机械毕业设计英文外文翻译4ADVISOR 使用说明
机械专业学生四级的英语词汇

机械专业学生四级的英语词汇机械专业学生四级的英语词汇机械专业主要包括机械设计制造及其自动化、材料成型及控制工程、工业设计、过程装备与控制工程等。
机械专业学生四级的英语词汇,我们来看看下文。
机械专业学生四级的英语词汇1陶瓷 ceramics合成纤维 synthetic fibre电化学腐蚀 electrochemical corrosion车架 automotive chassis悬架 suspension转向器 redirector变速器 speed changer板料冲压 sheet metal parts孔加工 spot facing machining车间 workshop工程技术人员 engineer气动夹紧 pneuma lock数学模型 mathematical model画法几何 descriptive geometry机械制图 Mechanical drawing投影 projection视图 view剖视图 profile chart标准件 standard component零件图 part drawing装配图 assembly drawing尺寸标注 size marking技术要求 technical requirements刚度 rigidity内力 internal force位移 displacement截面 section疲劳极限 fatigue limit断裂 fracture塑性变形 plastic distortion脆性材料 brittleness material刚度准则 rigidity criterion垫圈 washer垫片 spacer直齿圆柱齿轮 straight toothed spur gear 斜齿圆柱齿轮 helical-spur gear直齿锥齿轮 straight bevel gear运动简图 kinematic sketch齿轮齿条 pinion and rack蜗杆蜗轮 worm and worm gear虚约束 passive constraint曲柄 crank摇杆 racker凸轮 cams共轭曲线 conjugate curve范成法 generation method定义域 definitional domain值域 range导数微分 differential coefficient求导 derivation定积分 definite integral不定积分 indefinite integral曲率 curvature偏微分 partial differential毛坯 rough游标卡尺 slide caliper千分尺 micrometer calipers攻丝 tap二阶行列式 second order determinant逆矩阵 inverse matrix线性方程组 linear equations概率 probability随机变量 random variable排列组合 permutation and combination气体状态方程 equation of state of gas动能 kinetic energy势能 potential energy机械能守恒 conservation of mechanical energy 动量 momentum桁架 truss轴线 axes余子式 cofactor逻辑电路 logic circuit触发器 flip-flop脉冲波形 pulse shape数模 digital analogy液压传动机构 fluid drive mechanism机械零件 mechanical parts淬火冷却 quench淬火 hardening回火 temperi ng调质 hardening and tempering磨粒 abrasive grain结合剂 bonding agent砂轮 grinding wheel后角 clearance angle龙门刨削 planing主轴 spindle主轴箱 headstock卡盘 chuck加工中心 machining center机械专业学生四级的.英语词汇2金属切削 metal cutting机床 machine tool金属工艺学 technology of metals刀具 cutter电路 circuit半导体元件 semiconductor element反馈 feedback发生器 generator直流电源 DC electrical source门电路 gate circuit逻辑代数 logic algebra逻辑电路 logic circuit触发器 flip-flop脉冲波形 pulse shape数模 digital analogy液压传动机构 fluid drive mechanism机械零件 mechanical parts摩擦 friction联结 link传动 drive/transmission轴 shaft弹性 elasticity频率特性 frequency characteristic 误差 error响应 response定位 allocation机床夹具 jig动力学 dynamic运动学 kinematic静力学 static分析力学 analyse mechanics拉伸 pulling压缩 hitting剪切 shear扭转 twist弯曲应力 bending stress强度 intensity三相交流电 three-phase AC磁路 magnetic circles变压器 transformer异步电动机 asynchronous motor 几何形状 geometrical精度 precision正弦形的 sinusoid交流电路 AC circuit机械加工余量 machining allowance 变形力 deforming force变形 deformation应力 stress硬度 rigidity热处理 heat treatment退火 anneal正火 normalizing脱碳 decarburization渗碳 carburization淬火冷却 quench淬火 hardening回火 tempering调质 hardening and tempering磨粒 abrasive grain结合剂 bonding agent砂轮 grinding wheel外圆磨削 external grinding内圆磨削 internal grinding平面磨削 plane grinding变速箱 gearbox离合器 clutch绞孔 fraising绞刀 reamer螺纹加工 thread processing螺钉 screw铣削 mill铣刀 milling cutter功率 power工件 workpiece齿轮加工 gear mechining齿轮 gear主运动 main movement主运动方向 direction of main movement 进给方向 direction of feed进给运动 feed movement合成进给运动 resultant movement of feed合成切削运动 resultant movement of cutting合成切削运动方向 direction of resultant movement of cutting 切削深度 cutting depth前刀面 rake face刀尖 nose of tool前角 rake angle后角 clearance angle龙门刨削 planing主轴 spindle主轴箱 headstock卡盘 chuck加工中心 machining center车刀 lathe tool车床 lathe钻削镗削 bore车削 turning磨床 grinder基准 benchmark钳工 locksmith锻 forge压模 stamping焊 weld拉床 broaching machine拉孔 broaching装配 assembling铸造 found流体动力学 fluid dynamics流体力学 fluid mechanics加工 machining液压 hydraulic pressure切线 tangent机电一体化 mechanotronics mechanical-electrical integration 气压 air pressure pneumatic pressure稳定性 stability介质 medium液压驱动泵 fluid clutch液压泵 hydraulic pump阀门 valve失效 invalidation强度 intensity载荷 load应力 stress安全系数 safty factor可靠性 reliability螺纹 thread螺旋 helix键 spline销 pin滚动轴承 rolling bearing滑动轴承 sliding bearing弹簧 spring制动器 arrester brake十字结联轴节 crosshead联轴器 coupling链 chain皮带 strap精加工 finish machining粗加工 rough machining变速箱体 gearbox casing腐蚀 rust氧化 oxidation磨损 wear耐用度 durability随机信号 random signal离散信号 discrete signal超声传感器 ultrasonic sensor 集成电路 integrate circuit挡板 orifice plate。
机械工程及自动化专业外文翻译--HASS机床安全操作说明书
中文译文:HASS机床安全操作说明书注意安全!不要在工作中疏忽大意。
所有的铣床,当它们工作时其旋转部件、传动带和皮带轮、高压电、噪声以及压缩空气都包含着危险的因素。
所以当使用数空机床或它们的部件时,基本的安全预防措施是必须要做的。
以减少工作时对人员的伤害和机器的损坏。
注意:本机床只能由受过专业培训的,且熟悉机床手册及机床操作安全说明书的人员操作使用。
安全措施的内容用户安全操作说明 (4)机器的维修 (4)安全标示 (4)自动化装置 (4)机器的安全防护 (4)旋转部件 (5)钻屑 (5)危险电压 (5)程序检验 (5)高温区域 (5)机器意识 (5)合适的服装 (5)工具 (6)眼睛的保护 (6)供电电源 (6)切屑液 (6)固定装置 (6)保持清洁 (6)危险时的警报及采取的措施 (7)安全之窗 (7)操作机床之前要准备好。
只有培训合格的人员才能使用此机床。
不合格的人员使用机床不仅会伤到自己也会损伤到机床。
不正确的操作造成机床的损坏责任自负。
操作机床前检查损坏的部件和刀具。
任何已损坏的机床部件和刀具的修复及更换须由专业人员完成。
当任何一个部件运行不正常时应关闭机床并与厂商联系。
操作机床时应带上必要的眼睛和耳朵防护物。
ANSI和OSHA都赞成护目镜和耳朵保护可以减少对人体视力和听力的损害。
当挡门是关闭的且门的连接处工作正常时才能操作机床。
旋转的切削刀具会导致严重的人身伤害。
当一个程序运转时,工作台和主轴头可以在任意时间内快速移动到任意方向。
急停按钮是一个红色的位于控制面板上的大按钮。
按下急停按钮会立即停止机床的所有运动,比如电机的旋转,刀具的更换和冷却泵的运行。
急停按钮只用在紧急情况下来避免损坏机床。
电路板必须靠在一起,操纵控制台上的三把弹簧锁在除了安装和维修的时刻外,其它时刻必须安全锁好。
在这些时刻只有合格的电工才能打开锁修理电路。
当主线路的断路器工作时电路板上有高电压,电器元件上会有很高的热量,所以事前的告戒是必须的。
外文翻译模板
大连交通大学信息工程学院毕业设计(论文)外文翻译学生姓名陈辉专业班级机械073班指导教师王凤彪职称讲师所在单位机械工程系教学部主任吕海霆完成日期 2011年4月15日Numerical Control SystemThe numerical control system is the digital control system abbreviation. By early is composed of hardware circuit is called hardware numerical control (Hard NC), after 1970, hardware circuit components gradually instead by the computer called for computer numerical control system.Computerized numerical control system is a system that is use computer control processing function to achieve numerical control system. CNC system according to the computer memory stored in the control program execution part or all, numerical control function, and is equipped with interface circuit and servo drive the special computer system.CNC system consists of NC program, input devices; output devices, computer numerical control equipment (CNC equipment), programmable logic controllers (PLC), the spindle and feed drive (servo) drive (including detection devices) and so on.The core of CNC system is equipment. By using the computer system with the function of software and PLC instead of the traditional machine electric device to make the system logic control more compact, its flexibility and versatility, reliability become more better, easy to implement complex numerical control function, use and maintenance can be more convenient, and it also has connected and super ordination machine and the remote communication function.At present, the numerical control system has variety of different forms; composition structure has its own characteristics. These structural features from the basic requirements of the initial system design and engineering design ideas. For example, the control system of point and continuous path control systems have different requirements. For the T system and the M system, there are also very different, the former applies to rotary part processing, the latter suitable for special-shaped the axially symmetrical parts processing. For different manufacturers, based on historical development factors and vary their complex factors, may also be thinking in the design is different. For example, the United States Dynapath system uses a small plate for easy replacement and flexible combination of the board; while Japan FANUC system is a large plate structure tends to make the system work in favor of reliability, make the system MTBF rate continues to increase. However, no matter what kind of system, their basic principle and structure are very similar.The numerical control system generally consists of three major components, namely the control system, servo system and position measuring system. Control procedures by interpolation operation work piece, issue control instructions to the servo drive system; servo drive system control instructions amplified by the servo motor-driven mechanical movement required; measurement system detects the movement of mechanical position or speed, and feedback to the control system, to modify the control instructions. These three parts combine to form a complete closed-loop control of the CNC system.Control system mainly consists of bus, CPU, power supply, memory, operating panel and display, position control unit, programmable logic controller control unit and datainput / output interface and so on. The latest generation of CNC system also includes a communication unit; it can complete the CNC, PLC's internal data communications and external high-order networks. Servo drive system including servo drives and motors. Position measuring system is mainly used grating, or circular grating incremental displacement encoder.CNC system hardware from the NC device, input / output devices, drives and machine logic control devices, electrical components, between the four parts through the I / O interface to interconnect.Numerical control device is the core of CNC system, its software and hardware to control the implementation of various CNC functions.The hardware structure of no device by CNC installations in the printed circuit board with infixing pattern can be divided into the big board structure and function module (small board) structure; Press CNC apparatus hardware manufacturing mode, can be divided into special structure and personal computer type structure; Press CNC apparatus in the number of microprocessor can be divided into single microprocessor structure and many microprocessor structure.(1)Large panel structure and function templates structure1) Large panel structurePanel structures CNC system CNC equipment from the main circuit board, position control panels, PC boards, graphics control panel, additional I / O board and power supply unit and other components. The main circuit board printed circuit board is big; the other circuit board is a small plate, inserted in the large printed circuit board slot. This structure is similar to the structure of micro-computer.2) Function templates structure(2)Single-microprocessor structure and mulct-microprocessor structure1) Single-microprocessor structureIn a single-microprocessor structure, only a microprocessor to focus on control, time-sharing deals with the various tasks of CNC equipment.2) melt-microprocessor structureWith the increase in numerical control system functions, CNC machine tools to improve the processing speed of a single microprocessor CNC system can not meet the requirement; therefore, many CNC systems uses a multi-microprocessor structure. If a numerical control system has two or more microprocessors, each microprocessor via the data bus or communication to connect, share system memory and common I / O interfaces, each processor sharing system Part of the work, which is multi-processor systems.CNC software is divided into application software and system software. CNC system software for the realization of various functions of the CNC system, the preparation of special software, also known as control software, stored in the computer EPROM memory. CNC Systems feature a variety of settings and different control schemes, and their system software in the structure and size vary widely, but generally include input data processing procedures, computing interpolation procedures, speed control procedures, management procedures and diagnostic procedures.(1)Input data processing proceduresIt receives input part program, the standard code, said processing instructions and datadecoding, data processing, according to the prescribed format for storage. Some systems also calculated to compensate, or interpolation operation and speed control for pre-computation. Typically, the input data processing program, including input, decoding and data processing three elements.(2)Computing interpolation proceduresCNC work piece processing system according to the data provided, such as curve type, start, end, etc. operations. According to the results of operations were sent to each axis feed pulse. This process is called interpolation operation. Feed drive servo system Impulsive table or by a corresponding movement of the tool to complete the procedural requirements of the processing tasks.Interpolation for CNC system is the side of the operation, while processing, is a typical real-time control, so the interpolation directly affects the speed of operation the machine feed rate, and should therefore be possible to shorten computation time, which is the preparation of interpolation Complements the key to the program.(3)Speed control proceduresSpeed control program according to the given value control the speed of operation of the frequency interpolation, in order to maintain a predetermined feed rate. Changes in speed is large, the need for automatic control of acceleration and deceleration to avoid speed drive system caused by mutations in step.(4)Management proceduresManagement procedures responsible for data input, data processing, interpolation processing services operations as the various procedures for regulation and management. Management process but also on the panel command, the clock signal, the interrupt caused by fault signals for processing.(5)Diagnostic proceduresDiagnostic features are found in the running system failure in a timely manner, and that the type of failure. Y ou can also run before or after the failure, check the system main components (CPU, memory, interfaces, switches, servo systems, etc.) function is normal, and that the site of failure.MachiningAny machining must have three basic conditions: machining tools, work piece and machining sports. Machining tool edge should be, the material must be rigid than the work piece. Different forms of tool structure and cutting movements constitute different cutting methods. Blade with a blade-shaped and have a fixed number of methods for cutting tools for turning, drilling, boring, milling, planning, broaching, and sawing, etc.; edge shape and edge with no fixed number of abrasive or abrasive Cutting methods are grinding, grinding, honing and polishing.Machining is the most important machinery manufacturing processing methods. Although the rough improve manufacturing precision, casting, forging, extrusion, powder metallurgy processing applications on widely, but to adapt to a wide range of machining,and can achieve high accuracy and low surface roughness, in Manufacturing still plays an important role in the process. Cutting metal materials have many classifications. Common are the following three kinds.By cutting process feature distinguishing characteristics of the decision process on the structure of cutting tools and cutting tools and work piece relative motion form. According to the technical characteristics of cutting can be divided into: turning, milling, drilling, boring, reaming, planning, shaping, slotting, broaching, sawing, grinding, grinding, honing, super finishing, polishing, gear Processing, the worm process, thread processing, ultra-precision machining, bench and scrapers and so on. By material removal rate and machining accuracy distinction can be divided into: ① rough: with large depth of cut, one or a few times by the knife away from the work cut out most or all allowances, such as rough turning, rough planning, Rough milling, drilling and sawing, etc., rough machining precision high efficiency low, generally used as a pre-processing, and sometimes also for final processing. ② Semi-finishing: General roughing and finishing as the middle between the process, but the work piece accuracy and surface roughness on the less demanding position, but also can be used as the final