五金钣金展开计算参数
钣金展开长度及系数计算方式

二:钣金展开计算公式
如图2中钣金的展开长度 L=L1+L2+L3 L2=(π/2*R+Y*T)θ/90 其中π=3.1415,R为钣金内侧折弯半径,T为钣金厚度,θ为折弯角度(单位度)
图2:
三:常用材料Y因子和K因子数值 •材料:软黄铜、铜,Y因子:0.55,K因子:0.35。 •材料:硬黄铜、铜、软钢、铝,Y因子:0.64,K因子:0.41。 •材料:硬铜、青铜、冷轧钢、弹簧钢,Y因子:0.71,K因子:0.45。
钣金展开长度 及系数计算方 式
钣金的展开长度和钣金的厚度、折弯半径、折弯角度,以及钣金材料属性(通过Y和K因 子来表示)有关系。
一:首先介绍Y因子和K因子
1. K因子为钣金内侧边到折弯中线距离和钣金厚度的比值,如图1中K因子的方程式:K=A/T。
图1:
2. Y因子是根据折弯中线相对于钣金厚度计算出来的比值,Y因子公式:Y=K*(π/2)。Proe 中Y因子默认为0.5。
钣金件展开尺寸计算方法

钣金件展开尺寸计算方法
标签:钣金件 b-2 系数中性面 caxa 教育
只有通用的原理,就是中性面没有变化,但是实际生产过程中一般按经验公式计算
第一种方法是剪一个一百宽的料,用折弯机这一道弯,记住板厚。
加减系数便出来了,试三次取中数即可。
这是最简便的方法。
可以学习PROE。
CAXA软件,哪里有自动展开功能。
不过系数还要靠前面试出来。
由公式可以计算,不过不好记,给大家列一个常用系数吧
板厚系数(毫米)
1, 1.6-1.8。
1.5,
2.4-2.6。
2.0,
3.3-3.5。
2.5, 4.2-4.5
3.0, 5.0-5.3 。
(系数会随你折弯下摸所用的槽宽的大小变化)仅供参考。
公式的话L=pa/2*r+y*T比较准确。
展开尺寸-L;折弯角-β;厚度-T;半径-R 1。
0°≤β≤90°
L=A+B-2(R+T)+(R+T/3)*(180-β)∏/180 2.β=90°
L=A+B-0.429R-1.47T 3.90°≤β≤150°
L=A+B-2(R+T)tan[(180-β)/2]+(R=T/2)(180-β)∏/180 4.150°≤β≤180° L=A+B。
五金钣金展开计算参数
五金钣金展开计算参数五金钣金展开计算是钣金加工中的一项重要工作,通过计算可以确定钣金板材的展开尺寸和各项参数,为后续的切割、折弯、冲孔等工序提供准确的依据。
钣金展开计算一般涉及到的参数有展开长度、展开宽度、展开形状、展开面积等。
首先,需要明确的是五金钣金展开计算是基于钣金零件的实际尺寸和形状进行的,在进行计算之前,需要根据设计图纸或样件进行测量,获取钣金零件的实际尺寸和形状。
展开长度是指钣金零件在展开状态下的长度。
一般情况下,展开长度等于钣金零件在未弯曲状态下的长度,即钣金板材的外边缘长度。
展开长度的计算可以采用直接测量的方法,也可以采用计算公式进行估算。
一般情况下,展开长度可以通过测量或者计算得到。
展开宽度是指钣金零件在展开状态下的宽度。
和展开长度类似,展开宽度也可以通过测量或者计算得到。
展开宽度的计算一般需要考虑弯曲带来的变形,在计算中可以采用材料的弹性模量和弯曲半径等参数进行估算。
展开形状是指钣金零件在展开状态下的形状。
展开形状一般可以通过钣金零件的图纸和测量数据得到。
在进行展开计算时,可以采用计算机辅助设计软件进行辅助计算,通过将钣金零件的图纸输入到软件中,可以快速得到零件的展开形状。
展开面积是指钣金零件在展开状态下的面积,是钣金展开计算中一个重要的参数。
展开面积的计算可以采用直接测量的方法,也可以采用计算公式进行估算。
在计算面积时,需要考虑材料的厚度和变形等因素。
此外,在进行钣金展开计算时,还需要考虑材料的伸长率和弹性模量等参数。
伸长率是指在材料拉伸过程中,单位长度的拉伸量与初始长度之比。
弹性模量是指钣金材料在弹性变形范围内,单位应力下的应变。
综上所述,五金钣金展开计算是一项重要的工作,通过计算可以得到钣金零件的展开尺寸和各项参数,为后续的加工工序提供准确的依据。
在进行计算时,需要根据钣金零件的实际尺寸和形状,采用合适的方法进行计算,并考虑材料的性能参数,以保证计算结果的准确性。
钣金件展开计算方法及工艺处理
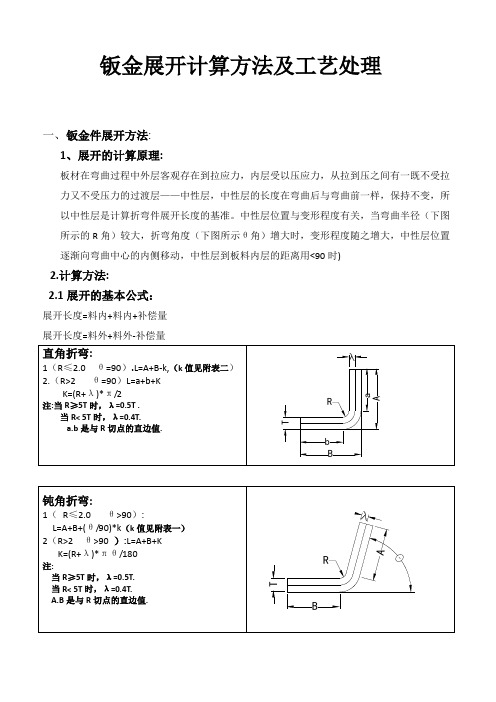
钣金展开计算方法及工艺处理一、钣金件展开方法:1、展开的计算原理:板材在弯曲过程中外层客观存在到拉应力,内层受以压应力,从拉到压之间有一既不受拉力又不受压力的过渡层——中性层,中性层的长度在弯曲后与弯曲前一样,保持不变,所以中性层是计算折弯件展开长度的基准。
