双耳止动垫圈倒装复合模设计说明书要点
倒装复合模设计说明书
《模具设计》设计题目倒装复合模模具设计学院(系) 机械与能源工程学院专业机电一体化学号1251934学生姓名王浩指导老师林建平完成日期 2016 年 1 月 8 日目录引言 (3)一.分析零件工艺性 (4)1.冲裁件造型 (4)2.冲裁件工艺分析 (4)3.冲压工艺方案的确定 (4)二.毛坯排样方案设计及材料利用率计算 (5)1.排样方法的确定 (5)2.布置方式的确定 (5)三.冲裁力及压力中心计算 (6)1.冲裁力的计算 (6)2.其他冲压力计算 (6)四.选择压力设备 (6)五.模具总体结构设计 (7)1.送料方式 (7)2.卸料和出件方式 (7)3.凹模板外形尺寸的计算 (8)4.其他模板尺寸的确定 (8)5.模架的选择 (9)六.主要零件设计 (10)1.凸、凹模零件设计 (10)2.卸料和顶件装置设计 (12)七.其他零件设计 (14)1.模柄的设计 (14)2.螺钉的选择 (14)3.圆柱销的选择 (14)八.校核模具高度 (14)九.课程总结 (15)参考文献 (16)附录 (17)1.下模座 (17)2.下模垫板 (18)3.凸凹模固定板 (19)4.卸料板 (20)5.凹模板 (21)6.空心垫板 (22)7.凸模固定板 (23)8.上模垫板 (24)9.上模座 (25)10.凸凹模 (26)11.推块 (27)12.冲孔凸模 (28)13.总装图 (28)引言随着我国科学技术的进步、社会经济快速发展,模具成型技术及模具设计与制造已成为当代工业生产的重要手段。
近十几年来,中国模具工业发展十分迅速,特别是高新技术企业的快速发展加大了用于技术进步的投资力度,技术进步已成为企业发展的重要动力。
虽然我国的模具工业和技术得到了快速发展,但与国外工业发达的国家相比仍存在较大差距,未来的中国模具工业和技术的发展空间是巨大的。
冷冲压式利用安装在压力机上的冲模对材料施加压力,使其产生分离或塑形变形,从而获得所需要零件(俗称冲压件或冲件)的一种压力加工方法。
冲压课程设计说明书 双耳止动垫片级进模

一、冲压件工艺分析....................................................................................................................... 3 1.1 冲压工序............................................................................................................................ 3 1.2 材料.................................................................................................................................... 3 1.3 结构.................................................................................................................................... 3 1.4 精度.................................................................................................................................... 4 二、冲压工艺方案的确定........................................................................................................
冲压课程设计说明书双耳止动垫圈级进模

添加标题
添加标题
尺寸确定:根据设计要求确定毛坯的尺寸和形状
材料选择:选择合适的材料,如不锈钢、铝合金等
加工方法:选择合适的加工方法,如冲压、锻造、铸造等
质量检验:对毛坯进行质量检验,确保其符合设计要求
粗加工工艺
锻造:将切割后的材料进行锻造,使其更加坚固
材料选择:选择合适的材料进行粗加工
切割:将材料切割成所需的形状和尺寸
模具结构:包括上模、下模、模架、冲头、导柱、导套等
模具材料:选用高强度、耐磨损、耐腐蚀的材料
模具工作原理
冲压成型:通过冲压机将金属板材冲压成所需的形状和尺寸
模具结构:包括上模、下模、冲头、导柱、导套等部件,共同完成冲压成型过程
双耳止动垫圈:具有两个止动耳,用于固定和定位
