常用塑料参数
塑料材料udb参数
塑料材料udb参数塑料材料的UDb参数包括:1.密度:塑料材料的密度是指单位体积内所含质量的大小。
它是评判塑料材料重量轻重的重要参数。
通常,塑料材料的密度在0.8-2.2克/立方厘米之间。
2.抗拉强度:塑料材料的抗拉强度是指在受力状态下,塑料材料能够承受的最大拉力。
它是评估塑料材料强度的指标之一、抗拉强度的单位通常为兆帕(MPa)。
3.弹性模量:塑料材料的弹性模量是指在受力状态下,塑料材料单位应变时所产生的应力。
它是评估塑料材料刚度的指标之一、弹性模量的单位通常为兆帕(MPa)。
4.抗冲击强度:塑料材料的抗冲击强度是指在受到冲击载荷时,塑料材料能够承受的能量。
它是评估塑料材料抗冲击性能的指标之一、抗冲击强度的单位通常为焦耳/平方米(J/m^2)。
5.热变形温度:塑料材料的热变形温度是指在热加载下,塑料材料开始产生永久形变的温度。
它是评估塑料材料耐热性能的重要指标之一、热变形温度的单位通常为摄氏度(℃)。
6.耐化学性:塑料材料的耐化学性是指在不同的化学介质中,塑料材料能够保持其物理和化学性能的能力。
它是评估塑料材料耐腐蚀性能的指标之一7.润滑性:塑料材料的润滑性是指塑料材料与其他材料接触时的摩擦系数。
润滑性能较好的塑料材料能够减少摩擦损失和磨损。
8.可加工性:塑料材料的可加工性是指塑料材料在热加工、冷加工等过程中的加工性能。
可加工性好的塑料材料易于成型加工,并能保持较高的成品质量。
9.透明度:透明度是指塑料材料对光的透过能力。
透明度好的塑料材料具有良好的透光性能,能够广泛应用于光学和光电子领域。
10.环境友好性:环境友好性是指塑料材料在生产、使用和废弃过程中对环境的影响。
环境友好的塑料材料应具有较低的能源消耗、较少的污染物排放和容易回收利用的特点。
以上是塑料材料的UDb参数的一些常见指标。
不同塑料材料的具体参数会有所差异,具体应根据实际需要选择合适的塑料材料。
常用塑料参数
(Polypropylene )是由丙烯聚合而制得的一种热塑性树脂。
按甲基排列位置分为等规聚丙烯(isotaetic polyprolene )、无规聚丙烯(atactic polypropylene )和间规聚丙烯(syndiotatic polypropylene )三种。
聚丙烯为无毒、无臭、无味的乳白色高结晶的聚合物,密度只有0. 90--"0. 91g/rm ,是所有塑料中最轻的品种之密度:0.91g/cm3熔点:164~170 CPP的收缩率相当高,一般为1.0~2.5%。
物理性能:聚丙烯为无毒、无臭、无味的乳白色高结晶的聚合物,密度只有0. 90--"0. 91g/m3,是所有塑料中最轻的品种之一。
它对水特别稳定,在水中的吸水率仅为0. 01% , 分子量约8万一15万。
成型性好,但因收缩率大(为1%~2.5% ).厚壁制品易凹陷,对一些尺寸精度较高零件,还难于达到要求,制品表面光泽好,易于着色。
力学性能:聚丙烯的结晶度高,结构规整,因而具有优良的力学性能。
聚丙烯力学性能的绝对值高于聚乙烯,但在塑料材料中仍属于偏低的品种,其拉伸强度仅可达到30 MPa 或稍高的水平。
等规指数较大的聚丙烯具有较高的拉伸强度,但随等规指数的提高,材料的冲击强度有所下降,但下降至某一数值后不再变化。
温度和加载速率对聚丙烯的韧性影响很大。
当温度高于玻璃化温度时,冲击破坏呈韧性断裂,低于玻璃化温度呈脆性断裂,且冲击强度值大幅度下降。
提高加载速率,可使韧性断裂向脆性断裂转变的温度上升。
聚丙烯具有优异的抗弯曲疲劳性,其制品在常温下可弯折106次而不损坏。
但在室温和低温下,由于本身的分子结构规整度高,所以抗冲击强度较差。
聚丙烯最突出的性能就是抗弯曲疲劳性,俗称百折胶。
耐热性能:聚丙烯具有良好的耐热性,制品能在100 C以上温度进行消毒灭菌,在不受外力的条件下,150 C也不变形。
脆化温度为如聚乙烯。
常用塑料参数

23℃
kJ/m2
>12
GB/T1843-96
脆化温度
℃
<-30
GB5470-85
燃烧性
mm/min
<100
GB8410-94
三、材料ABS(装饰盖等)
特性项目
单位
特性值
检验方法
密度
g/cm3
1.0±0.1
ISO1183-87
拉伸强度
MPa
≥35
ISO527-1993
拉伸断裂伸长率
%
聚丙烯
聚甲醛
尼龙,等
热老化保持率
≥90℃以上
在90℃的老化箱中放置24h
二、改性PP(仪表板、茶几板专用)
特性项目
单位
特性值
检验方法
拉伸强度
MPa
>21
GB/T1040-92
拉伸断裂伸长率
%
>40
弯曲强度
Mpa
>40
GB/T9341-88
热变形温度(0.46Mpa)
℃
>115
GB/T15-92
洛氏硬度
R
>75
GB9342
一、改性PP(保险杠专用)
特性项目
单位
特性值
检验方法
熔融指数
g/10min
≥9
ISO1133-91
密度
g/cm3
0.96±0.3
ISO1183-87
拉伸屈服强度
MPa
≥11
ISO527-93
拉伸断裂伸长率
%
≥300
弯曲强度
23±1℃
Mpa
≥15.5
ISO178-93
80±1℃
塑料的基本性能的参数说明
塑料的基本性能的参数说明1、体积电阻率在电场作用下,体积为1m3正方体的塑料相对二面间体积对泄漏电流所产生的电阻。