processing. ③ finishing: cutting with a fine way to achieve higher machining surface accuracy and surface quality, such as fine cars, fine planning, precision hinges, grinding and so on. General is the final finishing process. ④Finishing process: after the finish, the aim is to obtain a smaller surface roughness and to slightly improve the accuracy. Finishing processing allowance is small, such as honing, grinding, ultra-precision grinding and super finishing and so on. ⑤Modification process: the aim is to reduce the surface roughness, to improve the corrosion, dust properties and improve appearance, but does not require higher precision, such as polishing, sanding, etc. ⑥ultra-precision machining: aerospace, lasers, electronics, nuclear energy and other cutting-edge technologies that need some special precision parts, high accuracy over IT4, surface roughness less than Ra 0.01 microns. This need to take special measures to ultra-precision machining, such as turning mirror, mirror grinding, chemical mechanical polishing of soft abrasive.Distinguished by method of surface machining, the work piece is to rely on the machined surface for cutting tool and the work piece to obtain the relative motion. By surface methods, cutting can be divided into three categories. ①tip trajectory method: relying on the tip relative to the trajectory of the surface to obtain the required work piece surface geometry, such as cylindrical turning, planning surface, cylindrical grinding, with the forming surface, such as by turning mode. The trajectory depends on the tool tip provided by the cutting tool and work piece relative motion. ② forming tool method: short forming method, with the final work piece surface profile that matches the shape forming cutter or grinding wheel, such as processing a shaped surface. At this time forming part of the machine movement was replaced by the blade geometry, such as the shape of turning, milling and forming grinding forming and so on. The more difficult the manufacture of forming cutter, machine - clamp - work piece - tool formed by the process system can withstand the cutting force is limited, forming method is generally used for processing short shaped surface. ③generating method: also known as rotary cutting method, cutting tool and work piece during processing as a relatively developed into a campaign tool (or wheel) and the work piece instantaneous center line of pure rolling interaction between thetwo maintain a certain ratio between Is obtained by processing the surface of the blade in this movement in the envelope. Gear machining hobbling, gear shaping, shaving, honing, and grinding teeth (not including form grinding teeth), etc. are generating method processing.PLCEarly called the programmable logic controller PLC (Programmable Logic Controller, PLC), which is mainly used to replace the logic control relays. With the technology, which uses micro-computer technology, industrial control device function has been greatly exceeded the scope of logic control, therefore, such a device today called programmable logic controller, referred to as the PC. However, in order to avoid personal computer (Personal Computer) in the short confusion, it will be referred to as programmable logic controller PLC, plc since 1966, the U.S. Digital Equipment Corporation (DEC) developed there, the current United States, Japan, Germany, PLC Good quality and powerful.The basic structure of Programmable Logic ControllerA. PowerPLC's power in the whole system plays a very important role. If you do not have a good, reliable power system is not working, so the PLC manufacturers design and manufacture of power very seriously. General AC voltage fluctuations of +10% (+15%) range, you can not take other measures to PLC to connect directly to the AC line.B.Central processing unit (CPU)Central processing unit (CPU) is the central PLC control. It is given by the function of PLC system program from the programmer receives and stores the user program and data type; check the power supply, memory, I / O and timer alert status, and to diagnose syntax errors in the user program. When the PLC into run-time, first it scans the scene to receive the status of various input devices and data, respectively, into I / O image area, and then one by one from the user program reads the user program memory, after a shell and press Provisions of the Directive the result of logic or arithmetic operations into the I / O image area or data register. And the entire user program is finished, and finally I / O image area of the state or the output of the output register data to the appropriate output device, and so on to run until stopped.To further improve the reliability of PLC, PLC is also large in recent years constitutes a redundant dual-CPU system, or by three voting systems CPU. Thus, even if a CPU fails, the whole system can still work properly.C.MemoryStorage system software of memory called system program memory. Storage application software of memory called the user program memory.D.Input and output interface circuit1, the live input interface circuit by the optical coupling circuit and the computer input interface circuit, the role of PLC and field control of an interface for input channels.2, Field output interface circuit by the output data registers, interrupt request strobe circuit and integrated circuit, the role of PLC output interface circuit through the on-siteimplementation of parts of the output to the field corresponding control signal.E.Function moduleSuch as counting, positioning modules.munication moduleSuch as Ethernet, RS485, Prefab’s-DP communication module.数控系统数控系统是数字控制系统简称,英文名称为Numerical Control System,早期是由硬件电路构成的称为硬件数控(Hard NC),1970年代以后,硬件电路元件逐步由专用的计算机代替称为计算机数控系统。
4PL中文说明书
选择车辆数据" SEL" .......................................................39
数据模式的调用
复制车辆数据”COPY”.........................................据模式
刹车混合、 4WS 混合、 A.B.S,刹车中位和其他特别的功能
本翻译为技术交流所用,原版权归 FUTABA 所有。未经允许用于商业用途者果自负。
错误指证请联系:thanksky@
Futaba 4 PL 说明书汉化版 BETA 2011/9/21 第一版
RCFANS 首发 翻译:飘不见了
复位车辆数据"RESET" ..........................................41
复位车辆数据
接收器工作模式 " RX MODE " ....................................................42
车辆数据名称 " MDL NAME " .....................................................43
舵机中位调整
油门最大值调整 " EPA " .............................................46
油门最大值调整
失控保护/电池保护 " F/S"................................49
失控保护/电池保护
转向舵量曲线" STR EXP" ...........................................................51
机械毕业设计英文外文翻译简易机械手及控制
附录外文文献原文:Simple Manipulator And The Control Of ItAlong with the social production progress and people life rhythm is accelerating, people on production efficiency also continuously put forward new requirements. Because of microelectronics technology and calculation software and hardware technology rapid development and modern control theory, the perfection of the fast development, the robot technology pneumatic manipulator system because its media sources do not pollute the environment, simple and cheap components, convenient maintenance and system safety and reliability characteristic, has penetrated into every sector of the industrial field, in the industrial development plays an important role. This article tells of the pneumatic control robots, furious manipulator XY axis screw group, the turntable institutions, rotating mechanical parts base. Main effect is complete mechanical components handling work, to be placed in different kinds of line or logistics pipeline, make parts handling, transport of goods more quick and convenient.Matters of the manipulator axial linkage simple structure and action processManipulator structure, as shown in figure 1 below have accused of manipulator (1), XY axis screw group (2), the turntable institutions (3), rotating base (4), etc.Figure 1 Manipulator StructureIts motion control mode is: (1) can rotate by servomotor Angle for 360 °breath control manipulator (photoelectric sensor sure start 0 point); (2) by stepping motor drive screw component make along the X, Y manipulators move (have X, Y axis limit switches); (3) can rotates 360 °can drive the turntable institutions manipulators and bushings free rotation (its electric drag in part by the dc motivation, photoelectric encoder, close to switch etc); (4) rotating base main support above 3 parts; (5) gas control manipulator by pressure control (Zhang close when pressed on, put inflatable robot manipulators loosen) when gas.Its working process for: when the goods arrived, manipulator system begins to move; Stepping motor control, while the other start downward motion along the horizontal axis of the step-motor controller began to move exercise; Servo motor driver arrived just grab goods manipulators rotating the orientation of the place, then inflatable, manipulator clamped goods.Vertical axis stepper motor drive up, the other horizontal axis stepper motor driver started to move forward; rotary DC motor rotation so that the whole robot motion, go to the cargo receiving area; longitudinal axis stepper motor driven down again, arrived at the designated location, Bleed valve,mechanical hand release the goods; system back to the place ready for the next action.II.Device controlTo achieve precise control purposes, according to market conditions, selection of a variety of keycomponents as follows:1. Stepper motor and driveMechanical hand vertical axis (Y axis) and horizontal (X axis) is chosen Motor Technology Co., Ltd. Beijing Stone 42BYG250C type of two-phase hybrid stepping motor, step angle of 0.9 ° / 1.8 °, current is 1.5A. M1 is the horizontal axis motor driven manipulator stretch, shrink; M2 is the vertical axis motor driven manipulator rise and fall. The choice of stepper motor drive is SH-20403 type, the drive uses 10 ~ 40V DC power supply, H-phase bridge bipolar constant current drive, the maximum output current of 3A of the 8 optional, maximum fine of 64 segments of 7 sub-mode optional optical isolation, standard single-pulse interface, with offline capabilities to maintain semi-sealed enclosure can be adapted to environmental conditions even worse, provide semi-current energy-saving mode automatically. Drive the internal switching power supply design to ensure that the drive can be adapted to a wide voltage range, the user can according to their circumstances to choose between the 10 ~ 40VDC. Generally the higher rated power supply voltage can improve high-speed torque motor, but the drive will increase the loss and temperature rise. The maximum output drive current is 3A / phase (peak), six drive-panel DIP switch on the first three can be combined 5,6,7 8 out of state, corresponding to the 8 kinds of output current from 0.9A to 3A to meet the different motors. The drive can provide full step, half step improvement, subdivision 4, 8 segments, 16 segments, 32 segments and 64segments of 7 operating modes. The use of six of the drive panel DIP switches 1,2and3 can be combined from three different states.2. Servo motors and drivesManipulator with Panasonic servo motor rotational movement A series of small inertia MSMA5AZA1G, the rated 50W, 100/200V share, rotary incremental encoder specifications (number of pulses 2500p / r, resolution of 10000p / r, Lead 11 lines) ; a seal, no brakes, shaft with keyway connections. The motor uses Panasonic's unique algorithms, the rate increased by 2 times the frequency response, to 500Hz; positioning over the past adjust the scheduled time by Panasonic servo motor products for the V Series of 1 / 4. With the resonance suppression, control, closed loop control, can make up for lack of mechanical rigidity, in order to achieve high positioning accuracy can also be an external grating to form closed loop control to further improve accuracy. With a conventional automatic gain adjustment and real-time automatic gainInterest adjustment in the automatic gain adjustment methods, which also has RS-485, RS-232C communication port, the host controller can control up to 16 axes. Servo motor drives are a series MSDA5A3A1A, applicable to small inertia motor.3. DC machine360 ° swing of the turntable can be a brushless DC motor driven organization, the system is chosen when the profit company in Beijing and the 57BL1010H1 brushless DC motor, its speed range, low-speed torque, smooth running, low noise, high efficiency. Brushless DC motor drive using the Beijing and when Lee's BL-0408 produced by the drive, which uses 24 ~ 48V DC power supply, a start-stop and steering control, over current, overvoltage and locked rotor protection, and there is failure alarm output external analog speed control,braking down so fast.4. Rotary encoderCan swing 360 °in the body on the turntable, fitted with OMRON E6A2 produced incremental rotary encoder, the encoder signals to the PLC, to achieve precise positioning of rotary bodies.5. PLC SelectionAccording to the system design requirements, the choice of OMRON CPM2A produced minicomputer. CPM2A in a compact unit integrated with a variety of properties, including the synchronization pulse control, interrupt input, pulse output, analog set and clock functions. CPM2A the CPU unit is a stand-alone unit, capable of handling a wide range of application of mechanical control, it is built in the device control unit for the ideal product. Ensure the integrity of communications and personal computers, other OMRON PC and OMRON Programmable Terminal communication. The communication capability allows the robot to Axis simple easy integration into industrial control systems.III. Software programming1. Software flow chartPLC programming flow chart is based. Only the design flow, it may be smooth and easy to prepare and write a statement form the ladder, and ultimately complete the process design. So write a flow chart of program design is critical to the task first thing to do. Axis Manipulator based on simple control requirements, drawing flow chart shown in Figure 2.Figure 2 Software flow chart2. Program partBecause space is limited, here only paper listed the first two program segment for readers see.Figure 3 Program partIV. ConclusionAxis simple robot state by the various movements and PLC control, the robot can not only meet the manual, semi-automatic mode of operation required for such a large number of buttons, switches, position detection point requirements, but also through the interface components and Computer Organization PLC industrial LAN, network communication and network control. Axis simple robot can be easily embedded into industrial production pipeline.中文译文:简易机械手及控制随着社会生产不断进步和人们生活节奏不断加快,人们对生产效率也不断提出新要求。
机械加工专业毕业设计外文翻译
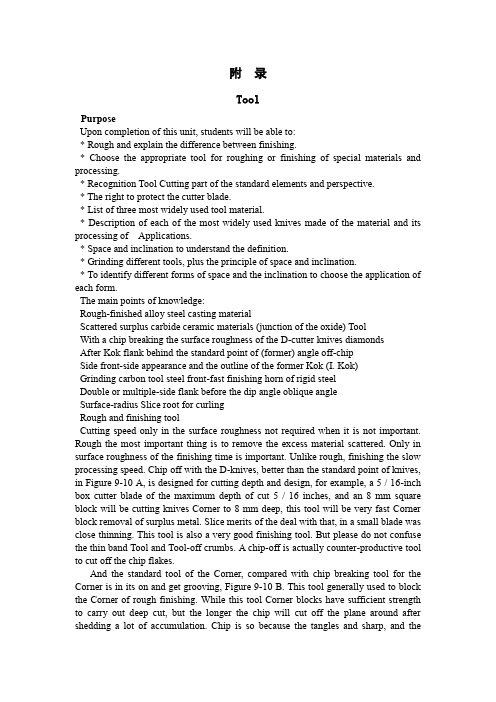
