上课Dynaform毛坯展开及排样
dynaform报告
目录诸论 (2)第一章 V型件的冲压工艺分析 (3)第二章数据库操作 (4)2.1导入文件 (4)2.2保存文件 (5)第三章网格划分 (6)3.1曲面网格划分 (6)3.2网格检查 (7)第四章坯料工程 (9)4.1坯料尺寸展开 (9)4.2矩形包络 (10)4.3坯料网格生成 (11)4.4坯料排样 (11)第五章 V型件CAE分析 (14)5.1网格划分 (14)5.2创建压边圈 (15)5.3定义工具 (17)5.4提交工作 (18)5.5模拟计算 (19)5.6后处理 (20)结束语 (23)参考文献 (24)诸论Dynaform是由美国ETA公司与LSTC公司共同推出的针对板料成形的数值模拟的专业软件,是目前该领域中应用最广泛的CAE软件之一。
它可以预测成形过程中板料的破裂、起皱、减薄、划痕、回弹,评估板料的成形性能,从而为板料成形工艺及模具设计提供帮助;可以用于工艺及模具设计涉及的复杂板成形问题;还包括板成形分析所需的与CAD软件的接口、前后处理、分析求解等所有功能。
本文简述了CAE技术在V型件冲压成形中的应用,通过对拉延工序进行冲压成形模拟分析,提前预知成形缺陷,并采取有效措施,进行工艺参数的调整与优化。
实践证明,分析计算缩短了模具制造周期,减少了模具调试次数,节约了生产成本。
第一章 V型件的冲压工艺分析本文采用V型件形状如图1-1所示,材料为B170P1,厚度1.2mm,整体来看,具有材料较薄,外形尺寸不大,深度较大,成型较困难,有可能出现破裂或起皱等缺陷,因此可先进行CAE分析,观察成型情况。
图 1-1 V型件第二章数据库操作2.1导入文件在桌面上双击图标,进入Dyanform操作界面如图2.2所示。
图2-1操作界面选择“BSE”→“Preparation”→“Import”导入菜单项,将需要分析的V型件的IGS格式的模型文件导入到数据库中,如图2-2所示。
图2-2导入文件2.2保存文件点击下拉菜单“File”→“Save as”,然后命名为“v1.df”,点击“保存”。
上课Dynaform毛坯展开及排样
IX.坯料网格外边界光顺
图34 图36
图35
图37
IX.坯料网格外边界光顺
图40
图38 图39 图41
X.生成新的坯料轮廓线和网格
1.点击Preprocess(前处理)—Line/Points(线/点) 2.点击Boundary Line(边界线)图标(第二行第一列) (如图42所示) 3.打开“In New Part(新零件层)”选项(如图43),输入“BLANK”作为New Part Name 4.输入Split Angle(分裂角), 0° 5.点击Select Elements(选择单元),在弹出的窗口中点Displayed(所有显 示单元)以便选择屏幕上显示的BLNK000 和BLN_SMH 的网格 6.点Ok(确定)退出网格选择窗口,点Apply(应用)生成新的坯料轮廓线, 如图44 7.关闭除了刚刚生成的BLANK 外的所有显示的零件,点击右下角的Current part,把BLANK 作为当前的零件 8.点击Tools(工具) 菜单,选择Blank Generator(毛坯生成器) 9.选择Boundary Line(边界线) 10.在图形区选择坯料轮廓线 11.点击OK(确定)退出Select Line 对话框 12.输入Tool Radius(工具圆角), 3.00 (mm) 13.点击OK(确定)生成新的网格 14.点击Yes(是)接受新生成的坯料网格结果(如图45)
dynaform
坯料尺寸展开打开Dynaform软件,导入文件选择菜单栏中“坯料工程”下的“预处理”,在弹出的对话框中选择“检查重叠曲面”,设置完参数后点击“确定”(在提示栏中显示:没有发现重叠曲面)。
在“预处理”对话框中选择“抽取中面”,在弹出的“选择曲面”对话框中选择“显示曲面”后按“确定”。
中面生成后,在“选择选项”对话框中选择“打开/关闭其他零件层”后得到显示中面。
关闭对话框。
修改“当前零件层”为中间层现实的零件层。
选择菜单栏中“前处理”下的“单元”,在弹出的对话框中选择“曲面网格划分”,在弹出的对话框中设置参数后点击“选择曲面”,在“选择曲面”对话框中选择“显示曲面”后单击“确定”,回到“曲面网格划分”对话框,选择“应用”并且“接受网格”。
关闭对话框。
将“曲面”取消掉。
选择菜单栏中“坯料工程”下的“预处理”,在弹出的对话框中选择“模型检查/修补”,在弹出的对话框中选择“自动翻转单元法向”,选择“所打开的零件”选择单元曲面并使发向与坐标轴正方向相同。
选择“显示边界”,观察是否有缺陷。
无缺陷后关闭“模型检查/修补”对话框。
在“预处理”对话框中选择“冲压方向”,在弹出的对话框中点击“选择零件层”,选择中间层所在零件层后点击“确定”,点击“自动调整”后按“确定”。
在“预处理”对话框中选择“毛坯尺寸估算”,进入“材料库”选择相应的材料。
观察“FLD曲线”。
在“Formula”中输入相应参数后点击“应用”。
点击“确定”后关闭所有对话框并得到展开后的坯料。
选择“关闭零件层”工具。
保留展开的坯料所在的零件层排样选择菜单栏中“坯料工程”下的“开发”,在弹出的对话框中选择“板坯排样”,选择“单排”,点击“板坯轮廓线”,选择板坯轮廓线后“确定”,设置相关参数后“应用”。
输出“排样结果报告”如图:零件冲压性能评价及成型极限点击“显示/隐藏零件层”,显示中间层所在零件层并将文件另存。
