工时记录表
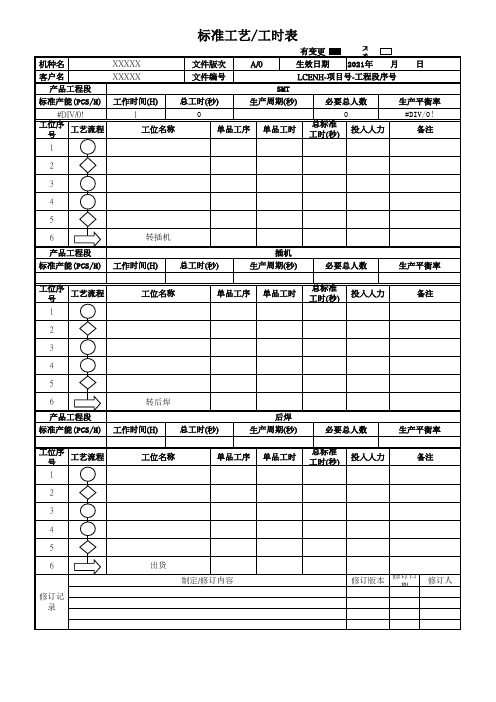
标准工艺工时记录表
总标准 工时秒)
投入人力
#DIV/0! 备注
2
3
4
5
6 产品工程段 标准产能(PCS/H)
转插机 工作时间(H)
总工时(秒)
插机 生产周期(秒)
必要总人数
生产平衡率
工位序 号
工艺流程
1
工位名称
单品工序
单品工时
总标准 工时(秒)
投入人力
2
3
4
5
6 产品工程段 标准产能(PCS/H)
转后焊 工作时间(H)
总工时(秒)
后焊 生产周期(秒)
必要总人数
备注 生产平衡率
工位序 号
工艺流程
1
2
3
4
5
6
修订记 录
工位名称
单品工序
单品工时
总标准 工时(秒)
投入人力
备注
出货
制定/修订内容
修订版本
修订日 期
修订人
工 艺 流 程 图 符 号 含 义 :
表 示 生 产 , 表 示 检 查 ,
表 示 移 动 / 搬 运
制定
机种名
客户名
产品工程段
标准产能(PCS/H)
#DIV/0!
工位序 号
工艺流程
1
标准工艺/工时表
XXXXX
文件版次
A/0
有变更
无 变
生效日期 2021年 月 日
XXXXX
文件编号
LCENH-项目号-工程段序号
SMT
工作时间(H)
总工时(秒)
生产周期(秒)
必要总人数
生产平衡率
1 工位名称
0
0
单品工序
人员工时统计模板
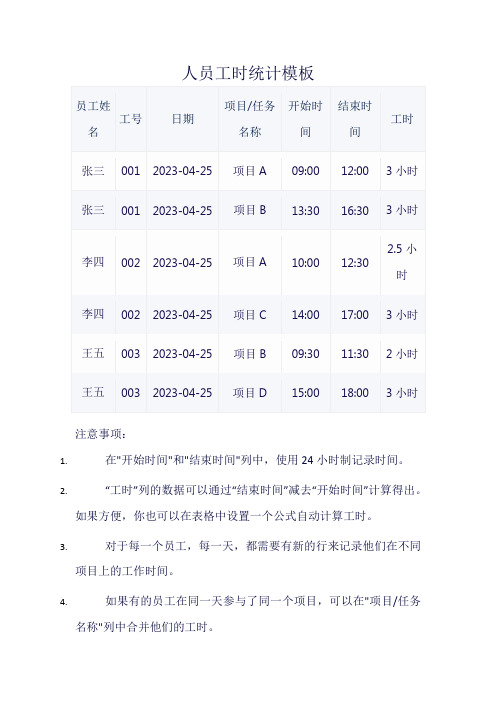
人员工时统计模板
注意事项:
1.在"开始时间"和"结束时间"列中,使用24小时制记录时间。
2.“工时”列的数据可以通过“结束时间”减去“开始时间”计算得出。
如果方便,你也可以在表格中设置一个公式自动计算工时。
3.对于每一个员工,每一天,都需要有新的行来记录他们在不同
项目上的工作时间。
4.如果有的员工在同一天参与了同一个项目,可以在"项目/任务
名称"列中合并他们的工时。
这个表格只是一个基本的模板,你可以根据你的具体需求进行修改,比如增加新的列来记录更多信息,比如项目编码、任务类型等等。
企业员工工时记录明细表
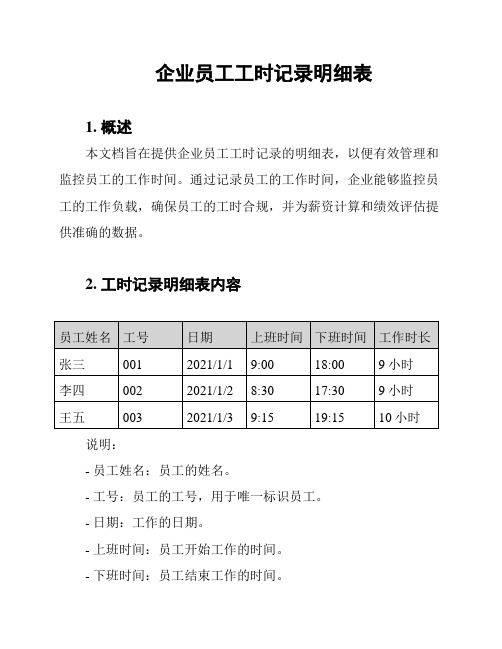
企业员工工时记录明细表
1. 概述
本文档旨在提供企业员工工时记录的明细表,以便有效管理和监控员工的工作时间。
通过记录员工的工作时间,企业能够监控员工的工作负载,确保员工的工时合规,并为薪资计算和绩效评估提供准确的数据。
2. 工时记录明细表内容
说明:
- 员工姓名:员工的姓名。
- 工号:员工的工号,用于唯一标识员工。
- 日期:工作的日期。
- 上班时间:员工开始工作的时间。
- 下班时间:员工结束工作的时间。
- 工作时长:员工当天的工作时长,以小时为单位。
3. 使用方法
员工工时记录明细表应由人力资源部门或工时管理人员负责填
写和更新。
以下是使用该表的步骤:
1. 根据员工的上班时间和下班时间,填写工时记录明细表中的
相关字段。
2. 确保记录的信息准确无误,包括员工的姓名、工号、日期、
上班时间、下班时间和工作时长。
3. 及时更新工时记录明细表,确保数据的实时性和准确性。
4. 根据工时记录明细表,进行薪资计算和绩效评估等相关工作。
4. 注意事项
为了确保工时记录的准确性和可靠性,需要注意以下事项:
- 填写工时记录时,应遵守企业的工时政策和法律法规的要求。
- 如有特殊情况导致员工的工作时间有变动,应及时更新工时
记录明细表。
- 若发现工时记录有误或与实际情况不符,应及时进行修正并保留相关的修正记录。
以上为企业员工工时记录明细表的内容和使用方法,请根据实际情况进行填写和管理,确保工时记录的准确性和可靠性。
工时测量表格

工时测量表格
以下是一份简单的工时测量表格模板:
这个表格可以帮助你记录每个员工的工时情况。
每一行代表一个特定的工作任务或工作时间段,包含日期、员工姓名、工种/职位、工作内容描述、开始时间和结束时间等信息。
通过填写这些信息,你可以轻松地跟踪每个员工的总工作时间和平均每小时的工作量。
同时,你也可以根据需要增添其他字段,如特殊说明或备注等。
在使用此表格时,请注意以下几点:
1. 请确保所有数据准确无误,包括日期、时间、任务描述等。
2. 在结束一项工作任务后,及时更新该行的结束时间并计算总时长。
3. 对于某些复杂的工作任务或长时间的工作,可能需要多次测量以确保准确性。
4. 可以定期对数据进行汇总和分析,以便更好地了解员工的工作效率和生产率。
5. 如果你的公司使用自动化工具进行工时管理,那么可以使用相应的软件来创建和管理工时测量表格。
这样可以提升效率并减少人为错误的可能性。
第1 页。
IE实际工时记录表

8
各段實際工時
