套结机错误代码及解决方案
MTD40-1900A-1903套结机(机修调整与设置)手册.pdf

(机修维修必备手册)MTD40(1900A/1903)套结钉扣机安全注意事项1. 安全操作的标志及含义本使用说明书及产品所使用的安全标志是为了让您正确安全的使用产品,防止您及其他人受到伤害。
标志的图案和含义如下:如果忽视此标记而进行错误的操作,会导致人员的重伤或死亡。
如果忽视此标记而进行错误的操作,会导致人员的受伤和设备的损坏该符号表示“应注意事项”。
三角中的图案表示必须要注意的内容。
(例如左边的图案表示:“当心受伤”)该符号表示“禁止”该符号表示“必须”。
圆圈中的图案表示必须要做的内容。
(例如左边的图案表示“必须接地”)2. 安全注意事项打开控制箱时,先关闭电源开关并将电源插头从插座上拔下后,等待至少5分钟后,再打开控制箱盖。
触摸带有高电压的区域会造成人员受伤。
使用环境应避免在强电气干扰源(如高频焊机)的附近使用本缝纫机。
强电气干扰源可能会影响缝纫机的正常操作。
电源电压的波动应该在额定电压的±20%以内的环境下使用。
电压大幅度的波动会影响缝纫机的正常操作,需配备稳压器。
环境温度应在5℃~35℃的范围内使用。
低温或高温会影响缝纫机的正常操作。
相对湿度应在45%~85%的范围内,并且设备内不会形成结露的环境下使用。
干燥、潮湿或结露的环境会影响缝纫机的正确操作。
压缩空气的供气量应大于缝纫机所要求的总耗气量。
压缩空气的供气量不足会导致缝纫机的动作不正常。
万一发生雷电暴风雨时,关闭电源开关,并将电源插头从插座上拔下。
雷电可能会影响缝纫机的正确操作。
安装请让受过培训的技术人员来安装缝纫机。
安装完成前,请不要连接电源。
如果误按启动开关,缝纫机动作会导致受伤。
缝纫机头倒下或竖起时,请用双手操作。
不要用力压缝纫机。
如缝纫机失去平衡,缝纫机滑落到地上会造成受伤或机器损坏。
必须接地。
接驳地线不牢固,是造成触电或误动作的原因。
所有电缆应固定在离活动部件至少25mm以外处。
另外,不要过度弯曲或用 卡钉固定得过紧。
430D误码表 (2)

E424
使用其他的CF卡。
CF卡写入时发生错误。
E425
使用指定的CF卡。
未按 R/W 键。
E426
按下 R/W 键读取数据。
无法确认下针信号。
E120
切断电源,确认同步器的连接情况。
切线后刀没回到原位。
E121
切断电源,确认固定刀、移动刀的刃部是否已经磨损。
缝纫机马达异常停止了或同步器连接不良。
切断电源,转动手轮以确认缝纫机是否被锁住了。
E691
切断电源,清除针板里侧的棉尘。
确认主基板插头的12号引脚的插入状况。
基板方面的故障
错误代码 原因和处理方法
电源电压异常升高。
E700
切断电源,确认踏脚开关。
踏脚开关被踩到第1档同时启动电源。
E035
切断电源,确认踏脚开关。
电源接通后检测到缝纫机头的倾倒。
E050 切断电源,竖起缝纫机头。
确认主基板插头的8号引脚的插入状况。
确认主基板插头的8号引脚的插入状况。
电源接通时,操作盘的开关处于按着状态或开关不良。
E065 切断电源,确认操作盘。
主轴马达方面的故障
错误代码 原因和处理方法
检测到与主基板的通信错误。
E410
切断电源,并再次接通电源。
检测到与电源马达基板的通信错误。
E411 切断电源,并再次接通电源。
确认保险丝(F4)是否被切断。
检测到PMD基板的通信错误。
E210
切断电源,确认PMD基板插头的8号引脚和主基板插头的3号引脚的插入状况。
Y轴送布马达异常停止了。
mimaki系列机器报错信息表
mimaki系列机器报错信息表JV5的报错信息以及处理方法屏幕显示错误编号错误原因ERR01MAIN ROM电路板发生错误(ROM)ERR02MAIN RAM电路板发生错误(RAM)ERR03POWER+3.3V电路板发生错误(电压+3.3V)POWER+5V电路板发生错误(电压+5V)POWER+24V电路板发生错误(电压+24)POWER+42V电路板发生错误(电压+42)ERR04FLASH ROM电路板发生错误(参数ROM)ERR06SD-RAM电路板发生错误(SDRAM)ERR07HEAD(---)喷头出错(温度异常)VOLTAGE(---)喷头出错(电压异常)ERR08LinearENCODER:SENSOR解码器错误(无法读数)LinearENCODER:DIR解码器错误(位置错误)LinearENCODER:COUNT解码器错误(读出数错误)ERR09FPGA ERROR电路板发生错误(FPGA HDC)HDC ERROR(---)ERR10COMMAND ERROR数据类型错误ERR11PARAMETER ERROR参数超过可接受的数值ERR12MAINTENANCE COMMANDERR16MRL COMMAND接受的数据与ERR20I/F BOARD 01接口和I/F板及控制板出现错误I/F BOARD 02接口和I/F板及控制板出现错误I/F BOARD 03接口和I/F板及控制板出现错误I/F BOARD 04接口和I/F板及控制板出现错误ERR21I/F NONE I/F板未连接到控制板ERR23HOST I/F电脑与1394板连接出现超时错误ERR24I/F INITIAL I/F板与控制板初始操作错误ERR25FULL-SPEED电脑与USB2.PACKET SIZE OVER电脑与USB2.0板连接出错。
USB PROTOCOL电脑与USB2.1板连接出错。
USB ENVIRONMENT电脑与USB2.2板连接出错。
得宝机器的操作代码及错误代码.