选择菜单栏中“坯料工程”下的“Mstep”,选择对话框中的“sheet”,在弹出的对话框中选择材料并设置厚度后“确定”,在“Mstep”对话框中选择“提交任务”。
Dynaform学习
定义工模具及相关工艺参数设置
选择菜单“设置/拉延”命令,在弹出的“快速设置/拉延”对话 框中选择拉深方式为“Single action(Inverted draw)”、“Lower Tool Available”,表示采用单动下模可动的方式进行拉深成形。 定义工模具,点击“Binder”按钮,打开“定义工具”对话框, 选择“选择零件”按钮,然后选择下面的“添加”按钮,从零件列 表中选择“BINDER”。点击“Lower Tool”按钮,打开“定义工 具”对话框,选择“选择零件”按钮,然后选择下面的“添加”按 钮,从零件列表中选择“DIE”,工具定义完毕后, “快速设置/拉 延”对话框中相应的部位颜色由红色变为绿色。定义坯料,点击 “Blank”按钮,打开“定义毛坯”对话框,选择“选择零件”按钮 ,然后选择下面的“添加”按钮,从零件列表中选择“BLANK” ,退出,返回“快速设置/拉延”对话框,定义毛坯的材料和厚度。 点击“应用”按钮,程序将自动创建相匹配的工具、定位工具 和生成相应的运动曲线。点击“预览”按钮,进行工模具运动规律 动画演示。
提交LS-DYNA进行求解计算
在“快速设置/拉延”对话框中 点击“提交任务”按钮,进入“分 析”对话框,在“分析类型”下选 择“Full Run Dyna”,将任务提交给 LS-DYNA求解器,点击“确定” 按钮,系统将自动开始进行分析计 算。
后置处理
点击DYNAFORM软件主菜单栏中的“后处 理”命令,进入后置处理模块“eta/Post”. 在后置处理模块“eta/Post”主界面中,选 择菜单“Open File”,打开. 注意:若打开后处理没有出现专用后处理 图标则先去除option/Apply VGP Layout菜单 项前的钩,然后重新启动后处理器。
DYNAFORM分析过程步骤介绍

DYNAFORM分析过程步骤介绍DYANFORM分析过程介绍一、导入几何或网格模型FILE----IMPORT二、修改零件名称PARTS----EDIT三、划分曲面网格对于坯料:TOOLS----BLANK GENERATOR对于工具:PREPROCESS----ELEMENT四、检查网格PREPROCESS----MODEL CHECK五、创建不见及偏置凹模(凸模)创建凸模(凹模)和压边圈创建部件:PARTS----CREAT偏置单元:PREPROCESS----ELEMENT----COPY六、分离压料面和凸模(凹模)PARTS----ADD TO PART/SEPARATE七、定义坯料材料及属性TOOLS----DEFINE BLANK八、定义工具TOOLS----DEFINE TOOLS九、定义等效拉延筋创建拉延筋线:PREPROCESS----LINE/POINT----FE BOUNDARY LINE/OFFSET 创建拉延筋:TOOLS----DRAW BEAD十、工具自动定位分析设置:TOOLS----ANAL YSIS SETUP自动定位:TOOLS----POSITION----AUTO POSITION十一、定义工具运动曲线测量工具间距离:TOOLS----POSITION----MIN DISTANCE定义工具运动速度/力曲线:TOOLS----DEFINE TOOLS----DEFINE LOAD CURVE 十二、检查工具运动情况TOOLS----ANIMATE十三、定义成形参数和控制参数ANAL YSIS----ANAL YSIS十四、提交工作到求解器进行计算ANAL YSIS----FULL RUN DYNA十五、后处理分析POSTPROCESS十六、分析报告DFE模面设计过程一、导入零件几何模型DFE----PREPARATION----IMPORT二、划分网格1、创建新零件DIEPART----CREAT2、划分网格DFE----PREPARATION----MESH TOOL 三、检查并修补网格DFE----MODEL CHECK/REPAIR四、冲压方向调整DFE----TIPPING/UNDERCUT五、内部填充DFE----PREPARATION----INNER FILL 六、外部光顺DFE----PREPARATION---OUTER SMOOTH 七、创建压料面DFE----BINDER八、创建过渡面(工艺补充面)DFE----ADDENDUM九、切割压料面DFE----MODIFICATION----BINDER TRIMBSE坯料估算过程一、导入零件模型BSE----PREPARATION----IMPORT二、划分网格BSE----PART MESH三、检查和修补网格BSE----MESH CHECK/REPAIR四、坯料尺寸估算BSE----BLANK SIZE ESTIMATE----MSTEP五、坯料网格划分BSE----DEVELOPMENT----BLANK GENERATOR六、外部光顺BSE----OUTER SMOOTH七、生成新的坯料轮廓线和网格PREPROCESS----LINE/POINT----FE BOUNDARY LINE BSE----DEVELOPMENT----BLANK GENERATOR八、坯料排样BSE----NESTING九、输出排样报告和报价。