常用符号ρ,单位为Ω. m。
过去常用Ω.cm作为体积电阻率的单位,换算关系为1Ω. m=100Ω.cm。
体积电阻率越高,绝缘性能越好。
2、表面电阻率在电场作用下,表面积为1m2正方形的塑料相对二边间表面对泄漏电流所产生的电阻。
常用符号ρs,单位为Ω.cm。
表面电阻率越高,绝缘性能越好。
3、相对介电常数在同一电容器中用塑料作为电介质和真空时电容的比值,表示塑料在电场中贮存静电能的相对能力。
常用符号εr。
在工程上常把相对介电常简称为“介电常数”,无量纲。
4、介质损耗及介质损耗角正切塑料在交变电场作用下所引起的能量损耗。
介质损耗越小.绝缘性能越好。
通常用介质损耗角正切来衡量,符号tg δ。
其值越小,介质损耗也越小。
与倾率密切怕关。
5、击穿场强击穿场强是击穿电场弧度的简称。
在塑料上施加电压,当达某值时塑料丧失绝缘性能被击穿,该值称为塑料的击穿电压。
击穿电压与塑料厚度之比值称为击穿场强。
常用符号E,单位MV/m。
击穿场强越高,绝缘性能越好.6、耐漏电痕性塑料表面由于泄漏电流的作用而产生炭化的现象称为漏电痕(迹)。
塑料所具有的抵抗漏电痕作用的能力称为耐漏电痕性。
7、耐电晕性在不均匀电场中电场强度很高的区域,带电体表面使气体介质产生局部放电的现象称电晕。
塑料在这种场合,因受离子的撞击和臭氧、热量等的作用,可导致裂解而使物理力学性能和电绝缘性能恶化,塑料所具有的抵抗电晕的能力称为耐电晕性。
8、密度塑料的质量和其体积的比值,称为密度。
常用单位为g/cm3或l/m3。
有时把塑料在20℃时的质量与同体积水在4℃时的质量之比,称为塑料的相对密度,或称比重。
9、抗拉强度和断裂伸长率塑料试样以一定速度被拉伸。
至试样断裂时所需最大的张力称为拉断力。
此时试样单位截面积上所承受的拉断力称为抗拉强度。
单位为Pa。
过去常用的单位是kgf/mm2,试样拉断时长度增加的百分率(%)称为断裂伸长率,简称伸长率。
各种塑料的材质性能参数

各种塑料的材质性能参数塑料是一种广泛应用于各个领域的材料,具有轻质、耐腐蚀、绝缘、防潮、抗疲劳等特点。
不同种类的塑料具有各自独特的材质性能参数,下面将对常见的塑料材料进行详细介绍。
1.聚乙烯(PE):聚乙烯是一种常用的塑料,在日常生活和工业生产中广泛应用。
其主要性能参数包括:- 密度:聚乙烯的密度通常在0.91-0.96g/cm³之间。
-强度:聚乙烯具有较高的拉伸强度和冲击强度,但较低的弯曲和抗压强度。
-软化温度:聚乙烯的软化温度较低,大约为80°C。
-耐腐蚀性:聚乙烯具有较好的耐腐蚀性,广泛用于输送腐蚀性液体和气体的管道。
-电绝缘性:聚乙烯是一种优良的电绝缘材料,可以用于制造电线电缆等电气设备。
2.聚丙烯(PP):聚丙烯是一种常用的工程塑料,具有较好的机械性能和耐化学性。
其主要性能参数包括:- 密度:聚丙烯的密度通常在0.89-0.91g/cm³之间。
-强度:聚丙烯具有较高的拉伸强度、硬度和刚性。
-熔体流动性:聚丙烯的熔体流动性较好,可以用于注塑成型等工艺。
-耐热性:聚丙烯的耐热性较好,可以在高温环境下使用,熔点约为160°C。
-耐化学性:聚丙烯对酸、碱和大多数溶剂具有较好的耐化学性。
3.聚氯乙烯(PVC):聚氯乙烯是一种常用的塑料,具有良好的物理性能和耐化学性。
其主要性能参数包括:- 密度:聚氯乙烯的密度通常在1.35-1.45g/cm³之间。
-强度:聚氯乙烯具有较高的拉伸强度和硬度,但较低的冲击强度。
-稳定性:聚氯乙烯对光、热和氧气具有较好的稳定性,可以用于室内和室外环境。
-耐腐蚀性:聚氯乙烯具有较好的耐腐蚀性,不受大多数酸、碱和盐的侵蚀。
-隔音性:聚氯乙烯具有良好的隔音性能,广泛用于制造建筑材料。
4.聚苯乙烯(PS):聚苯乙烯是一种常用的透明塑料,具有较好的机械性能和加工性能。
其主要性能参数包括:- 密度:聚苯乙烯的密度通常在1.04-1.06g/cm³之间。
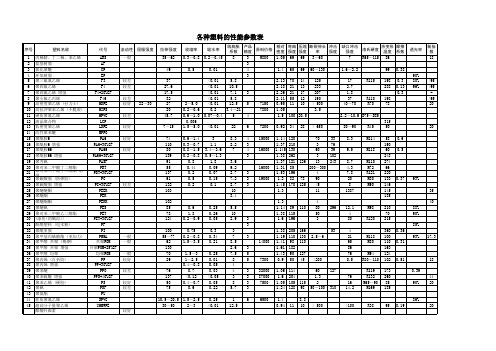
各种塑料主要参数大全
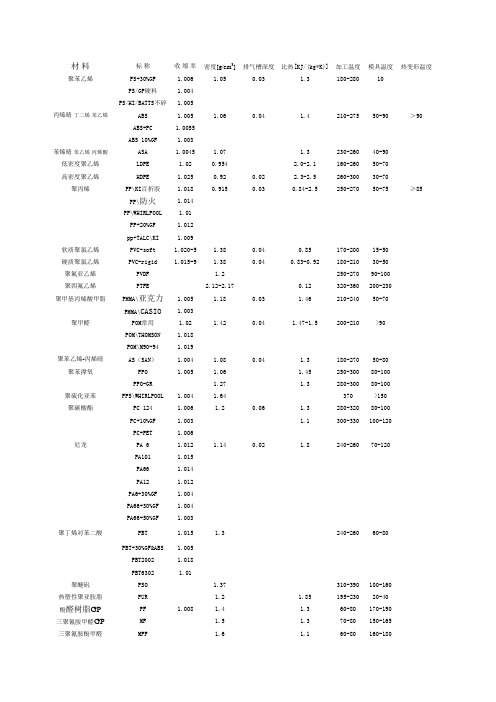
材料标称收缩率密度[g/cm3]排气槽深度比热[KJ/(kg*K)]加工温度模具温度热变形温度聚苯乙烯PS+30%GF 1.006 1.050.03 1.3180-28010PS/GP硬料 1.004PS/HI/BATTS不碎 1.005丙烯晴-丁二烯-苯乙烯ABS 1.005 1.060.04 1.4210-27550-90>90ABS+PC 1.0055ABS 10%GF 1.003苯烯晴-苯乙烯-丙烯酸ASA 1.0045 1.07 1.3230-26040-90低密度聚乙烯LDPE 1.020.954 2.0-2.1160-26050-70高密度聚乙烯HDPE 1.0250.920.02 2.3-2.5260-30030-70聚丙烯PP\KI百折胶 1.0180.9150.030.84-2.5250-27050-75≥85PP\防火 1.014PP\WHIRLPOOL 1.01PP+20%GF 1.012pp+TALC\KI 1.009软质聚氯乙烯PVC-soft 1.020-5 1.380.040.85170-20015-50硬质聚氯乙烯PVC-rigid 