产品出厂检验表
腌腊肉制品出厂检验原始记录

硫代硫酸钠标准溶液浓度/c
c(Na2S2O3体积ml/V0
计算公式
过氧化值X(g/100g)
计算结果/g/100g
平均值/g/100g
检验:审核:
合格□
不合格□
气味
具有产品应有的气味,无异味、无酸败味。
符合要求□
不符合要求□
合格□
不合格□
状态
具有产品应有的组织性状,无正常视力可见外来异物。
符合要求□
不符合要求□
合格□
不合格□
2、标签(检验依据:GB 7718、GB 28050)(符合打“√”,不符合打“×”)
产品名称
配料表
净含
量
执行
标准
生产日期
保质期
厂名
厂址
储存条件
SC编号
营养标签
综合判定
符合□
不符合□
3、净含量(检验依据:JJF 1070)
样品编号
1
2
3
4
5
6
7
8
9
10
总重
皮重
净重
平均实际重量(Q)/g
标示重量(n)/g
Q-n/g
允许短缺Qn/g
允许短缺量件数
综合判定:符合要求□不符合要求□
4、过氧化值(检验依据:GB 5009.227)
产品出厂检验原始记录
编号:QR-ZJ-02
产品名称
规格
生产日期
生产数量
抽样数量
检验日期
产品标准
GB 2730-2015
产品保质期
验讫日期
1、感官(检验依据:GB 2730-2015中3.2)
项目
标准要求
数控车床出厂检验表

0.010
10
主轴与尾座中心之高度差
水平面
0.020
0.008
11
顶心之振幅
0.015
/
项次
检查事项
测定方法图
容许值
测定值
12
定位精度
0.015/100
0.004
0.025/300
0.004
13
反复精度
±0.003
0.001
±0.005
0.001
项次
检查事项
测定方法图
容许值
测定值
14
0.027
7
转塔分度之反复精度
a.
X
轴方向
±0.030
/
b.
Z轴方向
±0.030
/
项次
检查事项
测定方法图
容许值
测定值
8
鞍部Z轴运动与尾座之平行度
a.垂直面
0.020/150
0.007
b.水平面
0.020/150
0.010
9
鞍部Z轴运动与尾座主轴孔中心之平行度
a.垂直面
0.020/300
0.008
b.水平面
0.010
0.004
项次
检查事项
测定方法图
容许值
测定值
4
鞍部Z轴运动与主轴之平行度
a.
垂直面
0.010/300
试棒不可倾斜
0.008
b.
水平面
0.010/300
0.007
5
横滑台X轴运动与主轴之直角度
0.010/150
0.005
6
转塔之刀具深孔与主轴之同心度
出厂检验原始记录
检验员:
审核人:
日期:
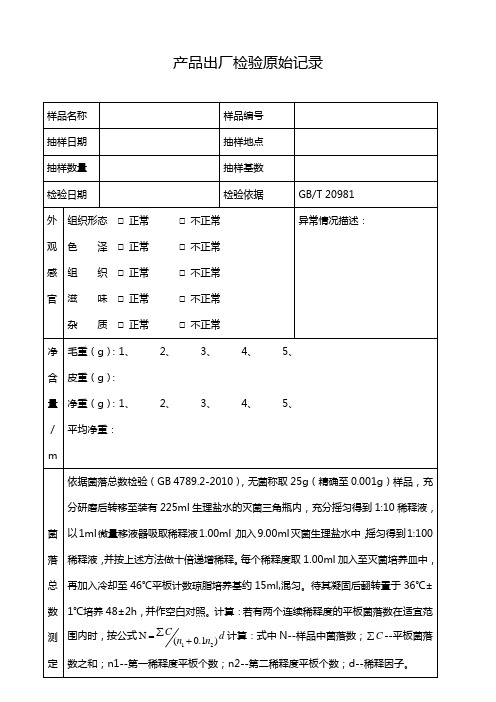
产品出厂检验原始记录ቤተ መጻሕፍቲ ባይዱ