基于dynaform软件的汽车消声器连结法兰盘毛坯优化排样
Equipment Manufacturing Technology No.09,20190引言在现代冲压生产中,在保证产品质量和产量前提下,降低成本,减少能耗,充分发挥企业现有设备的优势,获得最大的经济利益是企业生存的根本。
冲压件的原材料费用在生产成本中占了最大比重,因此提高材料的使用率是决定经济利益的最大因素。
提高原材料的使用率有很多方法,如改进冲压件的结构,以方便排样;改变搭边值,优化排样方式。
目前在优化排样方式有很多方法,有传统的经验法,有现在先进的各种仿真软件,比如ANSYS、Dynaform等。
Dynaform软件主要应用于板料成型的专业的数值模拟软件,应用范围很广,能够进行毛坯尺寸的的预估和排样,而且能够对弯曲、拉延成型过程缺陷进行预测,并且可以进行后续的模具设计[1]。
因此本文采用Dynaform对消声器连结法兰盘的毛坯排样进行优化。
1Dynaform软件目前在冲压生产的工艺设计中,出现了许多软件用于计算冲压产品毛坯尺寸,如UG NX,Dynaform 等软件。
其中Dynaform软件是应用比较广泛的一款软件,它不仅可以用于毛坯尺寸、排样和材料利用率的计算,而且用于模拟冲压成形质量,可以分析成型过程中出现的冲压缺陷,对板料的成形性能进行评估,为冲压件的冲压工艺和模具设计提供了很大帮助[2]。
其中的Blank Size Engineering(BSE)模块可以直接计算出毛坯的轮廓线,对毛坯形状尺寸计算非常有利。
Dynaform软件主要包括三大部分:Dynaform前处理器,Ls-Dyna有限元求解部分,Dynaform后处理器。
Dynaform软件毛坯尺寸计算和排样具体的步骤为:三维建模→模型导入Dynaform软件→有限元网格划分→设置材料以及厚度→计算毛坯外形尺寸→添加毛坯轮廓线→设置排样的搭边值,件间距等→得出排样图和材料利用率[3-4]。
2排样方案设计采用Dynaform软件排样,在搭边值不变的前提下,裁剪的条料宽度不定的情况下,可以安排不同角度的角度排样,对比计算结果,选出理想的排样结果[5]。
模具CAE基础dynaform专题知识讲座

4.选择完后,点击拟定,打开网格大小对话框。
5.在圆角半径中输入“6”作为有关旳圆角, 表达模型中旳最小半径。半径越小,坯料网 格越密;半径越大,产生旳网格越粗糙。
6.点击“拟定”接受半径值,在弹出旳对话框 中点击“是”按纽接受生成旳网格。
假如输入可一种不正确旳半径值,可点击 “重新划分”按纽,重新输入正确旳半径, 然后重新划分网格;或者选择“否”取消网 格划分,再反复以上旳操作来划分坯料网格。
1 . 在屏幕右下角旳显示选项中,点击“目前层” 按纽来变化目前旳零件层。或者经过主菜单 中旳“零件层”→“设置目前零件层”进行。
2.弹出旳变化目前零件层对话框。操作措施同打开/ 关闭零件层一致。
3 .关闭其他全部层,将BLANK.LIN设为目前层。
二、Dynaform网格划分
为了成功旳进行模拟分析,由曲面或曲线数据 划分网格是一项十分主要旳工作。创建网格 旳措施有多种,下面简介“坯料网格”和 “曲面网格”两种措施来生成网格。
关闭屏幕中旳全部单元和节点,图形显示区 将只显示出模型旳边界。
关闭旳措施,将图形界面右下角零件层控制 区全部悬项全部不选。
关闭后,假如除了图形旳边沿以外,还有其 他白色线,阐明模型中间存在洞。
关闭前
关闭后
模型关闭后旳边界
三、参数设置
参数设置有两种措施:老式设置、迅速设置。 老式设置措施 Ⅰ. 从凹模(die)网格中档距偏移出凸模(punch)
6 .在弹出旳选择单元 对话框中选择“拖拽 窗口”,然后在图形 显示区框选如下部分, 选中旳将以高亮旳白 色显示。选中以后, 点击选中单元对话框 中旳拟定,返回复制 单元对话框。
7.在复制单元对话框中填入拷贝数量为“1”, 厚度thick为1.1后,选择应用。
dynaform功能介绍讲课讲稿
d y n a f o r m功能介绍DYNAFORM软件基于有限元方法建立, 被用于模拟钣金成形工艺。
Dynaform 软件包含BSE、DFE、Formability三个大模块,几乎涵盖冲压模模面设计的所有要素,包括:定最佳冲压方向、坯料的设计、工艺补充面的设计、拉延筋的设计、凸凹模圆角设计、冲压速度的设置、压边力的设计、摩擦系数、切边线的求解、压力机吨位等。
DYNAFORM软件可应用于不同的领域,汽车、航空航天、家电、厨房卫生等行业。
可以预测成形过程中板料的裂纹、起皱、减薄、划痕、回弹、成形刚度、表面质量,评估板料的成形性能,从而为板成形工艺及模具设计提供帮助。
DYNAFORM软件设置过程与实际生产过程一致,操作上手容易。
来设计可以对冲压生产的全过程进行模拟:坯料在重力作用下的变形、压边圈闭合过程、拉延过程、切边回弹、回弹补偿、翻边、胀形、液压成形、弯管成形。
DYNAFORM软件适用的设备有:单动压力机、双动压力机、无压边压力机、螺旋压力机、锻锤、组合模具和特种锻压设备等。
DYNAFORM 的模块包含:冲压过程仿真 (Formability) ;模具设计模块(DFE) ;坯料工程模块 (BSE) ;精确求解器模块(LS-DYNA)。
功能介绍1.FS-Formability-Simulation成形仿真模块可以仿真各类冲压成形:板料成形,弯管,液压涨形可以对冲压生产的全过程进行模拟:坯料在重力作用下的变形、压边圈闭合过程、拉延过程、切边回弹、回弹补偿、翻边、胀形、液压成形、弯管成形,还可以仿真超塑性成形过程,热成形等适用的设备有:单动压力机、双动压力机、无压边压力机、螺旋压力机、锻锤、组合模具和特种锻压设备等。