中性层位置与变形程度有关,当弯曲半径(下图所示的R角)较大,折弯角度(下图所示θ角)增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动,中性层到板料内层的距离用<90时)2.计算方法:2.1展开的基本公式:展开长度=料内+料内+补偿量展开长度=料外+料外-补偿量2.2.标注公差的尺寸设计值:取上下极限尺寸的中间值作设计标准值3、预开底孔3.1.展开过程中,除了对外形展开以外,对一些比如抽牙(翻边)攻丝,攻牙(挤牙.切削)翻边胀铆螺母(Z类产品).花齿压铆螺母(S类产品).压铆螺钉(FH类产品).压铆螺钉(NY类产品). 压铆螺母柱(SO、BSO、SOO、SOPC类产品)(注意3.5M3与M3底孔的差异).展开过程中,要先进行预开底孔(详细见附表五)4.开工艺孔:对于一些精度要求不高,需焊接打磨的产品,折弯转角处我们可以开一个折弯工艺孔,大小由板厚来决定,要比板厚大一些,也不宜过大,编程过程中尽量选用已使用过的合适的模具。
(便于减少模具及加工时间)。
4.1图有三种情况:全包、半包、搭边。
①所有搭边关系的,无需开工艺孔;②对于有包边板厚T〈1.5mm,无需开工艺孔;③对于有包边且板厚T≥1.5mm,需在转角处加开工艺孔。
工艺孔有两种方式:圆和U形;长圆孔的圆心在折弯线上。
如图a.b所示1.展开后为线段的部分,将其处理成下图所示工艺孔形式:如图c所示工艺孔宽度取0.5(LASER)或2.0(NCT)。
3当抽形边缘与折弯边(内尺寸)距离小于2.0mm,则会影响折弯加工,此时,相应折弯变形区作割孔处理或更改抽形尺寸,如附图e所示:1)在下列情况下,一律不允许开工艺孔:①有外观面或装配关系要求,未经客户允许的工件;②单独出货,未经客户允许的散件。
(完整版)钣金件的展开计算---准确计算

精心整理钣金中的展开计算一、钣金的计算方法概论钣金零件的工程师和钣金材料的销售商为保证最终折弯成型后零件所期望的尺寸,会利用各种不同的算法来计算展开状态下备料的实际长度。
其中最常用的方法就是简单的“掐指规则”,即基于各自经验的算法。
通常这些规则要考虑到材料的类型与厚度,折弯的半径和角度,机床的类型和步进速度等等。
总结起来,如今被广泛采纳的较为流行的钣金折弯算法主要有两种,一种是基于折弯补偿的算法,另一种是基于折弯扣除的算法。
为了更好地理解在钣金设计的计算过程中的一些基本概念,先了解以下几点:1、折弯补偿和折弯扣除两种算法的定义,它们各自与实际钣金几何体的对应关系2、折弯扣除如何与折弯补偿相对应,采用折弯扣除算法的用户如何方便地将其数据转换到折弯补偿算法3、K 因子的定义,实际中如何利用K 因子,包括用于不同材料类型时K 因子值的适用范围二、折弯补偿法为更好地理解折弯补偿,请参照图 1 中表示的是在一个钣金零件中的单一折弯。
图2是该零件的展开状态。
折弯补偿算法将零件的展开长度(LT) 描述为零件展平后每段长度的和再加上展平的折弯区域的长度。
展平的折弯区域的长度则被表示为“折弯补偿”值(BA) 。
因此整个零件的长度就表示为方程(1):LT=D1+D2+BA(1)折弯区域(图中表示为淡 *** 的区域)就是理论上在折弯过程中发生变形的区域。
简而言之,为确定展开零件的几何尺寸,让我们按以下步骤思考:1、将折弯区域从折弯零件上切割出来2、将剩余两段平坦部分平铺到一个桌子上3、计算出折弯区域在其展平后的长度4、将展平后的弯曲区域粘接到两段平坦部分之间,结果就是我们需要的展开后的零件图 15.K- 因子法K-因子是描述钣金折弯在广泛的几何形状参数情形下如何弯曲/展开的一个独立值。
也是一个用于计算在各种材料厚度、折弯半径 /折弯角度等广泛情形下的弯曲补偿 (BA) 的一个独立值。
图 4 和图 5 将用于帮助我们了解 K-因子的详细定义。
钣金产品展开计算方法及一般工艺处理规范
产品展开计算方法及一般工艺处理规范1.目的:为了使展开能够做到快速、准确,制定统一的展开计算方法及工艺处理标准。
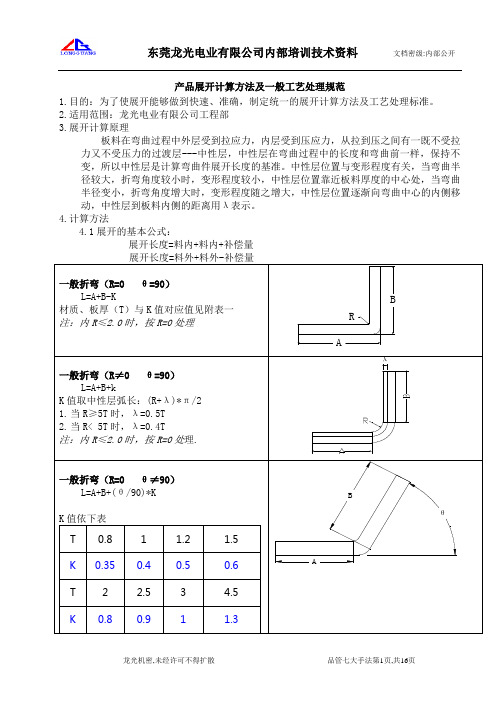
2.适用范围:龙光电业有限公司工程部3.展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层---中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。
中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动,中性层到板料内侧的距离用λ表示。
4.计算方法4.1展开的基本公式:展开长度=料内+料内+补偿量附表一:常见展开数据2. Z折(直边段差)当H<5T时,一次成型;L=A+B+K3. N折形展开系数附表二:835mm(2pcs),且为一次性断差,般选用长弯刀等均可按此方式处理。