级进模设计:采用多级模具,逐级冲压,提高生产效率和精度
确定模具结构:根据冲压工艺选择合适的模具结构,如单工序模、复合模、级进模等
确定模具材料:根据冲压工艺和模具结构选择合适的模具材料,如钢、铝、铜等
模具结构设计
模具尺寸:根据产品尺寸和生产要求进行设计
模具精度:保证产品的精度和表面质量
模具寿命:通过优化设计提高模具的使用寿命
模具类型:双耳止动垫圈级进模
双耳止动垫圈级进模的常见故障及排除方法
排除方法:检查模具是否安装正确,调整模具位置
排除方法:调整模具间隙,确保冲压件尺寸稳定
排除方法:定期更换模具,确保模具使用寿命
故障现象:模具磨损严重 排除方法:定期更换模具,确保模具使用寿命
排除方法:调整模具表面粗糙度,确保冲压件表面质量
双耳止动垫圈级进模的安全操作规程
打磨:对锻造后的材料进行打磨,使其更加光滑
精加工工艺
倒装复合模设计说明书

《模具设计》设计题目倒装复合模模具设计学院(系)机械与能源工程学院专业机电一体化学号学生姓名王浩指导老师林建平完成日期2016年1月8日目录引言3一.分析零件工艺性41.冲裁件造型42.冲裁件工艺分析43.冲压工艺方案的确定4二.毛坯排样方案设计与材料利用率计算51.排样方法的确定52.布置方式的确定5三.冲裁力与压力中心计算61.冲裁力的计算62.其他冲压力计算6四.选择压力设备6五.模具总体结构设计71.送料方式72.卸料和出件方式 (7)3.凹模板外形尺寸的计算84.其他模板尺寸的确定85.模架的选择9六.主要零件设计 (10)1.凸、凹模零件设计102.卸料和顶件装置设计12七.其他零件设计 (14)1.模柄的设计142.螺钉的选择143.圆柱销的选择14八.校核模具高度14九.课程总结 (15)参考文献 (16)附录 (17)1.下模座172.下模垫板183.凸凹模固定板194.卸料板205.凹模板216.空心垫板227.凸模固定板238.上模垫板249.上模座2510.凸凹模2611.推块2712.冲孔凸模 (28)13.总装图 (28)引言随着我国科学技术的进步、社会经济快速发展,模具成型技术与模具设计与制造已成为当代工业生产的重要手段。
近十几年来,中国模具工业发展十分迅速,特别是高新技术企业的快速发展加大了用于技术进步的投资力度,技术进步已成为企业发展的重要动力。
虽然我国的模具工业和技术得到了快速发展,但与国外工业发达的国家相比仍存在较大差距,未来的中国模具工业和技术的发展空间是巨大的。
冷冲压式利用安装在压力机上的冲模对材料施加压力,使其产生分离或塑形变形,从而获得所需要零件(俗称冲压件或冲件)的一种压力加工方法。
因为它通常是在室温下进行加工,所以称为冷冲压。
冲模是将材料加工成所需冲件的一种工艺装备。
冲模在冷冲压中至关重要,一般来说,不具备符合要求的冲模,冷冲压就无法进行;先进的冲压工艺也必须依靠相应的冲模来实现。
止动件冲裁复合模说明书

止动件冲裁复合模说明书案场各岗位服务流程销售大厅服务岗:1、销售大厅服务岗岗位职责:1)为来访客户提供全程的休息区域及饮品;2)保持销售区域台面整洁;3)及时补足销售大厅物资,如糖果或杂志等;4)收集客户意见、建议及现场问题点;2、销售大厅服务岗工作及服务流程阶段工作及服务流程班前阶段1)自检仪容仪表以饱满的精神面貌进入工作区域2)检查使用工具及销售大厅物资情况,异常情况及时登记并报告上级。
班中工作程序服务流程行为规范迎接指引递阅资料上饮品(糕点)添加茶水工作要求1)眼神关注客人,当客人距3米距离时,应主动跨出自己的位置迎宾,然后侯客迎询问客户送客户注意事项15度鞠躬微笑问候:“您好!欢迎光临!”2)在客人前方1-2米距离领位,指引请客人向休息区,在客人入座后问客人对座位是否满意:“您好!请问坐这儿可以吗?”得到同意后为客人拉椅入座“好的,请入座!”3)若客人无置业顾问陪同,可询问:请问您有专属的置业顾问吗?,为客人取阅项目资料,并礼貌的告知请客人稍等,置业顾问会很快过来介绍,同时请置业顾问关注该客人;4)问候的起始语应为“先生-小姐-女士早上好,这里是XX销售中心,这边请”5)问候时间段为8:30-11:30 早上好11:30-14:30 中午好 