附录ToolPurposeUpon completion of this unit, students will be able to:* Rough and explain the difference between finishing.* Choose the appropriate tool for roughing or finishing of special materials and processing.* Recognition Tool Cutting part of the standard elements and perspective.* The right to protect the cutter blade.* List of three most widely used tool material.* Description of each of the most widely used knives made of the material and its processing of Applications.* Space and inclination to understand the definition.* Grinding different tools, plus the principle of space and inclination.* To identify different forms of space and the inclination to choose the application of each form.The main points of knowledge:Rough-finished alloy steel casting materialScattered surplus carbide ceramic materials (junction of the oxide) ToolWith a chip breaking the surface roughness of the D-cutter knives diamondsAfter Kok flank behind the standard point of (former) angle off-chipSide front-side appearance and the outline of the former Kok (I. Kok)Grinding carbon tool steel front-fast finishing horn of rigid steelDouble or multiple-side flank before the dip angle oblique angleSurface-radius Slice root for curlingRough and finishing toolCutting speed only in the surface roughness not required when it is not important. Rough the most important thing is to remove the excess material scattered. Only in surface roughness of the finishing time is important. Unlike rough, finishing the slow processing speed. Chip off with the D-knives, better than the standard point of knives, in Figure 9-10 A, is designed for cutting depth and design, for example, a 5 / 16-inch box cutter blade of the maximum depth of cut 5 / 16 inches, and an 8 mm square block will be cutting knives Corner to 8 mm deep, this tool will be very fast Corner block removal of surplus metal. Slice merits of the deal with that, in a small blade was close thinning. This tool is also a very good finishing tool. But please do not confuse the thin band Tool and Tool-off crumbs. A chip-off is actually counter-productive tool to cut off the chip flakes.And the standard tool of the Corner, compared with chip breaking tool for the Corner is in its on and get grooving, Figure 9-10 B. This tool generally used to block the Corner of rough finishing. While this tool Corner blocks have sufficient strength to carry out deep cut, but the longer the chip will cut off the plane around after shedding a lot of accumulation. Chip is so because the tangles and sharp, and theoperator is a dangerous, so this is a chip from the need to address the problem. Double, or triple the speed of the feed will help to resolve, but this will require greater horsepower and still easily chip very long. Because of the slow processing, however, this action will be a good tool but also because of the small root radius of the processing will be a smooth surface. Especially when processing grey cast iron especially.Cutting Tools appearanceAppearance, sometimes called the contour of the floor plan is where you see the vision or the top down or look at the surface. Figure 9-11 illustrate some of the most common form, those who could be on the cutting tools and grinding out successfully be used. National Standards in its thread-cutting tool on a tiny plane can be as GB thread, the Anglo-American unity and international standards screw threads. A special tool to outline the thread of the plane is to be ground into the correct size.Tools Corner fixedCorner to a number of knives around the 15 degree angle while the other knives and cutting of the straight. When the mill in Figure 9-12 A and 9-12 B, for example by the space and the inclination, these must factor into consideration in the review. Figure 9-12 B Tool Corner block the angle is zero, compared with 9-12 A map is a heavier cutting tools, and the 9-12 A map will take more heat. The same amount of space in front of the two cases are the same.Tool Corner block component and the angleFigure 9-13 Tool Corner block an integral part of the name, and plans 9-14 point of the name, is the machinery industry standards.Grinding Wheel Tool Corner BlockWhen the cutter is fixed in the middle of Dao, Tool Corner block can not be the grinding. Can not do so for the reasons: because of the large number of Dao and extra weight, making Corner together with the grinding is a clumsy and inefficient way. Too much pressure could be added to round on the sand. This can cause the wheel Benglie wheel or because of overheating and the rift on the Corner Tool damage. There are grinding to the possibility of Dao.GrindingA craftsman in his toolbox, should always be a small pocket lining grinding tool. Alumina lining a grinding tool as carbon tool steel and high speed steel tool tool. The silicon carbide lining grinding tool grinding carbide cutting tools. Cutting Tools should always maintain smooth and sharp edge, so that the life expectancy of long knives and processing the surface smooth.Cutting tool materialsCarbon tool steel cutter Corner block usually contains 1.3 percent to 0.9 percent of carbon. These make use of the cutting tool in their tempering temperature higher than about 400 degrees Fahrenheit (205 degrees Celsius) to 500 degrees Fahrenheit (260 degrees Celsius) remained hardness, depending on the content of carbon. These temperature higher than that of carbon tool steel cutter will be changed soft, and it will be the cutting edge. Damaged. Grinding blades or cutting speed faster when using carbon tool steel cutter will be made of the blue, this will be in the imagination. Toolwill be re-hardening and tempering again. So in a modern processing almost no carbon as a tool steel blade.Low-alloy steel cutting tool in the carbon steel tools added tungsten, cobalt, vanadium alloying elements such as the consequences. These elements and the hardness of high-carbon carbide. Increased tool wear resistance. Alloy tool steel that is to say there will be no hard and fast with hot red when the knife's edge can still continue to use it. Low-alloy steel cutting tool is relatively small for a modern processing.High-speed steel with tungsten of 14 percent to 22 percent, or Containing 1.5% to 6% of the W-Mo (molybdenum which accounted for 6 percent to 91 percent). From high-speed steel tool made of a rigid heat, some high-speed steel also contains cobalt, which is formed of rigid factor. Cobalt containing high-speed steel tool can maintain hardness, more than 1,000 degrees Fahrenheit (or 540 degrees Celsius) blade will become soft and easily damaged. After cooling, the tool will harden. When grinding, you must be careful because of overheating and cold at first, so that profile Benglie Zhucheng a variety of metal alloy materials have a special name called Carbide, such as containing tungsten carbide cobalt chrome. In little or iron carbide. However, its high-speed steel cutting speed than the maximum cutting speed is higher 25 percent to 80 percent. Carbide Tool General for cutting force and the intermittent cutting processing, such as processing Chilled Iron.The past, Carbide Tool is mainly used for processing iron, but now carburizing tool for processing all the metal.Carbide Tool into the body than to the high-speed steel tool or casting - lighter alloy cutting tools, because tend to be used as a tool carbide cutting tools. Pure tungsten, carbon carburizing agent or as a dipping formation of the tungsten carbide, suitable for the cast iron, aluminum, non-iron alloy, plastic material and fiber of the machining. Add tantalum, titanium, molybdenum led to the carbon steel The hardness of higher tool, this tool suitable for processing all types of steel. In manufacturing, or tungsten steel alloy containing two or more of a bonding agent and the mixture is hard carbon steel tool, is now generally containing cobalt, cobalt was inquiry into powder and thoroughly mixed, under pressure Formation of Carbide.These cutting tools in the temperature is higher than 1,660 degrees F (870 degrees C) can also be efficiently used. Carbide Tool hardware than high-speed steel tool, used as a tool for better wear resistance. Carbide Tool in a high-speed Gangdao nearly three times the maximum cutting speed of the cutting rate cutting.Made from diamonds to the cutting tool on the surface finish and dimensional accuracy of the high demand and carbide cutting tools can be competitive, but these tools processing the material was more difficult, and difficult to control. Metal, hard rubber and plastic substances can be effective tool together with diamonds and annoyance to the final processing.Ceramic tool (or mixed oxide) is mixed oxide. With 0-30 grade alumina mixture to do, for example, contains about 89 percent to 90 percent of alumina and 10 percent to 11 percent of titanium dioxide. Other ceramic tool is used with the tiny amount of the second oxides Mixed together the cause of pure alumina.Ceramic tools in more than 2,000 degrees F (1095 degrees C) temperature of the work is to maintain strength and hardness. Cutting rates than high-carbon steel knives to 50 percent or even hundreds of percentage. In addition to diamonds and titanium carbide, ceramic tool in the industry is now all the materials of the most hard cutting tool, especially at high temperatures.Tao structure easily broken in a specific situation, broken only carbon intensity of the half to two-thirds. Therefore, in cut, according to the proportion of cutting and milling would normally not be recommended. Ceramics cutting machine breakdown of failure is not usually wear failure, as compared with other materials, their lack of ductility and lower tensile strength.In short, the most widely used by the cutting tool material is cut high-speed steel, low alloy materials and carbide.Gap and dipSpace and inclination of the principle is the most easily to the truck bed lathe tool bladed knives to illustrate. Shape, size of the gap, and dip the type and size will change because of machining. Similarly a grinding tool Corner block is just like brushing your teeth.Gap tool to stop the edge of friction with the workpiece. If there is no gap in Figure 9-15A in the small blades, knives and the side will wear will not be cutting. If there are gaps in Figure 9-15 B, will be a cutting tool. This basic fact apply to any type of tool.Clearance was cutting the size depends on material and the cutting of the material deformation. For example, aluminum is soft and easy to slightly deformed or uplift, when the cutter Corner into space within the perspective and the perspective of the space under, the equivalent in steel mill and will very quickly broken. Table 9-1 (No. 340) that different materials grinding space and perspective.The correct amount of space will be properly protected edge. Too much space will cause the blade vibration (fibrillation), and may edge of total collapse. Tool Corner for the slab block must have a backlash, behind (in front) gap, knife and cut-corner. The main cutting edge is almost as all the cutting work at the cutting edge of the cutting tool on the edge, on the left or right-lateral knives, or cutting tool in the end, cut off on a cutter.Backlash angle for example, the role of a lathe tool Corner to the left block when it mobile. If there is no backlash Kok, Fig 9-16 A, with the only tool will be part of friction rather than cutting. If a suitable backlash Kok, Fig 9-16 B, will be cutting edge and will be well supported. If I have too many gaps, Fig 9-16 C, the edge will not support leading tool vibration (fibrillation) and may be completely broken.Tool gap to the front or rear of the role when it fixed to zero, as shown in Figure 9-17. If not in front of the Gap. Figure 9-17 A, the tool will not only friction and cutting. If a suitable space in front, Fig 9-17 B, but also a good tool will be cutting edge will be well supported. If a big gap in front of Ms, Fig 9-17 C, the tool will lack support, will have a vibrate, and cutting edge may be pressure ulcer.Figure 9-18 illustrate the gap in front of a lathe tool, when it with a 15 degree angle when fixed. The same amount of space on the front fixed to zero, and around thecutter, but the tool is the relatively thin. So the heat away from the blade less. Typically, front-side or front-not too big in Figure 9-19. It is usually from zero degrees to 20 degrees change, an average of about 15 degrees. There are clear advantages, according to the following: good cutting angle so that the cutting edge of the work was well, but relatively thin chips. Cutting Tools is the weakest part. By the former angle, the blade In the form of points around the workpiece. Cutting Edge shock will cause the entire tool vibration. When cutting the work nearly completed, the final section of metal was to ring, packing iron sheet or tangles in the form of the metal ball away gradually replaced by direct removal. Pressure tends to stay away from the workpiece cutting tool rather than narrow the gap between its parts. 9-19 A in the plan was an example of the use of a 30-degree lateral Cutting Angle tool processing thin slice example. A mathematical proof of the plan 9-19 B in the right-angle triangle trip is to expand the use of a map 9-19 A right triangle in the same way, that is, in the direction of upward mobility to feed a 0.010 inch. Right triangle adjacent to the edge (b) and feed 0.010 feet equivalent.The following formula using triangulation to explain:Kok cosine A = right-angle-B / C XiebianOr cosine of 30 degrees = b / c0.886 = b/0.010b = 0.866 * 0.010b = 0.00866 (bladed too thin)When the mobile tool, the purpose of front-to be processed to eliminate from the surface of the cut-cutting tools. This angle is usually from 8 degrees to 15 degrees, but in exceptional circumstances it as much as 20 degrees to 30 degrees. If there is no gap in Figure 9-20 A, cutting tools will be tied up, sharp beep, and the rivets may be the first to die away. The appropriate space, in Figure 9-20 B, cutting tool will be cutting well.A manufacturing plant or cut off the fast-cutter blade with three space, in a root-surface or surface and the other in bilateral level, in Figure 9-21. If a tool Corner block from the date of the face, It can have up to five space, in Figure 9-22. Grooving tool sometimes known as area reduction tool used to cut a groove in the shallow end of the thread.Inclination is the top tool inclination or, in the Tool Corner block on the surface. Changes depending on the angle of the cutting material. Improvement of the cutting angle, the blade shape, and guidelines from the chip from the edge of the direction. Chip dip under the direction named. For example, if a chip from the edge cutter outflow, it is called anterior horn. If the chip to the back of the outflow, that is, to the Dao, which is known as the horn. Some mechanical error and the staff horn as a front-or knife corner.Single tool like Tool Corner block may be the only edge of the blade side oblique angle, or in the back, only to end on the edge of the horn, or they may have roots in the face or front surface of the main Cutting edge of the blade and cutting edge of the horn and a roll angle of the portfolio. In the latter case, cut off most of the surface with a cutter and a chip to the point of view in the tool horn and roll angle in bothdirections has been moved out.Two different roll angle in Figure 9-23 A and 9-23 B was an example. Angle depends on the size and type of material was processed.9-24 A map in Figure 9-24 B and gives examples of zero to a fixed cutter after the two different angle. In Figure 9-25 B and 9-25 A Tool to the regular 15-degree angle. Figure 9-26 tool to display a 15 degree angle fixed, but in this case a tool to roll angle after angle and the combination of form close to the workpiece. Double or multiple chips to lead the inclination angle of a mobile or two away from the edge of the back and side to stay away from the cutter.Comparison of various horn, shown in Figure 9-27, Corner of the horn of a negative point of view, and zero is the point of view. These dip in the Corner cutter on the manifestation of a decision in the hands of the processing needs of the pieces. After Kok was the size of the type of materials processing, and knives in Dao fixed on the way.The type