1.015-9 1.380.040.83-0.92180-21030-50聚氟亚乙烯PVDF 1.2250-27090-100聚四氟乙烯PTFE 2.12-2.170.12320-360200-230聚甲基丙烯酸甲脂PMMA\亚克力 1.005 1.180.03 1.46210-24050-70PMMA\CASIO 1.003聚甲醛POM常用 1.02 1.420.04 1.47-1.5200-210>90POM\THOMSON 1.018POM\M90-94 1.019聚苯乙烯-丙烯晴AS(SAN) 1.004 1.080.04 1.3180-27050-80聚苯撑氧PPO 1.005 1.06 1.45250-30080-100PPO-GR 1.27 1.3280-30080-100聚硫化亚苯PPS\WHIRLPOOL 1.004 1.64370>150聚碳酸酯PC 124 1.006 1.20.06 1.3280-32080-100PC+10%GF 1.003 1.1300-330100-120PC+PET 1.006尼龙PA 6 1.012 1.140.02 1.8240-26070-120PA101 1.015PA66 1.014PA12 1.012PA6+30%GF 1.004PA66+30%GF 1.004PA66+50%GF 1.003聚丁烯对苯二酸PBT 1.015 1.3240-26060-80PBT+30%GF&ABS 1.005PBT2002 1.018PBT6302 1.01聚醚矾PSO 1.37310-390100-160热塑性聚亚胺脂PUR 1.2 1.85195-23020-40酚醛树脂GP PF 1.008 1.4 1.360-80170-190三聚氰胺甲醛GP MF 1.5 1.370-80150-165三聚氰胺酚甲醛MPF 1.6 1.160-80160-180聚脂树脂UP 2.0-2.10.940-60150-170环氧树脂EP 1.9 1.7-1.9ca.70160-170聚甲基戊烯PMP0.83280-31070醋酸纤维素CA 1.27-1.3 1.3-1.7180-32050-80醋酸-丁酸纤维素CAB 1.17-1.22 1.3-1.7180-23050-80丙酸纤维表素CP 1.19-1.23 1.7180-23050-80聚乙烯对苯二甲酸乙酯PET 1.37260-290140PET-GR 1.5-1.57260-290140玻纤含量[%]特点及用途分子特征线形改性PP(保险杠、灯底座)材料具有自润滑功能,可以用来加工塑料齿轮150耐高温,热变形温度150°,常用于电器30分子为结形产品表面很光、很亮,产品较脆,适合做灯的银碗20-30。
常用塑料的注塑工艺参数

常用塑料的注塑工艺参数注塑成型是目前塑料加工领域最为常见、也最为广泛的加工方式之一。
而塑料产品质量好坏与注塑工艺的优劣分不开。
因此,正确掌握塑料注塑成型的工艺参数非常重要。
本文将以常用的塑料种类为切入点,详细介绍其注塑工艺参数。
一、聚丙烯(PP)的注塑工艺参数:聚丙烯(PP)是一种热塑性树脂,具有良好的耐酸碱性和耐热性,是一种广泛应用于日常生活和工业中的塑料。
其注塑工艺参数如下:1.注塑温度:200-250℃2.模具温度:30-60℃3.注塑压力:60-100MPa4.射出速度:高于30mm/s5.冷却时间:15-30s二、聚苯乙烯(PS)的注塑工艺参数:聚苯乙烯(PS)是一种透明的、热塑性的合成树脂,具有优良的透明性和抗冲击性能。
其注塑工艺参数如下:1.注塑温度:180-230℃2.模具温度:20-60℃3.注塑压力:50-100MPa4.射出速度:高于30mm/s5.冷却时间:20-30s三、聚碳酸酯(PC)的注塑工艺参数:聚碳酸酯(PC)是一种优良的工程塑料,具有很高的耐热性、抗冲击性和透明性等优点,广泛用于制造电子产品、汽车零部件、音响系统等。
其注塑工艺参数如下:1.注塑温度:260-330℃2.模具温度:80-110℃3.注塑压力:80-140MPa4.射出速度:高于50mm/s5.冷却时间:40-60s四、尼龙(PA)的注塑工艺参数:尼龙(PA)是一种聚酰胺类塑料,具有高的强度和耐磨性,被广泛用于制造化学纤维、汽车零部件和运动器材等领域。
其注塑工艺参数如下:1.注塑温度:240-290℃2.模具温度:80-110℃3.注塑压力:50-120MPa4.射出速度:高于40mm/s5.冷却时间:30-40s五、聚乙烯(PE)的注塑工艺参数:聚乙烯(PE)是一种低密度聚乙烯和高密度聚乙烯两种类型,是一种透明、柔韧的塑料材料,被广泛应用于制造塑料袋、垃圾桶和水暖管道等产品。
其注塑工艺参数如下:1.注塑温度:160-220℃2.模具温度:20-60℃3.注塑压力:30-100MPa4.射出速度:高于30mm/s5.冷却时间:20-30s在实际注塑生产中,各种塑料的注塑工艺参数应根据具体情况进行调整,以确保产品的质量。
常见塑料的性能参数与对比
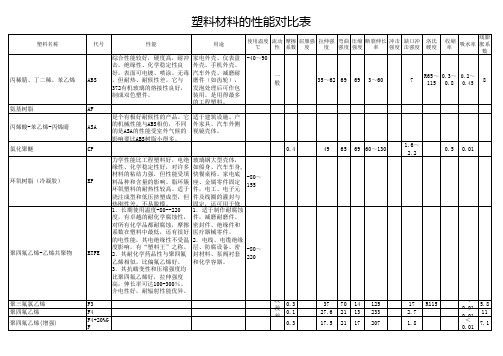
氯化聚醚
CP
Hale Waihona Puke 环氧树脂(冷凝胶)EP
-80~ 155
聚四氟乙烯-乙烯共聚物