14:30-18:00下午好6)关注客人物品,如物品较多,则主动询问是否需要帮助(如拾到物品须两名人员在场方能打开,提示客人注意贵重物品);7)在满座位的情况下,须先向客人致歉,在请其到沙盘区进行观摩稍作等待;阶段工作及服务流程班中工作程序工作要求注意事项饮料(糕点服务)1)在所有饮料(糕点)服务中必须使用托盘;2)所有饮料服务均已“对不起,打扰一下,请问您需要什么饮品”为起始;3)服务方向:从客人的右面服务;4)当客人的饮料杯中只剩三分之一时,必须询问客人是否需要再添一杯,在二次服务中特别注意瓶口绝对不可以与客人使用的杯子接触;5)在客人再次需要饮料时必须更换杯子;下班程序1)检查使用的工具及销售案场物资情况,异常情况及时记录并报告上级领导;2)填写物资领用申请表并整理客户意见;3)参加班后总结会;4)积极配合销售人员的接待工作,如果下班时间已经到,必须待客人离开后下班;1.3.3.3吧台服务岗1.3.3.3.1吧台服务岗岗位职责1)为来访的客人提供全程的休息及饮品服务;2)保持吧台区域的整洁;3)饮品使用的器皿必须消毒;4)及时补充吧台物资;5)收集客户意见、建议及问题点;1.3.3.3.2吧台服务岗工作及流程阶段工作及服务流程班前阶段1)自检仪容仪表以饱满的精神面貌进入工作区域2)检查使用工具及销售大厅物资情况,异常情况及时登记并报告上级。
止动垫片冲裁复合模模具设计说明书

止动垫片冲裁复合模模具设计摘要本次设计了一套冲孔、落料的模具。
首先要对止动垫片进行工艺分析,经过工艺分析和对比确定模具架及压力机,确定压力机的型号。
再分析对冲压件加工的模具适用类型选择所需设计的模具。
得出将设计的模具类型后将模具的各工作零部件设计过程表达出来。
在说明书中第一部分,主要叙述了冲压模具的发展状况,说明了冲压模具的重要性与本次设计的意义,对冲压件的工艺分析,工艺方案的确定。
通过,对零件排样图的设计,完成了材料利用率的计算。
再进行冲裁工艺力的计算和冲裁模工作部分的设计计算。
最后对主要零部件的设计和标准件的选择,为本次设计模具的绘制和模具的成形提供依据,以及为装配图各尺寸提供依据。
通过前面的设计方案画出模具各零件图和装配图。
关键字:冲压;落料冲孔;模具结构;复合膜Gasket Blanking Stop Mold Design Of ComplexABSTRACTThe design of a punching, blanking die. We must first stop the gasket process analysis, process analysis and comparison through the mold frame and press OK, OK press models. Further analysis of the stamping process to select the desired type of mold for the design of the mold. Types obtained after the design of the mold die design process of the working parts express.In the description in the first part, described the development of stamping die, stamping die shows the importance and significance of this design, the stamping process analysis, process plan determined. Passed, the design of components layout diagram, complete the calculation of material utilization. Blanking process further force calculation and Die Design and calculation of working part. Finally, the main components of the design and selection of standard parts, mold design drawing based time and provide the basis for forming the mold, as well as provide the basis for each size assembly drawings. Draw through the front of the mold design and assembly drawings of parts.Key word:Wash to press;Fall to anticipate to hurtle the bore;Molding tool construction; Composite film目录前言 (1)第1章绪论 (5)1.1 模具行业 (5)1.2国内外模具发展状况及趋势 (5)1.3本次设计的主要方向、目的 (6)第2章制定止动垫片的工艺过程 (8)2.1 设计任务书及产品图 (8)2.2分析零件的工艺性 (9)2.3冲裁零件工艺方案的拟定 (9)2.4排样形式和剪裁方法、材料利用率计算 (11)2.5计算冲压力、选择压力机 (12)2.6确定模具压力中心 (13)第3章止动垫片复合模结构设计 (17)3.1模具类型及结构形式的确定 (17)3.2绘制模具总装配图的步骤 (17)3.2.1工件排样图 (17)3.2.2工作零件 (18)3.2.3定位零件 (19)3.2.4固定板、垫板 (21)3.2.5导向、固定、紧固及其它零件 (22)3.3绘制零件图 (23)3.4导柱导套选择 (24)3.5模座选择 (24)3.6螺钉、销钉的选用 (25)第4章模具加工技术要求 (26)4.1表面粗糙度及标准 (26)4.2加工精度 (27)4.2.1尺寸偏差 (27)4.2.2形位公差 (27)4.2.3配合要求 (27)结论 (29)谢辞 (30)参考文献 (31)前言冷冲压是利用安装在压力机上的冲模对材料施加压力,使其产生分离或塑性变形,从而获得所需要零件(俗称冲压件或冲件)的一种压力方法。
双耳止动垫圈冲压模具设计

目录0 引言 (1)1 总体设计 (1)1.1 已知条件 (2)1.2 确定工艺方案 (3)1.3 排样图的设计与计算 (5)1.3.1 排样图设计原则 (6)1.3.2 排样图 (7)1.3.3 排样图的计算 (7)1.4 冲裁力的计算 (9)1.4.1冲裁力 (9)1.5 卸料力,推件力和顶件力的计算 (10)1.6 压力机所需总冲压力的计算 (11)1.7压力机吨位和型号的选择 (11)1.8 压力中心的计算 (12)2 成形零件的设计 (13)2.1 设计原则 (13)2.2 凸、凹模的设计与计算 (13)2.2.1 凹模结构设计 (14)2.2.1.5凸凹模的设计 (17)2.2.2 凸模结构设计 (18)2.2.3 冲孔凸、凹模的刃口尺寸计算 (20)2.2.4 落料凸、凹模的刃口尺寸计算 (21)2.2.5 凸模的校核 (22)3 各种机构的设计 (24)3.1 卸料装置 (24)3.2 导料装置 (26)3.3 固定板 (27)3.4 垫板 (27)3.5其他结构零件 (28)3.6 模具的闭合高度 (38)4 模具的工作原理 (39)5 模具零件清单 (40)参考文献 (41)致谢 ............................................ 错误!未定义书签。
双耳止动垫圈—结构设计0 引言冷冲压是在常温下利用冲压模具在压力机上对板料施加压力,使其产生分离或变形,从而获得一定形状、尺寸和性能的零件的加工方法。
冷冲压是建立在金属塑性变形的基础上的一种先进的金属加工方法。
由于冷冲压加工的零件形状、尺寸、精度要求、批量大小、原材料性能等不同,其冲压方法多种多样,但概括起来可分为分离工序和变形工序两大类。
分离工序是将冲压件或毛坯沿一定的轮廓相互分离;变形工序是在材料不产生破坏的前提下使毛坯发生塑性变形,形成所需要的形状及尺寸的制件。
冲压可分为五个基本工序:冲裁、弯曲、拉深、成形和立体压制。
止动垫片及其冲压模具设计课程设计说明书

目录引言 (1)1 零件简介 (2)2 冲裁件的工艺分析 (3)3 确定冲裁工艺方案 (4)4 模具结构形式的选择 (5)4.1模具的类型的选择 (5)4.2送料与定位方式 (5)4.3 卸料与出件装置 (5)4.4.模架类型及精度 (6)5 冲压工艺计算: (7)5.1.排样设计及计算 (7)5.2.冲压力计算和初选压力机 (7)5.3.压力中心的计算 (8)5.4.计算凸凹模刃口尺寸 (8)6 主要零部件设计 (10)6.1.凹模的设计 (10)6.2.卸料装置的设计 (10)6.3.凸模固定板的设计 (11)6.4.垫板设计 (12)6.5.凸模的设计 (12)6.6.凸凹模设计 (13)7 模架以及其他零部件的选用 (14)8 校核模具闭合高度及压力机有关参数 (16)9 模具总装图 (18)心得体会 (19)参考文献 (20)冲压工艺过程卡 (21)引言模具是大批生产同形产品的工具,是工业生产的主要工艺装备。
模具工业是国民经济的基础工业。
模具可保证冲压产品的尺寸精度,使产品质量稳定,而且在加工中不破坏产品表面。
用模具生产零部件可以采用冶金厂大量生产的廉价的轧制钢板或钢带为坏料,且在生产中不需加热,具有生产效率高、质量好、重量轻、成本低且节约能源和原材料等一系列优点,是其他加工方法所不能比拟的。
使用模具已成为当代工业生产的重要手段和工艺发展方向。
现代制造工业的发展和技术水平的提高,很大程度上取决于模具工业的发展。
目前,工业生产中普遍采用模具成形工艺方法,以提高产品的生产率和质量。
一般压力机加工,一台普通压力机设备每分钟可生产零件几件到几十件,高速压力机的生产率已达到每分钟数百件甚至上千件。