of lateral oblique angleFigure 9-28 examples of tools Corner blocks and four different types of lateral oblique angle of the cross-sectional. Figure 9-28 A, is zero lateral oblique angle, like some of the brass materials, some bronze and some brittle plastic material is particularly necessary. Standard side oblique angle, in Figure 9-28 B, is the most common one of the bevel side. In the ductile material on the deep cut, easy to chip in the tool around the accumulation of many, and this will cause danger to the operator. The chip will become a deal with the problem. Such a tool to cut off the grey cast iron is the most appropriate.Chip laps volumes, Figure 9-28 C, is one of the best types of inclination, especially in the ductile material on the special deep cutting. Chip small crimp in close formation against the Dao of bladed knives against the will of the rupture. The chip rolled up to maintain a narrow trough of the chip will guarantee that the width of closely Lane V ol. The chip is very easy to handle. V olume circle with a chip is not a cut-chip.Chip cut off, in Figure 9-28 D, leading to chip in the corner was cut off, and then to small chips fell after the chip. The need to cut off a chip provides up to 25 percent of the force. This inclination of the stickiness of the steel is good.Gap KokWhen cutting any material time, the gap should always be the smallest size, but the gap should never angle than the required minimum angle small space. The gap is too small knives Kok will lead to friction with the workpiece. Choice of space at the corner to observe the following points:1. When processing hardness, stickiness of the material, the use of high-speed steel tool cutting angle should be in the space of 6 to 8 degrees, and the use of carbon tool steel cutter at the corner of the gap in size should be 5 degrees to 7 degrees.2. When the processing of carbon steel, low carbon steel, cast iron when the gap angle should be the size of high-speed steel tool 8 degrees to 12 degrees, and carbon tool steel cutter 5 degrees to 10 degrees.3. Scalability when processing materials such as copper, brass, bronze, aluminum,iron, etc. Zhanxing materials, space Kok should be the size of high-speed steel tool 12 degrees to 16 degrees, carbon steel knives 8 degrees to 14 , Mainly because of the plastic deformation of these metals. This means that, when the cutter and around them, the soft metal to some minor deformation or protruding, and this tool will be friction. At this time, we must have a tool on the additional space.刀具目的在完成这一个单元之后,学生将会能够:* 解释粗加工和精加工之间的差别。
毕业设计(论文)外文资料和译文格式要求
东北大学东软信息学院外文资料和译文格式要求一、译文必须采用计算机输入、打印,幅面A4。
外文资料原文(复印或打印)在前,译文在后,于左侧装订。
二、具体要求1、至少翻译一篇内容与所选课题相关的外文文献。
2、译文汉字字数不少于4000字。
3、正文格式要求:宋体五号字。
附:外文资料和译文封面、空白页外文资料和译文专业:班级:姓名:学号:指导教师:2010年12月23日5.2.5. Read/Write Spin LocksRead/write spin locks have been introduced to increase the amount of concurrency inside the kernel. They allow several kernel control paths to simultaneously read the same data structure, as long as no kernel control path modifies it. If a kernel control path wishes to write to the structure, it must acquire the write version of the read/write lock, which grants exclusive access to the resource. Of course, allowing concurrent reads on data structures improves system performance.Figure 5-2 illustrates two critical regions (C1 and C2) protected by read/write locks. Kernel control paths R0 and R1 are reading the data structures in C1 at the same time, while W0 is waiting to acquire the lock for writing. Kernel control path W1 is writing the data structures inC2, while both R2 and W2 are waiting to acquire the lock for reading and writing, respectively.Figure 5-2. Read/write spin locksEach read/write spin lock is a rwlock_t structure; its lock field is a 32-bit field that encodes two distinct pieces of information:∙ A 24-bit counter denoting the number of kernel control paths currently reading the protected data structure. The two's complement value of this counter is stored in bits 023 of the field.∙An unlock flag that is set when no kernel control path is reading or writing, and clear otherwise. This unlock flag is stored in bit 24 of the field.Notice that the lock field stores the number 0x01000000 if the spin lock is idle (unlock flag set and no readers), the number 0x00000000 if it has been acquired for writing (unlock flag clear and no readers), and any number in the sequence 0x00ffffff, 0x00fffffe, and so on, if it has been acquired for reading by one, two, or more processes (unlock flag clear and the two's complement on 24 bits of the number of readers). As the spinlock_t structure, the rwlock_t structure also includes a break_lock field.The rwlock_init macro initializes the lock field of a read/write spin lock to 0x01000000 (unlocked) and the break_lock field to zero.5.2.5.1. Getting and releasing a lock for readingThe read_lock macro, applied to the address rwlp of a read/write spin lock, is similar to thespin_lock macro described in the previous section. If the kernel preemption option has been selected when the kernel was compiled, the macro performs the very same actions as those of spin_lock( ), with just one exception: to effectively acquire the read/write spin lock in step 2, the macro executes the _raw_read_trylock( ) function:int _raw_read_trylock(rwlock_t *lock){atomic_t *count = (atomic_t *)lock->lock;atomic_dec(count);if (atomic_read(count) >= 0)return 1;atomic_inc(count);return 0;}The lock fieldthe read/write lock counteris accessed by means of atomic operations. Notice, however, that the whole function does not act atomically on the counter: for instance, the counter might change after having tested its value with the if statement and before returning 1. Nevertheless, the function works properly: in fact, the function returns 1 only if the counter was not zero or negative before the decrement, because the counter is equal to 0x01000000 for no owner, 0x00ffffff for one reader, and 0x00000000 for one writer.If the kernel preemption option has not been selected when the kernel was compiled, theread_lock macro yields the following assembly language code:movl $rwlp->lock,%eaxlock; subl $1,(%eax)jns 1fcall _ _read_lock_failed1:where _ _read_lock_failed( ) is the following assembly language function:_ _read_lock_failed:lock; incl (%eax)1: pausecmpl $1,(%eax)js 1block; decl (%eax)js _ _read_lock_failedretThe read_lock macro atomically decreases the spin lock value by 1, thus increasing the number of readers. The spin lock is acquired if the decrement operation yields a nonnegative value; otherwise, the _ _read_lock_failed( ) function is invoked. The function atomically increases the lock field to undo the decrement operation performed by the read_lock macro, and then loops until the field becomes positive (greater than or equal to 1). Next, _ _read_lock_failed( ) tries to get the spin lock again (another kernel control path could acquire the spin lock for writing right after the cmpl instruction).Releasing the read lock is quite simple, because the read_unlock macro must simply increase the counter in the lock field with the assembly language instruction:lock; incl rwlp->lockto decrease the number of readers, and then invoke preempt_enable( ) to reenable kernel preemption.5.2.5.2. Getting and releasing a lock for writingThe write_lock macro is implemented in the same way as spin_lock( ) andread_lock( ). For instance, if kernel preemption is supported, the function disables kernel preemption and tries to grab the lock right away by invoking_raw_write_trylock( ). If this function returns 0, the lock was already taken, thus the macro reenables kernel preemption and starts a busy wait loop, as explained in the description of spin_lock( ) in the previous section.The _raw_write_trylock( ) function is shown below:int _raw_write_trylock(rwlock_t *lock){atomic_t *count = (atomic_t *)lock->lock;if (atomic_sub_and_test(0x01000000, count))return 1;atomic_add(0x01000000, count);return 0;}The _raw_write_trylock( ) function subtracts 0x01000000 from the read/write spin lock value, thus clearing the unlock flag (bit 24). If the subtraction operation yieldszero (no readers), the lock is acquired and the function returns 1; otherwise, the function atomically adds 0x01000000 to the spin lock value to undo the subtraction operation.Once again, releasing the write lock is much simpler because the write_unlock macro must simply set the unlock flag in the lock field with the assembly language instruction:lock; addl $0x01000000,rwlpand then invoke preempt_enable().5.2.6. SeqlocksWhen using read/write spin locks, requests issued by kernel control paths to perform a read_lock or a write_lock operation have the same priority: readers must wait until the writer has finished and, similarly, a writer must wait until all readers have finished.Seqlocks introduced in Linux 2.6 are similar to read/write spin locks, except that they give a much higher priority to writers: in fact a writer is allowed to proceed even when readers are active. The good part of this strategy is that a writer never waits (unless another writer is active); the bad part is that a reader may sometimes be forced to read the same data several times until it gets a valid copy.Each seqlock is a seqlock_t structure consisting of two fields: a lock field of type spinlock_t and an integer sequence field. This second field plays the role of a sequence counter. Each reader must read this sequence counter twice, before and after reading the data, and check whether the two values coincide. In the opposite case, a new writer has become active and has increased the sequence counter, thus implicitly telling the reader that the data just read is not valid.A seqlock_t variable is initialized to "unlocked" either by assigning to it the value SEQLOCK_UNLOCKED, or by executing the seqlock_init macro. Writers acquire and release a seqlock by invoking write_seqlock( ) and write_sequnlock( ). The first function acquires the spin lock in the seqlock_t data structure, then increases the sequence counter by one; the second function increases the sequence counter once more, then releases the spin lock. This ensures that when the writer is in the middle of writing, the counter is odd, and that when no writer is altering data, the counter is even. Readers implement a critical region as follows:unsigned int seq;do {seq = read_seqbegin(&seqlock);/* ... CRITICAL REGION ... */} while (read_seqretry(&seqlock, seq));read_seqbegin() returns the current sequence number of the seqlock; read_seqretry() returns 1 if either the value of the seq local variable is odd (a writer was updating the data structure when the read_seqbegin( ) function has been invoked), or if the value of seq does not match the current value of the seqlock's sequence counter (a writer started working while the reader was still executing the code in the critical region).Notice that when a reader enters a critical region, it does not need to disable kernel preemption; on the other hand, the writer automatically disables kernel preemption when entering the critical region, because it acquires the spin lock.Not every kind of data structure can be protected by a seqlock. As a general rule, the following conditions must hold:∙The data structure to be protected does not include pointers that are modified by the writers and dereferenced by the readers (otherwise, a writer couldchange the pointer under the nose of the readers)∙The code in the critical regions of the readers does not have side effects (otherwise, multiple reads would have different effects from a single read) Furthermore, the critical regions of the readers should be short and writers should seldom acquire the seqlock, otherwise repeated read accesses would cause a severe overhead. A typical usage of seqlocks in Linux 2.6 consists of protecting some data structures related to the system time handling (see Chapter 6).5.2.7. Read-Copy Update (RCU)Read-copy update (RCU) is yet another synchronization technique designed to protect data structures that are mostly accessed for reading by several CPUs. RCU allows many readers and many writers to proceed concurrently (an improvement over seqlocks, which allow only one writer to proceed). Moreover, RCU is lock-free, that is, it uses no lock or counter shared by all CPUs; this is a great advantage over read/write spin locks and seqlocks, which have a high overhead due to cache line-snooping and invalidation.How does RCU obtain the surprising result of synchronizing several CPUs without shared data structures? The key idea consists of limiting the scope of RCU as follows:1.Only data structures that are dynamically allocated and referenced by meansof pointers can be protected by RCU.2.No kernel control path can sleep inside a critical region protected by RCU.When a kernel control path wants to read an RCU-protected data structure, it executes the rcu_read_lock( ) macro, which is equivalent to preempt_disable( ). Next, the reader dereferences the pointer to the data structure and starts reading it. As stated above, the reader cannot sleep until it finishes reading the data structure; the end of the critical region is marked by the rcu_read_unlock( ) macro, which is equivalent to preempt_enable( ).Because the reader does very little to prevent race conditions, we could expect that the writer has to work a bit more. In fact, when a writer wants to update the data structure, it dereferences the pointer and makes a copy of the whole data structure. Next, the writer modifies the copy. Once finished, the writer changes the pointer to the data structure so as to make it point to the updated copy. Because changing the value of the pointer is an atomic operation, each reader or writer sees either the old copy or the new one: no corruption in the data structure may occur. However, a memory barrier is required to ensure that the updated pointer is seen by the other CPUs only after the data structure has been modified. Such a memory barrier is implicitly introduced if a spin lock is coupled with RCU to forbid the concurrent execution of writers.The real problem with the RCU technique, however, is that the old copy of the data structure cannot be freed right away when the writer updates the pointer. In fact, the readers that were accessing the data structure when the writer started its update could still be reading the old copy. The old copy can be freed only after all (potential) readers on the CPUs have executed the rcu_read_unlock( ) macro. The kernel requires every potential reader to execute that macro before:∙The CPU performs a process switch (see restriction 2 earlier).∙The CPU starts executing in User Mode.