ETFE
-80~ 220
聚三氟氯乙烯 聚四氟乙烯 聚四氟乙烯(增强)
F3 F4 F4+20%G F
常用塑料材料性能参数
常用塑料材料性能参数1.物理性能参数:-密度:塑料的密度很轻,通常在0.9-1.4克/立方厘米之间,甚至更低。
这使得塑料成为一种轻便且易于加工的材料。
-融点:不同类型的塑料都有不同的融点范围,一般在100-250摄氏度之间。
较低的融点使得塑料更容易加工和成型。
-热导率:塑料的热导率较低,通常为0.1-0.5瓦特/(米-开尔文),这使得塑料具有较好的保温性能。
-热膨胀系数:塑料的热膨胀系数较大,一般在50-200×10^-6/摄氏度之间。
这意味着塑料在受热膨胀时会比其他材料更明显。
2.机械性能参数:-强度:塑料的强度通常较低,但不同类型的塑料具有不同的强度水平。
通常情况下,塑料的强度在10-100兆帕之间。
-弹性模量:塑料的弹性模量也较低,一般在100-4000兆帕之间。
较低的弹性模量使得塑料更容易变形和弯曲。
-韧性:塑料的韧性较好,通常可以在不同的应力条件下具有较好的延展性和抗冲击性能。
-硬度:塑料的硬度范围很广,从非常软的弹性材料到硬度较高的工程塑料都有。
3.热性能参数:-热稳定性:不同类型的塑料具有不同的热稳定性。
一些热塑性塑料在高温下会熔化,而一些热固性塑料则可以在更高温度下保持较好的性能。
-燃烧性:塑料的燃烧性能也有所不同,一些塑料易燃,而另一些则具有较好的阻燃性能。
-热变形温度:塑料的热变形温度是指在一定的负荷作用下,塑料开始变形的温度。
不同的塑料具有不同的热变形温度。
4.化学性能参数:-耐腐蚀性:塑料具有不同程度的耐腐蚀性,不同的塑料对于不同的化学物质有不同的抵抗能力。
-可降解性:一些塑料是可降解的,可以在特定条件下分解成可溶性物质,对环境造成较小的危害。
5.电气性能参数:-绝缘性能:塑料具有较好的绝缘性能,可以用于电气绝缘材料的制造。
-介电常数:塑料的介电常数通常较低,可以在电气应用中减少电能损耗。
-表面电阻率:塑料的表面电阻率通常较高,可以在一定程度上防止静电。
总结起来,常用塑料材料性能参数涵盖了物理性能、机械性能、热性能、化学性能和电气性能等多个方面。
20种常见塑料性能参数
20种常见塑料性能参数塑料是一种由高分子化合物组成的聚合物材料,具有广泛的应用和丰富的性能参数。
下面是20种常见的塑料性能参数,供参考:1. 密度:塑料的密度通常较低,一般在0.9-2.0g/cm³之间,具有轻质的特点。
2.耐热性:塑料的耐热温度范围广泛,一般可以达到-40℃至150℃。
3.耐候性:塑料对气候变化和外部环境的影响具有较好的稳定性,能够在户外长期使用。
4.耐化学腐蚀性:塑料对酸、碱、溶剂等化学物质的腐蚀性能因材料而异。
5.透明度:塑料具有不同的透明度,有的透明度高,可以透过光线。
6.拉伸强度:塑料的抗拉能力能够承受一定的拉力和拉伸变形。
7.弹性模量:塑料的弯曲和变形能力,能够恢复原状。
8.绝缘性:塑料是绝缘材料,不导电。
9.耐磨性:塑料的耐磨能力因材料不同,有的材料较硬,具有较好的耐磨性。
10.硬度:塑料的硬度因材料不同而有所差异,从软到硬都有。
11.耐蠕变性:塑料在长时间受力下的稳定性,能够抵抗变形。
12.耐冲击性:塑料的耐冲击性能能够承受外力冲击。
13.摩擦系数:塑料的表面对其他物体的摩擦力。
14.粘度:塑料的黏滞度,对于加工和流动性有影响。
15.导热性:塑料的传热速度,有的塑料导热性能较好。
16.透气性:塑料对气体的透过性能。
17.阻燃性:塑料的阻燃性能,有的塑料比较易燃,有的可以自熄。
18.可加工性:塑料的加工性能,包括注塑、挤出、吹塑等。
19.可塑性:塑料的可塑性能,能够进行成型和变形。
20.可回收性:塑料的可再生性,是否可以进行回收和再利用。
以上就是塑料的20种常见性能参数,塑料的性能参数决定了它的用途和应用领域。
不同的塑料材料可以根据具体的要求选择合适的材料。
塑胶材质成分数据表
塑胶材质成分数据表一、聚乙烯(PE)聚乙烯是一种常用的塑胶材料,具有良好的韧性和耐腐蚀性。
它主要由乙烯单体聚合而成,分为低密度聚乙烯(LDPE)和高密度聚乙烯(HDPE)两种类型。
LDPE具有较高的柔软性和透明度,常用于制作塑料袋、保鲜膜等产品。
HDPE则具有较高的硬度和强度,常用于制作水管、容器等耐用品。
二、聚丙烯(PP)聚丙烯是一种具有良好刚性和耐热性的塑胶材料。
它由丙烯单体聚合而成,常用于制作各种容器、桶、管道等产品。
聚丙烯具有较高的化学稳定性,耐酸碱腐蚀,适用于多种工业领域。
三、聚氯乙烯(PVC)聚氯乙烯是一种常用的塑胶材料,具有良好的耐候性和电绝缘性。
它由氯乙烯单体聚合而成,可分为硬质PVC和软质PVC两种类型。
硬质PVC具有较高的硬度和强度,常用于制作窗框、水管等建筑材料。
软质PVC则具有较好的柔软性,常用于制作电线电缆的绝缘材料。
四、聚苯乙烯(PS)聚苯乙烯是一种常见的塑胶材料,具有良好的透明性和电绝缘性。
它由苯乙烯单体聚合而成,可分为普通PS和高冲击PS两种类型。
普通PS透明度高,硬度较高,常用于制作塑料杯、餐具等。
高冲击PS具有较高的韧性,可用于制作安全头盔、保护垫等。
五、聚对苯二甲酸乙二醇酯(PET)聚对苯二甲酸乙二醇酯是一种常用的塑胶材料,具有良好的透明度和耐热性。
