车间交接班记录表
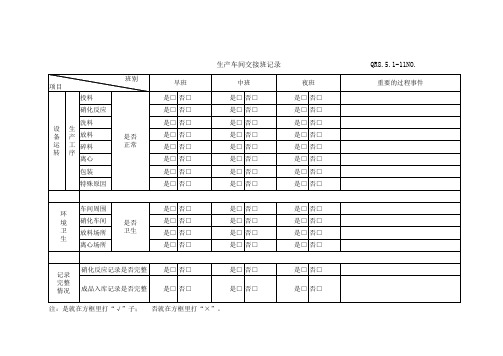
生产车间交接班记录

否□
是□
否□
环境 卫生
车间周围
是否
卫生
是□
否□
是□
否□
是□
否□
硝化车间
是□
否□
是□
否□
是□
否□
放料场所
是□
否□
是□
否□
是□
否□
离心场所
是□
否□
是□
否□
是□
否□
记录
完整
情况
硝化反应记录是否完整
是□
否□
是□
否□
是□
否□
成品入库记录是否完整
是□
否□
是□
否□
是□
否□
生产车间交接班记录
班别
项目
早班
中班
夜班
重要的过程事件
设备 运 转生产 工 序Fra bibliotek投料是否
正常
是□
否□
是□
否□
是□
否□
硝化反应
是□
否□
是□
否□
是□
否□
洗料
是□
否□
是□
否□
是□
否□
放料
是□
否□
是□
否□
是□
否□
碎料
是□
否□
是□
否□
是□
否□
离心
是□
否□
是□
否□
是□
否□
包装
是□
否□
是□
否□
是□
否□
特殊原因
是□
否□
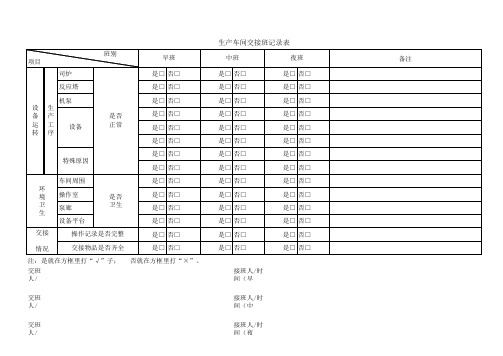
生产车间交接班记录表
班别 项目 司炉 反应塔 机泵 设 备 运 转 生 产 工 序 是否 正常 早班 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 特殊原因 车间周围 环 境 卫 生 交接 情况 操作室 泵廊 设备平台 操作记录是否完整 交接物品是否齐全 是否 卫生 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 否就在方框里打“×”。 接班人/时间(早班): 中班 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 夜班 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 备注
设备
注:是就在方框里打“√”子; 交班人/时间(夜班):
交班人/时间班人/时间(中班):
接班人/时间(夜班):
车间主任交接班记录表

当班交接班记录表
须做好书面记录;4.对当班期间各类处理未尽事项须做好书面说明;5.其它各类须交办事项
当班交接班记录表
交接说明:1.接班人需提前15分钟到岗进行交班事务;2.交接班时交班人员应对当班期间的工作情况做简要说明,接班人应仔细核实内容;3.对于各部门通知及领导交办的事务须做好书面记录;4.对当班期间各类处理未尽事项须做好书面说明;5.其它各类须交办事项
当班交接班记录表
须做好书面记录;4.对当班期间各类处理未尽事项须做好书面说明;5.其它各类须交办事项。
工厂交接班会议记录(3篇)
第1篇会议时间:2023年4月15日上午9:00会议地点:工厂会议室参会人员:生产部全体员工、质检部代表、设备维护部代表、安全部代表、行政部代表会议主持:生产部经理张伟记录人:行政部职员李娜---一、会议开场会议开始,生产部经理张伟首先对各位参会人员的到来表示欢迎,并对近期工厂的生产情况进行简要回顾。
张伟经理:大家好!今天召开这次交接班会议,主要是为了确保生产任务的顺利进行,加强各部门之间的沟通与协作。
希望大家能够认真听取各部门的汇报,共同解决生产过程中遇到的问题。
---二、生产部汇报生产部主管李明首先对当天的工作进行了详细汇报。
李明主管:各位领导、同事,今天的生产任务总体完成情况良好。
以下是具体汇报内容:1. 生产进度:截至上午9点,A产品已完成80%,B产品已完成60%,C产品已完成50%。
2. 生产质量:经过质检部抽检,A、B、C三种产品的合格率分别为98%、95%、97%。
3. 生产问题:目前发现B产品在生产过程中存在一定程度的次品率,已通知质检部进行跟踪调查。
4. 物料需求:根据生产进度,预计下午需要补充原材料X、Y、Z各100公斤。
---质检部代表陈雪对当天质检情况进行了汇报。
陈雪代表:各位领导、同事,以下是质检部今天的汇报内容:1. 质检情况:今天共抽检A、B、C三种产品各50件,其中A产品合格率为98%,B产品合格率为95%,C产品合格率为97%。
2. 问题产品:在B产品抽检中发现5件次品,已通知生产部进行整改。
3. 改进措施:针对B产品次品率问题,我们将加强过程控制,提高质检标准,确保产品质量。
---四、设备维护部汇报设备维护部代表王强对设备运行情况进行了汇报。
王强代表:各位领导、同事,以下是设备维护部今天的汇报内容:1. 设备运行:今天设备运行稳定,未出现重大故障。
2. 维护保养:已对生产设备进行日常维护保养,确保设备正常运行。
3. 应急预案:针对设备可能出现的问题,我们已制定应急预案,确保生产不受影响。
交接班记录表范本