得宝机器的操作代码及错误代码 E001 主电机(M1)不正常;主电机基板装置不正常;主基板装置不正常;编码传感器(PS7)不正常当印鼓旋转指示灯亮,编码传感器;(PS7)在1秒内不能检查边缘 E002 升降电机(M2)不正常;升降上限传感器(PS9)不正常;升降下限传感器(MS6)不正常;驱动基板不正常;主基板不正常;升降机运作不正常当升降电机(M2)向上运动在9秒内升降机不能到达上限自检信息指示灯亮当升降电机(M2)向下运动在9秒内升降机不能到达下限自检信息指示灯亮 E003 裁切电机(M5)不正常;在操作侧(MS1)上的裁切限位不正常;在非操作侧(MS2)的裁切限位不正常;驱动基板不正常;主基板装置不正常;蜡纸在裁切装置部分卡纸裁切电机在裁切电机驱动信号发出3秒内不能到达可移动裁切刀的限位开关自检指示灯亮 E004 组合指示灯不正常;变压器装置不正常;CCD不正常;AD基板不正常;主基板不正常组合灯亮度检测,由CCD接收的光量不能到达规定值(只履行一次光量检查,电源闭合) E005 油墨滚筒升\降电机不正常电机在油墨滚筒升\降电机驱动信号送出15秒内不能触及相关开关 E006 触压电机不正常送出触压电机旋转指示令后25秒内,电机未能触及相关开关 E008 1\F基板装置不正常;IPC1\F基板装置不正常;在在线制版时,主基板装置和1\F基板装置之间出现信息错误 E009 直流稳压电源不正常;热敏头基板不正常;热敏头不正常开始制版时,热敏头驱动电压没有达到规定值 E201 ADF出故障 E301 A分类机传送电机出故障 E302 A分类机箱装置出故障E303 B分类机传送电机出故障 E304 B分类机箱装置出故障 E305 分类机桥电路电机故障 E306 A分类机订书机出故障 E307 B分类机订书机出故障得宝DP一体机操作代码序号分类说明 00 版本显示 ROM版本显示 01 功能检测滚筒转速显示/调节排纸带速/油墨滚筒升降电机动作/触压开关操作 03 动作检测纸带分组器动作检测 04 动作检测补充油墨 SP05 传感器和开关显示排版\天地限位\天地中心\原稿盖板\返回位置的各传感器用[0][1]或2位数值表示传感器状态印刷键:按下此键表示[显示1],释放此键[显示2] 显示1 [ **] 卸版传感器的接收光量(PS3 [00]—[63 无蜡纸≤45 有蜡纸≥无蜡纸时的值 PS05 显示2 [****] 天地限位传感器(PS10)遮光=1 天地中心传感器(PS11)遮光=1 原稿压板传感器(PS2)遮光=1 停止位置传感器(PS1)遮光=1 SP06 传感器开关显示 A/C模式传感器\B方式检验传感器\编码器\压印辊传感器\滚筒停止\堵纸传感器\着版、卸版位置传感器\卡纸\印鼓停止位置,卡纸位置检测传感器原稿方式键:文字方式键显示传感器状态清单如下用0 和1 表示传感器状态按下印刷键,显示如下状况显示 1 [****] 编码检验(PS7) 0或1 每读8次在0和1之间转换升降机上限传感器(PS9)遮光=1 A/C方式检测传感器(PS30)遮光=1 B方式检测传感器(PS30)遮光=1 如果按下印刷键并立刻松开,会出现下列状态显示2 [****] 印鼓蜡纸着版/脱版位置传感器(PS6)遮光=1 卡纸传感器接收光遮光=1 印鼓停止/卡纸检测位置传感器遮光=1 P滚筒传感器(PS7)遮光=1 原稿方式键下表为图像方式键显示状态如果按下印刷键并立即松开,会出现下列显示显示3 [****] 卡纸传感器接收光量 0----255 缺纸-----剩纸 07 传感器开关显示切刀限位开关(限位)\滚筒转动开关(有无转动)\版纸设置\纸开关\滚筒盖开关用0和1显示开关的状态印刷键:按下此键显示 [显示1],松开此键,出现[显示2] 显示1 [****] 滚筒旋转开关(SW3) PUSH=1 裁切刀限位开关(返操作侧)(MS2) PUSH=1 裁切刀限位开关(操作侧)(MS1) PUSH=1 [****] 前盖开关 SW (MS5)盖打开 =0 用纸开关SW(MS7) PUSH=1 升降下限开关SW(MS6) PUSH=0 蜡纸调节开关SW(SW4) PUSH=1 08 传感器开关显示扫描器\CCD传感器\接纸板检测开关(升降机下降)\卷芯满开关\给纸板设置开关\滚筒有无用0和1表示开关状态按下印刷键即可显示显示 [****] 滚筒检测开关 SW(MS4)滚筒检测=1 升降机下限开关SW(SW2) PUSH=1 卷蕊已满开关SW(MS8) PUSH=1 上盖开/关检测开关SW(MS2)盖子打开=0 09 动作检测DP2050=》》》滚筒停止位置检测 DP31===》蜡纸着版位置,卡纸检测位置,蜡纸脱版位置,印鼓停止位置 10 动作检测灯管\扫描电机运动检查 11 传感器开关显示原稿浓度值显示 12 动作检测 AD电路板存储 13 传感器开关显示末端标志传感器按下印刷键显示下列开关状态显示 [****] LO触压限位开关开=1 触压中心开关开=1 油墨滚升/降开关开=1 按下印刷键并立即松开,将会出现下列状态显示[**] 尾部标志传感器(PS3)的接收光量 00 63 14 总计数制版总数显示重新设置15 动作检测供墨电机运行检测 16 调整\说明联机制版时,制版开始位置的修正 17运行检测检测切刀电机运行 18 运行检测检测反转电机运行 19 总计数显示印刷总数,重新设置 20 运行检测检测版夹电机的运行及版夹夹紧位置 21 功能检测 ADF 功能检测 22 调整\说明在制版边纵向倍率补正量设定 23 调整\说明图象方式与原稿扫描暗度的确定 000 标准------001----010----011—100—101----110---111为最大 24 调整\说明印刷边纵向倍率修正量设定 000 标准------001----010----011—100—101----110---111为最大(1等级:0.25) 25调整\说明应用自动进稿器时,修正原稿基底的白色度 000 标准------001----010----011—100—101----110---111为最大 26 调整\说明修正图像方式下原稿浓度白基底的白色度 000 标准------001----010----011—100—101----110---111为最大 27 调整\说明将所有帮助程序进行初始化处理 28 调整\说明纸带分组器,蜂鸣器,磁卡计数器的设定 29 调整\说明调节蜡纸纵向进给长度(蜡纸头余量的调节 000 标准------001----010----011—100—101----110---111为最大 PS30 