据不完全统计,飞机、汽车、拖拉机、电机、电器、仪器、仪表等产品,有60%左右的零件是用模具加工出来的;而自行车、手表、洗衣机、电冰箱及电风扇等轻工产品,有90%左右的零件是用模具加工出来的;至于日用五金、餐具等物品的大批量生产基本上完全靠模具来进行。
双耳止动垫圈模具设计说明书_冲压课程设计说明书
双耳止动垫圈模具设计说明书_冲压课程设计说明书上海工程技术大学课程设计说明书双耳止动垫圈级进模设计上海工程技术大学冲压模具课程设计说明书题目名称双耳止动垫圈模具设计说明书学院材料工程学院专业名称材料成型及控制工程(CAD/CAM)班级0531111学号053111131姓名指导教师曹阳根、邓沛然完成日期2014.12.18目录1.冲压零件工艺性分析 (1)2.冲压工艺方案的确定............................................................ (2)2.1冲压方案设定 (2)2.2冲压方案优缺点分析 (2)2.3 排样方式及材料利用率 (2)3. 模具总体设计 (6)3.1 模具结构形式合理性分析 (6)3.2 模具主要零件设计 (6)3.2.1 落料凹模的设计 (6)3.2.2 冲孔凸模的设计 (8)3.2.3 凹模的设计 (9)3.2.4 卸料部件的设计 (9)3.2.5模架及其它零部件设计 (9)3.3模具总装图 (13)4.凸凹模尺寸及压力中心的计算 (14)4.1 凸、凹模工作部分尺寸与公差 (14)4.1.1 凸凹模间隙 (14)4.1.2 凹凸模尺寸计算 (14)4.2 压力中心计算、弹性元件的选用及计算 (16)5.冲裁力计算、设备类型及吨位的确定 (17)5.1 冲裁力计算 (17)5.2压力机的选定 (18)6.其它说明 (18)7.小结 (20)8.参考文献 (20)1、冲压零件工艺分析此次冲压件为双耳止动垫圈(GB855-88),规格为10mm,材料为Q235-A,经退火、不经表面处理。
工件精度为IT13。
具体尺寸如下图:零件图零件工艺性分析:此工件只有落料和冲孔两个工序。
材料为Q235-A钢,具有良好的冲压性能,适合冲裁。
工件结构相对简单,工件的尺寸全部为自由公差,可看作IT13级,尺寸精度较低,普通冲裁完全能满足要求。
(新)双耳止动垫圈

返回总目录 返回分目录
后退
’
材料! !"#$%&
中国第一重型机械集团公司标准
双耳止动垫圈
!" #$$%## 代替 !" #$$%&’
标记示例! 规格为 &பைடு நூலகம் (( 的双耳止动垫圈的标记为!
!86*# !9683
78
7*6*7 7*6)) 396)) 3*63$ 87 8&6*) 876*) 7* 786*$ 7*687 7)
3
!$6&&
3)
3&697 3&6)) 896)) 8*63$ *7 *&68) *769) 37 3&6*) 376*) 79 &6*
&$6)
注! ! 全部!" " 表面氧化 #或磷化$ 处理% # 技术条件按 !" #$%$$ 的规定"
中国第一重型机械集团公司 !""!#"$#%" 批准 返回总目录 返回分目录
!""!#"&#"’ 实施
后退
(
!&6&&
&7
&3683 &36)) 776)) 7&68$ 7$ 756*$ 7$687 &9 &*69* &963* &7
7
!3698
&9
&5683 &56)) 756)) 7968$ 37 3&6*) 376*) 7) *$ 7)687 &*
垫圈落料、冲孔复合模方案设计书
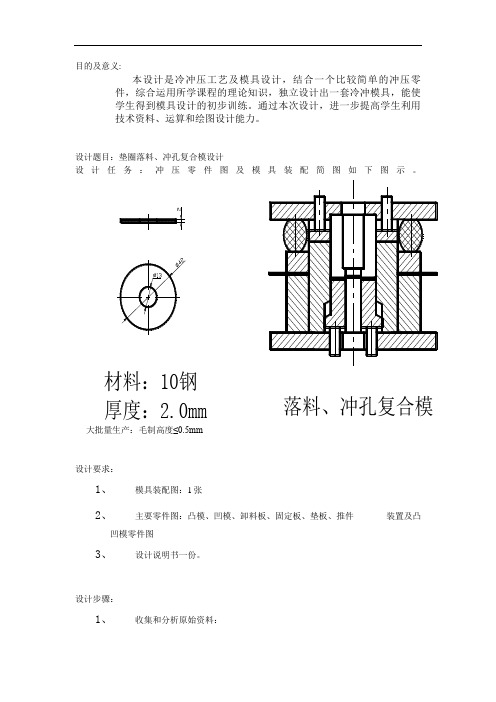
目的及意义:本设计是冷冲压工艺及模具设计,结合一个比较简单的冲压零件,综合运用所学课程的理论知识,独立设计出一套冷冲模具,能使学生得到模具设计的初步训练。
通过本次设计,进一步提高学生利用技术资料、运算和绘图设计能力。
设计题目:垫圈落料、冲孔复合模设计设计任务:冲压零件图及模具装配简图如下图示。
落料、冲孔复合模材料:10钢厚度:2.0mm大批量生产:毛制高度≤0.5mm设计要求:1、 模具装配图:1张2、 主要零件图:凸模、凹模、卸料板、固定板、垫板、推件 装置及凸凹模零件图3、 设计说明书一份。
设计步骤:1、收集和分析原始资料:1 )、冲压件的图纸和技术条件;2 )、冲压件的生产纲领;3 )、冲压件的工艺规程;4 )、有关冲模标准件的资料;5 )、现存模具结构资料。
6 )、要求方案选择合理,图样正确、清楚、整洁,符合国家有关制图标准。
整理出设计计算说明书,列出计算过程和结果,并进行讨论和分析;计算结果要求准确全面,有关数据要标明出处。
计算说明书要求字迹工整,语句通顺流畅。
要有参考资料。