它由对苯二甲酸和乙二醇聚合而成,常用于制作瓶装饮料、纤维等产品。
六、聚碳酸酯(PC)聚碳酸酯是一种具有良好透明性和高强度的塑胶材料。
它由碳酸酯单体聚合而成,常用于制作眼镜镜片、手机壳等产品。
七、聚甲基丙烯酸甲酯(PMMA)聚甲基丙烯酸甲酯是一种具有良好透明度和耐候性的塑胶材料。
它由甲基丙烯酸甲酯单体聚合而成,常用于制作亚克力板、装饰材料等。
八、聚乙烯醇(PVA)聚乙烯醇是一种常用的塑胶材料,具有良好的可溶性和膜形成性。
它由乙烯醇单体聚合而成,常用于制作胶水、纤维素等产品。
以上是常见的塑胶材料及其成分数据表。
这些塑胶材料在工业生产和日常生活中有着广泛的应用,为我们的生活带来了便利和舒适。
塑料性能参数含义

塑料性能参数含义塑料是一种常见的合成材料,具有多种性能参数。
这些参数描述了塑料的物理、化学和力学特性,对于正确选择和使用塑料材料至关重要。
以下是一些常见的塑料性能参数及其含义。
1.密度:塑料的密度指的是单位体积的质量。
它是塑料材料在空间中所占的大小,是一个重要的物理属性,用于计算重量、浮力和散热等。
2.熔点:塑料的熔点是指其从固态到液态的转变温度。
不同类型的塑料具有不同的熔点,这一参数对塑料的加工过程和热稳定性有重要的影响。
3.热传导性:塑料的热传导性指的是它传导热量的能力。
这一参数对于塑料的加热和散热过程至关重要,对于塑料在高温环境下的使用具有重要意义。
4.抗张强度:抗张强度是塑料材料的抗拉撕裂能力,是衡量塑料材料强度和韧性的重要指标。
抗张强度主要取决于塑料的分子结构和形态。
5.弯曲强度:弯曲强度指的是塑料材料在外力作用下发生弯曲变形的抗力。
它衡量了塑料的耐折强度和柔韧性,对于塑料制品的使用寿命和耐久性有重要影响。
6.冲击强度:冲击强度是塑料材料在外力冲击下抗击破的能力。
这表明了塑料对突然应力的抗击击与韧性之间的平衡。
高冲击强度的塑料适用于需要耐冲击和抗震性的应用。
7.耐化学腐蚀性:耐化学腐蚀性是塑料材料对化学品腐蚀的抵抗力。
这一参数与塑料的化学结构和成分密切相关,对于选择合适的塑料材料以防止化学腐蚀具有重要意义。
8.可燃性:可燃性是塑料材料燃烧的倾向。
塑料的可燃性通常由其热分解和燃烧过程决定。
这一参数对于选择用于特定应用的安全塑料至关重要。
9.耐磨性:耐磨性是塑料材料对摩擦和磨损的抵抗能力。
它是衡量塑料材料使用寿命和耐久性的关键指标,对于选择适用于高磨损环境的塑料具有重要影响。
10.透明度:透明度是塑料材料允许光线透过的能力。
不同的塑料具有不同的透明度,这一参数对于一些应用如光学和包装材料的选择十分重要。
总之,塑料的性能参数反映了其物理、化学和力学特性,对于正确选择、设计和使用塑料材料至关重要。
各种塑料的性能参数表
32 聚酰亚胺
33 聚甲基丙烯酸酯 (亚加力)
34 聚甲醛 共聚 (赛钢)
35 聚甲醛 共聚 增强
36 聚甲醛 均聚
37 聚丙烯 (百折胶)
38 聚丙烯 增强
39 聚苯醚
40 聚苯硫醚 增强
41 聚苯乙烯 (硬胶)
42 聚砜
43 聚氨酯
44 软质聚氯乙烯
45 超高分子量聚乙烯
醋酸纤维素
代号
ABS AF CP EP F3 F4 F4+20%GF F46 HDPE HIPS HPVC LCP LDPE MPPO PA6 PA6+30%GF PA66 PA66+30%GF PASF PBT PBT+30%GF PC PC+30%GF PEEK PEK PEKK PES PET PET+30%GF PF PI PMMA 共聚POM 共聚POM+25%GF 均聚POM PP PP+30%GF PPO PPS+40%GF PS PSF PU SPVC UHMWPE
0.3 198 78
D75~D85
315
R45
50
3
8.3 4 15000 1.14 120
70
33
8.3
M114
58 0.6
1.1
2.2 3
1.37 210
3
76
190
3.4~3.6
7
4 16000 1.145 130
60
39
9.5
M118
60 0.5
0.5~1.3
3
1.38 262
3
102
248
16 聚酰胺6 增强
17 聚酰胺66
常用塑料材料性能参数

常用塑料材料性能参数塑料材料是一种重要的工程材料,因其轻质、耐腐蚀、绝缘性能好等特点而得到广泛应用。
在选择塑料材料时,应根据具体的应用需求,考虑其性能参数。
以下是一些常用塑料材料的性能参数。
1. 密度:塑料材料的密度通常较低,一般在0.8-2.0 g/cm3之间,介于金属和橡胶之间。
密度的大小决定了塑料材料的重量和浮力等特性。
2.强度:塑料材料的强度是其支撑和承载能力的指标。
常用的强度参数有拉伸强度、冲击强度、挠曲强度等。
拉伸强度指材料在拉伸过程中能承受的最大应力;冲击强度表示材料在受到冲击或冲击载荷时能承受的能量;挠曲强度表示材料在弯曲载荷下的抗弯能力。
3.弹性模量:塑料材料的弹性模量是其刚度的度量,也可以理解为材料表现出的弹性变形能力。
弹性模量越大,材料的刚度越高,抗弯曲和耐压性能越好。
4.热性能:塑料材料在高温条件下的稳定性和应用范围是其重要性能之一、常用的热性能指标有耐热温度、热膨胀系数、导热系数等。