运行检测测试文本的制版和印刷===》》测试样张 31 调整\说明预印刷张数设定 0000(0张)------0001(1)----0010(2)----0011(3)->---1111(15张 32 调整\说明首张印速\卸版故障检测设置 *0** 第一张约45转 *1** JOG速度(15转 33 调整\说明文字方式白度补正 (原稿浓度白基底修正 000* ----*-001----*010----*011—*100—*101----*110-最大标准值---*111 35 调整\说明扫描器顶端的起始阅读位置 0***标准 ----1***----*000----*001—*010—*011----*100---*101--*110--*111 36 调整\说明扫描器纵向边(操作边)起始阅读位置 0***标准 ----1***----*000----*001—*010—*011----*100---*101--*110--*111 37 调整\说明应用扫描器时制版的起始位置 0***标准 ----1***----*000----*001—*010—*011----*100---*101--*110--*111 40 调整\说明当使用扫描器时,修正轮廓最亮处的浓度状态 41 调整\说明自动复位设置\重复计数显示42 调整\说明纸张选择规格设定 43 调整\说明热敏头电阻值设定 44 调节/参数调节设置热敏头电阻值级别的设定 45 调节/参数调节特殊用纸长度设定(下位4Bit)46 调节/参数设置特殊用纸长度设定(上位4Bit) 47 调节/参数调节特殊用纸宽度设定(下位4Bit) 48 调整\说明横向扫描时缩小量的调节 49 调整\说明读取侧中心倍率设定 50 调整\说明文字方式原稿读取浓度设定 51 调整\说明调整测试文本的制版浓度 52 调整\说明联机条件设定 53 调整\说明联机制版时横向(操作侧)制版开始位置调整 54 调节/参数调节主基板分类机功能检测 55 调整\说明油墨检测,切刀运转方式设定 56 调整\说明联机制版时,横向制版开始位置调整 57 调整\说明选择控制语言开关 59 末端传感器设置(图像档H--13) 60 调节/参数调节选择自动清除方式和良好启动方式 61 调节/参数调节显示参数 62 调节/参数设置显示选择的参数。
电脑套结机的维修方法
电脑套结机的维修方法------杭州搜盈服装设备有限公司一、电脑套结机开机后,操作箱上的数据显示正常,按准备健,压脚能自动上升,用脚踩踏板时,压脚却不降,也不能缝纫。
一般情况下,该机出现故障,操作箱上的数据显示屏都有故障符号显示,提醒维修工是哪部分出了故障,该从哪方面排除。
而对于上面提及的现象,机器并没有警示提示,又该如何解决呢?首先,我们应考虑到涉及压脚动作的各个机构,找出压脚动作的动力。
从这点出发,很快就发现促使压脚动作的动力源来自机身后罩壳下的电磁阀。
搞清当脚踩踏板时,电磁阀不能使压脚再次动作的原因,问题也就迎刃而解了。
在无故障的正常情况下,脚踩踏板时,位于台板下的压脚提升开关传感器工作,将信号传递给控制板;控制板在收到压脚提升开关传感器工作信号后,立即断开电磁阀电源,从而电磁阀释放衔铁,压脚下降。
当脚踏板继续下踩时,套结缝纫的启动开关传感器工作,套结机则可正常缝纫。
这里的压脚提升开关传感器、压脚传感器和套结缝纫的启动开关传感器,不管哪一只传感器出现故障,缝纫机都不能正常工作。
压脚传感器出现故障时,数据显示屏通常显示E—A,可根据E—A的故障提示,逐步排除。
而压脚提升开关传感器和套结缝纫的启动开关传感器,可以通过本机的自身检测系统来测试是哪部分出了故障。
检测系统的检测方法是:(蓝字显示段落后半部分还没有录入)打开电源的同时,按准备键和复位键同时按P3键和选择键,启动维修等级测试同时按P1、P2和P3键,模式将改为测试模式按选择键,电脑将进入测试程序同时按P1键和P2键,进入程序2再同时按下P1键和P2键,进入3的测试程序进入3的测试程序后,在无故障情况下,踩下踏板,如图1所示状态,计数器的显示灯亮;继续往下踩踏板,如图2所示状态,速度显示灯亮;若压脚提升开关传感器有故障时,计数器显示灯亮而且不熄;启动开关传感器有故障时,踩下踏板时,如图2所示状态时,速度显示灯不亮。
通过显示灯的亮与熄,就能很快辨别是哪个传感器出了故障,这样排除故障时就有的放矢了。
机床错误代码

“-”)。
007 小数点“. ”使用错误。
009 一个字符出现在不能够使用该字符的位置。
010 指令了一个不能用的 G 代码。
011 一个切削进给没有被给出进给率。
014 程序中出现了同步进给指令(本机床没有该功能)。
015 企图使四个轴同时运动。
020 圆弧插补中,起始点和终点到圆心的距离的差大于 876 号参数指定的数值。
ADDRESS
ILLEGAL USE OF NEGATIVE SIGN
ILLEGAL USE OF DECIMAL POINT
ILLEGAL ADDRESS INPUT
IMPROPER G-CODE
NO
FEEDRATE
COMMANDED
CAN NOT COMMAND
G95
(M series)
ILLEGAL
021 圆弧插补中,指令了不在圆弧插补平面内的轴的运动。
029 H 指定的偏置号中的刀具补偿值太大。
030 使用刀具长度补偿或半径补偿时,H 指定的刀具补偿号中的刀具补偿值太大。
033 编程了一个刀具半径补偿中不能出现的交点。
034 圆弧插补出现在刀具半径补偿的起始或取消的程序段。 037 企图在刀具半径补偿模态下使用 G17、G18 或 G19 改变平面选择。 038 由于在刀具半径补偿模态下,圆弧的起点或终点和圆心重合,因此将产生过切削的情况。 041 刀具半径补偿时将产生过切削的情况。 043 指令了一个无效的 T 代码。 044 固定循环模态下使用 G27、G28 或 G30 指令。 046 G30 指令中 P 地址被赋与了一个无效的值(对于本机床只能是 2)。 051 自动切角或自动圆角程序段后出现了不可能实现的运动。 052 自动切角或自动圆角程序段后的程序段不是 G01 指令。 053 自动切角或自动圆角程序段中,符号“,”后面的地址不是 C 或 R。 055 自动切角或自动圆角程序段中,运动距离小于 C 或 R 的值。 060 在顺序号搜索时,指令的顺序号没有找到。 070 程序存储器满。 071 被搜索的地址没有找到,或程序搜索时,没有找到指定的程序号。 072 程序存储器中程序的数量满。 073 输入新程序时企图使用已经存在的程序号。 