2、确定模具类型及结构形式:根据已确定的最佳工艺方案确定冲模的类型是简单模、连续模、或复合模。
3、进行必要的计算主要指进行冲模工作部分尺寸、压力中心和选用弹簧的计算及确定模具闭合高度。
4、绘制模具总装图5、绘制模具零件图第二部分:设计程序一、确定冲压工艺方案和模具结构形式:1、 工艺分析:复合冲裁模是在压力机滑块一次行程中、在模具同一工位同时完成冲孔和落料。
倒装复合模的凸凹模型孔内积存冲孔废料,对孔壁形成较大的张力。
因此倒装复合模最小壁厚b 值不能太小,其值与板厚t 有关。
顺装复合模的凸凹模型孔内不积存冲孔废料,每次冲孔废料均由打料装置逆冲入方向打出。
因此顺装复合模的凸凹模壁厚允许比倒装复合模的小些。
由工件图看,该工件需要先落料,然后再在底部冲一个圆孔。
为提高生产率可以采用落料、冲孔复合模结构来完成加工。
2、冲压设备的选择:估算公称压力来选取压力机,参照附录3B (见冲模具设计应用实例一书)选用公称压力为160KN 的开式压力机,其主要技术参数为:公称压力:160KN 滑块行程:55最大闭合高度:220mm 工作台尺寸:300×450mm 模柄孔尺寸:Φ40×60mm二、工艺计算:1、 排样方案确定:冲裁件在板料、条料或带料上的布置方法,称为排样。
双耳止动垫片冲孔落料冲载模设计毕业设计论文
编号:毕业设计(论文)说明书题目:双耳止动垫片冲孔落料冲载模设计学院:机电工程学院专业:机械设计制造及其自动化学生姓名:学号:指导教师单位:机电工程学院姓名:职称:助教题目类型:☐理论研究☐实验研究☑工程设计☐工程技术研究☐软件开发2014年5月1日摘要随着社会生产力的提高与发展,现如今模具制造中的冲压加工已经是一种非常成熟的金属加工方法。
它具有操作简单、精度高、产品一致性好、生产效率高、材料利用率高和用于大批量生产等特点。
本次毕业设计根据已经确定的冲载件即双耳止动垫片的尺寸进行冲载工艺的分析及设计,从而得到冲载工艺。
根据已经确定好的冲载工艺进行凸凹模结构参数的计算与设计,并根据文献资料最终确定级进模的凸凹模结构。
根据设计好的凸凹模结构选择标准零件和模架,从而完成模具的设计并校核。
完成模具设计后,用UG软件完成模具的三维模型并采用AutoCAD软件完成模具装配图的制图。
本次毕业设计还独立完成与专业相关且不少于4万字符的指定英文资料翻译。
通过本次毕业设计,我系统的学习和掌握了模具设计的知识和制造加工工艺的编制技术。
我采用了较好的设计思想和设计方法,成功的完成了双耳止动垫片冲孔落料级进模的毕业设计。
关键词:设计;工艺分析;冲压模具;结构计算;级进模。
AbstractWith the improvement and development of social productive forces, the stamping of Mold Manufacturing now is already a very advanced metal processing methods. It has the feature of simple operation, high accuracy, product consistency, high production efficiency, high utilization of materials and for mass production and so on. The graduation project bases on the pieces(binaural washer)of punch set that have been identified in binaural washer dimensions for analysis and design of the craft of punch set resulting in getting the craft of punch. I will do the job of calculation and design of structural parameters punch basing on the craft of punch set that has been determined,and ultimately determine the progressive of punch structure of Progressive Die according to the literature. I select the standard parts and the mold according to the designed structure of punch structure .Thus completing the mold design. After the completion