一28.大型数字化LED光源医用阅片灯组主要完成单位:广东粤华医疗器械厂有限公司、汕头职业技术学院主要完成者:林弘、黄学佳、黄楚丰、潘春荣、苏兆生、林佳娟、饶文娟29.玉蕊、银叶树引种及繁育技术研究主要完成单位:汕头市潮阳区林业苗圃场、汕头市林业局种苗站主要完成者:郑建宏、林雄、马化武、彭剑华、XXX冬、罗超、叶婕30.草莓枯萎病综合防治技术推广应用主要完成单位:汕头市果树研究中心主要完成者:陈桂平、郑木川、杨惠文、曾少敏、陈德华、洪立纯、庄宇31.MSCT仿真内镜和三维重建技术在OSAHS阻塞平面成像中的临床应用研究主要完成单位:汕头市中心医院主要完成者:林佳伟、李创伟、张慕冰、吴先衡、姚丹勉、林志畑、林炘32.挤压性指端缺损创面治疗的临床研究主要完成单位:汕头市第二人民医院主要完成者:林宏伟、江标、连素文、蔡史健、林秋萍、肖瑛、杜建业33.术中自体血液回收技术的临床应用研究主要完成单位:汕头市第二人民医院主要完成者:孙业安、姚伟、徐婵玲、纪钦泉、章映丽、陈亿民、李卓华34.笑气吸入镇痛在大肠癌早期筛查中的应用研究主要完成单位:汕头市龙湖人民医院主要完成者:李光、刘舜贤、陈海珠、汤如卿、李永锋、陈敏玲汕头市人民政府2016年12月30日。
非织造布的梳理技术和针布配置_下_

形成杂乱纤网。 ( 5) P S 气流成网机 ( 图 14) , 该 机为美国普
213
G5040 ∀ 16G R/ #
5 0 50 3 6 1 6
113
2 62
213
V G5040 16R
5 0 50 3 6 1 6
111
2
213 94
V F5040 16
5 0 50 4 2 1 6
95
2
W W4240 ∀ 03611
4 2 50 3 6 1 1
163
2
G V4740 ∀ 03621
自锁 总高 工作角 齿距 基厚 齿密 齿/ 齿深
总重
针布公司
针布型号
根数
梳理机
称
( mm) r/ min
针布 mm (!) mm mm ( 25 4mm) 2 mm
( kg)
金井
412
G raf ( 1) 412 ( 1)
喂
( 2) ( 3) 412 8
入 光山 ( A) 辊
( A)
( B)
金井
412
27
2
228
5 5 80 6 5 3 2
31
3
228
5 0 75 6 35 2 5
41
2 5 1 71
W1201A
5 0 80 5 1 2 54
50
1 66
一种气流成网干法纸机

7 2・
轻工 机 糖
Lg t n ut a hnr i Id syM c ie h r y
2 1 年第 6 00 期
当 A实 值 前w 时 G
:
:
J 5 进 菇 磊 每 … 一 i 61 制 2 40 7 诺 器
一
篙 紧
习
制精度较 高 , 态误 差 小 。在 减 速 运 行 段 , 稳 出现 了滞
后 , 际速度 曲线和理 论 曲线 还存在一定 的偏差 , 实 这是
由电梯 的机 械惯 性 造 成 的 。但 从 整 一 个 运 行过 程 来
看 , 本达 到 了 设计 要 求 。 如果 能 更 好 地 设 定 参 基 数, 加快变频器 和主控板 之间 的通信 , 整个 系统就能更
用 了绝对距 离为原则 , 经过多次试 验 , 系统 基本达到 本 预期 效果 , 电梯 运行 良好 , 能达 到电梯运行 的舒 适性 和
如 图 4所示 , 当电梯 以时 间原则 运行完 5层 以后 , 绝对 值编 码 器 的读数 足 17 6 , 行距 离是 2 2 4 , 254 运 92 1 但是通 过 电梯 自学习程 序得 到 的距离 是 2 4 0 9 1 。很 明 显看到 以时间为原 则的方法 直接控制变 频器容易 出现