074 程序号不是 1~9999 之间的整数。 076 子程序调用指令 M98 中没有地址 P。 077 子程序嵌套超过三重。 078 M98 或 M99 中指令的程序号或顺序号不存在。 085 由外设输入程序时,输入的格式或波特率不正确。 086 使用读带机/穿孔机接口进行程序输入时,外设的准备信号被关断。 087 使用读带机/穿孔机接口进行程序输入时,虽然指定了读入停止, 但读过了 10 个字符 后,输入不能停止。 (087 解决方法) FANUC 0i 数控系统使用问题,比较典型,和大家分享:故障报警号 当用较少程序段的程序进行 DNC 加工试验,未出现任何报警信息,当使用较大程序段的程序 进行 DNC 加工试验时,系统出现“087”号报警信息.解决方法:根据以上具体情况,分析此报警 信息是由于加工程序过大而产生的(>500K).随即将系统参数(100.5)的“ND3”设为“0”,重 新用原来较大的程序进行 DNC 加工,系统不再出现“087”号报警。原因分析: 当利用 RS232C 通讯接口进行 DNC 加工时,如果加工程序较大,超过了系统本身的缓冲区 容量,则需要将参数“ND3”设为“0”,即一段一段的读取程序,否则,在传输及加工过程中 将会出现“087”号报警。 (6) 我刚解决这个问题,有时一天不报警,有时连续报警。如果你的现象和我一样,换根线 吧! (7) "内存溢出"一般就是电脑,线的问题。 (8) 如果连线没问题,请检查参数 校验不能为 NONE 数据位不能为 8 优选参数,也为 FANUC 推荐参数:
金碟K3ERP错误代码与解决方法

如果是"ActiveX 部件无法创建对象"的错误,一般是对象没有注册成功所至.也可能注册表已混乱,同时注册了两个不兼容的相同对象所至.解决方法:1.在提示的窗口内容或标题中一般会有该组件的名称,2.找到该组件<DLL>,使用regsvr32.exe <组件路径\名称>注册组件.3.如还不成功,则运行REGEdit.exe 注册表工具,查找<组件名称>,删除所有的键值.然后重复每二步骤.4.如果还不成功,则应用VB的Depends工具查出与该组件相关的其它组件,重复2,3步.K3运行错误代码一览表3没有返回的GoSub5无效的过程调用6溢出7内存不足9数组索引超出范围10此数组为固定的或暂时锁定11除以零13类型不符合14字符串空间不足16表达式太复杂17不能完成所要求的操作18发生用户中断20没有恢复的错误28堆栈空间不足35没有定义子程序、函数,或属性47DLL 应用程序的客户端过多48装入DLL 时发生错误49DLL 调用规格错误51内部错误52错误的文件名或数目53文件找不到54错误的文件方式55文件已打开57 I/O 设备错误58文件已经存在59记录的长度错误61磁盘已满62输入已超过文件结尾63记录的个数错误67文件过多68设备不可用70没有访问权限71磁盘尚未就绪74不能用其他磁盘机重命名75路径/文件访问错误76找不到路径91尚未设置对象变量或With 区块变量92For循环没有被初始化93无效的模式字符串94Null 的使用无效97不能在对象上调用Friend 过程,该对象不是定义类的实例298系统DLL 不能被加载320在指定的文件中不能使用字符设备名321无效的文件格式322不能建立必要的临时文件325源文件中有无效的格式327未找到命名的数据值328非法参数,不能写入数组335不能访问系统注册表336ActiveX 部件不能正确注册337未找到ActiveX 部件338ActiveX 部件不能正确运行360对象已经加载361不能加载或卸载该对象363未找到指定的ActiveX 控件364对象未卸载365在该上下文中不能卸载368指定文件过时。
LK1900A型高速套结机的调整与维修

LK1900A型高速套结机的调整与维修冯朝荣【摘要】服装设备机械部分常见故障的排除方法主要是基于缝线线迹的形成原理和机械零件之间的有机配合原理.当服装设备的机械部分某一部位出现故障时,一般依据上述原理对症分析而采取对相关机构进行位置调整或更换修复部分零件等措施予以解决.文章从服装设备通用的双线锁式线迹的形成原理、LK1900A型高速套结机针杆高度的确定、机针与摆梭配合的调整、压脚高度的调整、机械部分常见故障的原因及排除方法等几个方面,介绍了LK1900A型高速套结机正确的使用、调整及维修方法.【期刊名称】《毛纺科技》【年(卷),期】2014(042)003【总页数】4页(P57-60)【关键词】双线锁式线迹;形成原理;机械部分;调整;故障排除【作者】冯朝荣【作者单位】邢台职业技术学院服装工程系,河北邢台054035【正文语种】中文【中图分类】TS941.562日本重机工业公司生产的LK1900A型高速套结机是在原有机械式套结机的基础上采用电脑伺服控制系统,主要用于服装特殊部位的加固和装饰线迹的缝制,是服装生产中不可缺少的机种之一。
该机以操作便捷、运行可靠、功能强大、性能优良、可进行软件升级等优点广泛应用于现代服装生产领域。
其机械部分比较复杂,本文依据双线锁式线迹的形成原理,介绍该机机械部分的调整要领及常见故障的维修方法。
1 双线锁式线迹的形成原理双线锁式线迹的形成基于正确的面线线环的形成,是通过针杆机构的运动,由机针、缝线及缝料共同作用完成。
面线线环的形成,主要是由于机针在穿刺缝料后向上回升时,机针、缝线及缝料间存在摩擦力差值,在机针的某一侧,缝线运动受阻而形成,见图1。
如图1所示,机针穿刺缝料时缝料对机针的弹性压力为N,这种压力的存在,产生了缝线与机针之间、缝线与缝料之间的2个摩擦力。
设机针与缝线的摩擦力为F1,缝料与缝线的摩擦力为F2,则F1=f1×N,F2=f2×N。
式中:f1为缝线与机针的摩擦因数;f2为缝线与缝料的摩擦因数,因为f2大于f1,所以F2大于F1,这样,缝线2便不能随同机针一起回升,而在缝料下方产生积聚。
森德斯打包机常见故障处理

序号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 打包机不启动
故障描述
断路器跳闸 油位太低 油温太高 蝶阀 油温太低 油位太低 油温太高 油温太低 断路器跳闸 蝶阀
原因
位置
措施
液压泵不启动