成形仿真模块在世界各大汽车公司、家电、电子、航空航天、模具、零配件等领域得到广泛的应用。
通过成形仿真模块,可以预测成形缺陷起皱,开裂,回弹,表面质量等,可以预测成形力,压边力,液压涨形的压力曲线,材料性能评估等本模块中的主要功能特色有:1)可以允许三角形、四边形网格混合划分,可以用最少的单元最大程度的逼近模具的形状,并可方便进行网格修剪;2)等效拉延筋的定义通过拾取凹模(或下压边圈)上的节点(线)生成拉延筋(多种截面),可以方便分段,合并,修改拉延筋及其阻力。
模具设计制造DYNAFORM实验指导书

板料成形CAE分析及排样上机指导书黄玉萍编王菲茹审南昌航空大学飞行器制造工程系二○一零年十月板料成形CAE分析及排样一、实验目的和要求:1、认识板料成形CAE软件Dyanform的操作界面;2、了解板料成形CAE分析的基本方法和思路;3、掌握坯料排样的基本方法,输出排样报告。
二、实验设备计算机、DYNAFORM(V5.2)三、实验内容1、板料成形CAE分析2、坯料排样四、实验步骤练习一、板料成形CAE分析1、Dynaform界面简介在桌面上双击DF5.2图标,进入Dyanform操作界面(如图1)。
图1 Dynaform界面快捷键:CTRL+鼠标左键旋转;CTRL+鼠标右键缩放2、导入零件模型,保存文件打开下拉菜单File->Import,如图2所示,在F:\dynaform\BLANK_CAE目录下分别导入文件punch.igs,binder.igs,die.igs和bl an k.igs。
图2 导入、保存文件菜单导入上述文件后,点击Save As 在F:\BLANK_CAE\STU目录下,以姓名作为文件名,保存文件*.df。
图3 导入文件窗口图4 库文件保存窗口3、更改零件层名打开下拉菜单Parts->Edit,对应不同的零件更改层名,改好层名后保存文件。
图5 修改层名窗口4、进行网格划分打开DFE-->Preparation菜单(如图6所示),进入模面工程界面,点击MESH TOOL,进入网格划分窗口,如图7所示,修改相应的参数,点击OK后点击Apply按钮进行网格划分。
依次对Punch,Die,和Binder进行网格划分。
打开BSE--> Preparation菜单,进入坯料工程界面,点击PART MESH进行坯料网格划分,经网格划分后的零件如图8所示。
图6 DFE菜单图7 网格划分操作界面图8 网格化后的零件5、定义工具和坯料材料(1)定义工具打开Tools-->Define Tools菜单,进入工具定义窗口(如图9所示)。
DF5.9.1_培训教程-毛坯尺寸工程
图 1 图 2
3
II. 定义材料
1. 单击坯料工程 菜单(如图3所示)。 2. 选择 预处理子菜单,程序会弹出一个BSE新工程界面。 3. 点击BSE新工程界面MAT000按钮定义材料(如图4所示) 。 4. 点击材料对话框的材料库按钮(如图5所示) 。 5. 选择CQ(36)作为材料(如图6所示) 。 6. 点击确定按钮退出36号材料类型对话框(如图7所示) 。 7. 点击确定按钮退出材料对话框(如图8所示) 。 8. 键入板料厚度值:1.2(mm)(如图9所示) 。
图 35
27
IX. 坯料排样
图 36
28
14
VI. 检查和修补网格
图 17
图 18
15
VI. 检查和修补网格
图 19
图 20
16
VII. 坯料尺寸估算
1. 在坯料工程/预处理 界面直接单击一步法求解器MSTEP (如图21所示) 。 2. 单击运行按钮开始运行MSTEP (如图22所示) 。 3. 单击 打开零件显示对话框,选择 HANGER 单击确定关闭零件层HANGER, 仅显示Outline。 4. 单击 以TOP视图来显示坯料轮廓(如图24所示) 。 5. 单击 保存数据库。
23
IX. 坯料排样
图 32
图 30 图 31
24
IX. 坯料排样
8. 察看排样结果 排样计算完成后,所有可能的排样结果都显示 在结果列表中。图形区中缺省显示的是在当前的 限制条件下,材料利用率最大的排样结果。用户 可以单击结果列表中的其他结果,在图形区中显 示出来。同时也可以返回到前面来详细的设置参 数,重新计算排样。如图33、图34所示。
10
V. 自动曲面网格划分
利用 DYNAFORM 软件对新开发产品进行毛坯尺寸计算
1 0 2 ・ 电子技 术与 软件 工 程
E l e c t r o n i c T e c h n o l o g y &S o f t w a r e E n g i n e e r i n g
S o f t wa r e A p p l i c a t i o n・ 软件应用
2 近年 来模型 尺寸 计算的 数值模 拟技术
的 发 展
随着 近年 来 计算机 技 术的 不断 发展 ,以 及有 限元 原理和技术 的不断尝试和成熟 , 计 算
ห้องสมุดไป่ตู้
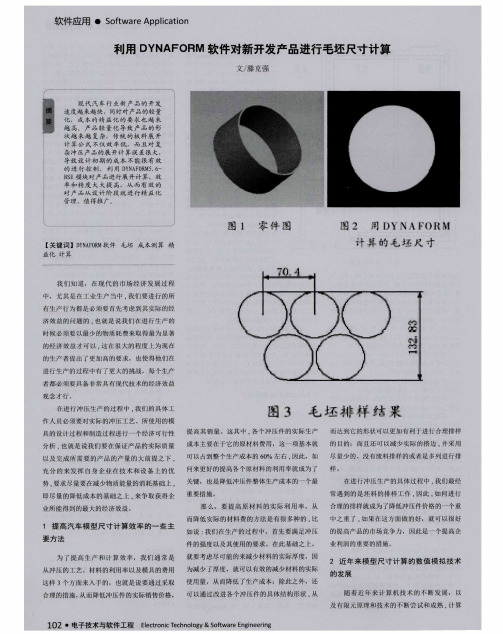
从冲压 的工艺、材料的利用率 以及模具 的费用 这样 3个方 面来入手的,也就是说要通过采取 合理 的措施 , 从而降低冲压件 的实际销 售价格 ,
业 利 润 的 重 要 的 措 施
那么 ,要提 高 原材料 的实 际利用 率、 从 而降低实 际的材料 费的方 法是有很 多种 的 , 比