耐热温度表示材料在长期高温环境下能保持稳定性能的温度范围;热膨胀系数表示材料在受热时的体积膨胀程度;导热系数表示材料传导热量的能力。
5.耐腐蚀性:塑料材料在特定工作环境中的耐腐蚀能力是其重要的性能指标。
常见的腐蚀介质包括酸、碱、溶剂等。
耐腐蚀性的好坏直接影响着塑料材料在不同环境中的使用寿命和性能稳定性。
6.绝缘性:塑料材料通常具有良好的绝缘性能,可以有效隔离电流、热量和声波等。
绝缘性能的好坏与塑料材料内部的粒子结构和电荷分布有关。
7.透明度:一些透明塑料材料在可见光或特定波长范围内具有较好的透过性能。
透明度是塑料材料在产品设计和制造中的重要因素,尤其在光学、电子等领域的应用中。
除了以上几个常见的性能参数外,不同的塑料材料还有其它独特的性能指标,如阻燃性、耐磨性、抗老化性等。
在实际应用中,选择合适的塑料材料需要综合考虑各个性能参数的要求,并根据具体的工程需求进行权衡。
此外,还需要考虑制造成本、可回收性和环境友好性等方面的因素。
塑料性能参数含义

塑料性能参数含义1. 密度(Density):塑料材料单位体积质量,通常以克/立方厘米(g/cm³)或千克/立方米(kg/m³)表示。
密度决定了塑料材料的重量和浮力特性。
2. 熔融指数(Melt Flow Index,MFI):用于评估塑料材料的熔融流动性能,其单位为克/10分钟(g/10min)或克/小时(g/h)。
3. 玻璃化转变温度(Glass Transition Temperature,Tg):指塑料材料从玻璃态转变为橡胶态的温度。
Tg的高低直接影响塑料的硬度和脆性。
4. 热变形温度(Heat Deflection Temperature,HDT):指塑料材料在一定负荷下开始变形的温度,一般以摄氏度(℃)表示。
HDT能够反映塑料材料的耐热性能。
5. 抗拉强度(Tensile Strength):指材料在拉伸测试中能够承受的最大拉力,以兆帕(MPa)表示。
抗拉强度能够反映出塑料材料的耐拉性能。
6. 弯曲强度(Flexural Strength):指塑料材料在弯曲试验中承受的最大弯曲力,以兆帕(MPa)表示。
弯曲强度能够反映出塑料材料的耐弯性能。
7. 冲击韧性(Impact Toughness):指塑料材料在受到冲击载荷下能够抵抗破裂的能力,以简支梁缺口冲击试验中的冲击能或缺口冲击强度来评估。
8. 热膨胀系数(Coefficient of Thermal Expansion,CTE):指塑料材料在温度变化时线膨胀或线收缩的程度,常以每摄氏度的线膨胀或线收缩长度百分比来表示。
9. 电绝缘性能(Electrical Insulation):指塑料材料在电场作用下保持绝缘状态的能力。
主要包括耐电压强度、体积电阻率和介电常数等参数。
10. 透明度(Transparency):指塑料材料对可见光的透射性能。
透明度常以透光率或透明度百分比来表征。
这些塑料性能参数对于塑料制品的设计、选材、应用和加工具有重要意义。
常用工程塑料的物理性能参数

常用工程塑料的物理性能参数工程塑料是指一类具有较高物理性能和机械性能的塑料材料,广泛应用于各种工程领域。
以下是常用工程塑料的物理性能参数:1. 密度:工程塑料的密度是指单位体积的质量,通常以克/立方厘米(g/cm³)表示。
常用工程塑料的密度范围为1.0-1.5 g/cm³,具体数值根据不同材料而有所差异。
2.熔点:工程塑料的熔点是指材料从固态到液态的温度。
常用工程塑料的熔点范围为50-400摄氏度(℃),具体数值取决于材料的化学结构和组成。
3.热稳定性:工程塑料的热稳定性指材料在高温下的热变形性能。
热稳定性通常以软化温度、热变形温度等参数来描述。
常用工程塑料的软化温度一般在100-300℃之间。
4.强度:工程塑料的强度指材料在受力下的抵抗能力。
常用工程塑料的强度包括拉伸强度、屈服强度、冲击强度等。
拉伸强度一般在20-150MPa(兆帕)之间,冲击强度一般在2-20kJ/m²(千焦耳/平方米)之间。
5.刚度:工程塑料的刚度是指材料在受力下的变形抵抗能力。
常用工程塑料的刚度可以通过弹性模量来描述,弹性模量一般在500-3000MPa之间。
6.耐化学性:工程塑料的耐化学性描述了材料与各种化学物质的相容性和稳定性。
常用工程塑料对酸、碱、溶剂等具有良好的耐化学性能。
7.耐热性:工程塑料的耐热性指材料在高温环境下的性能表现。
常用工程塑料具有较高的耐热性,可在高温环境下长期使用而不发生融化或变形。
8.耐磨性:工程塑料的耐磨性描述了材料对摩擦或磨损的抵抗能力。
常用工程塑料具有较好的耐磨性,能够在高负荷和高速摩擦条件下长时间使用。
9.绝缘性:工程塑料的绝缘性描述了材料对电流、热量和声波等的阻隔能力。
常用工程塑料具有良好的绝缘性能,可用于电气绝缘和声学隔离等领域。
10.透明度:一些工程塑料具有较好的透明性能,能够透过光线,并保持较高的透光度。
透明度通常通过透射率来衡量,常用工程塑料的透射率范围在70%-90%之间。
常见塑料的性能参数与对比
常见塑料的性能参数与对比塑料是一类重要的合成材料,具有许多优异的性能。
下面将详细介绍常见塑料的性能参数以及它们之间的对比。
1. 密度:塑料的密度通常比金属和玻璃低,因此重量轻。