操作室液压站主配电柜 检查断路器是否断开和保险丝有无熔断 打包机液压站 加满油,检查油位变送器 打包机液压站 冷却器的供水,油温变送器 打包机液压站 打包机液压站 打包机液压站 打包机液压站 打包机液压站 操作室液压站主配电柜 打包机液压站 打包机本体 打包机操作台PLC 打包机操作台 PF链ET1远程柜 操作台、压实车 2#压实车 打包头 打包头 打包头导线槽 打包头导线槽 油泵出口蝶阀是否打开,S01、 S02、 S03 和S04 限位开关状态完好 检查加热,更换油温变送器 加满油,检查油位变送器 冷却器的供水,油温变送器 检查加热器,油温变送器 检查断路器是否断开和保险丝有无熔断 S01、 S02、 S03 和S04限位开关状态完好 压板 1 (B53)、压板 2 (B56)、升降台 (B59)、 钢线导引 (B64)、钢线 / 捆绑装置 (B20) 将 PLC 开到运行模式 钥匙开关是否正常,开关信号有无松动 PF链有阻止信号,检查信号是否正常 调整检查压实车限位B52、B53,检查紧固压实车 编码器连轴器顶丝,钢卷不在中心偏一面时可调 节画面中心偏移量 位于压实车2 上的光电开关 B58 清洗捆包导引系统和捆包装置 更换轴承 检查导引,如果需要,则修理调整矫直器 调整盖子
送线机构 打包头 线道 钢线 送线机构 送线机构 钢线
送线不到位,抽线、扭结一切正常【 送线机构 喂线速度过快】
打包机故障代码

故障码编码说明
A X YY –Z
X :故障部位编码
X :0 综合故障
X :1 1#压盘小车
X :2 2#压盘小车
X :3 送线小车/升降台
X :4 防刮伤/放线架
X :5 1#打捆头及送线轮
X :6 2#打捆头及送线轮
X :7 3#打捆头及送线轮
X :8 4#打捆头及送线轮
X :9 液压站
YY :顺序号
Z - 故障级别编码
Z :1 一级故障,立即停液压站和所有的设备动作
Z :2 二级故障,立刻退出自动
Z :3 三级故障,立刻停止相关设备的动作,经过延时后退出自动
Z :4 四级故障,只作为设备动作的起动条件,不会立刻停止正在动作的设备
0 --- 综合故障
1 --- 1#压盘小车的故障
A120-4 1号压盘小车原位接近开关检测故障
2 --- 2#压盘小车的故障
3 --- 送线小车/升降台的故障
A351-4 导线小车原位接近开关检测故障
4 防划伤/放线架故障
51号打捆头及送线轮故障
A517-3 1号送线轮送线
62号打捆头及送线轮故障
A616-3 2号送线轮运行条件丢失A617-3 2号送线轮送线
73号打捆头及送线轮故障
A716-3 3号送线轮运行条件丢失A717-3 3号送线轮送线
84号打捆头及送线轮故障
A816-3 4号送线轮运行条件丢失A817-3 4号送线轮送线
9液压站故障。
重机1900a套结机断面线的排除方法

重机1900a套结机断面线的排除方法
针对重机1900a套结机断面线的问题,以下是一些可能的排除方法:
1. 检查设备:检查设备是否存在机械故障或电气故障。
这包括检查设备的电源、电缆、控制器、电机等部件,以确认是否存在故障或损坏。
2. 检查线路:如果设备本身没有问题,那么需要检查连接线路是否接触良好。
这包括逐一检查连接线路的插头、接头、电缆等部件,以确认是否存在接触不良或断裂现象。
3. 进行维修:根据检查结果进行相应的维修。
如果是设备本身的故障,可以更换或修理相关的部件。
如果是线路连接的问题,可以重新连接或更换相关的电缆和接头。
4. 检查操作:检查操作过程中是否存在不当之处,如线张力过大、切线时间过早或过晚等。
如果发现操作不当,应进行调整,以避免断线问题的发生。
5. 更换耗材:如果断线问题频繁出现,可能是因为使用的耗材质量不好或过期。
在这种情况下,建议更换质量更好的耗材,并确保耗材没有过期。
6. 寻求专业帮助:如果以上方法都不能解决问题,建议寻求专业人士的帮助。
他们可以对设备进行更深入的检查和维修,以确保问题得到彻底解决。
在处理重机1900a套结机断面线问题时,请务必小心操作,避免造成进一
步的损坏或伤害。
如果不确定如何进行故障排除,请勿自行拆解或修理设备。
重机LK-1850套结机常见故障的调整及处理方法.doc

重机LK-1850套结机常见故障的调整及处理方法1:套结长度的调整将盖板1向箭头方向压下打开,用作为附件的花扳手将横向移动螺母2旋松,向操作者方向移动横向移动调节杆3,则套结的长度变长;向里移动的话,套结长度变短。
调整完毕,拧紧横向移动螺母2,关上盖板1。
2:面线张力调节将夹线器螺钉向右旋,切线后,在机针尖上留下的线就变短了;反之,如果向左旋,就会变长。
在不会出现跳针的限度内,尽量留短。
如果将第二夹线器螺钉向右旋,上线张力就变强;向左旋的话就变弱。
3:底线张力的调节将夹线器调节螺钉3向右旋,下线张力增加;向左旋,下线张力减小。
4:套结宽度的调整将盖板5向箭头方向压下打开,用作为附件的花扳手将纵向移动螺母6旋松,向左移动横向移动调节杆7,则套结的宽度变大;向右移动的话,套结宽度变小。
调整完毕,拧紧纵向移动螺母6,关上盖板5。
5:压脚左右位置调整压脚1左右位置A,通过旋松六角螺母,把横向推杆向B方向移动,则压脚横向中心位置向右移动;向C方向移动,则压脚横向中心位置向左移动(42针时:以26针调节;28针时:以18针调节)。
注意:横移中心位置的微小的错位,可以通过旋松“2.1套结长度的调整”中提到的横向移动螺母,手动方式将压脚向左右推动获得调整。
6:压脚高度的调节压脚最大提升量可以调至17mm。
⑴停机状态下,卸下固定机头上盖的5个螺钉1,取下上盖2。
⑵用L型内六角扳手3旋松调节曲柄4的内六角螺钉5。
⑶将L型内六角扳手3向下推,则压脚变高;向上推则压脚变低。
⑷调整完后,拧紧内六角螺钉5。
⑸如果左右两压脚高低不吻合,旋松固定螺钉7,调整压脚板的垫板8以使其相吻合。
注意:此时,压脚杆垫板8与送布台9之间不能发生冲突。
另外,在出现与刮擦器冲突的情况时,通过刮擦器安装台的固定螺钉10调节刮擦器的高度。
7:送布时间的调整⑴抬起机器头部。
⑵机针1的尖端降至高于针板2平面7~10mm处,送布停止,旋松六角螺母3和内六角螺栓4,通过旋转送布凸轮5来调节送布时间。
广奇1900电子套结机参数表、误码表部分操作方法及

广奇1900电子套结机参数表、误码表部分操作方法及参数表:[01--]设定缝制速度上限。
[02--]软起缝1~5针的速度设定。
[03--]设定是否可以读出服务图案数据。
(0不能读出,1可以读出)[04-0]显示图案No.、X/Y放大缩小率、最高速度设定是否可以更改,防止错误操作。
(0可以操作,1不能操作.键锁定)[05-0]设定计数器动作。
(0加算,1减算)[06-0]设定针杆停止位置;在停止机针提升模式时,上停止后,反转再停止,停止时,针尖位置高。
设定范围:0:模式的上位置停止53度。
1:机针提升停止0度或22度。