[ ] 刘连 昆, 国庆, 9 冯 樊运华 , 电梯 安全技 术[ . 等. M] 北京: 机械工业
出版社 ,03:-3 20 77 . [ 息 ・ f 信 简i ] 1
一
种气流成 网干法纸机 , 包括由前向后依次安装在 机架上的至少 一台以上 的成 型装 置、 施胶装 匿、 干燥装置和冷却装 置, 施胶
工 技 术 ,0 5 7 :O3 . 2 0 ( ) 3 一3
非织造布工艺及设备概论

n 1-棉箱给棉机 2-水平帘 3-斜角钉帘 4-均棉帘 5-喂给箱棉量控制装置 6-空气桥 7-尘笼 8-风 量调节装置 9-传送辊
n 属于封闭循环式气流成网。
非织造布工艺及设备概论
第四节 铺网机械
一、机械铺叠成网 (一)平行式铺叠成网 1、串联式 2、并联式
1-梳理机 2-纤维网 3-成网帘 4-铺叠后的纤维网
非织造布工艺及设备概论
n (二)成网
n
成网是将纤维形成松散的网状结构材料(纤
网)的工序。
n 非织造布的成网方法主要有干法成网、湿法成网 固
n
加固是使纤网具有一定的强度而形成非织造
布的工序,对非织造布的强度、性能和外观等方
面具有决定性的影响。非织造布的加固方法主要
定期更换。
n 2、转移式浸渍机
n
它采用上、下金属网帘6和7夹持纤网。粘
合剂由浆槽1流到转移辊2上,透过上金属网帘
的孔眼浸透到纤网中,溢出的粘合剂由下面托
槽流入储液槽3。浸透粘合剂的纤网经过真空吸
液装置时,抽吸掉余液。上、下金属网帘都装
有喷水洗涤装置。该机的特点是纤网呈水平运
非织造布工艺及设备概论
这种成网方式所制成的纤网,其定量大小、铺网 后的纤网宽度可由梳理机输出薄网的定量、速度、 宽度和成网帘的输出速度大小来调节。 成网帘上铺叠纤网的层数可由下列公式近似求出: 式中:W—道夫输出的薄网宽度(m);V2— 铺网帘往复运动的速度(m/min); V3—成网帘的输出速度(m/min);L—铺叠后 的纤网宽度(m)。四帘式交叉铺网的铺叠层数 应不少于6~8层,因为层数越多,纤网的的均匀 度越好。
1-喂棉帘 2-输棉帘 3-光电控制器 4-均棉罗拉 5-角钉帘 6-剥棉打手 7-活门 8-秤斗 9-秤
浅谈气流成网机的技术改进

文章编号 :0 4- 0 3 2 0 )0- 0 9—0 10 7 9 ( 0 8 1 0 1 3
如浸 渍机 、 轧 机或 针刺 机 等 。该 机 主要适 用 于合 热
0 引 言
奥地 利菲 勒 尔 ( e rr 公 司 的 K1 F he) 2型 气 流 成
成 纤 维 , 可 以 用 于 天然 纤 维 , 也 由前 道工 序 送 来 一 定 重 量 和厚度 呈 规则 排列 的纤 维 网 , 经过气 流 成 网 机 开 松梳 理后 , 维 呈 无 定 向排 列 的纤 维 网 , 下 纤 供 道 工序 使 用 。
20 0 8年 第 1 O期
产 业用纺 织 品
技 术革 新
摘
要: 对气流成 网机的 工作原理进 行 了论述 , 讨并提 出 了改善 成 网质量和提 高产量的一些途径 。 探
关键 词 : 流 成 网 机 , 织造 布 , 林 , 布 气 非 锡 针
中图分类号 :S 7 T 13
文献标 识码 : A
明显 。
我 厂 生 产 B 11型 ( 2 气 流 成 网 机 已 有 G2 K1 ) 2 年 的历史 , 累 了 丰 富 的 制 造 经 验 及 众 多 厂 O多 积
家 的使用情况反馈 , 我厂的科研技术人员一直致力
于提高 气流 成 网机设 备 性能 的技 术 改进 。