∙The CPU executes the idle loop (see the section "Kernel Threads" in Chapter 3).In each of these cases, we say that the CPU has gone through a quiescent state.The call_rcu( ) function is invoked by the writer to get rid of the old copy of the data structure. It receives as its parameters the address of an rcu_head descriptor (usually embedded inside the data structure to be freed) and the address of a callback function to be invoked when all CPUs have gone through a quiescent state. Once executed, the callback function usually frees the old copy of the data structure.The call_rcu( ) function stores in the rcu_head descriptor the address of the callback and its parameter, then inserts the descriptor in a per-CPU list of callbacks. Periodically, once every tick (see the section "Updating Local CPU Statistics" in Chapter 6), the kernel checks whether the local CPU has gone through a quiescent state. When all CPUs have gone through a quiescent state, a local taskletwhose descriptor is stored in the rcu_tasklet per-CPU variableexecutes all callbacks in the list.RCU is a new addition in Linux 2.6; it is used in the networking layer and in the Virtual Filesystem.5.2.8. SemaphoresWe have already introduced semaphores in the section "Synchronization and Critical Regions" in Chapter 1. Essentially, they implement a locking primitive that allows waiters to sleep until the desired resource becomes free.Actually, Linux offers two kinds of semaphores:∙Kernel semaphores, which are used by kernel control paths∙System V IPC semaphores, which are used by User Mode processesIn this section, we focus on kernel semaphores, while IPC semaphores are described in Chapter 19.A kernel semaphore is similar to a spin lock, in that it doesn't allow a kernel control path to proceed unless the lock is open. However, whenever a kernel control path tries to acquire a busy resource protected by a kernel semaphore, the corresponding process is suspended. It becomes runnable again when the resource is released. Therefore, kernel semaphores can be acquired only by functions that are allowed to sleep; interrupt handlers and deferrable functions cannot use them.A kernel semaphore is an object of type struct semaphore, containing the fields shown in the following list.countStores an atomic_t value. If it is greater than 0, the resource is free that is, itis currently available. If count is equal to 0, the semaphore is busy but noother process is waiting for the protected resource. Finally, if count isnegative, the resource is unavailable and at least one process is waiting for it.waitStores the address of a wait queue list that includes all sleeping processes that are currently waiting for the resource. Of course, if count is greater than orequal to 0, the wait queue is empty.sleepersStores a flag that indicates whether some processes are sleeping on thesemaphore. We'll see this field in operation soon.The init_MUTEX( ) and init_MUTEX_LOCKED( ) functions may be used to initialize a semaphore for exclusive access: they set the count field to 1 (free resource with exclusive access) and 0 (busy resource with exclusive access currently granted to the process that initializes the semaphore), respectively. The DECLARE_MUTEX and DECLARE_MUTEX_LOCKED macros do the same, but they also statically allocate the struct semaphore variable. Note that a semaphore could also be initialized with an arbitrary positive value n for count. In this case, at most n processes are allowed to concurrently access the resource.5.2.8.1. Getting and releasing semaphoresLet's start by discussing how to release a semaphore, which is much simpler than getting one. When a process wishes to release a kernel semaphore lock, it invokes the up( ) function. This function is essentially equivalent to the following assembly language fragment:movl $sem->count,%ecxlock; incl (%ecx)jg 1flea %ecx,%eaxpushl %edxpushl %ecxcall _ _uppopl %ecxpopl %edx1:where _ _up( ) is the following C function:__attribute__((regparm(3))) void _ _up(struct semaphore *sem){wake_up(&sem->wait);}The up( ) function increases the count field of the *sem semaphore, and then it checks whether its value is greater than 0. The increment of count and the setting of the flag tested by the following jump instruction must be atomically executed, or else another kernel control path could concurrently access the field value, with disastrousresults. If count is greater than 0, there was no process sleeping in the wait queue, so nothing has to be done. Otherwise, the _ _up( ) function is invoked so that one sleeping process is woken up. Notice that _ _up( ) receives its parameter from the eax register (see the description of the _ _switch_to( ) function in the section "Performing the Process Switch" in Chapter 3).Conversely, when a process wishes to acquire a kernel semaphore lock, it invokes the down( ) function. The implementation of down( ) is quite involved, but it is essentially equivalent to the following:down:movl $sem->count,%ecxlock; decl (%ecx);jns 1flea %ecx, %eaxpushl %edxpushl %ecxcall _ _downpopl %ecxpopl %edx1:where _ _down( ) is the following C function:__attribute__((regparm(3))) void _ _down(struct semaphore * sem){DECLARE_WAITQUEUE(wait, current);unsigned long flags;current->state = TASK_UNINTERRUPTIBLE;spin_lock_irqsave(&sem->wait.lock, flags);add_wait_queue_exclusive_locked(&sem->wait, &wait);sem->sleepers++;for (;;) {if (!atomic_add_negative(sem->sleepers-1, &sem->count)) {sem->sleepers = 0;break;}sem->sleepers = 1;spin_unlock_irqrestore(&sem->wait.lock, flags);schedule( );spin_lock_irqsave(&sem->wait.lock, flags);current->state = TASK_UNINTERRUPTIBLE;}remove_wait_queue_locked(&sem->wait, &wait);wake_up_locked(&sem->wait);spin_unlock_irqrestore(&sem->wait.lock, flags);current->state = TASK_RUNNING;}The down( ) function decreases the count field of the *sem semaphore, and then checks whether its value is negative. Again, the decrement and the test must be atomically executed. If count is greater than or equal to 0, the current process acquires the resource and the execution continues normally. Otherwise, count is negative, and the current process must be suspended. The contents of some registers are saved on the stack, and then _ _down( ) is invoked.Essentially, the _ _down( ) function changes the state of the current process from TASK_RUNNING to TASK_UNINTERRUPTIBLE, and it puts the process in the semaphore wait queue. Before accessing the fields of the semaphore structure, the function also gets the sem->wait.lock spin lock that protects the semaphore wait queue (see "How Processes Are Organized" in Chapter 3) and disables local interrupts. Usually, wait queue functions get and release the wait queue spin lock as necessary when inserting and deleting an element. The _ _down( ) function, however, uses the wait queue spin lock also to protect the other fields of the semaphore data structure, so that no process running on another CPU is able to read or modify them. To that end, _ _down( ) uses the "_locked" versions of the wait queue functions, which assume that the spin lock has been already acquired before their invocations.The main task of the _ _down( ) function is to suspend the current process until the semaphore is released. However, the way in which this is done is quite involved. To easily understand the code, keep in mind that the sleepers field of the semaphore is usually set to 0 if no process is sleeping in the wait queue of the semaphore, and it is set to 1 otherwise. Let's try to explain the code by considering a few typical cases. MUTEX semaphore open (count equal to 1, sleepers equal to 0)The down macro just sets the count field to 0 and jumps to the nextinstruction of the main program; therefore, the _ _down( ) function is notexecuted at all.MUTEX semaphore closed, no sleeping processes (count equal to 0, sleepers equal to 0)The down macro decreases count and invokes the _ _down( ) function withthe count field set to -1 and the sleepers field set to 0. In each iteration of theloop, the function checks whether the count field is negative. (Observe thatthe count field is not changed by atomic_add_negative( ) because sleepers isequal to 0 when the function is invoked.)∙If the count field is negative, the function invokes schedule( ) tosuspend the current process. The count field is still set to -1, and thesleepers field to 1. The process picks up its run subsequently insidethis loop and issues the test again.∙If the count field is not negative, the function sets sleepers to 0 and exits from the loop. It tries to wake up another process in thesemaphore wait queue (but in our scenario, the queue is now empty)and terminates holding the semaphore. On exit, both the count fieldand the sleepers field are set to 0, as required when the semaphore isclosed but no process is waiting for it.MUTEX semaphore closed, other sleeping processes (count equal to -1, sleepers equal to 1)The down macro decreases count and invokes the _ _down( ) function withcount set to -2 and sleepers set to 1. The function temporarily sets sleepers to 2, and then undoes the decrement performed by the down macro by addingthe value sleepers-1 to count. At the same time, the function checks whethercount is still negative (the semaphore could have been released by theholding process right before _ _down( ) entered the critical region).∙If the count field is negative, the function resets sleepers to 1 andinvokes schedule( ) to suspend the current process. The count field isstill set to -1, and the sleepers field to 1.∙If the count field is not negative, the function sets sleepers to 0, tries to wake up another process in the semaphore wait queue, and exitsholding the semaphore. On exit, the count field is set to 0 and thesleepers field to 0. The values of both fields look wrong, becausethere are other sleeping processes. However, consider that anotherprocess in the wait queue has been woken up. This process doesanother iteration of the loop; the atomic_add_negative( ) functionsubtracts 1 from count, restoring it to -1; moreover, before returningto sleep, the woken-up process resets sleepers to 1.So, the code properly works in all cases. Consider that the wake_up( ) function in _ _down( ) wakes up at most one process, because the sleeping processes in the wait queue are exclusive (see the section "How Processes Are Organized" in Chapter 3).Only exception handlers , and particularly system call service routines , can use the down( ) function. Interrupt handlers or deferrable functions must not invoke down( ),because this function suspends the process when the semaphore is busy. For this reason, Linux provides the down_trylock( ) function, which may be safely used by one of the previously mentioned asynchronous functions. It is identical to down( ) except when the resource is busy. In this case, the function returns immediately instead of putting the process to sleep.A slightly different function called down_interruptible( ) is also defined. It is widely used by device drivers, because it allows processes that receive a signal while being blocked on a semaphore to give up the "down" operation. If the sleeping process is woken up by a signal before getting the needed resource, the function increases the count field of the semaphore and returns the value -EINTR. On the other hand, if down_interruptible( ) runs to normal completion and gets the resource, it returns 0. The device driver may thus abort the I/O operation when the return value is -EINTR.Finally, because processes usually find semaphores in an open state, the semaphore functions are optimized for this case. In particular, the up( ) function does not execute jump instructions if the semaphore wait queue is empty; similarly, the down( ) function does not execute jump instructions if the semaphore is open. Much of the complexity of the semaphore implementation is precisely due to the effort of avoiding costly instructions in the main branch of the execution flow.5.2.9. Read/Write SemaphoresRead/write semaphores are similar to the read/write spin locks described earlier in the section "Read/Write Spin Locks," except that waiting processes are suspended instead of spinning until the semaphore becomes open again.Many kernel control paths may concurrently acquire a read/write semaphore for reading; however, every writer kernel control path must have exclusive access to the protected resource. Therefore, the semaphore can be acquired for writing only if no other kernel control path is holding it for either read or write access. Read/write semaphores improve the amount of concurrency inside the kernel and improve overall system performance.The kernel handles all processes waiting for a read/write semaphore in strict FIFO order. Each reader or writer that finds the semaphore closed is inserted in the last position of a semaphore's wait queue list. When the semaphore is released, the process in the first position of the wait queue list are checked. The first process is always awoken. If it is a writer, the other processes in the wait queue continue to sleep. If it is a reader, all readers at the start of the queue, up to the first writer, are also woken up and get the lock. However, readers that have been queued after a writer continue to sleep.Each read/write semaphore is described by a rw_semaphore structure that includes the following fields:countStores two 16-bit counters. The counter in the most significant word encodesin two's complement form the sum of the number of nonwaiting writers(either 0 or 1) and the number of waiting kernel control paths. The counter inthe less significant word encodes the total number of nonwaiting readers andwriters.wait_listPoints to a list of waiting processes. Each element in this list is arwsem_waiter structure, including a pointer to the descriptor of the sleepingprocess and a flag indicating whether the process wants the semaphore forreading or for writing.wait_lockA spin lock used to protect the wait queue list and the rw_semaphorestructure itself.The init_rwsem( ) function initializes an rw_semaphore structure by setting the count field to 0, the wait_lock spin lock to unlocked, and wait_list to the empty list. The down_read( ) and down_write( ) functions acquire the read/write semaphore for reading and writing, respectively. Similarly, the up_read( ) and up_write( ) functions release a read/write semaphore previously acquired for reading and for writing. The down_read_trylock( ) and down_write_trylock( ) functions are similar todown_read( ) and down_write( ), respectively, but they do not block the process if the semaphore is busy. Finally, the downgrade_write( ) function atomically transforms a write lock into a read lock. The implementation of these five functions is long, but easy to follow because it resembles the implementation of normal semaphores; therefore, we avoid describing them.5.2.10. CompletionsLinux 2.6 also makes use of another synchronization primitive similar to semaphores: completions . They have been introduced to solve a subtle race condition that occurs in multiprocessor systems when process A allocates a temporary semaphore variable, initializes it as closed MUTEX, passes its address to process B, and then invokes down( ) on it. Process A plans to destroy the semaphore as soon as it awakens. Later。
机械外文翻译中英文

机械外文翻译中英文引言机械工程是一门研究机械设备设计、制造和运用的学科。
在全球化的背景下,机械外文翻译起到了重要的作用。
本文旨在介绍机械外文翻译的一些常用技巧和方法,并提供一些常见的机械外文翻译中英文词汇。
机械外文翻译技巧1. 熟悉机械工程术语在进行机械外文翻译时,需要熟悉机械工程的专业术语,包括机械设备的各个部件、操作原理、工作方式等。
对于一些常见的机械设备,如发动机、机床、液压设备等,要熟悉其英文名称和相关术语,以确保翻译的准确性。
2. 理解上下文在进行机械外文翻译时,要注意整个文档或句子的上下文,理解作者的意图和表达方式。
有时候,直译可能会使翻译不符合实际情况或读者的理解。
因此,需要根据上下文进行灵活的翻译。
3. 保持一致性在翻译机械外文时,要保持一致性,确保相同的词汇在整个文档中得到统一的翻译。
这可以通过使用术语表或参考其他已翻译的文档来实现。
4. 注意语法和结构翻译时要注意语法和句子结构的正确性。
在进行机械外文翻译时,往往涉及较为复杂的句子和技术性的内容,因此要对语法和结构进行认真的校对。
机械外文翻译词汇下表列出了一些常见的机械外文翻译中英文词汇:中文英文机械工程Mechanical Engineering设计Design制造Manufacturing机械设备Mechanical Equipment缸体Cylinder Block发动机Engine传动系统Transmission System工艺Process加工Machining控制系统Control System机床Machine Tool机械加工Mechanical Machining 自动化Automation焊接Welding液压系统Hydraulic System电气系统Electrical System技术规范Technical Specification 零件Part供应链Supply Chain可靠性Reliability安全性Safety效率Efficiency结论机械外文翻译对于机械工程领域的专业研究和国际交流具有重要意义。
advisor使用指南PPT课件
第11页/共12页
感谢您的观看!
