钳工考级图纸
初、中、高级钳工图纸

初级工 其余呼£7iX05906+I 19S d -H ofEO-H PJ/0.08B DI~61+006]0±0.3D D.o d 7io.os|4处 H®80 + 0.060.08 B“ 0*D技术要求:去毛剌,孔口倒角C0 5o及角块D —D6处 H±|0.05|c镯削面20s o d +108iD0.3H 0.3 A赛削面參孝等级图号材料ft*加工工时初圾QC-201HT15O1240分钟其余貯30*2—0.15 AJO◎~E_^<ZZA20*F—野-40±0.2560±0.037i■3口0.310.35 C 0.35D锯割面技术要求:2X01OH9—0.121. 锯割面一次完成,不得接锯、修锯.2. 去毛剧,孔口倒角C0.5。
3. 養削面不考核茨面粗糙度。
II 0.08C0.08 B0.05 D5处HD凹形块參考等级图号材料ft*加工工时初级QC-2O3HT1501330分钟其余厅24 ±0.042山0・05]clg o -H oba©Bra处5a 0.051 0X)6B | 〃|()・05|A 丄 |0・05|A|Q爭0芈40 ±0.2550±0・03】技术要求:1. 未注公羞按士 呼IM 作。
2. 螺纹孔不考核粗糙度。
支架级图号材料加工工时初级QC-204451270分钟技术要求:1・118・中分线应与端面垂直。
2.未注公差按土号要求。
參考等级图号加工工时样板初级QC-205 Q235 1 180分钟其余&技术誉求’工件去毛刺、倒棱,以纹孔口倒角C1 •J・o・ozS-H2 S名參考等级/号材料ttft 1■工工耐\称t \初级QC-207 Q235 1 j1.以左侧为基准•右侧配作。
2.检测时将工件断开配合•配合间隙<0.05mm,上下两侧错位■ <0.08mmo 3锯割面不考核粗粗度:D卩.05丄0.06 B 62X08H9技术要求:斜凸滑块參考等级tt*D-D我余&55±0・37.18 .got 29ESI.O-HI3a.o-Ha处56HO-TC31.6S技术要求:1.锯割面一次完成,不得接锯、修锯。
装配钳工图纸(优选材料)
附件一
装配零件加工实际操作竞赛项目
装配钳工(中级组)工件及备料图
(注:定位导向销选手准备,备料图由竞赛现场准备) 借鉴材料#
借鉴材料#
借鉴材料#
借鉴材料#
借鉴材料#
借鉴材料#
借鉴材料#
借鉴材料#
借鉴材料#
借鉴材料#
借鉴材料#
借鉴材料#
借鉴材料#
附件一
装配零件加工实际操作操作竞赛项目
装配钳工(高级组)工件及备料图
(注:定位导向销选手准备,备料图由竞赛现场准备) 借鉴材料#
借鉴材料#
借鉴材料#
借鉴材料#
借鉴材料#
借鉴材料#
借鉴材料#
借鉴材料#
借鉴材料#
借鉴材料#
借鉴材料#
借鉴材料#
借鉴材料#
借鉴材料#。
钳工竞赛图纸

R规
5~14.5mm
1
200mm(5号纹)
1
V型架
Φ20mm×15mm
1
钳工常用工具
锯弓、锯条、手锤、錾子、划针、划规、样冲、钢板尺、软钳口、锉刀刷、机油等
整形锉