1 提 高汽 车模型 尺寸计 算效 率 的一些主
要 方 法
为 了提 高 生 产 和 计 算 效 率 , 我 们 通 常 是
如说 : 我们 在生产的过程 中,首先要满足冲 压 件的强度 以及其使用 的要求 ,在此基础 之上, 就要考虑尽可能的来减少材料 的实际厚度 ,因 为减少了厚度 ,就可 以有 效的减少材料 的实 际 使用量,从而降低 了生产成本 :除此之 外,还 可以通过 改进 各个冲压件 的具体结构形状 , 从
作人 员必须要对实际的冲压工艺 、所使用 的模
具 的设 计过 程 和 制 造 过 程 进 行一 个 经 济 可 行性
圈3 毛 坯 排 样 结 果
提高其销 量。这其 中 , 各 个冲压件的实 际生产 成本主要在于它 的原材料 费用 ,这 一项基本就 可 以占到整个生产成本的 6 0 % 左右 , 因此,如
DynaForm培训教程课件

添加部件
可以选择需要删除的部件,然后使用“部件->删除”菜单或快捷键Ctrl+Shift+D删除部件。
删除部件
可以选择需要编辑的部件,然后在属性管理器中编辑部件的属性。
编辑部件属性
删除装配体
可以选择需要删除的装配体,然后使用“装配->删除”菜单或快捷键Ctrl+Shift+D删除装配体。
模拟过程
冲压成型模拟主要包括板料拉伸、弯曲、压缩和回弹等过程。通过建立有限元模型,对模型进行求解计算,并利用相关后处理软件对结果进行分析,从而得到冲压成型的详细过程和结果。
应用场景
冲压成型模拟广泛应用于汽车、航空航天、家电等领域,为新车型或新产品的开发和优化提供技术支持。
冲压成型模拟
模拟类型
模拟过程
软件安装与启动
系统要求
从官方网站下载安装包,按照提示完成安装即可。
软件安装
安装完成后,在开始菜单中可找到Dynafast图标,点击即可启动软件。
软件启动
02
dynaform基本操作
文件保存
编辑完文档后,可以使用“文件->保存”菜单或快捷键Ctrl+S保存文档。
文件打开
可以使用“文件->打开”菜单或快捷键Ctrl+O打开需要编辑的文档。
软件功能介绍
软件界面介绍
包括文件、编辑、视图、特性、工具、帮助等主要功能,方便用户进行操作。
菜单栏
工具栏
导航器
工作区
提供常用功能按钮,方便用户快速完成常用操作。
显示当前模型的三维视图,方便用户进行观察和操作。
用户可在工作区中进行各种设计操作。
需要Windows 7或更高版本,推荐使用64位系统。
dynaform分析步骤讲解学习
d y n a f o r m分析步骤1. 创建一个新的零件层:l 线或者网格单元不能创建在一个空的数据库中,在定义任何几何模型数据前,用户必须首先定义零件层。
2.一旦导入或者创建了所需的几何模型之后,用户就可以通过工具定义对话框将各个部件定义成相应的工具,比如凹模、凸模、压边圈等;同时,也可以通过板坯定义对话框定义板坯。
在板坯定义对话框中,用户可以一并定义板坯所对应的材料和属性(厚度)。
在定义好工具和板坯之后,用户就可以对工具进行自动定位了。
自动定位后,用户需要定义各个工具的运动曲线。
如果需要定义拉延筋,用户可以通过工具菜单下面的拉延筋命令来进行。
定义好所有的设置参数之后,用户可以在分析菜单下提交计算或者输出DYNA 关键字文件。
计算结束之后,用户可以打开后处理eta/Post进行分析。
计算结束之后,用户可以从计算所在的目录下面导入DYNAIN文件到eta/DYNAFORM中观察板坯的变形情况。
同时也可以将DYNAIN文件应用到回弹计算或者后续的多工序成形模拟。
对于需要修边的零件,用户可以通过工具菜单下面的板坯操作→修边命令来进行。
修边后的板坯,用户可以通过分析菜单的导出新的DYNAIN文件输出。
对于分析结果,用户可以通过后处理软件eta/POST打开计算得到的D3PLOT文件进行详细的分析。
eta/DYNAFORM依据局部坐标系来进行平移、旋转、镜像、复制以及产生点、线和节点。
当选择这些功能时,程序会自动提示用户建立一个由U、V、W方向组成的局部坐标系。
局部坐标系(LCS)对话框将被显示(图2.5.1)。
用户可以创建一个新的局部坐标系或者通过选择GLOBAL(全局坐标),CURRENT LCS(当前坐标),LAST(最后定义的坐标),VIEW DIRECTION (视图方向)等按钮作为当前坐标系。
零件层标识号(PID)。
零件层的名称是一个不大于八个字符的字符串。
目前,用户最多可以在一个数据文件中创建1000个不同的零件层,用户可以继续创建新的零件层,新的零件层将被作为当前零件层,显示在DISPLAY OPTIONS(显示选项)窗口中。
《DynaForm培训教程》PPT课件

通过对现有焊接工艺的分析,发现存在焊 缝质量不稳定、生产效率低等问题。
解决方案
实施效果
利用DynaForm对车身焊接过程进行数值模 拟,分析不同工艺参数对焊缝质量和生产 效率的影响,找出最优的工艺参数组合。
经过优化后的焊接工艺显著提高了焊缝质 量和生产效率,降低了生产成本和废品率 。
07 总结与展望
DynaForm在焊接工艺模拟中的优势
精确的数值模拟
DynaForm能够准确地模拟焊接过程中的热传导、热对流 、热辐射等现象,以及金属的熔化、凝固、相变等物理过 程。
丰富的材料数据库
DynaForm内置了丰富的材料数据库,支持用户自定义材 料属性,能够准确地反映不同材料在焊接过程中的行为。
高效的计算性能
锻压模具
用于金属坯料的锻压成形,包 括模锻模、锤锻模和胎模等。