常见螺纹的底孔1.目的了解常见螺纹抽牙底孔参数,制定统一标准,规范工程图纸。
2.适用范围龙光电业有限公司工程部3.常见螺纹抽牙底孔参数表螺纹型号与抽孔参数常用压铆件技术规范1.目的掌握常用压铆件的规格、参数、使用条件等技术资料,保证图纸工艺的统一性、正确性,方便生产部门高效作业。
2.适用范围龙光电业有限公司工程部3(SO-3.5M3-8-ZI为通孔螺柱)表面处理代码(白锌ZI、彩锌ZC、蓝锌ZU、黑锌ZB)五金零件的长度(8mm)螺纹代号.类型代号3.1.1.2英制螺母柱BSO-440-8-ZI (SO-440-8-ZI为通孔螺柱)表面处理代码(白锌ZI、彩锌ZC、蓝锌ZU、黑锌ZB)五金零件的长度代码(25.4*8/32=6.35mm)螺纹代号(第四号英制牙,每英吋长有40个牙).材料代号(盲孔普通钢材)3.1.2类型代号说明:螺柱类: SO 表示普通钢通孔螺柱, SOS 表示不锈钢通孔螺柱, SOA 表示铝材通孔螺柱.BSO表示普通钢盲孔螺柱, BSOS表示不锈钢盲孔螺柱, BSOA表示铝材盲孔螺柱.SOO表示普通钢通孔通牙螺柱, SOOS表示不锈钢通孔通牙螺柱, SOOA 表示铝材通孔通牙螺柱. 3.1.3备注:螺柱3.5M3与M3的区别:都是M3的芽,但3.5M3的壁厚比M3大,即底孔不一样.螺柱6440与440的区别: 即6440的壁厚比440大.6440的底孔为&5.4而440的底孔为&4.2S - M3- 1 - ZI表面处理代码(白锌ZI 、彩锌ZC 、蓝锌ZU 、黑锌ZB) 柄部码 (0、1、2)螺纹代号.材料代号(普通钢材)3.2.1.2英制螺母表面处理代码(白锌ZI 、彩锌ZC 、蓝锌ZU 、黑锌ZB) 柄部码 (0、1、2)螺纹代号(第四号英制芽,每英吋长有40个芽).材料代号(普通钢材)3.2.2材料说明:螺母类: S 表示碳钢, CLS 表示不锈钢, CLA 表示铝材. 3.2.3不同规格的螺母与最小板厚的对应关系3.3.1.2英制螺母FH- 440- 8 - ZI表面处理代码(白锌ZI 、彩锌ZC 、蓝锌ZU 、黑锌ZB)长度码 (8*25.4/16=12.7mm)螺纹代号(第四号英制芽,每英吋长有40个芽).材料代号(普通钢材)3.3.2 材料说明:螺钉类: FH 表示钢, FHS 表示不锈钢, FHA 表示铝材.3.4.1型号说明3.4.1.1公制螺钉 NFH- M3-8 - ZI表面处理代码(白锌ZI 、彩锌ZC 、蓝锌ZU 、黑锌ZB) 长度码 (8mm)螺纹代号.材料代号(普通钢材)3.4.1.2英制螺母NFH- 440- 8 - ZI表面处理代码(白锌ZI 、彩锌ZC 、蓝锌ZU 、黑锌ZB)长度码 (8*25.4/16=12.7mm)螺纹代号(第四号英制牙,每英吋长有40个牙).材料代号(普通钢材)3.4.2材料说明:螺钉类: NFH 表示钢, NFHS 表示不锈钢, NFHA 表示铝材.。
钣金折弯展开计算

• 計算方法﹕對于較為簡單的折彎件﹐可以直接使 計算方法﹕對于較為簡單的折彎件﹐ 用以下經驗公式計算
• 對于較為復雜的折彎ห้องสมุดไป่ตู้﹐可利用以下公式 對于較為復雜的折彎件﹐ 計算
上式中﹐ 是折彎半徑 是折彎半徑﹐ 是中性層位置系數 是中性層位置系數﹐ 上式中﹐r是折彎半徑﹐k是中性層位置系數﹐一般 常用之k值可從右表中查得 是厚度 值可從右表中查得﹐ 是厚度﹐ 是折彎角度 是折彎角度, 常用之 值可從右表中查得﹐t是厚度﹐y是折彎角度 另外上式中L為折彎件總長 下式L為 角圓弧長度 為折彎件總長﹐ 另外上式中 為折彎件總長﹐下式 為R角圓弧長度
五金件折彎展開計算
原理﹕五金件折彎時其R角部分尺寸從內到外尺寸是變化 原理﹕五金件折彎時其 角部分尺寸從內到外尺寸是變化
的﹐若將五金件分層(如下圖 ﹐則其中有一個層的R圓弧長 若將五金件分層 如下圖)﹐則其中有一個層的 圓弧長 如下圖 度是與五金件R角部分折彎前尺寸是一樣的 角部分折彎前尺寸是一樣的﹐ 度是與五金件 角部分折彎前尺寸是一樣的﹐這個層稱為中 性層﹐ 性層﹐所以我們計算五金件展開尺寸的原理就是計算五金件 中性層的尺寸
• 一些其他折彎類型的計算公式
(完整版)钣金折弯展开计算
展开的计算法
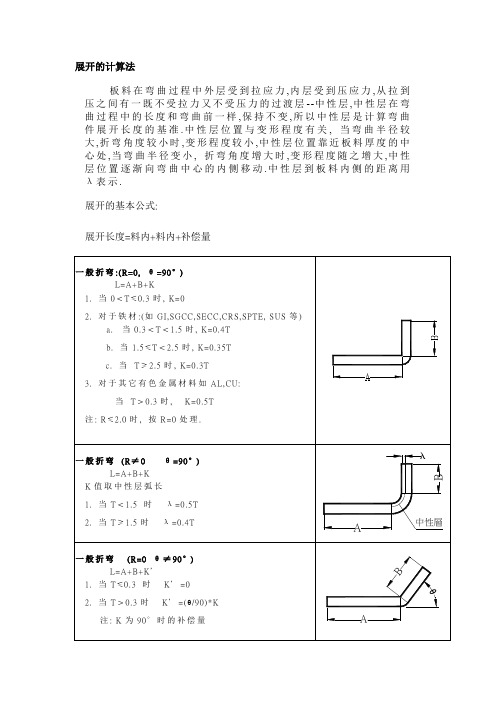
板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关, 当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小, 折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.