1
半圆锉
100mm(5号纹)
1
四、零件图
0.01mm
1
平 锉
300mm(1号纹)
1
25~50mm
0.01mm
1
150mm(1号纹)
1
50~75mm
0.01mm
1
200mm(4号纹)
1
百分表
0~0.8mm
0.01mm
150′
1
150mm(5号纹)
1
表架
1
100mm(5号纹)
1
90°角尺
100×63mm
精度1级
5
方箱
150
个/4人
精度1级
6
砂轮机
台/20人
2、画线平台、钻床、砂轮机、钳台及附件配套齐全,布局合理。
三、工具刃具准备
名称
规格
精度
(读数值)
数量
名称
规格
精度
(读数值)
数量
高度游标尺
0~300mm
0.02mm
1
直柄麻花钻
Φ4mm
1
游标卡尺
0~150mm
0.02mm
1
Φ8.8mm
1
千分尺
0~25mm
三工具刃具准备名称规格精度名称精度读数值高度游标尺0300mm002mm游标卡尺0150mm002mm025mm001mm千分尺2550mm001mm5075mm001mm百分表008mm001mm90角尺10063mm一级刀口尺125mm正弦规100mm80mm一级量块38检验棒4mm20mmh7塞尺00205mm半圆锉100mm四零件图150mm锯弓锯条手锤錾子划针划钳工常规样冲钢板尺软钳口锉刀用工具刷机油等
钳工竞赛图纸和三维立体图

钳工竞赛图纸和三维立体图
钳工竞赛图纸和三维立体图
竞赛试题的装配图见图1所示,零件图见图2、图3、图4所示。
图1(装配图)
技术要求:①装配后,件2以圆柱销为轴心翻转,并与件4配合面间隙小于0.03;②锐角倒钝R 小于0.2;③2×φ6销孔允许组合加工;④工时300分钟(5个小时)。
图2(零件图,件号1)图3(零件图,件号2)
技术要求:①不允许使用钻模或二类工具进行加工;②不允许使用研磨抛光材料及工具;③锐边倒钝R 小于0.2;④2-φ6销孔允许组合后加工;⑤φ10为测量芯棒允差±0.005;
⑥材料45号
钢。
图4(零件图,件号4)
技术要求:①不允许使用钻模或二类工具进行加工;②不允许使用研磨抛光材料及工具;
③锐边倒钝R小于0.2;④2-φ6销孔允许组合后加工;⑤材料45号钢。
中级钳工图纸
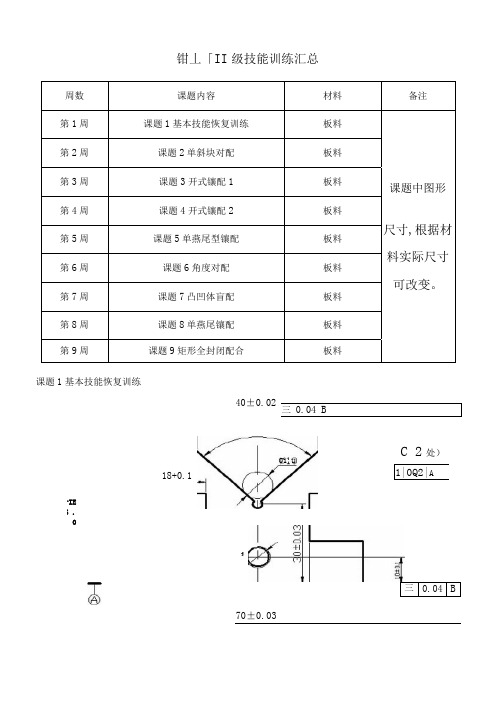
钳丄「II 级技能训练汇总周数 课题内容材料备注第1周 课题1基本技能恢复训练板料第2周 课题2单斜块对配 板料第3周 课题3开式镶配1 板料 课题中图形第4周 课题4开式镶配2 板料 尺寸,根据材 料实际尺寸 可改变。
第5周 课题5单燕尾型镶配 板料 第6周 课题6角度对配 板料 第7周 课题7凸凹体盲配 板料第8周 课题8单燕尾镶配 板料第9周课题9矩形全封闭配合板料课题1基本技能恢复训练三 0.04 B三 0.04 B70±0.03E.04-I S01 u18+0.1C 2处)1|0Q2|AT40±0.0225±0.021 0.0A.S.