样品名称 样品编号 抽样日期 抽样地点 抽样数量 抽样基数 检验日期 检验依据 GB/T 20981 外 组织形态 □ 正常 □ 不正常 异常情况描述: 观 色 泽 □ 正常 □ 不正常 感 组 织 □ 正常 □ 不正常 官 滋 味 □ 正常 □ 不正常 杂 质 □ 正常 □ 不正常 净 毛重(g) :1、 2、 3、 4、 5、 含 皮重(g) : 量 净重(g) :1、 2、 3、 4、 5、 /m 平均净重: 依据菌落总数检验(GB 4789.2-2010) ,无菌称取 25g(精确至 0.001g)样品,充分 研磨后转移至装有 225ml 生理盐水的灭菌三角瓶内,充分摇匀得到 1:10 稀释液,以 菌 1ml 微量移液器吸取稀释液 1.00ml,加入 9.00ml 灭菌生理盐水中,摇匀得到 1:100 落 稀释液, 并按上述方法做十倍递增稀释。 每个稀释度取 1.00ml 加入至灭菌培养皿中, 总 再加入冷却至 46℃平板计数琼脂培养基约 15ml,混匀。待其凝固后翻转置于 36℃± 数 1℃培养 48±2h,并作空白对照。计算:若有两个连续稀释度的平板菌落数在适宜范 测 围内时,按公式 C d 计算:式中 N--样品中菌落数; C --平板菌落 (n1 0.1n2 ) 定 数之和;n1--第一稀释度平板个数;n2--第二稀释度平板个数;d--稀释因子。 样品 10-1 10-2 10-3 空对 CFU/g 1 2 依据大肠菌群计数检验(GB 4789.3-2010) , (1)无菌称取 25g(精确至 0.001g)样品,充分研磨后转移至装有 225ml 生理盐水 的灭菌三角瓶内, 充分摇匀得到 1:10 稀释液, 以 1ml 微量移液器吸取稀释液 1.00ml, 大 加入 9.00ml 灭菌生理盐水中, 摇匀得到 1:100 稀释液, 按上述方法做十倍递增稀释。 肠 (2)初发酵实验:选取三个适宜稀释度样品匀液,接种 1ml 至月桂基硫酸盐胰蛋白 菌 胨(LST)肉汤,36℃±1℃培养 24±2h,观察是否有气泡产生,未产气者为大肠菌 群 群阴性,继续培养至 48±2h;产气者进行复发酵实验。 检 (3)复发酵实验:用接种环从产气的 LST 肉汤管中分别取培养物 1 环,移种于煌绿 测 乳糖胆盐肉汤(BGLB)管中,36℃±1℃培养 48±2h,观察产气情况,产气者为大肠 菌群阳性,依据大肠菌群 LST 阳性管数,检索 MPN 表,报告每 g 样品中大肠菌群的 MPN 值。 初发酵试验(36℃±1℃培养 24±2h) 复发酵试验 (36℃±1℃培养 48±2h) MPN/ 10×3 1×3 0.1×3 0.01×3 10×3 1×3 0.1×3 0.01×3 g
产品质量检验报告表
产品质量检验报告表一、检验目的。
本报告旨在对产品的质量进行全面检验,以确保产品符合相关标准和规定,保障产品质量,满足客户需求,提高企业竞争力。
二、检验范围。
本次检验涵盖了产品的外观质量、功能性能、安全性能、环境适应性等方面。
三、检验依据。
1. 产品质量标准及技术规范。
2. 相关法律法规和标准要求。
3. 客户需求和合同约定。
四、检验过程及结果。
1. 外观质量检验。