实战案例:手机外壳模具设计
• 设计背景:手机外壳是手机的重要组成部分,需要满足外观、强度、耐磨等要 求。本案例以一款手机外壳的模具设计为例,介绍模具设计的实际应用。
• 设计要求:根据手机外壳的设计图纸和工艺要求,确定模具的结构类型、尺寸 精度、表面质量等关键参数。同时需要考虑生产效率、成本控制和环保要求等 因素。
DynaForm软件功能特点
提供丰富的材料数据库、支持多种冲压工艺模拟、高精度的求解算法、直观的后处理结果 展示等。
实战案例:汽车车门内板冲压成形模拟
01 02
案例背景介绍
汽车车门内板是汽车车身的重要组成部分,其质量和性能直接影响整车 的安全性和舒适性。本案例将对汽车车门内板的冲压成形过程进行模拟 分析。
《DynaForm培训教程》 PPT课件
目 录
• DynaForm软件概述 • 建模基础与操作技巧 • 材料属性定义与仿真分析 • 模具设计实战案例解析 • 钣金件冲压成形模拟分析 • 焊接工艺模拟与优化 • 总结与展望
Dynaform软件的板料冲压成形操作指引
Dynaform 软件的板料冲压成形操作指引1 常用仿真术语定义:冲压成形:用模具和冲压设备使板材产生塑性变形获得形状、尺寸、性能合乎要求的冲压件的加工方法。
多在室温下进行。
其效率高,精度高,材料利用率也高,可自动化加工。
冲压成形工序与工艺:剪切:将板材剪切成条料、块料或具有一定形状的毛坯的加工工序称为剪切。
分平剪、斜剪和震动剪. 冲裁:借助模具使板材分离的工艺。
分为落料和冲孔。
落料——从板料上冲下所需形状尺寸坯料或零件的工序;冲孔-- 在工件上冲出所需形状孔的工序.弯曲:在弯曲力矩作用下,使平板毛坯、型材、管材等产生一定曲率和角度,形成一定形状冲压件的方法。
拉深:冲裁得到的平板毛坯成形成开口空心零件的冲压加工方法。
拉伸参数:• 拉深系数m :拉深零件的平均直径 d 与拉深前毛坯 D 之比值m , m = d/D ;• 拉深程度或拉深比:拉深系数 m 的倒数 1/m ;• 极限拉深系数:毛坯直径 D 确定下,能拉深的零件最小直径 d 与D 之比。
胀形:指将材料不向变形区转移,只在变形区内产生径向和切向拉深变形的冲压成形方法。
翻边:在毛坯的平面或曲面部分的边缘,沿一定曲线翻起竖立直边的成形方法。
板材冲压成形性能评价指标:硬化指数n 、厚度方向系数γ、成形极限图。
成形极限:是指冲压加工过程中所能达到的最大变形程度。
2 Dynaform 仿真分析目的及流程ETA/DYNAFORM 5。
7是由美国工程技术联合公司(ENGINEERING TECHNOLOGY ASSOCIALTES , INC.)开发的一个基于LS —DYNA 的板料成形模拟软件包.作为一款专业的CAE 软件,ETA/DYNAFORM 综合了LS —DYNA 强大的板料成形分析功能以及强大的流线型前后处理功能。
它主要应用于板料成形工业中模具的设计和开发,可以帮助模具设计人员显著减少模具开发设计时间和试模周期。
基于Dynaform 软件的仿真结果,可以预测板料冲压成形中出现的各种问题,如破裂、起皱、回弹、翘曲、板料流动不均匀等缺陷,分析如何及时发现问题,并提供解决方案。
上课Dynaform介绍02
Binder运动控制
• 速度控制
–第1步中向下运动,直至压紧板料 –第2步中保持静止不动
• 压料面的间隙不变
Binder Punch
Binder运动控制
• 压边力控制 –第1步中向下运动,直至压紧板料 –第2步中施加压边力
–重力载荷
–预压、拉延
–切边、翻边
–回弹分析
–液压、弯管
–多工步模拟 –级进模具模拟
拉延成形模拟
多工步
液压涨形
翻边模拟
级进模具模拟
DYNAFORM应用——成形仿真
• 预测成形缺陷 –拉裂、过渡减薄 –起皱、叠料 –回弹–滑移线
……
预测成形缺陷
• 辅助工艺设计 –拉延筋的布置,方案优化
–摩擦系数,润滑方案
–尽可能采用尺寸均匀的正方形单元 –如果三角形单元不可避免,尽量放在板料的外围 –板料内部没有自由边界 –不能有重叠单元、崩溃的单元。
板料网格的尺寸
• 如何确定初始板料网格尺寸:
–选择合适的单元尺寸非常重要,单元尺寸太小, 将花费更多的CPU时间 去完成分析.但是如果单元尺寸太大,将不能获得准确 的计算结果,产生 误导信息 –决定初始板料尺寸:首先根据工具上最小的圆弧或者最关心的
• 压料面的间隙是变化的
Binder Punch
压边力
仿真速度问题
• 太快的速度导致明显的动态效应,将带来 –计算失败 –不精确的仿真结果
•建议: –模具的速度在2000到5000mm/s •压边速度在1000-2000mm/s •对翻边来讲,动态效应比较大,而且单元尺 寸较小,建议采用500-1000mm/s –给定模具速度同时要考虑质量增加问题
利用 DYNAFORM 软件对新开发产品进行毛坯尺寸计算
利用 DYNAFORM 软件对新开发产品进行毛坯尺寸计算滕克强
【期刊名称】《电子技术与软件工程》
【年(卷),期】2014(000)006
【摘要】现代汽车行业新产品的开发速度越来越快,同时对产品的轻量化,成本的精益化的要求也越来越高。
产品轻量化导致产品的形状越来越复杂,传统的板料展开计算公式不仅效率低,而且对复杂冲压产品的展开计算误差很大,导致设计初期的成本不能很有效的进行控制。
利用 DYNAFORM5.6-BSE 模块对产品进行展开计算,效率和精度大大提高,从而有效的对产品从设计阶段就进行精益化管理,值得推广。
【总页数】2页(P102-103)