+I戈E.omoo十ICOIm其余un2±0.05课题3开式镶配120.02±0.0140±0.130-0.0820±0g8S・4-I\P9SC5+I寸UO寸二〕4-leb—」0.02 c2-01OH7M A-Az..(窖)SIOIHO96l).07±QtQlI A80,09±0,1^0.68+0.01技术要求1. 各配合面间隙小于0・042. 镶配图C-C 不直度允差0. 043. 两孔距52 ±0. 15两次镶配后测呈均达 要求4•去毛刺、倒角0.3*45° ,孔口倒角0.5*45°技术要求1、 锂削方法不许推、铲挫法锐角处 R<0・20,棱边去毛剌,口削角0.5X 。
2、 件□按件I 沿型面的作用间隙不大于 0. 043. 镶配时不许敲打压入,件I 与件n 配 合后外侧60 ± 0・02挫边不大于0. 06.4. 淮备时间30分钟,加工时间不许延长5X450技术要求1. & 为不锂加工磅昜若加工者扣曲殂一10分。
W,件II 按件IWK 酪合嘀隙单画不大于0.04. 3冷拗工丙不弃用纱布、油石打光 4, 不许囲推铲毬方法加二5, 不允许有煽堵现^林注缁埶二其余的去毛刺'孔口側角 0.5x45° .in oG J U 十Iin <u1.考生不电自幘升工也 oum.2点租耀粘舵配骼 榕關曙0.04釣① ffiWi<0.04nn 6S R 0SJ|0.03 c |0.0^380 土 08K£)— a.iD1 0.03三|冲|创 1」0・025 8.05课题8单燕尾镣配技术要求1,以件1铿配件22•所有锂削平面与基准A 垂直度为0,02mm 、V ° 3. 配合间隙0・05mm._4. 配合面两侧错位呈D ・06mm. 单骐E 尾镶配5. 翻转配合对称度0. 06mrn ・课题9矩形全封闭配合60-0.04630s.sLn寸40±0.10 90±0,022CS3-=-10.0GO3-08H82—^。
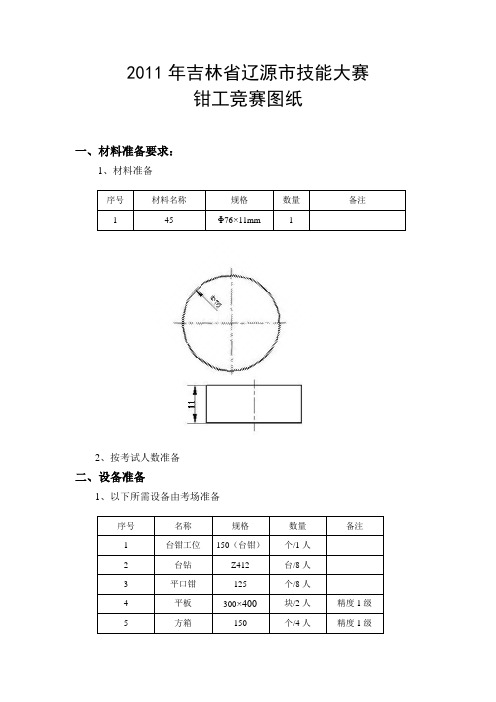
钳工竞赛图纸
钳工竞赛图纸
一、材料准备要求:
1、材料准备
序号
材料名称
规格
数量
备注
1
45
Φ76×11mm
1
2、按考试人数准备
二、设备准备
1、以下所需设备由考场准备
序号
名称
规格
数量
备注
1
台钳工位
150(台钳)
个/1人
2
台钻
Z412
台/8人
3
平口钳
125
个/8人
4
平板
300×400
块/2人
精度1级
5
方箱
150
个/4人
精度1级
6
砂轮机
台/20人
2、画线平台、钻床、砂轮机、钳台及附件配套齐全,布局合理。
三、工具刃具准备
名称
规格
精度
(读数值)
数量
名称
规格
精度
(读数值)
数量
高度游标尺
0~300mm
0.02mm
直柄麻花钻
Φ4mm
1
游标卡尺
0~150mm
0.02mm
1
Φ8.8mm
1
千分尺
0~25mm
0.01mm
1
平锉
300mm(1号纹)
1
25~50mm
0.01mm
1
150mm(1号纹)
1
50~75mm
0.01mm
1
200mm(4号纹)
1
百分表
0~0.8mm
0.01mm
150mm(4号纹)