通过对产品外观进行检查,包括外观完整性、表面光洁度、色泽一致性等方面的检验。
结果显示,产品外观整体符合要求,无明显瑕疵。
2. 功能性能检验。
针对产品的使用功能进行测试,包括性能稳定性、操作便捷性、使用寿命等方面的检验。
测试结果表明,产品功能正常,各项指标符合标准要求。
3. 安全性能检验。
对产品的安全性能进行测试,包括电气安全、机械安全、化学安全等方面的检验。
检验结果显示,产品在正常使用条件下不存在安全隐患,符合相关安全标准。
4. 环境适应性检验。
通过对产品在不同环境条件下的适应性进行测试,包括温度适应性、湿度适应性、耐腐蚀性等方面的检验。
测试结果显示,产品在各种环境条件下均能正常使用,适应性良好。
五、检验结论。
根据以上检验结果,本次产品质量检验合格。
产品外观完好,功能正常,安全可靠,环境适应性良好。
符合相关标准和规定,可放心投放市场销售。
六、检验人员。
本次检验由公司专业技术人员进行,保证了检验过程的严谨性和可靠性。
七、检验日期。
本次产品质量检验于XX年XX月XX日完成。
八、备注。
如有任何问题或建议,请及时与我们联系,我们将尽快处理并改进产品质量。
以上为产品质量检验报告表,如有疑问或需要进一步了解,请随时与我们联系。
感谢您对我们产品的关注与支持。
设备出厂检验表
机械装配技师: 电器安装技师:
检验员: 生产组长:
用万用表检测卡尺
扭动顺畅,可正常调位 贴合轴转动正常无异常
9. 测试启动、停止、点动、手/自动按钮功能 按钮相应功能正常 10. 测试主电机调速功能、正反转功能 可调速、可正反转
11. 测试M1~M5收料轴张力、速度、正反转功能 所有收料轴相应功能正常 12. 测试主刹车贴合轴R1及放料轴刹车功能 13. 挂料试机 14. 挂料测试对贴功能 15. 测试急停按钮功能 所有放料轴刹车功能正常,张力大小可调 走料稳定不歪斜 按产品要求对贴产品 可停止设备并断电 试机薄膜 选配功能,无此功能可不测试
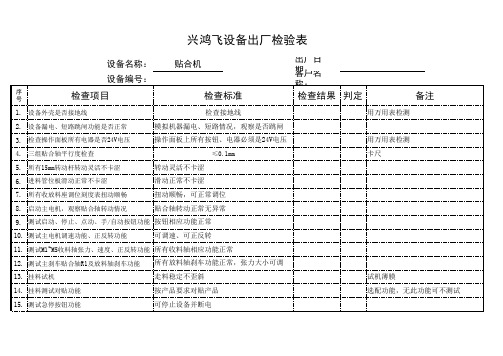
兴鸿飞设备出厂检验表
设备名称: 设备编号:
序 号
贴合机
出厂日期: 客户名称:
检查项目
检查标准
检查接地线 模拟机器漏电、短路情况,观察是否跳闸 操作面板上所有按钮、电器必须是24V电压
≤0.1mm
检查结果 判定
用万用表检测
备注
1. 设备外壳是否接地线 2. 设备漏电、短路跳闸功能是否正常 3. 检查操作面板所有电器是否24V电压 4. 三组贴合轴平行度检查 5. 所有15mm转动杆转动灵活不卡涩 6. 进料管位板滑动正常不卡涩 7. 所有收放料座调位刻度表扭动顺畅 8. 启动主电机,观察贴合轴转动情况 转动灵活不卡涩 滑动正常不卡涩
自行车出厂检验(记录)表
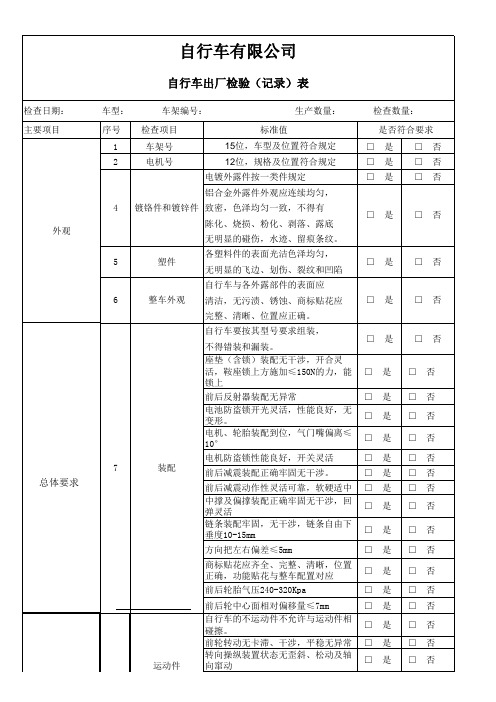
自行车出厂检验(记录)表