of mold design, I use UG software to complete three-dimensional model and use AutoCAD software to complete the graphics of mold assembly drawing. The graduation project is independently complete not less than40,000 characters of the specified English translation associated with professional. Through this graduation design, I learn systematically and mastered the preparation of technical of manufacturing process and knowledge of mold design. I used the advanced design concepts and design methods, and I successfully complete the graduate design of Binaural Washer Punching and Blanking Progressive Die Design.Key words : design; process analysis; stamping die; progressive die; structural calculations.目录引言 (1)1 冲载件的工艺性分析 (2)1.1 冲载件 (2)1.1.1冲载件材料的选择 (2)1.1.2冲载件结构分析 (2)1.1.3冲载件尺寸精度 (2)1.2 冲载模的选择 (3)1.2.1方案一—单工序模生产 (3)1.2.3方案二—复合模生产 (3)1.2.3方案三—级进模生产 (3)2 冲载工艺设计 (4)2.1 排样方式的确定及计算 (4)2.1.1搭边值的确定 (4)2.1.2确定排料方向 (4)2.1.3计算送料步距A (5)2.1.4计算料条宽度B (5)2.1.5排样图 (5)2.1.6计算材料的利用率 (6)2.2 级进模压力中心的建立 ........................................................................ 错误!未定义书签。
倒装复合模设计说明书
机械专业综合课程设计说明书倒装复合模学院(系):机电工程学院专业:机械设计制造及其自动化学生姓名:学号:指导教师:完成日期:2016.12.15目录1冲裁件工艺分析 (1)2确定工艺方案及模具结构形式 (1)3模具设计计算 (2)3.1排样计算条料宽度及确定步距 (2)3.2计算总冲压力 (2)3.3确定压力中心 (3)3.4冲模刃口尺寸及公差的计算 (4)3.5确定各主要零件结构尺寸 (6)3.5.1凹模外形尺寸的确定 (6)3.5.2凸模外形尺寸的确定 (6)3.5.3凸凹模外形尺寸的确定 (7)3.5.4上下模座的选用 (8)3.5.5凸凹模固定板的设计 (9)3.5.6模柄的选用 (9)3.5.7定位零件的选用 (10)3.5.8螺钉的选用 (10)3.5.9凸模固定板的设计 (10)3.5.10凸凹模固定板的设计 (11)3.5.11垫板的设计 (11)3.5.12卸料装置的选用 (12)3.5.13卸料弹簧的选用 (12)3.5.14推件块的选用 (14)3.5.15推板的选用 (14)3.5.16推杆的设计 (14)4绘制模具总装图 (15)5绘制非标准零件图 (16)5.1凸凹模 (16)5.2凹模 (16)参考文献 (17)1冲裁件工艺分析如图1.1所示零件:生产批量:大批量材料:Q235 t=3mm未注公差IT14设计该零件的冲压工艺与模具。
图1.1 零件图1. 材料:Q235钢板是碳素结构钢,具有良好的可冲压性能。
2. 工件结构形状:冲裁件内、外形应尽量避免有尖锐清角,为提高模具寿命,建议将所有90°清角改为R1的圆角。
3. 尺寸精度:零件图上所有尺寸均未标注公差,属自由尺寸,可按IT14级确定工件尺寸的公差。
经查公差表,各尺寸公差为:50-0.62、28-0.52、10-0.36、26±0.52、40±0.62、Ф4+0.3结论:可以冲裁2确定工艺方案及模具结构形式经分析,工件尺寸精度要求不高,形状不大,但工件产量较大,根据材料较薄(3mm)的特点,为保证孔位精度,冲模有较高的生产率,通过比较,决定实行工序集中的工艺方案,决定采用倒装复合模、利用导正销定位、弹性卸料装置、自然漏料方式的连续冲裁模结构形式。