【作者】滕克强
【作者单位】河北光华荣昌汽车部件有限公司,河北省沧州市061100
【正文语种】中文
【中图分类】TG382
【相关文献】
1.用DYNAFORM软件进行毛坯尺寸计算与排样 [J], 罗从伟;姚向军
2.旋转类拉延件毛坯尺寸自动计算软件的开发 [J], 李爱荣
3.利用M/P/E进行软件开发所增加新实体的尺寸标注功能的扩充 [J], 胡桂香
4.基于Dynaform软件的汽车消声器连结法兰盘毛坯尺寸的计算 [J], 赵博宁
5.利用AutoCAD及AutoLISP进行冲裁模的刃口尺寸计算 [J], 杨连发;彭小楠;刘玉祥
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图26 图29
图28 图27
图30
VIII.新坯料网格生成
1.从屏幕右下角打开“Elements”和“node”显示选项 2.点击BSE (坯料工程) 3.选择Development(开发) 4.选择Blank Generator(坯料生成器) 5.选择由BSE展开得到的坯料轮廓线 6.输入Element Size(单元尺寸), 2.00 (mm) (如图32) 7.点击OK(确定) 8.点击Yes(是)接受生成的坯料网格(如图33)
坯料展开及排样
通过Coat Hanger零件来描述坯料尺寸存数据库
1.启动Dynaform5.6 2.点击File(文件)菜单,选择Save As (另存)…子菜单(见图1) 3.输入“BSE_(username)_(date).df”作为文件 4.点击Save(保存)按钮保存数据库
图49
XI.坯料排样
图50
XI.坯料排样
11.输出排样结果 Nesting(排样)对话框底部的Output Nest Report(输出排样结果)按钮此时已经被激 活,点击它开始结果输出(如图51所示)
a)点击Filename输入指定的报告文件名。 b)输入Base Material成本, 35 $/kg. c)输入Extra Material成本, 5 $/kg. d)输入Scrap Material成本, 2 $/kg. e)输入Consumables成本, 1 $/kg. 计算每块坯料成本的公式如下: 每块坯料成本= (Base+ Extra) * 每块坯料的重量– Scrap*(1-利用率)*每块坯料的重量 f)点击Nest Report(排样报告)对话框底部的Apply (应用) 按钮(如图51所示) ,程序将自动地以*.htm 格式将报告写入指定的文件中,如图52所示。
a)在Material (材料)组中,定义材料为CQ材料 b)输入Thickness(厚度) , 1.0 mm c)输入Density(密度) , 7.850000E-006 d)在Parameters Group(参数)中,输入Edge Width(搭边),5.0 mm ,这 个参数定义了零件和条带边界的最小距离 e)输入Bridge Span(件间距),2.0 mm ,此参数定义了坯料间的最小距离 f)输入Addendum(补充面),5.0mm ,此参数用来设置坯料的扩大补充量
图47 图48
XI.坯料排样
10.察看排样结果排样计算完成后,所有可能 的排样结果都显示在Result(结果) 页的 results (结果)列表中。图形区中缺省显 示的是在当前的限制条件下,材料利用率 最大的排样结果。用户可以点击result (结果) 列表中的其他结果,在图形区 中显示出来。同时也可以返回到前面的 setup (设置)页和Constraints (约束) 页来详细的设置参数,重新计算排样。见 图49,图50。
图31
图32
图33
IX.坯料网格外边界光顺
1.选择BSE Development(BSE开发)— Outer Smooth(光顺边界) (如图34) 2.选择刚才生成的板料网格层blnk0000 3.选择Roller (滚筒)(如图35) 4.输入Roll Radius(滚筒半径), 300.00 (mm) (缺省) 5.点击Create Boundary(创建边界)生成新的边界线(如图36) 6.点击Fill Boundary(填充边界)填充原零件边界和新边界线之间的空 隙(如图37) 7.选择BSE Development——Expand(扩大)(如图38) 8.选择BLK0000 和BLN_SMH作为新的板料操作对象(如图39) 9.输入Extension (延长)= 5.0 (mm),表示坯料轮廓向外偏置5mm 10.点击Boundary Expand(边界扩展)生成偏置的坯料轮廓(如图40) 11.点击Fill Boundary(填充)填充偏置的空隙(如图41) 12.在弹出的对话框中点击No(否),不作为Die 13.点击Exit(退出) 退出Outer Smooth (光顺边界)对话框 14.点击Close(关闭)退出BSE Development( BSE开发)对话框
图3
图4 图5
III.重命名零件层
1.点击Parts(零件层)菜单(如下图6) 2.选择Edit(编辑)子菜单 3.双击Name 输入框,选中零件层名字C002V000 4.输入新的名字“HANGER” 5.点击按钮Modify(修改) 6.点击按钮OK(确定)退出零件层编辑对话框
图6
图7
IV.自动曲面网格划分