检查日期: 主要项目 车型: 序号 1 2 车架编号: 检查项目 车架号 电机号 标准值 15位,车型及位置符合规定 12位,规格及位置符合规定 电镀外露件按一类件规定 铝合金外露件外观应连续均匀, 4 外观 5 塑件 镀铬件和镀锌件 致密,色泽均匀一致,不得有 陈化、烧损、粉化、剥落、露底 无明显的碰伤,水迹、留痕条纹。 各塑料件的表面光洁色泽均匀, 无明显的飞边、划伤、裂纹和凹陷 自行车与各外露部件的表面应 6 整车外观 清洁,无污渍、锈蚀、商标贴花应 完整、清晰、位置应正确。 自行车要按其型号要求组装, 不得错装和漏装。 座垫(含锁)装配无干涉,开合灵 活,鞍座锁上方施加≤150N的力,能 锁上 前后反射器装配无异常 电池防盗锁开光灵活,性能良好,无 变形。 电机、轮胎装配到位,气门嘴偏离≤ 10° 电机防盗锁性能良好,开关灵活 7 装配 前后减震装配正确牢固无干涉。 前后减震动作性灵活可靠,软硬适中 中撑及偏撑装配正确牢固无干涉,回 弹灵活 链条装配牢固,无干涉,链条自由下 垂度10-15mm 方向把左右偏差≤5mm 商标贴花应齐全、完整、清晰,位置 正确,功能贴花与整车配置对应 前后轮胎气压240-320Kpa 前后轮中心面相对偏移量≤7mm 自行车的不运动件不允许与运动件相 碰擦。 前轮转动无卡滞、干涉,平稳无异常 转向操纵装置状态无歪斜、松动及轴 向窜动 □ 是 □ 否 □ 是 □ 否 □ 是 □ 否 □ 是 □ 否 生产数量: 检查数量: 是否符合要求 □ 是 □ 是 □ 是 □ □ □ 否 否活,无摆震现象。 转向操纵装置最大转向角与车架中心 面42°-48° 自行车应对其电器系统采取防雨措 施,系统所有接线均不应裸露。车体 和电器部件的外壳均不应带电,其绝 缘电阻值应不小于2MΩ 在制动时应能切断电源 刹把状态行程1/3断电,2/3完成制动 。 制动距离20km骑行时,干态4m,湿态 15m 前制动系统制动时,握住前刹把推 行,前轮无转动。 说明书、合格证的内容与产品型号相 说明书、合格证 符,内容符合GB17761-1999中规定的 要求。 车架条形码 15位数,四张张贴在车身指定位置 纸箱、木托 与车型配置相符 注:“√”为合格,“×”为不合格 合格 不 □ 退生产 QC 合 格
产品出厂检验报告模板
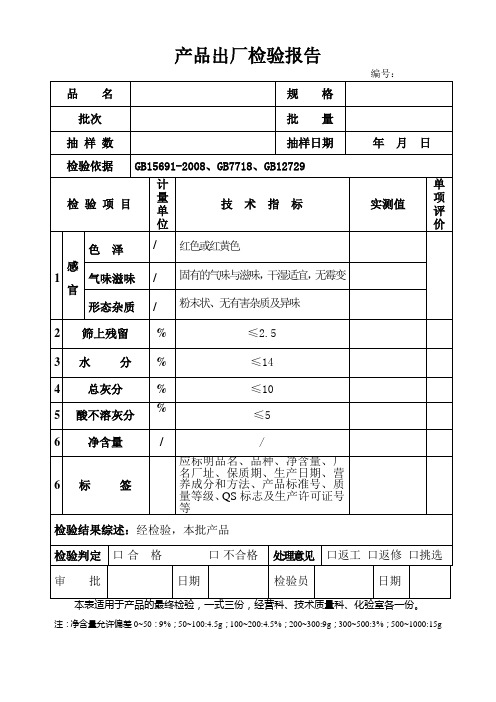
编号:
品名
规格
批次
批量
抽样数
抽样日期
年月日
检验依据
GB15691-2008、GB7718、GB12729
检验项目
计量单位
技术指标
实测值
单项评价
1
感官
色泽
/
红色或红黄色
气味滋味
/
固有害杂质及异味
2
筛上残留
%
≤2.5
3
水分
%
≤14
4
总灰分
%
≤10
5
酸不溶灰分
%
≤5
6
净含量
/
/
6
标签
应标明品名、品种、净含量、厂名厂址、保质期、生产日期、营养成分和方法、产品标准号、质量等级、QS标志及生产许可证号等
检验结果综述:经检验,本批产品
检验判定
口合格口不合格
处理意见
口返工口返修口挑选
审批
日期
检验员
日期