3 气流成 网机 的技术 改进 1 气流成 网机在 生产 线 中的应用
机 的性能 , 善产 品质 量这 一课 题 得到 了很 多 企业 改 和科 研技 术人 员 的关 注 。
K 2型 气流 成 网机 的主要 优 点是 适 应 性较 广 , 1
纤维品种从维纶 、 丙纶 、 涤纶等化学纤维 到各种麻
气流成网机的技术研究和改进
气流成网机的技术研究和改进钟 刚(仪征市海润纺织机械有限公司,江苏仪征211400)摘 要:对气流成网机的工作原理进行了论述,介绍了在提高气流成网机的成网质量方面所进行的研究和改进工作,深入探讨了改善成网质量和提高产量的途径。
关键词:非织造布;气流成网机;技术;研究中图分类号:TS173.32文献标识码:A 文章编号:1005Ο2054(2004)03Ο0045Ο03 化学粘合法是非织造布生产方法中的一个重要分支,它是电池隔膜、水溶布的唯一生产工艺,也是服装粘合衬的主要生产方法之一。
随着清洁便利能源的需求逐步扩大,汽车、电动车、通讯事业的迅猛发展,国内服装产品的大举进军国际市场,化学粘合法非织造布在近两年来又步入了一个新的发展高峰,前景十分看好。
化学粘合法生产线多用于生产薄型非织造布,通常要求其产品的纵横向强力比的差异小,一般为1∶1.5左右。
要满足这样的纵横向强力比要求,显然以梳理机作为成网设备是不合适的。
尽管梳理机可以配置杂乱辊,以改善纤网空间排列结构,减小各向异性程度,但产品最终纵横向强力比充其量只能达到1∶4左右,因此,能够满足化学粘合法生产线中成网要求的设备,非气流成网机莫属。
气流成网机是在对纤维进行分梳的同时,利用高速旋转锡林针布,均匀分散在气流场中,进而呈三维分布状态凝聚在输送网帘上,从而形成基本无定向的纤网。
国外有多种品牌、多种类型的气流成网机,最典型的是奥地利FEHRER 公司生产的K12型气流成网机,国内引进的多为此机型。
我公司于80年代中期即通过消化吸收,对该机型实现了国产化,至今已生产近百台,其型号为B G 121。
这种机型的气流成网机在国内使用已有20年历史,从运行效果看,应当是不错的。
该机对纤维的收稿日期:2004Ο04Ο13作者简介:钟刚(1952Ο),男,现任仪征市海润纺织机械有限公司副总工程师,主要从事非织造布机械设备的开发研究工作。
高级工程师。
适应性较广,纤维品种从维纶、丙纶、涤纶等化学纤维到各种麻纤维,纤维细度从15d 到30d 以上都可以成网。
气流成网
§3-4 气流成网一、气流成网原理纤维经过开松、除杂、混和后喂入主梳理机构,得到进一步的梳理后呈单纤维状态,在锡林高速回转产生的离心力和气流的共同作用下,纤维从针布锯齿上脱落,由气流输送并凝聚在成网帘(或尘笼)上,形成纤维三维杂乱排列的纤网。
气流成网纤网中纤维呈三维杂乱排列,MD : CD=1.1~1.5,最终产品基本各向同性。
气流成网通常要求纤维长度不大于80mm,纤维过长会破坏纤网外观和均匀度。
气流成网可有效地处理短纤维,如长度小于10mm的木浆粕纤维。
气流成网中为提高纤维在最终纤网中排列的杂乱度,输送管道在结构上往往采用文丘利管。
这种管道实际上是一种变截面管道,即管道中任意二个截面的截面积不相等,且管道从入口到出口逐步扩大。
按流体力学原理,气体在常压下可视为不可压缩的。
即:Q1 = Q2,Q1 = S1V1, Q2 = S2V2∵S1 < S2,∴V1 > V2式中:Q1——流入气流量Q2——流出S1——截面1的面积V1——截面1处的气流速度V2——截面2处的气流速度由于纤维有一定长度,在文丘利管中,其头、尾端处于两不同截面,因此纤维头、尾端速度是不同的,头端速度低于尾端速度,于是纤维产生变向,形成杂乱排列。