展开的基本公式:
展开长度=料内+料内+补偿量。
钣金加工计算公式
钣金加工计算公式钣金加工是一种常见的金属加工技术,用于将金属板材加工成所需形状的工艺。
在进行钣金加工时,我们需要考虑一些基本的计算公式,以确保加工质量和精度。
下面是钣金加工中常用的一些计算公式:1.板材展开长度计算公式:展开长度=(外周长+冗余值)/压延系数其中,外周长指的是材料未加工前的周长,冗余值一般选取材料厚度的1-2倍,压延系数是指未加工前材料与加工后展开形状之间的长度比例。
2.弯曲件折弯长度计算公式:折弯长度=弯曲半径*弯曲角度*(π/180)弯曲半径是指折弯件曲面的半径,弯曲角度是指折弯件的弯曲角度。
3.压铆螺栓强度计算公式:F=P*n其中,F代表螺栓预紧力,P代表螺栓所受的拉力,n代表螺栓数量。
4.膨胀螺栓强度计算公式:F=A*σ其中,F代表螺栓所受的拉力,A代表螺栓横截面积,σ代表应力。
5.拉伸区域面积计算公式:A=b*t其中,A代表拉伸区域的面积,b代表宽度,t代表厚度。
6.承载能力计算公式:P=(0.6*σ*A)/γ其中,P代表承载能力,σ代表应力,A代表横截面积,γ代表安全系数。
7.拉伸量计算公式:δ=(F*L)/(E*A)其中,δ代表拉伸量,F代表受力,L代表长度,E代表弹性模量,A 代表横截面积。
8.扭矩计算公式:T=k*F*r其中,T代表扭矩,k代表比例系数,F代表力,r代表力臂。
以上仅为钣金加工中一些常见的计算公式,具体的计算公式还会受到材料性质、工艺要求和实际应用等因素的影响。
在实际应用中,我们需要根据具体情况进行选择和调整,以确保加工质量和安全性。
五金钣金展开计算参数
五金钣金展开计算参数 Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-199981.目的:为完善作业标准,制订本文件。
2.范围:适用于本公司设计部门之作业。
3.职责:针对设计计算展开统一计算参数。
4.内容:展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层—中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。
中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲关径弯小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中收的内侧移动,中性层到板料内侧的距离用λ表示.展开的基本公式:展开长度=料内+料内+补偿量4.1中性层系数注明:K1适用于有顶底的V形或U形弯曲,K2适用于无顶底的V形弯曲.但通常我们习惯取K2值。
4.2压弯90度角的修正系数a值注明:此数据可单独用于90度角的折弯修正,也可与中性层系数互相检查核对。
4.3其余图形展开计算方法:4.4当折弯角度为90度,r=0(俗称“90度清角”)时,各材料厚度对应的经验值:r/t≦时,均可按90度清角计算展开长度.展开注意事项为了防止产品展开过程中的失误,造成下料模的多次修改, 特制定下料模的制作方式.(1). 凡对一些展开存在不确定因素的产品, 例如, 有拉伸性质的展开, 多次折弯, Z折,有拉料现象等产品的下料模, 经工程分析有必要先试模的, 其制作方式如下:A.下料模的模板先不完全加工完毕,先完成机加及热处理部分,线割部分暂缓加工.B.成型模先做, 试模时先镭射(按下料模展开尺寸)试模, 产品先做实测, 不合格时修正展开尺寸再镭射,一直修到合格为止, 合格样品送客户先承认.C. 样品经客户承认后, 按修正展开尺寸整理下料模, 进行下料模的线割加工.(2). 对展开较直观的, 可基本控制的产品, 一般只要经俩人展开核对无误,下料模可按正常方式加工。
钣金展开长度计算(折弯系数)
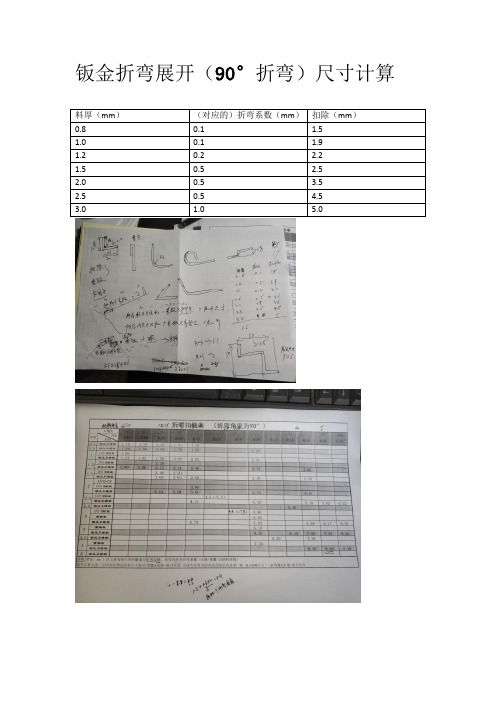
钣金折弯展开(90°折弯)尺寸计算所有外尺寸的和-弯数×扣除=展开尺寸所有内尺寸的和+弯数×系数=展开尺寸由上式知,当弯数=1时,外尺寸和-扣除=内尺寸和+系数则,外尺寸和-内尺寸和=系数+扣除而,外尺寸和-内尺寸和=2δ所以,系数+扣除=2δ注:1.δ是钣金厚度2.这里的“外尺寸和、内尺寸和”是指画钣金时草图线之和,不考虑圆弧(图1)如图2,此钣金厚度是1.5,内R=0(对应的实际折弯系数是0.5,软件输入的折弯系数=系数+2×内R=0.5),算得扣除=2δ-(实际)折弯系数=2×1.5-0.5=2.5外尺寸和是10+10=20,内尺寸和是(10-1.5)+(10-1.5)=17所以,展开尺寸=20-1×2.5=17+1×0.5=17.5(图2)如图2,此钣金厚度是1.5,内R=0.3,(对应的实际折弯系数是0.5,软件输入的折弯系数=系数+2×内R=0.5+2×0.3=1.1),算得扣除=2δ-(实际)折弯系数=2×1.5-0.5=2.5外尺寸和是10+10=20,内尺寸和是(10-1.5)+(10-1.5)=17所以,展开尺寸=20-1×2.5=17+1×0.5=17.5对于上面两个内R不同,但展开尺寸却是不变的。
由于折弯系数是板厚δ决定的,所以算出来的展开尺寸是不变的。
当内R过大时(大圆弧,如内R=5,甚至内R为几十),折弯系数改为K因子,一般设K=0.5(什么时候不是0.5呢?),先整个钣金件设折弯系数折弯,再调整大圆弧折弯系数为K因子。