(quot;1 quot;提升机针停止用SERVO电路板上的SW1-7 ON:22度OFF:0度)[07-0]设定图案放大缩小的基准点。
0:原点1:第二原点(开始缝制点)08-0选择缝制结束后是否执行原点检索。
<用通常的图案No.或p1~p7时>(0无,1有)09-0(同上)<组合图案C1~C3时>10-0选择踏板规格(0.标准单踏板、1.双踏板、2.单踏板PK_57 11-1选择有无挑线杆继电器输出。
0无,1有12-0 LK_1901机种时,选择靠布电磁阀的动作。
0无,1.与压脚同步2.与起动同步。
备注:LK_1901*只限机种初期化时18-2选择送布动作同步时间。
紧线不好是设定为1或0可以改进效果。
0.161度,1.149度,2.137度,3.125度。
备注:从上轴的角度计算开始送布。
21-0 LK_1904机种初期化时,使用LK_1900的压脚进行加固缝时,请设定为quot;0 quot;。
0不设定,1设定(纵方向-5mm提升)备注:LK_1904*只限机种初期化时22-0选择是否进行钉扣缝制用图案的开始缝制固定缝用的小针距(2mm以下)选针。
(减少开始缝制时的跳针现象)。
0进行,1不进行。
备注:LK_1903*只限带钉扣的机种初期化时。
开始缝制不发生跳针时,设定为1可以缩短循环周期时间。
三菱驱动器报警资料之欧阳德创编

常见的三菱伺服故障代码及故障处理方案在中国使用三菱交流伺服系统主要由三个系列:MR-ES、MR-J2S、MR-J3。
通常故障情况可由伺服驱动器上显示代码来初步判断,以下是几种常见的故障及其排查方法:1、AL.E6 -表示伺服紧急停止。
引起此故障的原因一般有两个,一个是控制回路24V电源没有接入,另一个是CN1口EMG和SG之间没有接通。
2、AL.37-参数异常。
内部参数乱,操作人员误设参数或者驱动器受外部干扰导致。
一般参数恢复成出厂值即可解决。
3、AL.16-编码器故障。
内部参数乱或编码器线故障或电机编码器故障。
参数恢复出厂值或者更换线缆或者更换电机编码器,若故障依旧,则驱动器底板损坏。
4、AL.20-编码器故障。
电机编码器故障或线缆断线、接头松动等导致。
更换编码器线或伺服电机编码器。
MR-J3系列发生此故障时,还有一种可能是驱动器CPU 接地线烧断导致。
5、AL.30-再生制动异常。
若刚通电就出现报警,则驱动器内部制动回路元件损坏。
若在运行过程中出现,可检查制动回路接线,必要时外配制动电阻。
6、AL.50、AL.51-过载。
检查输出U、V、W三相相序接线是否正确,伺服电机三相线圈烧坏或接地故障。
监控伺服电机负载率是否长时间超过100%,伺服响应参数设置过高,产生共振等原因。
7、AL.E9-主回路断开。
检查主回路电源是否接入,若正常则主模块检测回路故障,须更换驱动器或配件。
8、AL.52-误差过大。
电机编码器故障或驱动器输出模块回路元件损坏,通常油污较多的使用场合此故障较多。
另外简单判断伺服电机故障方法:去掉电机所有接线后,转动电机轴承,如能感觉到明显的阻力,转动时不顺畅,则机身线圈烧坏,另外装配联轴器不当时很容易把编码器敲坏,可摇动电机编码器部分,若能听到编码器碎片的声音,则编码器被敲坏。
附上三菱伺服MR-J2S系列所有代码伺服报警的代码:—— AL10 欠压—— AL12 存储器异常—— AL13 时钟异常—— AL15 存储器异常2—— AL16 编码器异常1—— AL 17 电路异常2—— AL 19 存储器异常3—— AL 1A 电机配合异常—— AL 20 编码器异常2—— AL 24 电机接地故障—— AL 25 绝对位置丢失—— AL 30 再生制动异常—— AL 31 超速—— AL 32 过流—— AL 33 过压—— AL 35 指令脉冲频率异常—— AL 37 参数异常—— AL 45 主电路器件过热—— AL 46 电机过热—— AL 50 过载1—— AL 51 过载2—— AL 52 误差过大—— AL 8A 串行通讯超时—— AL 8E 串行通讯异常伺服警告代码:—— AL 92 电池断线警告—— AL 96 原点设定错误警告—— AL 9F 电池警告—— AL E0 再生制动电流过大警告—— AL E1 过载警告—— AL E3 绝对位置计数器警告—— AL E5 ABS超时警告—— AL E6 伺服电机异常停止—— AL E9 主电路OFF警告—— AL EA ABS伺服ON警告。
大连数控 18Ti常见报警.故障指南v1.01
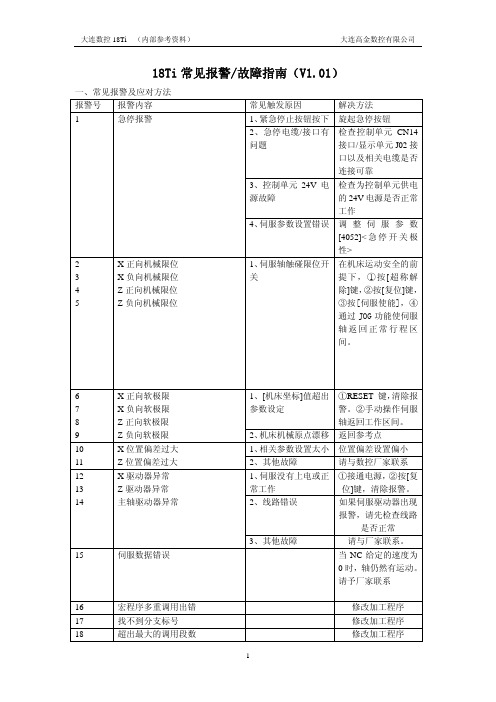
18Ti常见报警/故障指南(V1.01)一、常见报警及应对方法报警号报警内容常见触发原因解决方法1、紧急停止按钮按下旋起急停按钮2、急停电缆/接口有问题检查控制单元CN14接口/显示单元J02接口以及相关电缆是否连接可靠3、控制单元24V电源故障检查为控制单元供电的24V电源是否正常工作1 急停报警4、伺服参数设置错误调整伺服参数[4052]<急停开关极性>2 3 4 5 X正向机械限位X负向机械限位Z正向机械限位Z负向机械限位1、伺服轴触碰限位开关在机床运动安全的前提下,①按[超称解除]键,②按[复位]键,③按[伺服使能],④通过JOG功能使伺服轴返回正常行程区间。
1、[机床坐标]值超出参数设定①RESET 键,清除报警。
②手动操作伺服轴返回工作区间。
6 7 8 9 X正向软极限X负向软极限Z正向软极限Z负向软极限2、机床机械原点漂移返回参考点1、相关参数设置太小位置偏差设置偏小1011 X位置偏差过大Z位置偏差过大2、其他故障请与数控厂家联系1、伺服没有上电或正常工作①接通电源,②按[复位]键,清除报警。
2、线路错误如果伺服驱动器出现报警,请先检查线路是否正常121314 X驱动器异常Z驱动器异常主轴驱动器异常3、其他故障请与厂家联系。
15 伺服数据错误当NC给定的速度为0时,轴仍然有运动。