第12页/共12页
第3页/共12页
仿真参数的设置
通过这个界面可以选择试验 方案和设定仿真初始条件。 界面右侧上方可以设置仿真 条件, 如道路循环、时间阶 跃、循环次数、 初始条件 等,道路坡度、 是否交互仿 真以及是否进行加速度测试 和爬坡能力测试为可选项, 用户可以根据需要进行选择; 右侧下方可以对最多3个部 件参数进行灵敏度分析,有 助于研究这些参数对汽车性 能的影响,为汽车的设计提 供参考。界面左侧为道路循 环相关信息,左侧上方为所 选道路循化的轨迹曲线。
第7页/共12页
根据整车技术参数修改脚本文件
由所给条件需要修改VEH_、MC_、ESS_三个M文件。 VEH_文件修改如下:(在源文件VEH_EV1定义上做相应修改)
veh_glider_mass = 1126kg % vehicle width = 1480mm % vehicle height = 1480mm(源文件为英尺,需要转换为英尺。一英寸=2.54厘米)
% veh_wheelbase=260mm
MC_文件修改:
MC_文件可选择软件自带的MC_AC124_EV1_draft文件进行仿真
ESS_文件修改:
ESS_文件可选择软件自带的ESS_NIMH60_OVONIC文件进行仿真
第8页/共12页
导入脚本文件
第9页/共12页
仿真结果
第10页/共12页
机械毕业设计英文外文翻译18Movax说明手册
机械毕业设计英文外文翻译18Movax说明手册附录三英文资料翻译及原文Movax说明手册目录SP 20 - SPH80中文V 1006031. 简介2. 液压系统及功能3. 安全指示和保修事项4. 操作前的基本检查165. 提伸桩至垂直位置6. 搬运桩7. 挖掘机斗杆力8. 液压系统空气的净化9. Movax和Movax II 的自动操控10. 手动打桩10. 手动打桩11. 实践训练错误!未定义书签。
12. 保修注意事项13. 可选零件14. 实用性建议15. SPH80型号中“锤击桩”命令的修改的介绍=改变相位错误!未定义书签。
16. Movax SP W/SPH W型号的特别提示下夹桩爪液压缸垫片附录1Movax/挖掘机适配器附录21.简介独特性在于它的侧面性,侧面工作允许在其他同类产品无法工作的地方工作(如隧道、桥底下、动力线下与那些超过规定高度的地方)。
使用Movax 装置搬运一根12米长的桩甚至只须一台普通的挖掘机认真阅读这本手册, ,了解使用Movax 什么是允许和安全的. 本手册中您也可以从其他使用者的经验中找到有用的提示随着对Movax 的不断地研究和改进,它的性能提高了很多并将有更多的改进在订购Movax 的备件时请清楚序列号、类型和所有可能做了的变化. 这些确保你将获得正确的零配件。
自动装置的一些地方都有自己的系列号和版本号,当订购零件时,你也应该注意到。
为了安全的最大性能的发挥Movax 的优势,请注意指南中所有安全预防措施通过培训,操作证书作为一个单独的证明授予操作者。
倾斜油缸倾斜连接头液压集成块回转涡轮U 形架上夹桩爪下夹桩爪振动箱第3钳爪第4钳爪上夹桩爪油缸回转马达锁定油缸下夹桩爪油缸吸收橡胶块上夹桩爪油缸振动马达下夹桩爪油缸1.1 运输过程把电缆线B从显示器上拔出,因为在运输过程中,假如挖掘机接触电源线,驾驶室的电脑有可能被烧毁。
1.2在挖掘机/Movax/桩上焊接时焊接之前,关闭电脑和把电缆线B从监视器上拔出1.3连接器的保护拔出电缆后,保持连接器的清洁和防止显示器的电源线短路在拔出电缆前先关闭显示器当拔出电缆,保护好液压系统连接器及软管,防止污垢进入液压系统2. 液压系统功能介绍2.1 钳每个钳口同时动作振动时停止钳爪的动作在使用第四个钳爪时,请特别注意,它张开时其他的钳爪是停止的。
机械毕业设计英文外文翻译44变速器油温的控制
附录ATransmission oil temperature controlFor people who buy the car, reliability and fuel efficiency is the second oftwoimportant price considerations. No doubt, for the new owner is concerned, the most terrifying thing on the way to remove car. In addition, owner and expect the car can try to durable. Meanwhile, due to current global fuel prices have risen to make owners pay more attention。
thefuelefficiency, and hope to try to reduce carbon emissions. Auto power transmission system includes an internal combustion engine, transmission and more than a gear than wheels. Engine torque and speed will be needed for the railway traction power and car in the transmission of conversion. In addition, the transmission can also control wheel rotation direction. Manual and automatic transmission speed generally fall into two. Automatic transmission can automatically control friction unit, selection of gear ratios and shift. Automatic transmission will adopt hydraulic oil to achieve lubrication and frozen effect, hydraulic oil is a very special liquid, can be in any severe conditions operation. Automatic transmission oil (the main function of ATF) from the motivation for: transferred engine torque converter power transmission device; Absorb the torque converter produces thermal and moved to the front of a frozen device; car As clutch friction of the coolestrefrigerants, it can absorb and by clutch or take out meshing the heat energy produced; Through a complex hydraulic control system, the liquid pressure transmission to the system USES valve, servo machines, pump, clutch always pump, hydraulic pipe and pipe to control; As a planetary gears, bearings, servo machines, clutch and target group-exact marketing of lubricant and coolant.Automatic transmission oil in operating temperature (about 90 °C / ° F) viscosity 195 is general very low. But if the oil temperature is too low (for example is 0 ° C / 30 ° F below), its viscosity will greatly increased, lead to a very high drag torque (dragtorque). As a result, gear meshing, it can cause is commonly synchronous devices of this couldn't cope with high torque force. If gear can't mesh or shift, car will not start. For this reason, "cold start" program will respond to the oil temperature and activated, to ensure that at least one gear can succeed mesh. Warm car driving car started after process when, unless required by obvious acceleration or dragged heavy objects (such as trailer), otherwise the hydraulic oil temperature will only slowly rising, but it also means drag torque will slowly rising. If the car is chronically high drag torque environment, synchronous devices will overload and damaged. In gearbox to add some loss, will shift some moved to higher speed valve and improve the quality of the gearbox lubricant, these all canaccelerate the process of car warm up. Thus, engine, gearbox and catalyst can be quickly reach best operation temperature. The faster transmission is the optimum operating temperature, can be used to save fuel consumption and faster start the gear shift program. Gear shifting part through hydraulic or electronic is starting valve to control, these shifting unit start-up will significantly by the influence of the temperature of automatic transmission oil, reason is with the temperature and the viscosity will rise significantly, so the temperature can influence the degree of pressure and time characteristics. Once the automatic transmission oil gets hot, its temperature variation of amplitude will increase, so the shift when the set standard oil, must consider the problems about the oil temperature. Under high temperature operation, no doubt, automatic transmission oil very vulnerable to the influence of the temperature of cryogenic, but compared to the reaction of the reaction temperature, the much more. The process of automatic transmission will produce a lot of friction, and these will generate a lot of friction heat. Liquid will constantly stir in torque converter and pump in the mouth and current meters of hydraulic circuits. Whenever variable speed shift, clutch components will produce more than box of oil can take the heat. The transmission, the greater the load of the heat generated by then, box of oil will become more heat. Generaltraditional transmission oil temperature can allow maximum temperature for 80 to 100 °C or 175 °F, and to 212 special transmission oil temperature can be as high as 110 ℃ to 130 ° F or 230 to 265. However, nowadays advanced automobile transmission oil temperature could be as high as 120 to 150 ℃ or 250 to 300 ° F, and for heavy trucks for example is 18 rounds of freight trains, if it in hot weather, the oil temperature under driving even to 170 °C 160 ° F or 320 to 340. Such a high oil temperature can cause box of oil and variable speed component damage. Transmission oil working life, in the high temperature environment, the working life of the transmission oil can be reduced. Once the temperature above normal operation level (90 ° C / 195 ° F above), lubricants oxidation speed will increase, so the effective life be shortened. Based on the law 娒designated, when the temperature above normal operation temperature 。
机械制造专业外文翻译--机械操作说明
Operate introduction操作说明Warning警告Warning notices are used in this publication to emphasize that hazardous voltages, currents, temperatures, or other conditions that could cause personal injury exist in this equipment or may be associated with its use.In situations where inattention could cause either personal injury or damage to equipment, a Warning notice is used.如果不准守指定的操作方法或步骤,有可能使操作者受到伤害或者损坏设备,同时也会伤害操作者。
Caution注意Caution notices are used where equipment might be damaged if care is not taken.如果不准守指定的操作方法或步骤,有可能损坏设备。
2 GENERAL WARNINGS AND CAUTIONS2 一般的警告和注意WARNING警告1. Never attempt to machine a work piece without first checking the operation of the machine.Before starting a production run, ensure that the machine is operating correctly by performingA trial run using, for example, the single block, federate override, or machine lock function or by operating the machine with neither a tool nor work piece mounted. Failure to confirm the correct operation of the machine may result in the machine behaving unexpectedly, possibly causing damage to the work piece and/or machine itself, or injury to the user.1.零件加工前,一定要首先检查机床的正常运行。
机械工程专业毕业设计外文翻译
英文原文名Lthes 中文译名车床中文译文:车床车床主要是为了进行车外圆、车端面和镗孔等项工作而设计的机床。
车削很少在其他种类的机床上进行,而且任何一种其他机床都不能像车床那样方便地进行车削加工。
由于车床还可以用来钻孔和铰孔,车床的多功能性可以使工件在一次安装中完成几种加工。
因此,在生产中使用的各种车床比任何其他种类的机床都多.车床的基本部件有:床身、主轴箱组件、尾座组件、溜板组件、丝杠和光杠。
床身是车床的基础件。
它能常是由经过充分正火或时效处理的灰铸铁或者球墨铁制成。
它是一个坚固的刚性框架,所有其他基本部件都安装在床身上。
通常在床身上有内外两组平行的导轨。
有些制造厂对全部四条导轨都采用导轨尖朝上的三角形导轨(即山形导轨),而有的制造厂则在一组中或者两组中都采用一个三角形导轨和一个矩形导轨.导轨要经过精密加工以保证其直线度精度.为了抵抗磨损和擦伤,大多数现代机床的导轨是经过表面淬硬的,但是在操作时还应该小心,以避免损伤导轨。
导轨上的任何误差,常常意味着整个机床的精度遭到破坏.主轴箱安装在内侧导轨的固定位置上,一般在床身的左端。
它提供动力,并可使工件在各种速度下回转.它基本上由一个安装在精密轴承中的空心主轴和一系列变速齿轮(类似于卡车变速箱)所组成。
通过变速齿轮,主轴可以在许多种转速下旋转。
大多数车床有8~12种转速,一般按等比级数排列。
而且在现代机床上只需扳动2~4个手柄,就能得到全部转速。
一种正在不断增长的趋势是通过电气的或者机械的装置进行无级变速。
由于机床的精度在很大程度上取决于主轴,因此,主轴的结构尺寸较大,通常安装在预紧后的重型圆锥滚子轴承或球轴承中。
主轴中有一个贯穿全长的通孔,长棒料可以通过该孔送料.主轴孔的大小是车床的一个重要尺寸,因此当工件必须通过主轴孔供料时,它确定了能够加工的棒料毛坯的最大尺寸。
数字控制的机器比人工操纵的机器精度更高、生产出零件的一致性更好、生产速度更快、而且长期的工艺装备成本更低。
机械毕业设计英文外文翻译制造分析进程数使用快速标记技术

机械毕业设计英文外文翻译制造分析进程数使用快速标记技术Title: Manufacturing Analysis of Process Count using Rapid Tagging TechniqueAbstract:1. IntroductionIn the manufacturing industry, understanding the number of processes involved in a production cycle is crucial for optimizing production efficiency. An accurate analysis of the manufacturing process count helps manufacturers identify bottlenecks, streamline operations, and improve overall productivity. The rapid tagging technique, an efficient and reliable method, enables manufacturers to quickly tag and classify various processes.2. MethodologyThe rapid tagging technique involves the following steps:1) Observation and data collection: Observe the manufacturing operations and collect relevant data, such as process duration, equipment used, and materials consumed.2) Classification: Categorize the collected data into different process types based on their characteristics and objectives.3) Tagging: Utilize a rapid tagging system to quickly mark and identify the processes. This system can use color coding, identifiers, or tracking codes for easy visual recognition.4) Process count analysis: Analyze the tagged processes and quantify their occurrence to determine the overall process count.3. Application and Results4. Discussion and ConclusionThe rapid tagging technique proves to be an effective method for accurately analyzing the manufacturing process count. By quickly tagging and classifying processes, manufacturers can easily identify the number and types of processes involved in a production cycle. This information facilitates decision-making, identifies bottlenecks, and streamlines operations to enhance productivity. Future research can explore the application of the rapid tagging technique in different manufacturing sectors and evaluate its impact on overall efficiency.In conclusion, the manufacturing analysis of process count using the rapid tagging technique provides valuable insightsinto improving production efficiency and productivity. It offers a systematic approach to identify, classify, and quantify manufacturing processes, allowing manufacturers to optimize operations for enhanced performance.。
机械制造及自动化专业外文翻译--操作向导

外文原文:OPERATING GUIDEICP IMPULSE-FORCE HAMMERSERIES 086B1.0 IntroductionThe impulse hammer adapts your FFT analyzer for structural behavior testing. Impulse testing the dynamic behavior of mechanical structures is striking the test object with the force instrumented hammer and measuring the resultant motion with an accelerometer. Structures generally respond as (1) rigid or elastic bodies (2) finite elements, lumped constant models and (3) distributed parameter models conducting stress-strain (sound) waves.Testing the functional transfer and transactional characteristics of a mechanical structure involves mounting the accelerometer at one location of interest and striking the test object with the hammer at that point or some other point. Modal analysis and modeling involves fixing the accelerometer at one location and impacting the structure at other points, or vice versa: impacting the structure at one point and moving the accelerometer to the other points of interest. Integration of the acceleration signal yields velocity or displacement data for use in computing classical transfer characteristics such as inertance, compliance, impedance and mobility.The hammer impulse consists of a nearly constant force over a broad frequency range and is therefore capable of exciting all resonances in that range. The hammer size, length, material and velocity at impact determine the amplitude and frequency content (wave shape) of the force impulse. The impact cap material generally determines the frequency content and the hammer mass and velocity at impact determine energy content.Large, heavy structures like locomotive frames, tanks, and bridges require an instrumented sledge hammer; whereas, small structures like compressor blades often require minihammers. Some very large structures may require a special massive mechanical ram instrumented with a force-sensing impact head.All sensors in this system are classified as ICP, low impedance, voltage mode sensors. Microelectronic built-in amplifiers standardize sensitivities within a few percent of a nominal value which is adequate for most dynamic applications.2.0 DescriptionThe hammer consists of an integral, ICP, quartz force sensor mounted on the striking end of the hammer head. The sensing element functions to transfer impact