(先调整整体,再调个别)。
(完整版)钣金件折弯展开计算方法
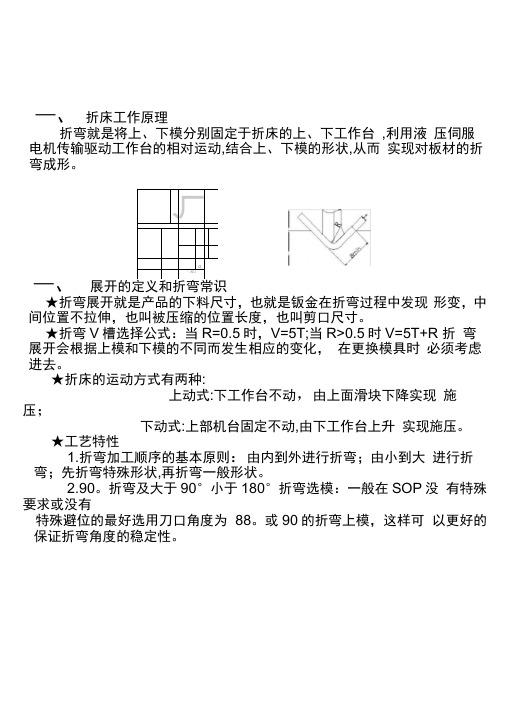
—、 折床工作原理折弯就是将上、下模分别固定于折床的上、下工作台 ,利用液 压伺服电机传输驱动工作台的相对运动,结合上、下模的形状,从而 实现对板材的折弯成形。
—、★折弯展开就是产品的下料尺寸,也就是钣金在折弯过程中发现 形变,中间位置不拉伸,也叫被压缩的位置长度,也叫剪口尺寸。
★折弯V 槽选择公式:当R=0.5时,V=5T;当R>0.5时V=5T+R 折 弯展开会根据上模和下模的不同而发生相应的变化, 在更换模具时 必须考虑进去。
★折床的运动方式有两种:上动式:下工作台不动,由上面滑块下降实现 施压;下动式:上部机台固定不动,由下工作台上升 实现施压。
★工艺特性1.折弯加工顺序的基本原则:由内到外进行折弯;由小到大 进行折弯;先折弯特殊形状,再折弯一般形状。
2.90。
折弯及大于90°小于180°折弯选模:一般在SOP 没 有特殊要求或没有特殊避位的最好选用刀口角度为 88。
或90的折弯上模,这样可 以更好的保证折弯角度的稳定性。
、 厂*G・-&U・三、折弯展开尺寸计算方法,如右图<1>直角展开的计算_______________方法当内R角为0.5 「时折弯系数(K)=0.4*T,前提是料厚小于5.0MM 下模为5TL1+L2-2T+0.4*T=展开<2>钝角展开的计算方法如图,当R=0.5时的展开计算A+B+K= 展开1800-2K —x 0.4a=所有折弯角度<3>锐角展开的计算方法900折弯展开尺寸=L1+L2-2T+折弯系数(K),如右图:当内R角为0.5时折弯系数(K)=0.4*T,L1和L2为内交点尺寸展开=L1+L2+KK=( 180 —@) /90 *0.4T<4>压死边的展开计算方法选模:上模选用刀口角度为300小尖刀,下模根据SOP及材料厚度选择V槽角度为300的下模。
先用441所选的模具将折弯角度折到约300-650.展开=L1+L2-0.5T<5>压U边选模:上模选用刀口角度为300的小尖刀,下模根据SOP 及材料厚度选择V槽角度为300的下模。
钣金产品展开尺寸计算

钣金产品展开计算方法经本人测试检验,本材料的CNC轧形展开部分算法适合一般性展开计算7.1 90?无内R轧形展开K值取值标准:a.t≦0.8mm,K=0.45b.0.8mm<t≦1.2mm,K=0.5c.1.2mm<t≦3.0mm,K=0.56d.t>3.0mm材料展开长度不易准确计算,应先试轧,得出展开系数后再调整展开尺寸.e.软料t≦1.6mm,K=0.5(主要有铝料,铜料).注意:无内R是指客户对内R无要求,或要求不高时,为便于材料的折弯成形,我们的下模做成尖角的形式.有时客户的部品图中有内R,一般客户没有特别指出的条件下我们均以尖角起模.7.2 非90?无内R轧形展开L=A+B+Kt(C?/90?)K值取值标准:a. t≦0.8mm,K=0.45b. 0.8mm<t≦1.2mm,K=0.5c. 1.2mm<t≦3.0mm,K=0.56d. t>3.0mm材料展开长度不易准确计算,应先试轧,得出展开系数后再调整展开尺寸.e.软料t≦1.6mm,K=0.5(主要有铝料,铜料).注意:无内R是指客户对内R无要求,或要求不高时,为便于材料的折弯成形,我们的下模做成尖角的形式.有时客户的部品图中有内R,一般客户没有特别指出的条件下我们均以尖角起模.7.3有内R轧形展开备注:当客户部品图中没有特别要求做轧形内R时,我们尽量按尖角设计.有要求时按以上方式进行展开.中性层系数确定:弯曲处的中性层是假设的一个层面.首先将材料延厚度方向划分出无穷多个厚度趋于0的层面,那么在材料弯曲的过程中长度方向尺寸不变的层面即为材料弯曲处的中性层.由上述可知中性层的尺寸等于部品的展开尺寸.铝料/ Al料中性层系数角度( 0?<N≦90? ) 角度( 90?<N≦180? ) 角度( >180? )R内/T S(从弯曲内侧往外) R内/T S(从弯曲内侧往外) R内/T S(从弯曲内侧往外)5.00 0.5t 5.00 0.5t 2.80 0.5t4.00 0.475t 4.00 0.49t 2.60 0.49t3.00 0.47t 3.00 0.48t 2.40 0.48t2.00 0.455t 2.00 0.47t 2.20 0.46t1.80 0.45t 1.80 0.46t2.00 0.44t1.50 0.44t 1.50 0.45t 1.80 0.42t1.00 0.42t 1.00 0.44t0.80 0.405t 0.80 0.43t0.60 0.385t 0.60 0.42t0.50 0.38t 0.50 0.41t角度( 0?<N≦90? ) 角度( 90?<N≦180? ) 角度( >180? )R内/T S(从弯曲内侧往外) R内/T S(从弯曲内侧往外) R内/T S(从弯曲内侧往外)0.30 0.42t 0.30 0.38t0.20 0.41t 0.20 0.36t0.10 0.31t 0.10 0.35t0.01 0.255t2)SPCC,SECC,SUS301,SUS304,SUS430,SPTE,SK5,SK7,铜料中性层系数角度( 0?<N≦90? ) 角度( 90?