交接班记录表范本1.车间交接班记录表机台号日期规格原料周期数量不良品数原因备注自己画表格。
一、流程1、接班操作工的工作流程:按时上班按卫生值日表打扫卫生区开班前会开始交接班定额领料开始工作2、交班操作工的工作流程:开始交接班整理注塑机及周围卫生与接班人员确认签字按值班表将可以直接发货的半成品及产成品入库下班二、交接要求:1、总要求1.1所有人员必须提前10分钟到岗,并且10分钟内完成一切交接准备工作,进入生产状态。
不能造成本班缺料,影响生产。
1.2每班必须为下一班准备好不低于一小时生产用料,为下一班留下的生产用料以本班最后生产用料为准。
1.3注塑机机间通道除定置存放外不能放注塑件或其它的东西。
1.4整个车间内除定置区域外不能放其它的物品2、接班人员要求2.1接班操作工接班前先按照卫生值日表将车间通道、车间通道的地沟及模具通道、车间前面的卫生区(包含工装架)。
2.2接班操作工应交接的报表。
2.3接班操作工检查上一班执行请况,否则交接班记录不予签字。
3、交班人员要求3.1交班操作工将注塑机内部的料头、料吧、废件等卫生清理干净,后部的地沟及其它等清理干净,外观擦拭干净,特别是机台上的空射料一定要清理,注塑机周围的地面应无垃圾杂物及料粒,注塑机周围工作台、废料车以及半成品等一定要按定置区域存放。
3.2交班操作工交接完成后值班人员将可以发货的半成品及成品转入成品库方能下班。
三、交接事项1、交班操作工应做好本班生产工作记录:写明本班设备运转工作情况;发生过什么样工作设备故障,如何排除,设备还存在什么异常现象,通知下班注意。
2、接班操作工应先阅读交接班记录,与上班交流一些有关生产及设备工作情况问题。
3、接班操作工应检查各润滑点润滑油量及润滑部位工作情况酌情加注润滑油。
4、检查各部位螺钉、螺帽是否有松动,应确保各零件间的牢固结合。
5、检查液压系统的油箱、油量应在油标最高位置。
同时检查、每周六白班清洗油箱中的液压油过滤网、通风孔过滤网。
污水处理车间交接班记录
污水处理车间交接班记录交接班记录是污水处理车间日常运营管理中非常重要的一项工作。
通过准确记录交接班信息,可以确保信息的连续性和有效传递,保证车间运营的顺利进行。
以下是一份标准格式的污水处理车间交接班记录,详细描述了交接班的内容和数据。
日期:2022年10月1日交接班人员:A班(上班时间:8:00-16:00)交班给B班(上班时间:16:00-24:00)一、设备状况:1. 污水处理设备运行情况:- 污水处理池:水位正常,PH值为7.2,COD浓度为150mg/L。
- 混合池:水位正常,搅拌器正常运行。
- 沉淀池:水位正常,沉淀效果良好。
- 气浮池:水位正常,气浮效果良好。
- 活性炭吸附池:水位正常,活性炭投加量为500g。
- 滤池:滤料清洗正常,滤池出水澄清。
2. 设备维护情况:- 检修记录:无设备故障或者异常情况。
- 维护保养:定期检查设备,清洗滤料,更换活性炭。
二、处理效果:1. 污水处理效果:- 出水水质:COD浓度为50mg/L,悬浮物浓度为10mg/L,达到排放标准。
- 水质监测数据:PH值为6.8,悬浮物浓度为15mg/L,COD浓度为80mg/L。
2. 废水排放情况:- 污水排放量:当日总排放量为500m³。
- 排放点监测:排放点PH值为7.0,悬浮物浓度为5mg/L,COD浓度为30mg/L。
三、操作事项:1. 交接班期间的操作:- 进水泵运行情况:正常运行,无异常噪音。
- 出水泵运行情况:正常运行,无异常噪音。
- 混合池搅拌器运行情况:正常运行,无异常振动。
- 滤池清洗操作:上午进行了一次滤池清洗,清洗时间为1小时。
2. 待处理事项:- 下班后需要进行设备巡检,检查设备运行情况、水质监测数据,及时处理异常情况。
- 准备活性炭和滤料的补充,确保设备正常运行。
四、其他事项:1. 安全情况:- 交接班期间无安全事故发生。
- 设备运行过程中注意了防护措施,未发现安全隐患。
2. 工作记录:- 交接班期间完成为了日常工作任务,如设备运行监测、水质监测、设备维护保养等。
生产车间交接班记录
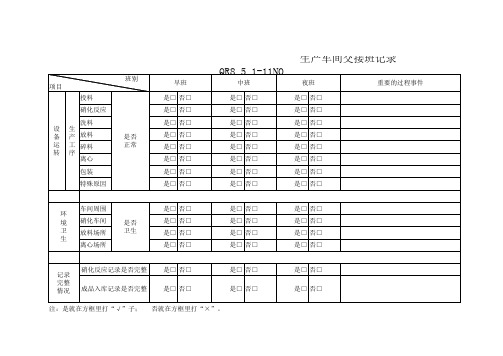
硝化反应记录是否完整 成品入库记录是否完整
是□ 否□ 是□ 否□
是□ 否□ 是□ 否□
注:是就在方框里打“√”子; 否就在方框里打“×”。
是□ 否□ 是□ 否□
交班 人/ 时间 (夜 班) :
交班 人/ 时间 (早 班) :
交班 人/ 时间 (中 班) :
接班人/时 间(早 班):
接班人/时 间(中 班):
项目 投料 硝化反应 洗料
设生 备 产 放料 运 工 碎料 转序
离心 包装 特殊原因
班别
是否 正常
早班
是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□
生产车间交接班记录
QR8.5.1-11NO.
中班
夜班
重要的过程事件
是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□
接班人/时 间(夜 班):
是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□
车间周围 环 境 硝化车间 卫 放料场所 生
离心场所
是否 卫生
是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□
是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□
是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□
记录 完整 情况
注塑车间交接班记录表