常见的高密度聚乙烯(HDPE)的密度约为0.941 g/cm³,低密度聚乙烯(LDPE)的密度约为0.91 g/cm³,聚丙烯(PP)的密度约为0.9 g/cm³,聚氯乙烯(PVC)的密度约为1.4 g/cm³。
2. 强度:塑料的强度通常较低,但有些塑料具有较高的强度。
尼龙(Nylon)具有很高的拉伸强度,约为75-80 MPa,聚酰胺(PA)的拉伸强度可高达60 MPa。
其他常见的高强度塑料有聚苯乙烯(PS)和聚碳酸酯(PC)。
3.刚性:刚性通常用弹性模量来描述,即杨氏模量。
例如,聚碳酸酯(PC)的弹性模量大约为2.3-2.6GPa,聚丙烯(PP)的弹性模量约为0.9-1.5GPa。
相较之下,钢材的弹性模量为约200GPa。
4.耐热性:塑料对温度的耐受能力各不相同。
聚甲醛(POM)耐高温性能较好,可以在高达100°C的温度下使用,聚碳酸酯(PC)的耐热性也不错,可以在120°C以上的温度下使用。
聚丙烯(PP)的熔点约为165-175°C,聚乙烯(PE)的熔点约为110-140°C。
5.耐化学性:不同的塑料对化学品和溶剂的耐受能力也不同。
聚乙烯(PE)和聚丙烯(PP)具有较好的耐化学性,可以耐受很多化学品的侵蚀。
聚氯乙烯(PVC)对酸和碱也有很好的耐受性,但不耐油溶剂。
6.耐候性:塑料的耐候性常常因其分子结构和添加剂的不同而有所差异。
聚碳酸酯(PC)的耐候性较好,可以耐受紫外线辐射和氧化作用。
相比之下,聚乙烯(PE)和聚丙烯(PP)的耐候性较差,容易受到紫外线照射而老化。
7.透明度:不同塑料的透明度也不同。
聚丙烯(PP)为半透明材料,透明度较差,而聚碳酸酯(PC)和聚苯乙烯(PS)则具有较好的透明性,以至于可以应用于光学器件制造。
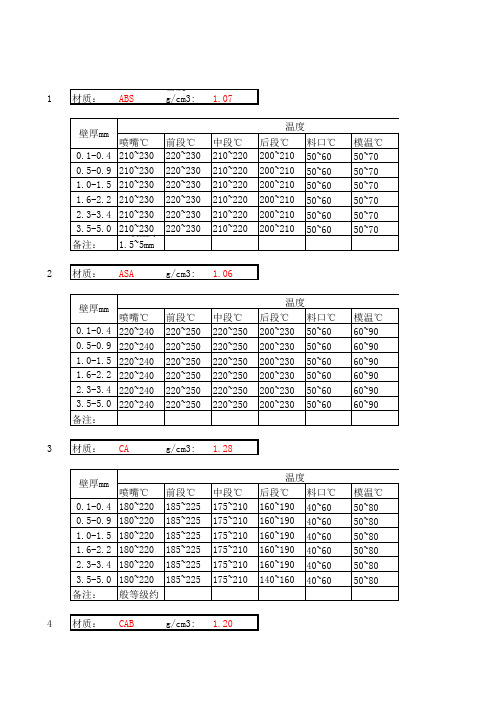
30种常用塑料工艺参数表
模温℃ 50~80 50~80 50~80 50~80 50~80 50~80
壁厚mm 0.1-0.4 0.5-0.9 1.0-1.5 1.6-2.2 2.3-3.4 3.5-5.0 备注: 5 材质:
温度 喷嘴℃ 前段℃ 中段℃ 后段℃ 料口℃ 模温℃ 180~200 185~205 170~190 140~160 40~60 20~80 180~200 185~205 170~190 140~160 40~60 20~80 180~200 185~205 170~190 140~160 40~60 20~80 180~200 185~205 170~190 140~160 40~60 20~80 180~200 185~205 170~190 140~160 40~60 20~80 180~200 185~205 170~190 140~160 40~60 20~80 流长比一般等级约为300:1,易流动级为400:1.可流入较薄的部位 CP 密度g/cm3 1.21
壁厚mm 0.1-0.4 0.5-0.9 1.0-1.5 1.6-2.2 2.3-3.4 3.5-5.0 备注: 7 材质:
喷嘴℃ 160~200 160~200 160~200 160~200 160~200 160~200
前段℃ 180~200 180~200 180~200 180~200 180~200 180~200
前段℃ 220~250 220~250 220~250 220~250 220~250 220~250
中段℃ 220~250 220~250 220~250 220~250 220~250 220~250
模温℃ 60~90 60~90 60~90 60~90 60~90 60~90
常用塑料参数

常用塑料参数塑料是一种非常常见的材料,广泛应用于各个领域。
在选用塑料材料时,我们需要了解一些常用的塑料参数,以便能够正确选择和应用塑料材料。
1. 密度塑料的密度是指单位体积内所含的质量,通常以g/cm³表示。
不同种类的塑料密度有所差异,可以从密度的大小判断出塑料的轻重程度。
例如,聚丙烯的密度约为0.9g/cm³,聚乙烯的密度为0.92-0.96g/cm³,聚苯乙烯的密度为1.06-1.08g/cm³。
2. 耐热性塑料材料的耐热性是指能够承受的高温程度。
常见的耐热性指标是熔融温度,表示塑料材料从固态变为液态的温度。
例如,聚丙烯的熔融温度约为160-170℃,聚乙烯的熔融温度约为110-130℃,聚苯乙烯的熔融温度约为200-240℃。
3. 拉伸强度塑料的拉伸强度是指在拉伸加载下材料能够承受的最大应力。
通常以MPa(兆帕)表示。
拉伸强度越大,表示塑料材料的强度越高,抗拉性能越好。
例如,聚丙烯的拉伸强度约为25-40MPa,聚乙烯的拉伸强度约为20-30MPa,聚苯乙烯的拉伸强度约为40-80MPa。
4. 弯曲强度塑料的弯曲强度是指在弯曲加载下材料能够承受的最大应力。
通常也以MPa表示。
弯曲强度较大的塑料材料具有较好的耐用性和抗折性能。
例如,聚丙烯的弯曲强度约为30-45MPa,聚乙烯的弯曲强度约为30-50MPa,聚苯乙烯的弯曲强度约为40-80MPa。
5. 冲击强度塑料的冲击强度是指在冲击加载下材料能够承受的能量吸收能力。
通常以KJ/m²表示。
冲击强度较高的塑料材料具有较好的韧性和抗冲击性能。
例如,聚丙烯的冲击强度约为30-40KJ/m²,聚乙烯的冲击强度约为30-60KJ/m²,聚苯乙烯的冲击强度约为10-50KJ/m²。