<N≦180? ) 角度( >180? )R内/T S(从弯曲内侧往外) R内/T S(从弯曲内侧往外) R内/T S(从弯曲内侧往外)5.00 0.5t 5.00 0.5t 2.80 0.5t4.00 0.47t 4.00 0.49t 2.60 0.49t3.00 0.46t 3.00 0.48t 2.40 0.48t2.00 0.455t 2.00 0.47t 2.20 0.46t1.80 0.45t 1.80 0.46t2.00 0.44t1.50 0.44t 1.50 0.45t 1.80 0.42t1.00 0.42t 1.00 0.44t0.80 0.405t 0.80 0.43t0.60 0.385t 0.60 0.42t0.50 0.38t 0.50 0.41t0.40 0.37t 0.40 0.40t0.30 0.36t 0.30 0.38t0.20 0.33t 0.20 0.36t0.10 0.25t 0.10 0.35t3) 中性层经验值根据我们的实际设计经验,当产品的材料厚度t≦0.3时,产品弯曲处中性层系数K为0.5;当产品的材料厚度t>0.3时,产品弯曲处中性层系数为1/3.此时只需从弯曲的内侧向材料方向偏移kt即为弯曲处的中性层.7.4 Z轧展开图中t为材料厚度,H为Z轧折弯高度,在设计时材料厚度≦1.2mm,2.0mm≦轧形高度H≦3.5mm的时,我们通常采用两次Z轧的方式完成材料的Z轧成形.这时轧形展开公式为:备注:采用此类Z轧成形法,要求轧形高度为2mm以上3.5mm以下,材料厚度在1.2mm以下.1) 轧形高度在一倍料厚之内时,一般采用一次成形.轧形展开尺寸为:2) 轧形高度在1倍料厚以上2mm以下时,采用一次成形,展开尺寸为:7.5 压平展开L=A+B+@=A'+B'+@'@=1.33t@'=0.42tC=0.7t(有压线)C=0.9t(无压线)t=材料厚度在模具设计时推平展开按以下公式进行L=A+B+1.33t (t为材料厚度)12.2CNC轧形展开展开公式:L=A+B+@CNC轧形弯曲补偿值@材料厚度(t) 电解料,单光料铜类材料铝类材料0.8mm 0.28mm 0.3mm 0.3mm1.0mm 0.33mm 0.35mm 0.4mm1.2mm 0.4mm 0.45mm 0.48mm1.5mm 0.49mm 0.6mm 0.63mm2.0mm 0.78mm 0.73mm 0.83mm上表补偿值适用于折弯内R为0(包括图纸没有要求一般都当0做)的情况,如果客户图纸有内R要求,则展开方法另计.当材料规格不在此表时可以用@=0.35t(t为材料的厚度)做补偿进行初步展开,再根据实际情况进行调整.12.2U形弯曲的展开L=A+B+(R+0.43t) t:为材料厚度7.8 弯曲拉伸复合结构展开展开原则:先将直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-PC-PB)的方式作一段与两直边和直径为D圆心与圆角圆心重合的圆(圆形拉伸的展开形状)相切的圆弧.当r≦1.5t时,求D值计算公式如下:当r>1.5t时,求D值计算公式如下:备注:拉伸处应按等体积法进行计算.7.9 展开尺寸调整7.9.1 标注公差不对称尺寸调整标注公差不对称尺寸展开时取尺寸公差的中间值.见下例:7.9.2 孔位加工尺寸的调整为防止因冲头的磨损而造成孔尺寸因小而超差.我们在设计一般将孔尺寸(所有类型的孔)做到上公差的60%~80%.例:图纸标注Φ5±0.1,起模时将此孔做到Φ5.06; 图纸标注Φ5±0.2,起模时将此孔做到Φ5.15.但对装钉底孔为保证装配质量,设计时只做大0.06mm(与装钉类型,材料厚度无关,但对需要进行特质特性要求的产品应根据实际情况而定,如装钉前需进行表面阳极氧化处处理的装钉底孔可以再做大0.02~0.03mm,但一般也为不表面处理进行再做大处理).7.9.3 有特质特性要求产品展开尺寸调整1)需要进行电镀类产品:原料为单光料(光泊)的产品一般需要电镀处理在设计时应根据客户对镀层厚度的要求适当的做小外形尺寸,做大孔尺寸(此时应根据公差的大小与镀层的厚度对尺寸进行相应调整,且仅进行一次调整),使产品电镀之后,能满足图纸的公差要求.关于需电镀产品镀前尺寸处理(对客户来图公差处理):图纸圆孔(及方孔)Φ±0.1的,做大0.06mm;图纸圆孔(及方孔)Φ±0.05的,做大0.04mm;图纸圆孔(及方孔)Φ±0.1以上的,做大0.1mm;特别是脚仔,图纸标注公差为±0.1的,做小0.06mm,角仔公差±0.1以上的,做小0.1mm.2)需要进行表面阳极氧化类产品,将产品上的孔做大0.02mm(在孔一般放大之后再做大),其余尺寸(如外形尺寸)不需要进行特别的调整.3)需要进行喷油喷粉的产品,在对产品展开图不进行一般调整,只需将孔做大2倍的最大喷层厚度,将其他有影响的外形尺寸用2倍的最大喷层厚度进行调整(喷后尺寸变大的做小,喷后尺寸变小的做大.。
(完整版)钣金展开计算

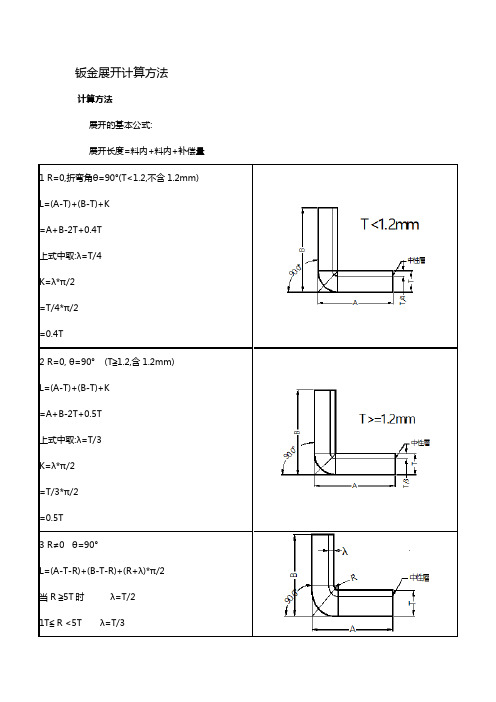