气流成网中的输送管道二、气流成网方式自由飘落式离心力+ 纤维自重压入式离心力+ 气流吹入抽吸式离心力+ 气流抽吸封闭循环式离心力+ 上吹下吸(一台风机)压吸结合式离心力+ 上吹下吸(二台风机)自由飘落式压入式封闭循环式抽吸式压吸结合式三、典型气流成网机组国产SW-63型气流成网机奥地利Fehrer公司V21/K12气流成网机组奥地利Fehrer公司K21气流成网机美国Rando公司40B气流成网机组奥地利DOA公司气流成网机组国产SW-63型气流成网机由传统梳棉机改造,锡林离心力和提升罗拉使纤维进入风道,然后吸附在成网帘上形成杂乱排列纤网。
适用范围:纤维细度为1.65~6.6dtex,纤维长度25~55mm,纤网单位面积质量12~70g/m2,生产速度2~3m/min,幅宽1m。
成网与铺网
当上压辊为自重加压,纤维网较厚,纤维向前运动时有差异 ,而靠钳口远近不同产生不同速度来实现杂乱。
法国水刺线多罗拉杂乱
气流杂乱成网
在干法非织造布生产工艺中。气流成网技术是成网的重要形 式之一,尤其对短纤维成网更显重要。 (一) 原理 纤维经开松混合后,喂入高速回转的锡林,进一步梳理成单 纤维。在锡林的离心力和气流的联合作用下,纤维从针齿上 脱落,靠气流输送,凝聚在成网帘上,形成纤网。
– 流体的流畅设计; – 气流管道形状、截面大小,尤其是管道出口处截面的形状、形式、面积 大小与气流流量、流速关系的合理配合和巧妙设计。
影响气流成网均匀度的因素
1 喂入原料的均匀度
2 纤维在气流中的均匀分布和输送 3 流体管道与尘笼表面状态
返回
1、喂入原料的均匀度
气流管道很短,而气流的速度很高,纤维在管道中停留时 间很短; 气流对纤维主要起输送和扩散作用,对纤维的均匀分布作 用很小。 气流成网不再配置其它调节纤网均匀度的工序。 因此,喂入原料的均匀程度对纤网的均匀有着直接的、决 定性的影响。喂入均匀是保障纤网均匀的基础。
• 并联式平行铺网
– 如果将各种梳理机并列排列即并联,梳理机平 行排列,则纤网的走向要经折转90度后再铺叠 在成网帘上。 铺前纤网
铺网帘
3台梳理机
铺后纤网
并联式平行铺网特点:
1. 纤维在纤网中呈纵向平行顺直排列,纵横向强 力比10~15:1。 2. 外观好,均匀度高。 3. 纤网宽度受梳理机宽度限制。 4. 厚度受梳理机台数限制。 5. 梳理机利用率低。
(五)气流成网产品特点 纤维呈三维分布,产品纵横向强力差异小,
呈各项同性,2-3:1甚至1.2-1.3:1。适
合加工薄型产品。不适宜长纤维,加固方
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
实验讲义:气流成网机
实验室的这套气流成网机组是美国Rando机械公司生产的,这套机组的英文名为“Rando-Web Process”。
“兰多”这个名称来自于英语“Rando”,意思是杂乱、随机。
美国这家公司将这个词演变后作为它的公司名和生产机组的商标名,表示它追求的是纤维随机取向的或杂乱分布的纤维网。
这也是非织造材料和传统纺织品的重要区别,传统纺织品追求的是规则、定向分布。
兰多气流成网机组有四个部分组成:
预开松机→开松机→喂料机→成网机
1.预开松机:
它的作用是将棉包中的大块纤维分解成大小较均匀的小块纤维,由底帘、斜帘、均棉帘、剥棉辊组成,其中斜帘和均棉帘上装有角钉。
底帘将纤维原料朝前推送,斜帘靠它的角钉抓取纤维块向上运动,均棉帘将大块纤维扯散,其中较大块的纤维被均棉帘带回棉箱下部,继续上述过程,小块纤维经斜帘带出,经剥棉辊将它们从斜帘上剥取,落到下一台开松机里。