1
万能角度尺
0°~320°
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
20个课题 25个课题 5个课题
共计50个课题
钳工实习与考级 书前附有: 使用说明
书后附有: 装配钳工国家职业标准 钳工常用计算公式 标准公差数值表
钳工实习与考级
与前一版相比,本版在课题内容及编排形式上作了较大 幅度的调整和更新,其中:
1、初级工部分保留原13个课题,新增7个课题。中级工部分 保留原10个课题,新增15个课题,其中增加了原五级工和六 级工难度的课题。新增了高级工部分5个课题。
学生在使用本书进行训练后,操作技能会 得到逐步提高,为实现中级技工的培养目标打 下良好的基础。
本书适用于职业学校机械专业的实习,也 适用于参加技能鉴定的人员的考前训练。
钳工实习与考级
钳工实习与考级
钳工实习与考级
钳工实习与考级
钳工实习与考级
钳工实习与考级
钳工实习与考级
钳工实习与考级
Hale Waihona Puke 钳工实习与考级本书与《机械基础》、《机械制图》、《公差配合与 测量技术》、《钳工工艺与技能训练》等教材配合使用, 供学生在学习了上述课程后进行实习与考级训练用。
钳工实习与考级
在编写上,全书以课题的形式编排,分三大部分,按 照初、中、高三个等级技能要求组织内容,其中
第一部分 第二部分 第三部分
初级工 中级工 高级工
《钳工实习与考级》
— 高等教育出版社
无锡机电高等职业学校 王琪
钳工实习与考级
钳工是一项比较复杂、细致、工艺要求高的工作,
其基本操作包括: 零件的测量、划线、錾削、锯割、锉削、钻孔、铰孔、
攻螺纹等。
是机械制造业中不可缺少的工种
钳工实习与考级
职业类技术学校的培养目标决定了操作技能、技巧的训 练是实习教学的主要环节。
国家职业技能鉴定考核也对本专业的技能要求作了明 确规定。
《钳工实习与考级》以相应的《鉴定规范》为依据,坚 持“考什么,编什么”,突出技能训练。
通过对本书课题的练习,能较好地掌握钳工的基本操作 方法和技巧,从而为参加技能鉴定打下扎实的基础。
钳工实习与考级
本书是依据全国职业高中机械专业(通用工种)教学 计划和(钳工工艺与技能训练)的教学大纲及劳动和社会 保障部2002年颁发的《装配钳工国家职业标准》和《装 配钳工技能鉴定规范》(考核大纲),结合编者多年来的 教学经验编写而成的。
钳工实习与考级
钳工实习与考级
钳工实习与考级
钳工实习与考级
钳工实习与考级
钳工实习与考级
钳工实习与考级
钳工实习与考级
钳工实习与考级
钳工实习与考级
钳工实习与考级
2、调整了课题编排顺序,使之更为合理。
3、对一些典型课题加工步骤和装配辅以立体示意图,以增加 直观性便于对照操作与自学。
钳工实习与考级 每个课题包括:
一、教学目的 二、工量刃具清单 三、坯料图 四、试件图 五、检测评分表 六、主要加工步骤 七、安全及注意事项
钳工实习与考级
本书在课题内容及编排形式上体现了职业 培训由浅入深、由易到难、循序渐进的特点 。 突出典型性、针对性、实用性。