关于钣金中的展开计算4.1 R=0,折彎角θ=90°(T<1.2,不含1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.4T上式中取:λ=T/4K=λ*/2=T/4*π/2=0.4T4.2 R=0, θ=90°(T≧1.2,含1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.5T上式中取:λ=T/3K=λ*π/2=T/3*π/2=0.5T4.3 R≠0θ=90°L=(A-T-R)+(B-T-R)+(R+λ)*π/2當R ≧5T時λ=T/21T≦R <5T λ=T/30 < R <T λ=T/4(實際展開時除使用尺寸計算方法外,也可在確定中性層位置後,通過偏移再實際測量長度的方法.以下相同)4.4 R=0 θ≠90°λ=T/3L=[A-T*tan(a/2)]+[B-T*tan(a/2)]+T/3*a(a單位為rad,以下相同)4.5 R≠0θ≠90°L=[A-(T+R)* tan(a/2)]+[B-(T+R)*tan(a/2)]+(R+λ)*a當R ≧5T時λ=T/21T≦R <5T λ=T/30 < R <T λ=T/44.6 Z折1.計算方法請示上級,以下幾點原則僅供參考: (1)當C≧5時,一般分兩次成型,按兩個90°折彎計算.(要考慮到折彎沖子的強度)L=A-T+C+B+2K(2)當3T<C<5時<一次成型>:L=A-T+C+B+K(3)當C≦3T時<一次成型>:L=A-T+C+B+K/24.7 Z折2.C≦3T時<一次成型>:L=A-T+C+B+D+K4.8 抽芽抽芽孔尺寸計算原理為體積不變原理,即抽孔前后材料體積不變;ABCD四邊形面積=GFEA所圍成的面積.一般抽孔高度不深取H=3P(P為螺紋距離),R=EF見圖∵T*AB=(H -EF)*EF+π*(EF)2/4∴AB={H*EF+(π/4-1)*EF2}/T∴預沖孔孔徑=D – 2ABT≧0.8時,取EF=60%T.在料厚T<0.8時,EF的取值請示上級.4.9 方形抽孔方形抽孔,當抽孔高度較高時(H>Hmax),直邊部展開與彎曲一致, 圓角處展開按保留抽高為H=Hmax的大小套彎曲公式展開,連接處用45度線及圓角均勻過渡, 當抽孔高度不高時(H≦Hmax)直邊部展開與彎曲一致,圓角處展開保留與直邊一樣的偏移值.以下Hmax取值原則供參考.當R≧4MM時:材料厚度T=1.2~1.4取Hmax =4T材料厚度T=0.8~1.0取Hmax =5T材料厚度T=0.7~0.8取Hmax =6T材料厚度T≦0.6取Hmax =8T當R<4MM時,請示上級.4.10壓縮抽形1 (Rd≦1.5T)原則:直邊部分按彎曲展開,圓角部分按拉伸展開,然后用三點切圓(PA-P-PB)的方式作一段與兩直邊和直徑為D的圓相切的圓弧.當Rd≦1.5T時,求D值計算公式如下:D/2=[(r+T/3)2+2(r+T/3)*(h+T/3)]1/24.11壓縮抽形2 (Rd>1.5T)原則:直邊部分按彎曲展開,圓角部分按拉伸展開,然后用三點切圓(PA-P-PB)的方式作一段與兩直邊和直徑為D的圓相切的圓弧.當Rd>1.5T時:l按相應折彎公式計算.D/2={(r+T/3)2+2(r+T/3)*(h+T/3)-0.86*(Rd-2T/3)*[(r+T/3)+0.16*(Rd-2T/3)]}1/24.12捲圓壓平圖(a): 展開長度L=A+B-0.4T圖(b): 壓線位置尺寸A-0.2T圖(c): 90°折彎處尺寸為A+0.2T圖(d): 捲圓壓平後的產品形狀4.13側沖壓平圖(a): 展開長度L=A+B-0.4T圖(b): 壓線位置尺寸A-0.2T圖(c): 90°折彎處尺寸為A+1.0T圖(d): 側沖壓平後的產品形狀4.14 綜合計算如圖:L=料內+料內+補償量=A+B+C+D+中性層弧長(AA+BB+CC)(中性層弧長均按“中性層到板料內側距離λ=T/3”來計算)備註:a標注公差的尺寸設計值:取上下極限尺寸的中間值作為設計標准值.b孔徑設計值:一般圓孔直徑小數點取一位(以配合沖頭加工方便性),例:3.81取3.9.有特殊公差時除外,例:Φ3.80+0.050取Φ3.84.c 產品圖中未作特別標注的圓角,一般按R=0展開.附件一:常見抽牙孔孔徑一覽表料厚0.6 0.8 1.0 1.2類型M3 3.5 3.7 4.0 4.2M3.5 3.9 4.2 4.4 4.7M4 4.4 4.6 4.9 5.1#6-32 3.8 4.1 4.3 4.6附件二:常見預沖孔孔徑一覽表料厚0.6 0.8 1.0 1.2在R≠0,θ=90°时;的折弯系数列表:(单位:mm)注意:折弯系数不是绝对的,各加工工厂的钣金工艺工程师会根据所用GB材料以及加工机器而略有微弱变化。
(完整版)钣金展开计算方法
当R≧4MM时:
材料厚度T=1.2~1.4取Hmax =4T
材料厚度T=0.8~1.0取Hmax =5T
材料厚度T=0.7~0.8取Hmax =6T
材料厚度T≦0.6取Hmax =8T
当R<4MM时,请示上级.
10压缩抽形1 (Rd≦1.5T)
原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.
0 < R <t λ=t 4<="" p=""></t λ=t>
6 Z折1.
计算方法请示上级,以下几点原则仅供参考:
(1)当C≧5时,一般分两次成型,按两个90°折弯计算.(要考虑到折弯冲子的强度)
L=A-T+C+B+2K
(2)当3T<c<5时:</c<5时
L=A-T+C+B+K
(3)当C≦3T时<一次成型>:
1.8
#6-32
1.2
1.5
1.5(1.8)
1.8
说明:
1以上攻牙形式均为无屑式.
2抽牙高度:一般均取H=3P,P为螺纹距离(牙距).