包裝段各站工時 产品名称:DC1154 序号 1 2 3 4 5 6 7 8 9 10 以上數據為實測得出,每次測8PCS,連續測5次。 總人數(人) 7 瓶颈站時間(S) 线平衡时间(S) 固定控制板 DC1082-A 15 19 20 17 电动螺丝刀 制程站别 固定控制板 DC1082-A 固定控制板 DC1082-B 装电池 理线扣上盖 超声波焊接 检查外观 第1次 32 14 19 19 9 7 段别名称:组装 第2次 36 15 15 30 15 9 第3次 37 12 24 30 12 8 第4次 40 13 15 39 13 8 去掉胶带 包裝段各站 备注 手动螺丝刀 电动螺丝刀 撕胶带保护 膜 贴胶带
各段實際工時
包裝段各站工時 产品名称:1154
段别名称:组装 第1次 5 9 15 10 9 15 7.5 8 第2次 6 11 18 11 8 19 6 9 第3次 6.5 10 17 10 9 22 8 10 第4次 7 12 17 9 8 25 8 9
包裝段各站
序号 1 2 3 4 5 6 7 8 9 10
際工時
包裝段各站
装
平均
线平衡时间(S)
際工時
包裝段各站
装
平均 5.5 21.23 8.6 9.43 16.56 1.025 6.84 10.26
线平衡时间(S)
際工時
包裝段各站 平均 4 6.58 5.05 1.28 4.93 3.63 2.75 1.73
装
线平衡时间(S)
際工時
包裝段各站 平均 3.45 3.2 7.6 7.56 2.9 4.85 1.63
装按键与支架
装小按键(包括垫片) 与控制板
员工工作时间记录表
员工工作时间记录表
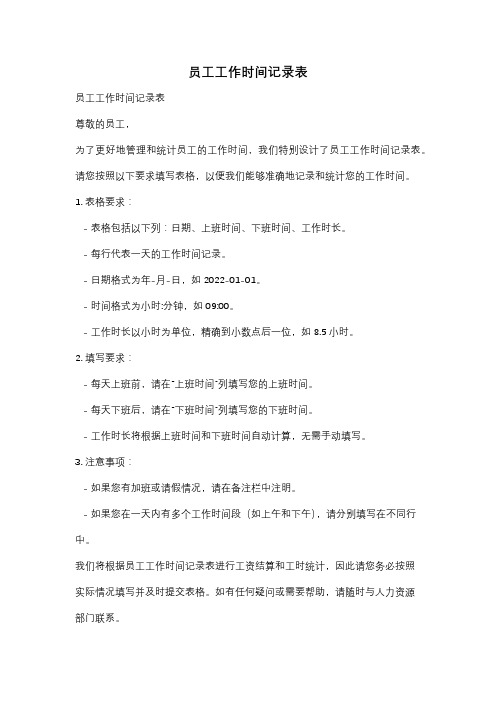
员工工作时间记录表
尊敬的员工,
为了更好地管理和统计员工的工作时间,我们特别设计了员工工作时间记录表。
请您按照以下要求填写表格,以便我们能够准确地记录和统计您的工作时间。
1. 表格要求:
- 表格包括以下列:日期、上班时间、下班时间、工作时长。
- 每行代表一天的工作时间记录。
- 日期格式为年-月-日,如2022-01-01。
- 时间格式为小时:分钟,如09:00。
- 工作时长以小时为单位,精确到小数点后一位,如8.5小时。
2. 填写要求:
- 每天上班前,请在“上班时间”列填写您的上班时间。
- 每天下班后,请在“下班时间”列填写您的下班时间。
- 工作时长将根据上班时间和下班时间自动计算,无需手动填写。
3. 注意事项:
- 如果您有加班或请假情况,请在备注栏中注明。
- 如果您在一天内有多个工作时间段(如上午和下午),请分别填写在不同行中。
我们将根据员工工作时间记录表进行工资结算和工时统计,因此请您务必按照
实际情况填写并及时提交表格。
如有任何疑问或需要帮助,请随时与人力资源
部门联系。
谢谢您的配合!人力资源行政专家。