本表适用于产品的最终检验,一式三份,经营科、技术质量科、化验室各一份。
注:净含量允许偏差0~50:9%;50~100:4.5g;100~200:4.5%;200~300:9g;300~500:3%;500~1000:15g
电动自行车出厂检验(记录)表
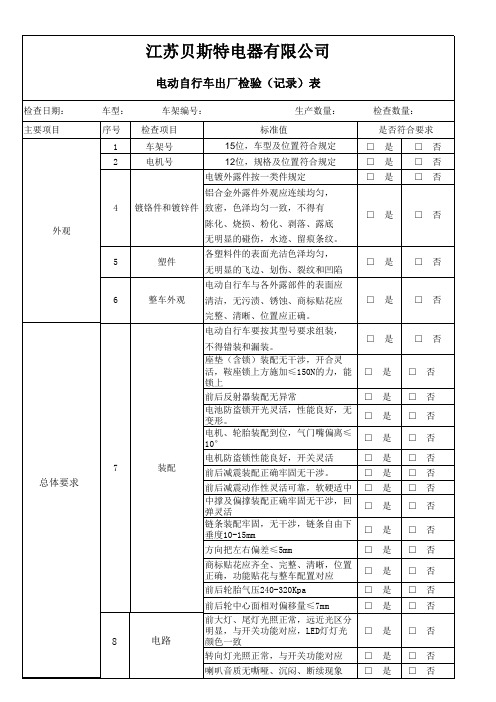
□ 是 □ 是 □ 是 □ 是 □ 是 □ 是 □ 是
□ 否 □ 否 □ 否 □ 否 □ 否 □ 否 □ 否
□ 是
□ 否
蓄电池标称 10 电压
蓄电池36V
□ 是
□ 否
蓄电池48V
□ 是 □ 是 □ 是 □ 是 □ 是 □ 是 □ 是 □ 是 □ 是 □ 是 □ 是 □ 是 □ 是 □ 是 □ 是
□ 否 □ 否 □ 否 □ 否 □ 否 □ 否 □ 否 □ 否 □ 否 □ 否 □ 否 □ 否 □ 否 □ 否 □ 否
防飞车
结果判定 □ 入库 □ 特采
检查员:
审核:
核准:
制动断电v) 48v欠压保护(42±0.5v) 36v过流保护(17A±0.5) 48v过流保护6管(17A-18A) 9管(22A-25A) 12管(28A-33A)
欠压过流保护功能
12
限流
包装
13
控制器应带飞车保护功能 说明书、合格证的内容与产品型号相 说明书、合格证 符,内容符合GB17761-1999中规定的 要求。 车架条形码 15位数,四张张贴在车身指定位置 纸箱、木托 与车型配置相符 注:“√”为合格,“×”为不合格 合格 不 □ 退生产 QC □ 退车间 合 格
五金锁具产品出厂检测表
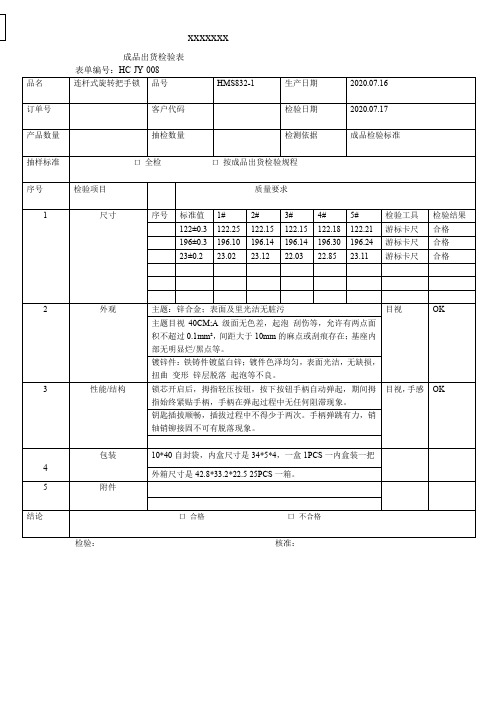
成品出货检验表
表单编号:HC-JY-008
品名
连杆式旋转把手锁
品号
HMS832-1
生产日期
2020.07.16
订单号
客户代码
检验日期
2020.07.17
产品数量
抽检数量
检测依据
成品检验标准
抽样标准
口全检口按成品出货检验规程
序号
检验项目
质量要求
1
尺寸
序号
标准值
1#
2#
3#
4#
5#
检验工具
检验结果
122±0.3
122.25
122.15
122.15
122.18
122.21
游标卡尺
合格
196±0.3
196.10
196.14
196.14196.ຫໍສະໝຸດ 0196.24游标卡尺
合格
23±0.2
23.02
23.12
22.03
22.85
23.11
游标卡尺
合格
2
外观
主题:锌合金;表面及里光洁无脏污
目视
OK
主题目视40CM;A级面无色差,起泡刮伤等,允许有两点面积不超过0.1mm²,间距大于10mm的麻点或刮痕存在;基座内部无明显烂/黑点等。
镀锌件:铁铸件镀蓝白锌;镀件色泽均匀,表面光洁,无缺损,扭曲变形锌层脱落起泡等不良。
3
性能/结构
锁芯开启后,拇指轻压按钮,按下按钮手柄自动弹起,期间拇指始终紧贴手柄,手柄在弹起过程中无任何阻滞现象。
目视,手感
OK