3.内径:M3 Φ2.75 M3.50 Φ3.20 M 4 Φ3.65 # 6-32 Φ3.10
在R≠0, θ=90°时;的折弯系数列表:(单位:mm)
板材↓/板厚→
D/2={(r+T/3)2
+2(r+T/3)*(h+T/3)
-0.86*(Rd-2T/3)*[(r+T/3)
钣金件展开计算方法及工艺处理

钣金展开计算方法及工艺处理一、钣金件展开方法:1、展开的计算原理:板材在弯曲过程中外层客观存在到拉应力,内层受以压应力,从拉到压之间有一既不受拉力又不受压力的过渡层——中性层,中性层的长度在弯曲后与弯曲前一样,保持不变,所以中性层是计算折弯件展开长度的基准。
中性层位置与变形程度有关,当弯曲半径(下图所示的R角)较大,折弯角度(下图所示θ角)增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动,中性层到板料内层的距离用<90时)2.计算方法:2.1展开的基本公式:展开长度=料内+料内+补偿量展开长度=料外+料外-补偿量2.2.标注公差的尺寸设计值:取上下极限尺寸的中间值作设计标准值3、预开底孔3.1.展开过程中,除了对外形展开以外,对一些比如抽牙(翻边)攻丝,攻牙(挤牙.切削)翻边胀铆螺母(Z类产品).花齿压铆螺母(S类产品).压铆螺钉(FH类产品).压铆螺钉(NY类产品).压铆螺母柱(SO、BSO、SOO、SOPC类产品)(注意3.5M3与M3底孔的差异).展开过程中,要先进行预开底孔(详细见附表五)4.开工艺孔:对于一些精度要求不高,需焊接打磨的产品,折弯转角处我们可以开一个折弯工艺孔,大小由板厚来决定,要比板厚大一些,也不宜过大,编程过程中尽量选用已使用过的合适的模具。
(便于减少模具及加工时间)。
4.1图有三种情况:全包、半包、搭边。
①所有搭边关系的,无需开工艺孔;②对于有包边板厚T〈1.5mm,无需开工艺孔;③对于有包边且板厚T≥1.5mm,需在转角处加开工艺孔。
工艺孔有两种方式:圆和U形;长圆孔的圆心在折弯线上。
如图a.b所示1.展开后为线段的部分,将其处理成下图所示工艺孔形式:如图c所示工艺孔宽度取0.5(LASER)或2.0(NCT)。
3当抽形边缘与折弯边(内尺寸)距离小于2.0mm,则会影响折弯加工,此时,相应折弯变形区作割孔处理或更改抽形尺寸,如附图e所示:1)在下列情况下,一律不允许开工艺孔:①有外观面或装配关系要求,未经客户允许的工件;②单独出货,未经客户允许的散件。
钣金展开计算公式(最终定稿)
钣金展开计算公式(最终定稿)第一篇:钣金展开计算公式钣金展开计算公式当角度为钝角时:L=L1+L2-[2×(180-角度)/90×材料厚度+M×角度/90]当角度为锐角时:L=L1+L2-[180/角度×材料厚度-(180-角度)/180 ]第二篇:钣金展开计算公式--很实用先说一个名词:折弯余量折弯余量这个名词我在论坛别的贴子已经说过,这里再重复一下:一个已成形的钣金折弯,它有三个尺寸:两个轮廓尺寸和一个厚度尺寸,定义两个轮廓尺寸为L1、L2,厚度尺寸为T,我们都已知道,L1+L2是要大于展开长度L的,它们的差值就是折弯余量,我定义为K,那么一个弯的展开尺寸L=L1+L2-K。
一般冷轧钢板的K值(条件:90度弯,标准折弯刀具T=0.8 K=1.6 T=1.0K=1.8 T=1.2K=2.1 T=1.5K=2.5 T=2.0K=3.5 T=2.5K=4.3 T=3.0K=5.0 T=3.5 K=6.5 T=4.0 K=7.0 T=5.0 K=8.5)1.6-0.8=0.8 1.8-1.0=0.82.1-1.2=0.9 2.5-1.5=1.03.5-2.0=1.54.3-2.5=1.85.0-3.0=2.06.5-3.5=3.07.0-4.0=3.08.5-5.0=3.5实例二:实例三:不规则折弯按K因子=0.5,直接用AUTOCAD画中性层测量。
如有偏差再根据具体情况调整。
一般也差不了多少。
折弯时调整下模槽宽也可将偏差的展开尺寸调整成合格的折弯外形(当然在一定的范围内)。
还有一外钣金件总有一些壁外形偏差允许大一些,可将偏差累积到那些壁去。
死边按L1+L2-0.5t 在模型中直接修改dev.l值为1.5*t 就可以了!第三篇:钣金展开基于Pro/Engineer 钣金件展开的应用研究引言人造卫星和航天飞船上使用大量的钣金成形零件,如有效载荷铝合金支架、飞船蒙皮桁条等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.目的:为完善作业标准,制订本文件。
2.范围:适用于本公司设计部门之作业。
3.职责:针对设计计算展开统一计算参数。
4.内容:
展开计算原理
板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层—中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。
中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲关径弯小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中收的内侧移动,中性层到板料内侧的距离用λ表示.
展开的基本公式:
展开长度=料内+料内+补偿量
4.1中性层系数
注明:K1适用于有顶底的V形或U形弯曲,K2适用于无顶底的V形弯曲.但通常我们习惯取K2值。
4.2压弯90度角的修正系数a值
注明:此数据可单独用于90度角的折弯修正,也可与中性层系数互相检查核对。
4.3其余图形展开计算方法:
展开注意事项
为了防止产品展开过程中的失误,造成下料模的多次修改, 特制定下料模的制作方式.
(1). 凡对一些展开存在不确定因素的产品, 例如, 有拉伸性质的展开, 多次折弯, Z折,有拉料现象等产品的下料模, 经工程分析有必要先试模的, 其制作方式如下:
A.下料模的模板先不完全加工完毕,先完成机加及热处理部分,线割部分暂缓加工.
B.成型模先做, 试模时先镭射(按下料模展开尺寸)试模, 产品先做实测, 不合格时修正展开尺寸再镭射,一直修到合格为止, 合格样品送客户先承认.
C. 样品经客户承认后, 按修正展开尺寸整理下料模, 进行下料模的线割加工.
(2). 对展开较直观的, 可基本控制的产品, 一般只要经俩人展开核对无误,下料模可按正常方式加工。