□模
机□
具□无工
机□
作□产
地□
品□摆生
产□
产□机工
物□
具□按返
交
工产
注塑车间交接班记录表
_____年 _ 月 _ 日
□
车
注 : 1, “ 本 班 ” 为 交 班 班 次 , “ 转 尾 数 ” 为 交 班 班 次 转 入 接 班 班 次
注塑车间交接班记录表
_____年 _ 月 _ 日
2, 交 接 确 认 无 误 后 在 □ 内 打 “ √ ” 。 字 迹 工 整 、 规 范 。
注塑车间交接班记录表
_____年 _ 月 _ 日
交接班内容 生 产 及 品 质 情 况 :
机 号
客户
产品名称/型号
本班 班次
本班 模数
本班 生产量 (PCS)
本班 良品 (PCS
本班 转原料 转壳料 转成品 不良品 尾数 尾数 尾数 (PCS (KG) (PCS) (PCS)
其 它
设 备
特 别
X
交
接□
交 班 班 长 签 名 :
接班 班长 签 名:
生产负 责人:
设备点检及交接班记录表

设备点检及交接班记录表
车间班组操作者
机床型号机床名称机床编号
序日期及点检记录点检内容 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 号
机床无油污、灰尘、杂物 1
各操纵按钮齐全,无异常 2
各指示仪表正常 3
油箱、油位正常 4
电机运转正常无异常声音 5
油泵运转正常无异常声音 6
温度表指示正确 7
油路畅通,无渗漏 8
工位、器具摆放整齐 9
产品摆放整齐、标识齐全 10
交班记录(签名)
接班记录(签名)
1.点检在交换班正式生产前进行;设备报修情况记录
说 2.正常打“?”,不正常打“×”,并报告领班或机修工修理、休息或停机; 3.交接班记录由接班人签名或写工号,发现异常,不能交接班,应立即通知领班;
4.本卡每月一张,月底交领班检查,签字后交生产部;明
5.设备运转时间(小时),按实际运转时间填写,在交接班前填写。
每班设备运转时间(小时)表单编号:QR/FD-09-03- 05。
生产车间交接班记录
接班人/时 间(早 班):
接班人/时 间(中 班):
接班人/时 间(夜 班):
项目 投料 硝化反应 洗料
设生 备 产 放料 运 工 碎料 转序
离心 包装 特殊原因
班别
是否 正常
早班
是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□
夜班
是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□
车间周围 环 境 硝化车间 卫 放料场所 生
离心场所
是否 卫生
是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□
是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□
是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□
记录 完整 情况
硝化反应记录是否完整 成品入库记录是否完整
是□ 否□ 是□ 否□
是□ 否□ 是□ 否□
注:是就在方框里打“√”子; 否就在方框里打“×”。
是□ 否□ 是□ 否□
QR8.5.1-11NO. 重要的过程事件
交班 人/ 时间 (夜 班) :
交班 人/ 时间 (早 班) :
交班 人/ 时间 (中 班) :