钥匙插拔顺畅,插拔过程中不得少于两次。手柄弹跳有力,销轴销铆接固不可有脱落现象。
出厂验收测试(FAT)检验表
A.1 文件检查目的审查所有FAT相关文件。
注释:不一致之处记录在不符合项表中,按启动会议确定的协议分类和处理。
P----合格F----不合格NA----不适用签名:日期:A.2 软硬件一般检查目的验证硬件结构、数量、尺寸、喷漆等内容与相关文档的一致性。
此外,也应检查软件授权、备品备件、耗材等内容。
参考文件:●经认可的供应商硬件图纸;●订单。
注:建议:相关图纸的副本应由用户和其所聘的检验人员核对并签字确认。
注释:不一致之处记录在不符合项表中,按启动会议确定的协议分类和处理。
P----合格F----不合格NA----不适用签名:日期:A.3 机电安装检查目的对照已经被认可的文件检查硬件结构和设计。
参考文件:●经认可的供应商硬件图纸;●工程项目规范书;●适用标准及规范。
注:项目编号4以下的项目可随机选择测试。
注释:不一致之处记录在不符合项表中,按启动会议确定的协议分类和处理。
P----合格F----不合格NA----不适用签名:日期:A.4 接地和端子检查目的检验接线符合工程项目规范书中所提供的指导方针,经认可的硬件文档及工艺符合工业标准。
参考文件:●经认可的供应商硬件图纸;●工程项目规范书;●适用标准及规范。
注:项目5和6可随机选择测试。
注释:不一致之处记录在不符合项表中,按启动会议确定的协议分类和处理。
P----合格F----不合格NA----不适用签名:日期:A.5 启动测试和系统基本功能目的检验系统能够正常启动、从电源故障中恢复并且能够实现在线加载。
此外,还应检查系统是否是在给定的限制范围内运行。
参考文件:●相关的产品文件;●系统限制范围说明。
注释:不一致之处记录在不符合项表中,按启动会议确定的协议分类和处理。
P----合格F----不合格NA----不适用签名:日期:A.6 系统报警测试目的检验系统中出现的报警报告,包括系统相关的故障、控制柜报警以及系统产生的报警。
参考文件:●产品相关的文件;●报警信息清单。
出厂检验报告模板
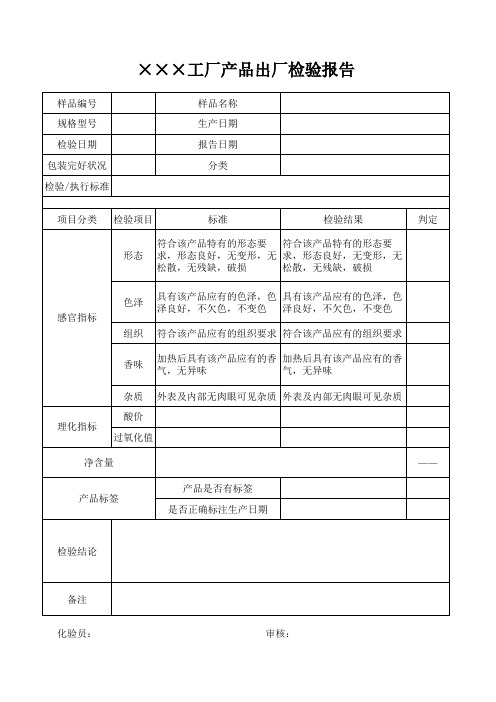
具有该产品应有的色泽,色 具有该产品应有的色泽,色 泽良好,不欠色,不变色 泽良好,不欠色,不变色
组织 符合该产品应有的组织要求 符合该产品应有的组织要求
香味
加热后具有该产品应有的香 加热后具有该产品应有的香
气,无异味
气,无异味
理化指标
杂质 外表及内部无肉眼可见杂质 外表及内部无肉眼可见杂质 酸价 过氧化值
净含量
——
产品标签
产品是否有标签 是否正确标注生产日期Biblioteka 检验结论备注 化验员:
审核:
×××工厂产品出厂检验报告
样品编号 规格型号 检验日期 包装完好状况 检验/执行标准
样品名称 生产日期 报告日期
分类
项目分类 检验项目
标准
检验结果
判定
符合该产品特有的形态要 符合该产品特有的形态要