force into an electrical signal for display and analysis. It is structured with rigid quartz crystals and a built-in microelectronic unity gain, isolation amplifier. The cable is connected at the end of the handle for convenience and to avoid connector damage should a miss hit occur.The ICP sensor operates over ordinary two-wire cable from a PCB power unit. For reasons of safety, the easily repairable ribbon wire cable is intended to be the weak link in larger hammer design. The ICP power unit supplies constant-current excitation to the sensor over the signal lead and debiases the output signal. Many FFT analyzer/computer systems have the ICP power supply built-in.The hammer is a single, integral unit. Electron beam weld sealed construction of operation in adverse environments. The mechanical assemble is locked together with an epoxy structural adhesive so it should not be taken apart except at the factory.The striking end of the hammer has a threaded hole for a variety of impact tips. The tip functions to transfer the force of impact to the sensor and protects the sensor face from damage. Tips of different stiffness allow you to vary thepulse width and frequency content of the force.PCB impulse hammers are available in eight different models ranging from the mini-impulse hammer (model 086B80) to the 12 1b. sledge hammer (model 086B50). See the 4-page brochure included with this manual for more information.3.0 InstallationThe hammer is assembled and locked together with structural adhesive at the factory. Tips and extender via 10-32 threaded studs (see 4.1 testing for hammer tip/extender selection). Cable connections are illustrated in the system drawing and are generally made via 10-32 coaxial connectors.Motion sensors install and connect as illustrated in the system drawing and according to detail procedures described in specific transducer manuals. Some more common installation methods include stud mount, Petro-wax, adhesive, and magnetic. The method used depends on test conditions and user preference.In general, sensors connect to the ICP power unit at the jack labeled “XDCR”. The readout device (FFT analyzer/computer). Consult ICP power unit operating guide for proper installation and operating procedures.4.0 OperationWith cables supplied, connect the hammer to a power unit and then to your analyzer as shown in the system and power unit operation guide.Tighten the cable connectors securely by hand to insure good electrical contact. If operating outdoors or in humid environments, coat connections with Petro-wax.Switch power on and wait a minute or two for the sensor amplifier to turn on and the coupling capacitor to fully charge.Check the power unit meter for normal operation (meter pointed in green). If meter reads in the red, look for shorted cables or connections. If meter reads inthe yellow, look for open cables or connections.Connect accelerometer(s) in similar manner referring to the appropriate operating guides (accelerometer and power unit).When all power unit meters indicate normal operation (green), proceed with tests, following sensor, power unit, and analyzer operating instructions.4.1 TestingTo test the behavior of your structure and to tailor the frequency bandwith of the force:1)strike the test object with the hammer and process the results.Always take several averages to reduce the effects of spuriousnoise.Warning: never impact without a hammer tip properly installed onthe sensor element.2) check the measured results for signal quality (adequatesignal-to-noise) and no overloads (overload lights or sharp flatteningof time history peaks).3) analyze results for frequency content and check to insure that thereasonably flat portion of the force spectrum is sufficient to cover thestructural resonances of interest present in the acceleration spectrum.Often signal energy is sufficient to excite structural resonances at 20dB below initial low frequency force levels.4) change hammer tips and/or mass to modify its behavior if necessary:a) for higher frequency response, use a stiffer tip and no extender .b) for better low frequency response, use a softer tip and install theextender.c) to increase motion signal energy, increase impact velocityand/or hammer mass.5) repeat steps 1 and 4 until adequate results are obtained.Generally speaking, the impact tips affect the hammer impulse frequency content and the extender affects the signal energy level. Frequency content and energy level are interrelated so both will be affected by different hammer structures. Hammer velocity at impact will also affect both. In general, massive structures with lower stiffness require the use of the extender and soft impact tip to adequately excite low frequency resonances.During testing, occasionally check and tighten the electrical and mechanical connections. Repeated impacting tends to loosen them potentially causing erratic and noisy signals.Although modal-tuning has done much to eliminate this, bouncing(multiple impacts) or penetration may still occur when using too heavy a hammer on too light a structure or section of structure. This will appear as an oscillatory component superimposed on the spectrum in your data. Reject such data. Some skill and practice may still be required to test lighter structures.PCB’s newest ICP power units with greater than 10 volts positive signal range (three batteries) prevent undetected overloads in the power unit.Distortion, undershoot, and oscillation of the impulse time history as viewed on the analyzer display is caused by ringing of the analyzer’s anti-aliasing filters which is their normal behavior. To view the correct impulse waveform, switch the analyzer to a high frequency range.5.0 CalibrationCalibration involves testing the functional transfer behavior (sensitivity) of the sensor structure in controlled transactions and environments. Behavior objectives are straight lines, since ideal sensors treat amplitudes proportionally, frequencies of interest the same, and do not delay the signal (no phase shift).Different hammer structures have different sensitivities because the test structure experiences a force greater than the crystal-sensing elements. The force of impact on the total mass of the hammer while the force on the crystals is afunction of only the mass behind them (the impact tip is in front of the crystal sensing element). Their differences, which depend on the ratio of the tip mass to the head mass, is automatically compensated for when the hammer is properly calibrated. Each particular hammer structure can be easily calibrated to insure the most accurate data.A hammer can be calibrated by hitting a freely suspended mass instrumented with a quartz reference accelerometer. According to Newton’s second law of motion, at any instant in time, the force experienced by the mass is simply the mass multiplied by the measured acceleration. On a storage oscilloscope, dividing the peak output signal of the hammer (mV) by the mass (lb.) times the peak acceleration (g’s), gives the hammer sensitivity directly in mV/lb.Calibration on a FFT analyzer produces the same result as a function of frequency. Since the transfer function of a mass behaving as a rigid body is a constant (1/M), ratioing the force and acceleration signals produces a calibration constant (ideally 1/M) for each discrete frequency. The effects of a nonmodally tuned hammer will be readily apparent when performing this calibration.The mass, pendulously suspended, or placed on a piece of foam rubber, will behave as a rigid body. Hitting such an instrumented mass is also a good wayA good way of checking out the normal operation of the hammer and instruments prior to testing. This procedure builds confidence in data results. 6.0 MaintenanceThe sealed construction of the sensing element and the bonded construction of the hammer preclude field maintenance. Should service be required, return unit to factory with a note describing the problem. First, however, replace the cables, which are usually the source of trouble, and test operation again.7.0 CautionsAlthough hammers are very rugged in construction, damage can result from misuse. The following precautions when observed ensure long life and accurate data.1) Do not attempt to dismantle sensor element from hammer structure. All service should be performed at the factory.2) Never generate more than 100 volts with any hammer. Generally, observe the force rating for 5 volts output or, with newer PCB power units, 10 volts output. One hundred volts will destroy the built-in miniature electronics.3) Never strike an object without an impact tip properly installed in front of the force sensing element. Damaging the precision lapped surface of the hammer sensor can affect its behavior.4) During testing, periodically check and tighten tip, extender and cable connections to ensure continued proper operation. Machined flats on the tips and extender facilitate tightening and removal.5) Do not apply voltage to unit without constant current protection.6) Do not apply more than 20mA of current.7) Do not exceed 30 volts supply voltage.8) Do not subject units to temperatures above 250 F.BEHA VIOR TESTING OF IMPULSE-FORCETEST HAMMERAPPENDIX ANote: numbers on the photographs represent full scale dimensions of the grid lines in microseconds and volts. Components tested are from the PCB hammer kit, model K291A.Calibration at various amplitudes by dropping mass on stationary hammer fixed to base. With mass of 0.92 lb. and attenuation of force signal (X0.89), measured ratio of sensitivities (force to accel.) of 1.23 compares favorably with ratio of 1.25 based on factory calibrations. Peak force is 276 lb. and peak acceleration is 300 g.Impacting different structures with hammer mounting both force transducer and accelerometer (opposite ends) shows that striking different types of structures and materials has little or no effect on the transducer sensitivities or on their ratio. The low electronic noise of the built-in transducer amplifiers facilitates processing the data in computers.Different impact caps on a hammer striking a pendulous mass holding the accelerometer have very little effect on their ratio.Observe that this force transducer, structured specifically for impact testing, generates a quality signal without ringing or other spurious signals in most applications.Different extenders change the hammer structure (mass) modifying its behavior and changing the apparent force sensitivity of the hammer when striking a test object. The reference sensitivity of the transducer is reduced by the ratio of the seismic mass (impact cap and distributing mass) of the force transducer to total mass of the hammer. The change is minus 2 to 30 percent depending on the configuration. This normal behavior of the hammer structure suggests calibrating the hammer configuration being used with an inertial mass calibrator (PCB Model 904A) prior to testing.Overload of the transducer electronics is evidenced by a flattening of the peak portion of the trace, which invalidates the test data. Switching to a 24V constant current supply (battery or line) will double the range of the transducers.STRUCTURE, BEHA VIOR AND CALIBRATIONOF IMPULSE-PORCE TEST HAMMERAPPENDIX BImpulse testing the behavior of structures involves striking the test object with an instrumented hammer. Valid test results must take into account the behavior of the hammer structure. Because of inertial effects (mass loading of the crystals) the force transducer within the hammer structure sense only a portion of the actual impact force, about 70 to 95 percent depending on the hammer configuration. Different hammer configurations tailor the pulse amplitude, width and rise time to fit the application. Modifying the hammer structure modifies its behavior. Prior to testing, hitting a pendulous mass calibrates the specific hammer configuration being used and determines the important ratio of force transducer to accelerometer sensitivity.Data is also generated to compute the inverse transform of the instruments if needed to correct phase or amplitude information. From an educational viewpoint, this inertial calibrator demonstrates the behavior of a lumped-constant, rigid-body structural model.STRUCURE: the typical mechanical structure of an impulse testing hammer is modeled in figure one. The impact cap and force distributing mass form a seismic mass in front of the crystal sensing element. The mass of the head, extender and part of the handle back up the crystals.BEHA VIOR: at low and medium frequencies, mass dominates the behavior of the hammer structure, which is governed by Newton’s laws of motion. On impact, the force developed at the hammer/test object interface brakes the entire hammer mass while the crystal element experiences only that portion of the force stopping the mass of the head and extender. It does not sense the component of force related to the impact cap and seismic mass. Increasing themass of the head or extender will reduce the magnitude of the effect but may cause multiple bouncing or penetration. Installing the force transducer on the test object is not a good solution because the seismic mass causes it to also act as well as force. Impacting with an accelerometer installed on the hammer (opposite end from impact cap) dramatically demonstrates the inertial effect and suggests a method for hammer calibration.CALIBRATION: functional transfer testing of mechanical structures depends upon the ratio of sensitivities: force transducer to accelerometer. This ratio can be determined by using the hammer to hit a know mass instrumented with the accelerometer, calibrated by gravity or other means. For example: a one pound mass experiencing a peak acceleration of 100g was hit by a force of 100 pounds and the ratio of the peak signals is the ratio of sensitivities. In the calibration system diagramed, the ratio of sensitivities is the attenuation factor “N” divided by the pendulous mass “M”. lightly dropping the mass on a fixed stationary hammer checks the factory calibration of the transducers by confirming their ratio within a percent or so, since in this process the seismic mass and cap assembly does not move appreciably.Rigid and stable PCB force transducers structured with only one or two quartz elements specifically for impact testing excel in hammer applications. Their electrical structures, which include built-in microelectronic, unity-gain feedback amplifiers, greatly reduce system noise, aiding sophisticated computer ZOOM techniques. Available in assembled kit form, these hammers and low impedance transducers operate reliably in the field and interface directly with computers and analyzers.The ideas presented herein were contributed by Dr. Dave Brown of the university of Cincinnati, where most of the pioneering work on structural testing with hammers was done………..pcb.中文译文:操作向导ICP 脉冲力锤086B系列1.0 介绍脉冲锤的方法适合用FFT分析仪来分析测试机械构造。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