预开松机上装有喷雾装置,可对纤维原料喷洒抗静电剂。
2.开松机:
它的作用是将小块纤维经开松、梳理,形成纤维束和单纤维状态,由底帘、三个刺辊、一个锡林、三对工作辊,转移辊及一个刷辊组成。
刺辊、锡林、工作辊,转移辊上都包有金属锯齿针布,刷辊上植有碳纤维束。
三个刺辊对已经预开松的小块纤维继续开松,使之形成更小的纤维束,这些纤维束经锡林、三对工作辊,转移辊梳理,形成单纤维状态。
刷辊相当于道夫和剥取罗拉,将纤维从锡林上剥取下来,并靠自身的高速旋转形成的气流将纤维送到下一台喂料机里。
刷辊上植碳纤维束是为了避免产生静电使纤维原料吸附在刷辊上难以转移,开松机里也装有喷雾装置,可喷洒抗静电剂。
3.喂料机:
喂料机和预开松机很相象。
棉箱中也有底帘、斜帘、均棉帘,斜帘和均棉帘上也装有角钉,它们的作用是将已形成单纤维状态的纤维扯松,防止大块纤维进入成网区。
喂料机棉箱上方装有风机,通过风管和喂料尘笼相连接,风机工作时从喂料尘笼里抽取空气,尘笼内产生负压,将斜帘喂送的纤维吸入到由该尘笼及下方几个送料罗拉组成的气桥里,形成的纤维絮层,经一个剥取罗拉剥下,送入成网机。
在风道管里装有二套调节装置,一套装置由连杆和风门组成,通过手动可调
节风门位置,来改变风管内通风口的大小,通风口大,风机抽吸的空气量多,喂料尘笼内的负压大,气桥里形成的纤维絮层就厚,反之就薄。
另一套装置称为“自调匀整”机构,它是由传感器、伺服电机和阻尼器组成,阻尼器是一个形状为圆锥形的装置,装在风管内。
顶端装有一根螺杆,由伺服电机驱动,可在风管内前后移动,朝后移动时,风管的通风口变小,风机抽吸的空气量减少,喂料尘笼内的负压变小,气桥里形成的纤维絮层变薄,反之变厚。
传感器通过一根空气塑料管和喂料尘笼相连,尘笼内空气压力大小的变化驱动传感器内的黑指针摆动,指针所指数值即尘笼内的负压值,以英寸水柱表示,表明尘笼内的气压为周围大气压力低多少英寸水柱。
传感器里二根红指针是限位指针。
由操作者设定一个区间,左侧位置表示操作过程中允许的最小负压,右侧位置为允许的最大负压,实际生产时,黑指针在两根红指针之间摆动,如喂料尘笼里负压太小,黑指针向左侧摆动,碰到左侧的红指针时,伺服电机动作,使风管内的阻尼器朝前移动,风管内通风口变大,喂料尘笼里的负压增加。
如喂料尘笼里负压太大,黑指针向右侧摆动,碰到右侧红指针,伺服电机会让阻尼器朝后移动,减小负压。
二套调节装置,手动风门调节是大量值设定,使喂料尘笼内负压处于某一负压值,如“3”或“4”英寸水柱,而自调匀整装置是微调,使喂料尘笼内的在生产过程上能在设定值附近一个允许的误差范围内变动,以保证喂送的纤维絮层定量均匀。
4.成网机:
它是由给棉板和给棉罗拉形成一个握持点,握持喂料机送出的纤维絮层,使刺辊对纤维进行分梳,刺辊下方为一块斜板和有机玻璃盖板,组成一个风道,这种形状的风道称之为“文丘利管”或“文氏管”,它的下方是一个成网尘笼,在成网机箱内两侧各装有一个风机,从尘网尘笼里抽取空气,从刺辊下方吹出,这种方式属于上吹下吸封闭循环式成网机。
“文氏管”是流体力学中一种典型的管道,它的特点是变截面,即管道的任意二个截面,其面积是不等的。
当流体流量恒定时,流量为流体速度和截面面积的乘积,由于“文氏管”为变截面管,因此流体流经该管道时,任意一个截面处的速度也是不相等的。
当纤维处于文氏管中时,纤维的头、尾两端处于不同的截面,这两端的速度不同,尾端速度大于头端速度,由于纤维是柔性的,纤维就改变方向,沉积到成网尘笼表面时,就形成纤维随机分布的纤网。
由剥取罗拉将纤网从尘笼表面剥下,转移到输出带上,就可以进行下一道加固处理了。