请予厂家联系16 宏程序多重调用出错修改加工程序17 找不到分支标号修改加工程序18 超出最大的调用段数修改加工程序19 超出最大的循环段数 修改加工程序 20找不到分支程序段修改加工程序 21 RETURN 指令错误 修改加工程序 22 M95调用号错误 修改加工程序或参数中的程序号23 程序终端无结束符 修改加工程序 24 组指定重复 修改加工程序 25 标号重复 修改加工程序 26 标号组合出错 修改加工程序 27 所需信息不足 修改加工程序或参数28 动作条件不满足29 溢出确认电子齿轮比 30 圆弧没设定终点 修改加工程序 31 半径过小 修改加工程序 32主轴速度报警检查外围线路和主轴驱动器 33 SIO 发送不可 检查通讯电缆是否正确 34 SIO 发送缓冲器溢出 与数控厂家联系 35 SIO-COM 开放失败 RS232通讯故障与数控厂家联系36 留尺寸太小C/R 无法倒角 修改加工程序 37 R 补偿出错修改加工程序 38 刀尖R 补偿程序路径只有一个 修改加工程序 39刀尖R 补偿程序路径超出两个修改加工程序 40 R 补偿G4X 码设定错误 修改加工程序 41 R 补偿交点不存在 修改加工程序 42 R 补偿G1输入数据出错 修改加工程序 43 R 圆弧输入数据出错 修改加工程序 44 RG77/G79数据出错 修改加工程序 45 R 补偿长度为零 修改加工程序 46 原点返回异常报警进行原点返回操作,确立机床原点 47使用了不正确PMC 指令48 PMC 程序结束无END 指令 49 PMC 程序结束无ENDP 指令 50 PMCCALL 指令调用超出8次 51 PMCFOR 指令使用超出8次 52 PMC 中RET 指令无效 53 PMC 中NEXT 指令无效 54 PMC 中没有RET 指令 55 PMC 中没有NEXT 指令 56 PMC 中STACK 设定无效 57 PMC 中STACK 调用出错PMC 编程格式/调用错误修改PMC 程序58 PMC 检査和出错 59 PMC 调用无标号 60 PMC 指令格式错误 61 PMC 程序步数超出 62 PMC 数据溢出 63査出PMC 非法指令64 PMC 运算数据类型不符 65 PMC 运算数据超出范围 66 PMC 运算数据丧失 67 PMC 用户定义报警1 68 PMC 用户定义报警2 69 PMC 用户定义报警3 70 PMC 用户定义报警4 70 PMC 用户定义报警5 72 PMC 用户定义报警6 73 PMC 用户定义报警7 74 PMC 用户定义报警8 75 PMC 用户定义报警9 76 PMC 用户定义报警10 由PMC 触发的用户报警信息77 PMC 用户定义报警11 78 PMC 用户定义报警12 79 PMC 用户定义报警13 80 PMC 用户定义报警14 81 PMC 用户定义报警15 82 PMC 用户定义报警16 83 PMC 用户定义报警17 84 PMC 用户定义报警18 85 PMC 用户定义报警19 86 PMC 用户定义报警20 由PMC 触发的用户警示信息请参考机床说明书87刀尖R 补偿数据溢出刀尖R 补偿设置错误修改加工程序 1、没有指定主轴转速修改加工程序 2、主轴没有转动 检查主轴指令信号线连接质量88 G33/G95主轴转速异常3、主轴无编码器反馈信号检查主轴编码反馈线连接质量89 刀尖R 补偿干涉报警 加工程序R 错误 修改加工程序 90回原点出错回原点信号顺序错误检查连线,如果连线没问题,请与厂家联系 91 定位出错机床机械响应过慢 请与数控厂联系 1、编码器/连线故障92 93X 轴伺服编码器异常 Z 轴伺服编码器异常2、电缆接口接触不良用交换的方法来判断故障原因。
套结机错误代码及解决方案

【开关方面的故障】错误代码原因和处理方法E025 踏脚开关被踩到第2档同时启动电源。
切断电源,确认踏脚开关。
E035 踏脚开关被踩到第1档同时启动电源。
切断电源,确认踏脚开关。
E050电源接通后检测到缝纫机头的倾倒。
切断电源,竖起缝纫机头。
确认主基板插头的8号引脚的插入状况。
E051 检测到缝纫机起动过程中缝纫机头的倾倒。
切断电源,确认主基板插头的8号引脚的插入状况。
E055电源接通后检测到缝纫机头的倾倒。
切断电源,竖起缝纫机头。
确认主基板插头的8号引脚的插入状况。
E065 电源接通时,操作盘的开关处于按着状态或开关不良。
切断电源,确认操作盘。
【主轴马达方面的故障】错误代码原因和处理方法E100 在显示“GREASEUP”后,经过了一定时间仍不添加润滑脂(不进行复位操作)。
添加润滑脂,执行复位操作。
E110 起针停止位置的故障。
转动手轮,将钢印对准起针停止位置。
E120 无法确认下针信号。
切断电源,确认同步器的连接情况。
E121 切线后刀没回到原位。
切断电源,确认固定刀、移动刀的刃部是否已经磨损。
E130缝纫机马达异常停止了或同步器连接不良。
切断电源,转动手轮以确认缝纫机是否被锁住了。
确认电源马达基板插头的4号、5号引脚的插入状况。
确认保险丝(F1)是否被切断。
E150缝纫机马达异常加热或温度传感器故障。
切断电源,确认缝纫机马达。
(如果反复缝纫(短循环运转)运针数(15针以下)短的缝纫数据,则可能会引起上轴马达过热[E150]【送布方面的故障】错误代码原因和处理方法E200 不能检测X轴送布马达的原点。
X轴送布马达异常或X轴原点传感器连接不良。
切断电源,确认PMD基板插头的10号引脚和主基板插头的2号引脚的插入状况。
E201X轴送布马达异常停止了。
切断电源,确认X轴送布方向是否异常。
确认保险丝(F2)是否被切断。
E202 X轴送布马达或Y轴送布马达的原点调整数据异常。
重新进行原点调整。
E210 不能检测Y轴送布马达的原点。
总结兄弟设备代码

兄弟B430E电子套结机故障代码及排除方法整理表姓名:职业工种:申请级别:受理机构:填报日期:A4打印/ 修订/ 内容可编辑征及维修方法整理出来,供大家参考。
总结可分成四部分:起抬压脚机构、送料机构、切线机构及光耦传感器。
一、压脚机构:该部分较易出现的故障是压脚放不下或较慢放下,此故障的特征是:当踏下踏板,压脚没有及时的放下,同时显示故障提示为“E—6-”系列时即是。
在处理前先了解该起抬压脚部分的结构,图1为起抬压脚机构的简图,其动作流程为:螺线管(1)充电产生电磁吸引衔铁(2)左移,拉直连杆(5),连杆(5)的支撑使滑块(4)向下压挤,从而抬起压脚。
从结构上看,该设计地很合理的,螺线管的作用力无须直接施加到压脚上,可有效的减小螺线管的体积及能耗。
但也就因为要通过一系列连杆的作用,要想一下子设计及加工得完美也就比较困难。
造成以上故障分析:当控制板收到放下压脚的指令后,就断开螺线管的电源,释放衔铁,让连杆复位使滑块上升,压脚降下的同时要回馈信号给控制板。
如在规定里控制板收不到压脚成功释放的回馈信号时,就会报警。
造成压脚不能成功放下的原因是连杆(5)的中立位置没调整好。
如简图2所示。
当连杆(5)如a所示向左偏时,即使螺线管释放衔铁后,由于压脚压力的反作用,连杆(5)将超出中立位置卡在反死点上。
从而使连杆的回程拉簧的拉力不足以把拉杆拉回,也就无法复位。
滑块(4)无法上升,造成压脚放不下。