附录ADVISOR Documentation3.1 ADVISOR file structure3.1.1 File interactions & data flowThe above schematic represents data flow in the ADVISOR file system. The four main agent types are:◆Input Scripts define variables in the workspace and/or call other inputscripts. An example is MC_PM32.M.◆Block Diagrams are Simulink files containing the equations used tocompute outputs such as fuel use from inputs such as an engine map.They are the models. One example is BD_PAR.MDL.◆Output Scripts post process the model outputs by querying theworkspace. These may include plotting routines or error checkingroutines. chkoutputs.m is an example.◆Control Scripts may both develop inputs and process outputs. Examplesinclude the ADVISOR GUI and optimization routines.3.1.2 File locationsThe main ADVISOR directory (e.g. c:\ADVISOR or c:\Program Files\ADVISOR) contains several sub directories. Among these are the data, GUI, and models directories that contain the corresponding files.3.1.3 File naming conventionsAll model and data files use a prefix followed by an underscore (‘_’) that is the same as the prefix used for (nearly all of) the variables it defines, which in turn is in pointy brackets (<>) at the end of the Simulink block in which those variables are used. Here are ADVISOR’s c omponent file types:ACC_*.M Accessory load filesCYC_*.M Driving cycle files, which define variables starting with cyc_, used in the block labeled <cyc>ESS_*.M Energy storage system data files, which likewise define variables starting with ess_, used in the block labeled <ess>EX_*.M Exhaust after treatment files (such as catalysts)FC_*.M Fuel converter data filesTX_*.M Transmission data files (these include gearbox-gb and final drive-fd variables)GC_*.M Generator/controller data filesMC_*.M Motor/controller data filesPTC_*.M Powertrain control data files, which define engine control, clutch control, and hybrid control strategy variables starting with vc_ and cs_, used in blocks labeled <vc> and <cs>TC_*.M Torque coupler data filesVEH_*.M Vehicle data filesWH_*.M Wheel/axle data filesIn addition to the above component data files, there is one other type thatuse prefixes:BD_*.MDL Simulink block diagrams (models)All filenames that include prefixes are entirely in capital letters to avoid confusion with variable names, which are entirely in lower-case letters.3.1.4 Adding files to ADVISORThe easiest way to add a particular kind of file to ADVISOR is to modify an existing file of that kind and save it with a new file name, entirely in capital letters, in the appropriate ADVISOR directory. This will ensure that all variables necessary to fully define the particular component will be included in your new file. For adding vehicle component or drive cycle files, clicking the pushbutton in the graphical user interface brings up a window to guide the process.3.1.5 Inspecting input filesComponent files and nearly all other files in ADVISOR are text files (the exceptions are mat files, which contain Matlab-specific data), and can be viewed and edited in any text editor. A fixed pitch font helps. We recommend using the Matlab editor/debugger packaged with Matlab 5.3. Additionally, text files can be viewed in the Matlab command window by entering type filename at the MATLAB command line.3.1.6 Deleting files from ADVISOR‟s databaseFiles can be removed from ADVISOR by either deleting them using your operating system or by entering the following at the Matlab command line: !rm filenameDeleting files via the operating system is preferable, especially on PC and Macintosh platforms, where …deleted‟ files will be preserved in Trash or the Recycle Bin.3.2 Drivetrain model descriptionsADVISOR has six different vehicle types and two specific vehicle choices, as listed below. Each of these has a different drivetrain. There is also an option to use a custom drivetrain.Conventional Drivetrain: The conventional vehicle represents a typical passenger car. It uses only a fuel converter for motive power. The default gearbox is a 5 speed. The conventional accessories are a constant mechanical power load.Series Drivetrain: The series vehicle components include a fuel converter, a generator, batteries, and a motor. The fuel converter does not drive the vehicle shaft directly. Instead, it converts mechanical energy directly into electrical energy via the generator. All torque used to move the vehicle comes from the motor. The default gearbox is a one speed. The default control strategy is a series power follower. The hybrid accessories are a constant electrical power load.Parallel Drivetrain: The parallel vehicle components include an engine, batteries, and a motor. Is is named parallel because both the motor and the engine can apply torque to move the vehicle. The motor can act in reverse as a generator for braking and to charge the batteries. The default control strategy isan electric assist. The default gearbox is a 5 speed. The hybrid accessories are a constant electrical power load.Parallel Starter/Alternator: The parallel starter/alternator vehicle components include an engine, batteries, and a motor. It is named parallel starter/alternator because the motor behaves like the starter and the alternator of a conventional vehicle. It allows for engine shutdown and restart and for minimal electric assist. It is a parallel design because both the motor and the engine can apply torque to move the vehicle. The major difference between the parallel starter/alternator design and the basic parallel design is the location of the clutch. The clutch is positioned between the gearbox and torque coupler in the parallel starter/alternator design while it is located between the torque coupler and the engine in the basic parallel design. This means that if the vehicle is moving and the clutch is engage both the engine and motor shafts must be rotating. The motor can act in reverse as a generator for braking and to charge the batteries. The default control strategy is an electric assist <Parallel.htm>. The default gearbox is a 5 speed. The hybrid accessories are a constant electrical power load.Custom:The above figure represents a conventional vehicle's drivetrain using components from ADVISOR. Note that most blocks have two inputs and two outputs. Each block passes and transforms a torque and speed request, and each block also passes an achievable or actual torque and speed.The top arrows, feeding left-to-right, are the torque and speed requests. Thedrive cycle requests or requires a given speed. Each block between the driving cycle and the torque provider, in this case the ICE, then computes its required input given its required output. It does this by applying losses, speed reductions or multiplications, and its performance limits.At the end of the line, the …ICE fuel converter‟ uses its required torque output and speed to determine how much torque it can actually deliver and its maximum speed. Then passing information back to the left, each component determines its actual output given its actual input, using losses computed during the …input requirement‟ pass described above. Finally, the vehicle block computes the vehicle's actual speed given the tractive force and speed limit it receives, and uses this speed to compute acceleration for the next time step. And so the cycle continues throughout the duration of the driving cycle.The following describe the torque, speed, and power transformations performed by the drivetrain component models that connected to each other as explained above to build a vehicle model. In addition, the somewhat trickier blocks that perform solely …control‟ f unctions are documented below.3.2.3 TransmissionTorque couplerTorque coupler block diagramRole of subsystem in vehiclePhysically, a torque coupler is a three-sprocket belt or chain drive whereby two torque sources combine their torques to provide to a drivetrain component such as the gearbox or final drive. The torque coupler block diagram processes atorque and speed request from the downstream drivetrain component and apportions requests of the two ‘feeder’ torque sources.Description of modeling approachThe effects of torque loss and a gear ratio between the second of the torque input devices and the output are modeled here. The torque loss is a constant whenever the torque coupler is spinning.The torque coupler first requests the sum of necessary output torque and torque coupler loss from the first torque source. Using the actual/available torque of the first source, it requests the balance of the second torque source. The speeds of the two torque providers are in constant proportion to the torque coupler output speed: the first input speed equals the output speed, and the second input speed is greater by a factor tc_mc_to_fc_ratio.GearboxGearbox block diagram Role of subsystem in vehicleThe gearbox of a multi-speed transmission houses gears of different gear ratios that are used to transmit torque from the engine or tractive motor to the final drive and on to the wheels. It thereby allows a number of discrete speed reduction and torque multiplication factors. Inclusion of a gearbox is critical to the drivetrain of conventional and parallel hybrid vehicles, and generally less important for series hybrids.Description of modeling approachThe gearbox model in ADVISOR usually communicates physics (torque, speed,and power) information to and from the final drive submodel and engine, torque converter, and/or motor model. Control information as might be sensed or commanded by a CPU in the vehicle, such as gear number, is passed to and from the transmission control submodel.Effects on torque and speed in the gearbox include:∙torque multiplication and speed reduction via the gear ratio,∙torque loss due to the acceleration of rotational inertia, and∙torque loss due to the friction of the turning gears.These effects are modeled empirically. Data files such as <ADVISOR directory>/data/transmission/TX_5SPD.M are required to supply necessary physical parameters.The equations represented by the Simulink block diagram in the picture corresponding to the link above are as follows.Equations used in subsystemTORQUE AND SPEED REQUIRED(torque req’d into gearbox) = (torque req’d out of gearbox) / (current gear ratio) +(torque req’d to accelerate rotational inertia) + (torque loss due to friction),where(torque req’d out of gearbox) is a Simulink input (#1, in the top left of the above figure)(current gear ratio) is computed from (current gear number), which is provided by the "gearbox controller interface" block, using the look-up vector gb_ratio(torque req’d to accelerate rotational inertia) = gb_inertia* d(speed req’d into gearbox)/dt(torque loss at transmission input due to friction) = function of [torque at output-side of gearbox, angular speed at output side of gearbox, gear (e.g., 1st, 2nd, etc.)]--this is implemented with a lookup-table(speed req’d into gearbox) = (speed req’d out of gearbox) * (current gear ratio)TORQUE AND SPEED AVAILABLE(torque avail. at output side of gearbox) = { (torque avail. at input side of gearbox) * [(output side power) / (input side power)]required - (torque req’d to accelerate rotational inertia) } * (current gear ratio)where(torque avail. at input side of gearbox) is a Simulink input (#2, in the bottom left of the above figure)[(output side power) / (input side power)]required is computed from the input and output torques and speeds of the REQUIRED calculations(speed avail. at output side of gearbox) = (speed avail. at input side of gearbox) / (current gear ratio)ADVISOR 使用说明3.1ADVISOR的文件结构3.1.1 文件交互与数据流ADVISOR 文件系统的数据流如上图所示。