形态 求,形态良好,无变形,无 求,形态良好,无变形,无
松散,无残缺,破损
松散,无残缺,破损
感官指标
色泽
出厂产品检验表
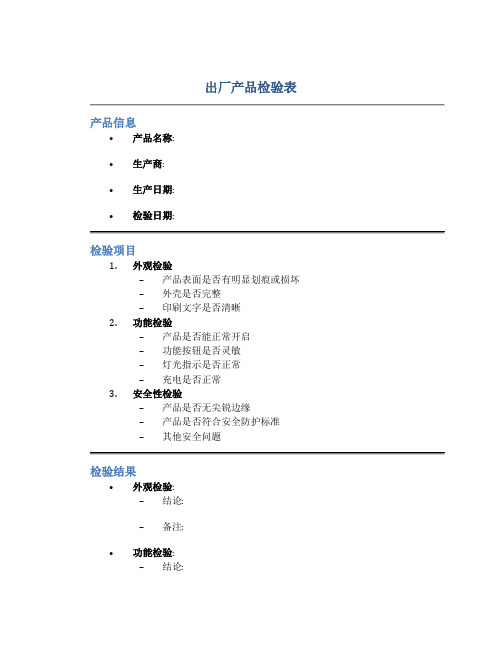
出厂产品检验表
产品信息
•产品名称:
•生产商:
•生产日期:
•检验日期:
检验项目
1.外观检验
–产品表面是否有明显划痕或损坏
–外壳是否完整
–印刷文字是否清晰
2.功能检验
–产品是否能正常开启
–功能按钮是否灵敏
–灯光指示是否正常
–充电是否正常
3.安全性检验
–产品是否无尖锐边缘
–产品是否符合安全防护标准
–其他安全问题
检验结果
•外观检验:
–结论:
–备注:
•功能检验:
–结论:
–备注:
•安全性检验:
–结论:
–备注:
检验员签名:
审批员签名:
总结
本次出厂产品检验表确认该产品外观良好、功能正常、安全性符合标准。
详情请查看上述检验结果。
食品出厂检验原始记录表格

检验依据□GB4789.3-2010检验时间报告时间
稀释度
LST
BGLB
检验结果
MPN/100 g
标准值
单项判定
10mD3
1mL(g)>3
0.1mL(g)3
备注:“+”表示阳性结果,“一”表示阴性结果。
检验员:复核
1
十人‘扶埠□GB/5009.3(直接干燥法)检验报告
检验依据□其它时间时间
标准值
检验依据
测定用样液中亚硝酸 钠的质里Ai(ug)
试样质量m g
测定用样液体积Vi
(mL)
试样处理液总体积
Vo(mL)
1
2
试样中亚硝酸盐 的含量Xmg/kg
平均值(mg/kg)
结果
(mg/kg)
1.
2.
可 溶 性 无 盐 固 形 物
检验次数
实 测值
1
2
X2-样品中可溶性总固形物含量,g/100ml
m2-恒重后可溶性总固形物和称量瓶质量,g
样品名称: 样品数量: 批 量:
生产日期: 检验日期: 规 格:
1.
检验依据
检验时间
报告时间
项目
感官描述
符合
不符合
形态单项判定
3■
检验依据GB 4789.2-2010
检验时间报告时间
稀释度
10-2
10-3
空白
检验结CFU/ g
菌落数「
平均数
标准值CFU/ g单项判定
m1烘前皿样重,g
m2皿重,g
m3烘后皿样重,g
、八mi-m
水分%
m1-m2
x100
实测值
设备测试(出厂检验记录表)11

检查冷却水进水总电磁阀工作情况
10
检查RO净水机工作情况
11
发生器罐,氢气分离罐补水电磁阀工作情况;
12
发生器,氢气罐补满水
13
确认液位计工作情况
14
检查发生器排水电磁阀工作情况
序号
检查项目
检测结果
异常情况
处理措施
实用工时
15
按下臭氧电源开关,检查排放风机旋转方向和运行情况
工作电流:A
16
检查风扇运行情况
工作电流:A
17
连接水泵进出水管路至测试水箱,打开测试水箱进出水口阀门,确认水泵管路阀门处于通路状态
18
启动水泵开关,检查水泵旋转方向和运行情况
工作电流:A
19
合上发生器电源熔断器,启动组按钮开关,检查各接触器动作情况.