6. 硬度塑料的硬度是指表面抵抗划痕或压痕形成的难易程度。
通常以洛氏硬度或巴氏硬度表示。
硬度较高的塑料材料通常具有较好的耐磨性能和耐刮擦性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一:聚丙烯
(Polypropylene)是由丙烯聚合而制得的一种热塑性树脂。
按甲基排列位置分为等规
聚丙烯(isotaetic polyprolene)、无规聚丙烯(atactic polypropylene)和间规聚丙烯(syndiotatic polypropylene)三种。
聚丙烯为无毒、无臭、无味的乳白色高结晶的聚合物,密度只有0. 90--"0. 91g/rm,是所有塑料中最轻的品种之
密度:0.91g/cm3
熔点:164~170℃
PP的收缩率相当高,一般为 1.0~2.5%。
物理性能:聚丙烯为无毒、无臭、无味的乳白色高结晶的聚合物,密度只有0. 90--"0. 91g/m3,是所有塑料中最轻的品种之一。
它对水特别稳定,在水中的吸水率仅为0. 01%,分子量约8万一15万。
成型性好,但因收缩率大(为1%~2.5%).厚壁制品易凹陷,对一些
尺寸精度较高零件,还难于达到要求,制品表面光泽好,易于着色。
力学性能:聚丙烯的结晶度高,结构规整,因而具有优良的力学性能。
聚丙烯力学性
能的绝对值高于聚乙烯,但在塑料材料中仍属于偏低的品种,其拉伸强度仅可达到30 MPa 或稍高的水平。
等规指数较大的聚丙烯具有较高的拉伸强度,但随等规指数的提高,材料的冲击强度有所下降,但下降至某一数值后不再变化。
温度和加载速率对聚丙烯的韧性影响很大。
当温度高于玻璃化温度时,冲击破坏呈韧
性断裂,低于玻璃化温度呈脆性断裂,且冲击强度值大幅度下降。
提高加载速率,可使韧性断裂向脆性断裂转变的温度上升。
聚丙烯具有优异的抗弯曲疲劳性,其制品在常温下可弯折106次而不损坏。
但在室温和低温下,由于本身的分子结构规整度高,所以抗冲击强度较差。
聚丙烯最
突出的性能就是抗弯曲疲劳性,俗称百折胶。
耐热性能:聚丙烯具有良好的耐热性,制品能在100℃以上温度进行消毒灭菌,在不
受外力的条件下,150℃也不变形。
脆化温度为-35℃,在低于-35℃会发生脆化,耐寒性不
如聚乙烯。
对于聚丙烯玻璃化温度的报道值有一18qC, 0qC, 5℃等,这也是由于人们采用
不同试样,其中所含晶相与无定形相的比例不同,使分子链中无定形部分链长不同所致。
聚
丙烯的熔融温度比聚乙烯约提高40一50%,约为164一170℃, 100%等规度聚丙烯熔点
为176℃。
化学稳定性:聚丙烯的化学稳定性很好,除能被浓硫酸、浓硝酸侵蚀外,对其它各种
化学试剂都比较稳定,但低分子量的脂肪烃、芳香烃和氯化烃等能使聚丙烯软化和溶胀,同时它的化学稳定性随结晶度的增加还有所提高,所以聚丙烯适合制作各种化工管道和配件,
防腐蚀效果良好。
电性能:它有较高的介电系数,且随温度的上升,可以用来制作受热的电器绝缘制品。
它的击穿电压也很高,适合用作电器配件等。
抗电压、耐电弧性好,但静电度高,与铜接触
易老化。
耐候性:聚丙烯对紫外线很敏感,加入氧化锌、硫代二丙酸二月桂酯、碳黑或类似的
乳白填料等可以改善其耐老化性能。
疏水参数计算参考值(XlogP):3.32、氢键供体数量:03、氢键受体数量:34、可旋转化学键数量:15、互变异构体数量:6、拓扑分子极性表面积(TPSA):29.5避免强氧化剂,氯,高锰酸钾密闭,阴凉干燥处保存,确保有
良好的通风。
特点:无毒、无味,密度小,强度、刚度、硬度耐热性均优于低压聚乙烯,可在100℃左右使用。
具有良好的电性能和高频绝缘性且不受湿度影响,但低温时变脆,不耐磨、易老化。
适于制作一般机械零件、耐腐蚀零件和绝缘零件。
常见的酸、碱等有机溶剂对它几乎不
起作用,可用于食具。
聚丙烯具有许多优良特性:
增强聚丙烯管材1、相对密度小,仅为0.89-0.91,是塑料中最轻的品种之一。
2、良好的力学性能,除耐冲击性外,其他力学性能均比聚乙烯好,成型加工性能好。
3、具有较高的耐热性,连续使用温度可达110-120℃。
4、化学性能好,几乎不吸水,与绝大多数化学药品不反应。
5、质地纯净,无毒性。
6、电绝缘性好。
7、聚丙烯制品的透明性比高密度聚乙烯制品的透明性好。
它有很多优点但也有缺点:
1、制品耐寒性差,低温冲击强度低。
2、制品在使用中易受光、热和氧的作用而老化。
3、着色性不好。
4、易燃烧。
5、韧性不好,静电度高,染色性、印刷性和黏合性差。
二:成型工艺
注塑机选用:对注塑机的选用没有特殊要求。
由于PP具有高结晶性,需采用注射压
力较高及可多段控制的电脑注塑机。
锁模力一般按3800t/㎡来确定,注射量20%-85%即可。
干燥处理:如果储存适当则不需要干燥处理。
熔化温度:PP的熔点为160-175℃,分解温度为350℃,但在注射加工时温度设定不
能超过275℃。
熔融段温度最好在240℃。
聚丙烯细绳模具温度:模具温度50-90℃,对于尺寸要求较高的用高模温,型芯温度比型腔温度低5℃以上。
注射压力:采用较高注射压力(1500-1800bar)和保压压力(约为注射压力的80%)。
大概在全行程的95%时转保压,用较长的保压时间。