1.选择BSE Preparation(BSE预处理) 2.选择Part Mesh(零件网格)(见图8) 3.系统默认的Mesher(网格)为Part Mesh(见图9) 4.点击按钮Select Surfaces(选择曲面) 5.点击Displayed Surf.(显示曲面.) 按钮选择所有的显示 在屏幕上的所有曲面 6.点击OK (确定)按钮确认所选择的曲目 7.在参数组中输入最大尺寸, 2.00 (mm) 8.点击按钮Apply(应用)进行网格划分 9.点击OK(确定)退出MESH QUALITY CHECK对话框 10.点击按钮Yes(是)接受划分的网格 11.点击按钮Exit(退出) 退出曲面网格划分对话框 12.见图11
V.检查和修补网格
图12
图15
图13 图14 图16
VI.坯料尺寸估算
1.选择BSE Preparation(BSE预处理)——Blank Size Estimate(毛坯尺寸 估计)(见图17) 2.在弹出的blank size estimate(毛坯尺寸估算)窗口中点Null(空)定义材 料(见图18) 3.在弹出的material(材料)窗口里点击Material Library(材料库)(见图19) 4.选择CQ (mild)作为材料(见图20) 5.点击OK(确定) 退出MATERIAL TYPE 36对话框(见图21) 6.点击OK (确定)退出Material (材料)对话框(见图22) .输入blank thickness(厚度) = 1.20 (mm)(如图23) 8.点击Apply(应用) 开始运行BSE(见图24) 9.点击Exit(退出) 退出BSE Preparation (BSE预处理)对话框 10.点击 打开零件显示对话框 11.选择HANGER点击OK(确定) 关闭零件hanger,仅显示OUT Line 12.点击 以TOP视图来显示坯料轮廓(如图25) 13.点击 保存数据库
XI.坯料排样
图46
XI.坯料排样
续上页… 6.点开Constrains(约束)页,设置条带和坯料的参数。 7.注:这些参数限制了条带的尺寸,坯料在条带上放置 时的角度。如果不定义这些参数,程序将根据缺省的 angle range(角度)和width range(宽度)计算出 理想的排样结果。本教程中,请采用缺省的angle range和width range设置来计算。 8.点Fix Width(固定宽度 )设定带料的固定宽度,将值 设为590,如图47所示。 9.点Apply(应用)开始排样计算。如图48所示。
X.生成新的坯料轮廓线和网格
图44 图43
图42
图45
XI.坯料排样
1.点击BSE Development(BSE开发) /Blank Nesting(板坯排样) 2.选择排样类型,Two-Up Nesting(双排)(第二个图标) 3.选择坯料轮廓线,点击Blank Outline (Undefined),选择BSE展开 的坯料轮廓线OUTLINE,其他零件关闭,点OK(确定)退出选 择窗口,此时按钮上(Undefined)字样消失 4.选择单位系统,在Input Unit组中,选择Metric(公制)作为单位 5.设置排样参数
IX.坯料网格外边界光顺
图34 图36
图35
图37
IX.坯料网格外边界光顺
图40
图38 图39 图41
X.生成新的坯料轮廓线和网格
1.点击Preprocess(前处理)—Line/Points(线/点) 2.点击Boundary Line(边界线)图标(第二行第一列) (如图42所示) 3.打开“In New Part(新零件层)”选项(如图43),输入“BLANK”作为New Part Name 4.输入Split Angle(分裂角), 0° 5.点击Select Elements(选择单元),在弹出的窗口中点Displayed(所有显 示单元)以便选择屏幕上显示的BLNK000 和BLN_SMH 的网格 6.点Ok(确定)退出网格选择窗口,点Apply(应用)生成新的坯料轮廓线, 如图44 7.关闭除了刚刚生成的BLANK 外的所有显示的零件,点击右下角的Current part,把BLANK 作为当前的零件 8.点击Tools(工具) 菜单,选择Blank Generator(毛坯生成器) 9.选择Boundary Line(边界线) 10.在图形区选择坯料轮廓线 11.点击OK(确定)退出Select Line 对话框 12.输入Tool Radius(工具圆角), 3.00 (mm) 13.点击OK(确定)生成新的网格 14.点击Yes(是)接受新生成的坯料网格结果(如图45)
图51
XI.坯料排样
图52
IV.自动曲面网格划分
图8
图10
图9
IV.自动曲面网格划分
图11
V.检查和修补网格
1.关闭切换显示选项“Surface”(见图12) 2.选择Model Check/Repair(模型检查/修补)(见图13) 3.点击Boundary Display(边界显示)图标(第一行第二个) (见图14) 4.关闭切换显示选项“Elements”和“Node” 5.点击 (自由旋转) 来旋转模型 6.点击 (清除高亮显示) 7.点击 以等轴视图显示模型 8.点击Auto Normal(自动翻转单元法向)图标(位于第一行第 一列的位置) 9.选择CURSOR PICK PART 10.移动光标来选择模型上的一个单元(如图15) 11.选择No反转法线方向(如图16所示) 12.点击Exit退出对话框 13.点击OK 退出Model Check/Repair对话框