在该代机型中,连杆(5)的中立位置是通过螺线管座(1)的前端面与限位档片(3)及连杆中间处的微调螺丝来限制和进行调节的。
使用过一段时间后,连杆机构或许有松动变位的地方,造成中间处的微调螺丝形同虚设,也就没有了调节功能。
剩下的就只有螺线管座与限位档片了。
但由于螺线管座的固定和座体的结构都不够紧固,加上衔铁和限位档片是由分体零件组合而成的。
频繁的收放动作后,极易因为碰撞而松动变位,造成限位偏移。
了解到造成故障的原因后,排除故障就相对容易些。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
【开关方面的故障】
错误代码原因和处理方法
E025 踏脚开关被踩到第2档同时启动电源。
切断电源,确认踏脚开关。
E035 踏脚开关被踩到第1档同时启动电源。
切断电源,确认踏脚开关。
E050
电源接通后检测到缝纫机头的倾倒。
切断电源,竖起缝纫机头。
确认主基板插头的8号引脚的插入状况。
E051 检测到缝纫机起动过程中缝纫机头的倾倒。
切断电源,确认主基板插头的8号引脚的插入状况。
E055
电源接通后检测到缝纫机头的倾倒。
切断电源,竖起缝纫机头。
确认主基板插头的8号引脚的插入状况。
E065 电源接通时,操作盘的开关处于按着状态或开关不良。
切断电源,确认操作盘。
【主轴马达方面的故障】
错误代码原因和处理方法
E100 在显示“GREASEUP”后,经过了一定时间仍不添加润滑脂(不进行复位操作)。
添加润滑脂,执行复位操作。
E110 起针停止位置的故障。
转动手轮,将钢印对准起针停止位置。
E120 无法确认下针信号。
切断电源,确认同步器的连接情况。
E121 切线后刀没回到原位。
切断电源,确认固定刀、移动刀的刃部是否已经磨损。
E130
缝纫机马达异常停止了或同步器连接不良。
切断电源,转动手轮以确认缝纫机是否被锁住了。
确认电源马达基板插头的4号、5号引脚的插入状况。
确认保险丝(F1)是否被切断。
E150
缝纫机马达异常加热或温度传感器故障。
切断电源,确认缝纫机马达。
(如果反复缝纫(短循环运转)运针数(15针以下)短的缝纫数据,则可能会引起上轴马达过热[E150]
【送布方面的故障】
错误代码原因和处理方法
E200 不能检测X轴送布马达的原点。
X轴送布马达异常或X轴原点传感器连接不良。
切断电源,确认PMD基板插头的10号引脚和主基板插头的2号引脚的插入状况。
E201
X轴送布马达异常停止了。
切断电源,确认X轴送布方向是否异常。
确认保险丝(F2)是否被切断。
E202 X轴送布马达或Y轴送布马达的原点调整数据异常。
重新进行原点调整。
E210 不能检测Y轴送布马达的原点。
Y轴送布马达异常或Y轴原点传感器连接不良。
切断电源,确认PMD基板插头的8号引脚和主基板插头的3号引脚的插入状况。
E211
Y轴送布马达异常停止了。
切断电源,确认Y轴送布方向是否异常。
确认保险丝(F2)是否被切断。
【压脚方面的故障】
错误代码原因和处理方法
E300
不能检测压脚原点。
压脚马达异常或压脚原点传感器连接不良。
切断电源,确认PMD基板插头的3号引脚和主基板插头的4号引脚的插入状况。
确认保险丝(F2)是否被切断。
E301 不能检测压脚的上升和下降。
切断电源,确认压脚的上下方向有无异常。
E303 压脚马达的原点调整数据异常。
重新进行原点调整。
【通信或记忆存储器方面的故障】
错误代码原因和处理方法
E401 电源接通时,检测到与电源马达基板的连接通信错误。
切断电源,确认电源马达基板插头的6号引脚和主基板插头的14号引脚的插入状况。
E403 电源接通时,检测到PMD基板的连接错误。
切断电源,确认PMD基板插头的1号引脚和主基板插头的13号引脚的插入状况。
E410 检测到与主基板的通信错误。
切断电源,并再次接通电源。
E411
检测到与电源马达基板的通信错误。
切断电源,并再次接通电源。
确认保险丝(F4)是否被切断。
E413 检测到PMD基板的通信错误。
切断电源,并再次接通电源。
E420 未插入CF卡。
E421 程序号无效,或无数据。
变更程序号。
E422 读取CF卡时发生错误。
确认CF卡的数据。
E424
CF卡内存不足。
使用其他的CF卡。
E425
CF卡写入时发生错误。
使用指定的CF卡。
E426 未按 R/W 键。
按下 R/W 键读取数据。
E430 头部数据无法备份至主基板上。
切断电源,并再次接通电源。
E440 主基板的数据存储异常。
切断电源,并再次接通电源。
E450 不能从机头存储器读取机型选择数据。
切断电源,确认电源马达基板插头的3号引脚的插入状况。
E451 数据无法备份至机头存储器。
切断电源,并再次接通电源。
E452 机头存储器未连接。
切断电源,确认电源马达基板插头的3号引脚的插入状况。
E474 内存无法全部复制。
清除缝制数据,或使用读取缝制数据时未复制至内存的设定(存储开关No.466=ON)。
【数据编辑方面的故障】
错误代码原因和处理方法
E500 由于放大设置,缝纫数据超出了可缝纫范围。
再次设置放大倍率。
E501 读取了超出缝纫机可能缝纫范围的缝纫数据。
确认缝纫数据的大小。
E502 由于放大设置,数据间隔超出了最大间隔值12.7mm。
再次设置放大倍率。
E510 缝制数据中存在无效代码。
追加数据时进行修改。
E511 缝制数据中未输入结束代码。
输入结束代码或改变程序号。
E512 超过了可使用的针数。
E530 禁止变更程序号。
【装置方面的故障】
错误代码原因和处理方法
E690
线夹原点不正确。
切断电源,清除针板里侧的棉尘。
确认主基板插头的12号引脚的插入状况。
E691
线夹退避位置不正确。
确认面线残留量是否太长。
切断电源,清除针板里侧的棉尘。
确认主基板插头的12号引脚的插入状况。
【基板方面的故障】
错误代码原因和处理方法
E700 电源电压异常升高。
切断电源,确认输入电压。
E705 电源电压异常下降。
切断电源,确认输入电压。
E710 检测到缝纫机马达的异常电流。
切断电源,确认缝纫机是否异常。
E711 检测到X送布马达的异常电流。
切断电源,确认X轴送布方向是否异常。
E712 检测到Y送布马达的异常电流。
切断电源,确认Y轴送布方向是否异常。
E713 检测到压脚马达系统的异常电流。
切断电源,确认X送布•Y送布•抬压脚是否异常。
E740
冷却风扇不工作。
切断电源,确认是否被线屑等缠住了。
确认主基板插头的18号引脚的插入状况。
确认保险丝(F6)是否被切断。