20
分别在各发生器回路中串联分流器和在分流器两端并联电流表,测量和调节各发生器工作电压和电流
检测结果
异常情况
处理措施
实用工时
30
断开发生器补水电磁阀电源,检查枯水闪光报警动作情况
31
调节水泵管路入口、出口压力
入口负压:-0.01——-0.02MPa;
一级泵出口压力:0.2——0.7 MPa;
二级泵出口压力:0.9——1.4MPa;
32
水泵管路漏水检查
33
补水管路漏水检查
34
用试纸涂抹碘化钾检查臭氧管路密封情况
检测结果
异常情况
处理措施
实用工时
24
RO净水机进出水管路连接情况
25
RO净水机污水管路连接情况
26
进水机出口、补水电磁阀与发生器连接情况
27
塑钢门窗出厂检验表格

8检验规则产品出厂检验和型式检验。
8.1出厂检验应在型式检验合格后的有效期内进行出厂检验。
8.1.1出厂检验项目应符合表11的规定。
不合格的产品不允许出厂。
8.1.2产品出厂前,抽样方法应按每一批次、品种、规格分别随机抽取5%且不得少于3樘。
表11 出厂检验与型式检验项目8.1.3产品出厂检验判定规则应根据表11规定的出厂检验项目进行检验。
当其中某项不合格时,应加倍抽样。
对不合格的项目进行复检,如该项仍不合格,则判定该批产品为不合格。
若全部检测项目符合本标准规定的要求,则判定该批产品为合格。
8.1.4塑料窗的物理性能和力学性能应符合订货合同中的要求,且不应低于本标准规定的最低值。
8.2 型式检验8.2.1 有下列情况之一时应进行型式检验:a) 新产品或老产品转厂生产的试制定型鉴定;b)正式生产后,当结构、材料、工艺有较大改变而可能影响产品性能时;c)正常生产时,每两年检测一次;d)产品长期停产后,恢复生产时;e)出厂检验结果与上次型式检验有较大差异时;f)国家质量监督机构提出进行型式检验要求时。
8.2.2 型式检验项目见表11。
8.2.3 批量生产时,抽样方法为每二年从出厂检验合格产品中随机抽取三樘进行型式检验。
8.2.4 判定规则应根据表11规定的型式检验项目进行检验。
当其中某项不合格时,应加倍抽样。
对不合格的项目进行复检,如该项仍不合格,则判定该批产品为不合格品。
若检测项目符合本标准规定的要求,则判定该批产品为合格品。
9 标志、包装、运输、贮存9.1 标志9.1.1 在产品的明显部位应注明产品标志,标志内容包括:a) 制造厂名称;b) 产品标记;c) 产品执行标准;d) 制造日期。
9.1.2 产品检验合格后应有合格证。
合格证应符合GB/T 14436的规定。
9.2 包装9.2.1 产品表面应有保护措施,宜用无腐蚀性的软质材料包装。
9.2.2 包装应牢固,并有防潮措施。
9.2.3 产品出厂时应附有产品清单及产品检验合格证。
电子产品出厂合格率标准表
电子产品出厂合格率标准表电子产品的常用的检测依据:一般常见的检测产品分为四大类:1、家用电器GB4706的标准进行检测;2、AV音视频GB8898的标准进行检测;3、IT信息技术类GB4943的标准进行检测;4、LED灯具类GB7000的标准进行检测。
电工电子产品检验:包装检查1、检查包装是否完好,无损坏,彩盒上是否有3C认证标志和证号(适用于国家强制认证电子产品)。
2、检查附件数量是否正确。
无错放,漏放,混放附件情况发生。
电工电子产品检验:外观检查1、检查产品表面不应有划伤、凹坑、污迹、条纹,损伤,裂纹,变形,色差,毛边,不平等。
2、检查产品标识上的主要参数,额定电压、额定频率、电源种类与符号,额定输入功率,标称压力等。
电工电子产品检验:结构与内部布线检查1、检查产品结构稳定性,无装配错位,不允许有异常松动或卡死的现象。
且需摇动整机检查,机器内部不能存在异响。
2、检查产品内部导线、电源线、保险丝、功能元器件等部件必须有国家强制性认证标志。
且产品内部布线应符合GB4706.19标准规定。
电工电子产品检验:功能检查检查产品的实际使用功能。
对照产品操作说明书,进行相关功能测试。
需严格按照操作说明书中的操作步骤进行相关检验。
电工电子产品检验:防触电保护检查1、产品在按正常使用方式安装和操作,并处于任何使用位置时,以及在拆除任何易拆卸零件后,均应具有足够的防止触及开关带电部分的保护。
产品的手柄与自锁钮等人体可触及的部分应由绝缘材料。
2、检验方法:进行HI-POT测试,或用肉眼观察或用标准试指探触每一可能的部位。
电工电子产品检验:耐用性测试产品进行煲机测试。
4H后,产品无死机,INT现象,无过度发热,且能正常工作。