垫圈落料冲孔复合模具设计要点

模具设计说明书项目一:垫圈落料冲孔复合模具设计专业: 模具设计与制造姓名: 张波班级: 模具1111学号: 2011554143指导老师: 王鑫铝完成日期: 2013年5月1日目录一准备工作1.1 任务书二成型工艺分析2.1 制件的冲压工艺性2.2 分析比较和确定工艺方案2.3 确定冲模类型及机构形式三排样设计与计算3.1 排样方式的确定3.2 间隙计算3.3 塔边的确定3.4 条料宽度的确定3.5 材料利用率的计算3.6 绘制排样图四计算冲压力确定压力中心4.1 计算冲压力4.2 确定压力中心4.3 选择冲压设备五凹模、凸模、凸凹模的设计5.1 刃口的计算5.2 结构的设计六主要的零件设计6.1 定位零件的设计6.2 卸料部件的设计6.3 模架及其他零部件设计七校核模具闭合高度及压力机的相关参数八模具的总体设计8.1 模具总体结构方案8.2 装配图的绘制九小结及参考文献一、准备工作1.任务书(1)冲压件零件图(2)冲压件技术要求材料:08钢料厚:t=1±0.15mm生产批量:中批量生产二、成型工艺的分析1.制件的冲压工艺性(1)制件的冲压工艺性该零件的加工涉及到落料、冲孔两道工序,零件的材料为08钢板,是优质碳素结构钢,查表3-1的其抗剪强度为260-360MPa,具有良好的可冲压性能。
则满足工艺要求(2)制件的精度与粗糙度零件图上的尺寸均未标注尺寸偏差,为自由尺寸,选定IT14确定尺寸的公差。
制件的公差等级不高于IT11级,一般落料公差等级最好低于IT10级。
厚度在1~2mm的制件剪断面表面粗糙度为6.3Ra/μm。
该工件的尺寸精度为IT14,则满足工艺要求。
2.分析比较和确定工艺方案根据制件的机构特点,零件的冲裁成型工艺包括冲孔和落料两个基本工序,采用单工序形式,也可以采用复合工序的形式,以及连续模具的工序形式。
具体方案如下:方案一:先落料,后冲孔,单工序模具机构形式。
方案二:落料、冲孔,复合工序模具机构形式。
双耳止动垫圈倒装复合模设计说明书资料

集美大学课程设计说明书题目:双耳止动垫圈倒装复合模设计*名:**专业:材料成型及控制工程班级: 1211班学号: ************ 指导老师:陈怀民李波胡志超张燕红2 0 1 5 年7 月15 日集美大学专业课程设计任务书——材料成型及控制工程专业——设计题目:双耳止动垫圈倒装复合模设计任务:设计一简单冲压零件,并根据该零件设计一副冲压模具。
制件年产量:50万件完成的任务:1.冲压工艺过程卡一份;2.产品零件图一份;3.冲压模具装配及模具成形零件工程图各一份;4.设计说明书一份。
时间安排:1. 借资料、产品的结构设计及绘制零件图;(1天)2.确定零件冲压工艺方案,填写冲压工艺过程卡;(1天)3.零件工艺性分析及冲压工艺方案的确定;毛坯排样方案设计及材料利用率计算;冲裁力及压力中心计算;选择压力设备;模具总体结构设计,包括送料方式、卸料和出件方式、凹模板外形尺寸的计算、其它模板尺寸的确定和模架的选择;凸、凹模零件设计,包括刃口尺寸计算、凸模结构及凹模型腔结构设计;卸料和顶件装置设计;模具结构三维设计。
(3天)4.绘制模具结构装配图、模具成型零件工程图;(2天)5.编写设计说明书;(2天)6.答辩。
(1天)参考书目:[1]翁其金.冲压工艺及冲模设计[M].北京:机械工业出版社,2004[2]黄毅宏.模具制造工艺[M].北京:机械工业出版社,2004[3]王新华.冲模结构图册[M].北京:机械工业出版社,2004[4]陈锡栋.实用模具设计简明手册[M].北京:机械工业出版社,2001[5]郑家贤.冲压工艺与模具设计实用技术[M].北京:机械工业出版社,2005[6]杨玉英.实用冲压工艺模具设计手册[M].北京:机械工业出版社,2005指导教师:2015年07月15日材料成型及控制工程2012 级1211 班学生:学号:2012211360112015年07月15 日双耳止动垫圈倒装复合模设计[摘要] 本设计是对双耳止动垫圈的冲孔—落料复合模的设计,完成的内容为:对模具在工业生产中的作用,模具发展历史与现状,未来模具的发展前景做了概述。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
集美大学课程设计说明书题目:双耳止动垫圈倒装复合模设计*名:**专业:材料成型及控制工程班级: 1211班学号: ************ 指导老师:陈怀民李波胡志超张燕红2 0 1 5 年7 月15 日集美大学专业课程设计任务书——材料成型及控制工程专业——设计题目:双耳止动垫圈倒装复合模设计任务:设计一简单冲压零件,并根据该零件设计一副冲压模具。
制件年产量:50万件完成的任务:1.冲压工艺过程卡一份;2.产品零件图一份;3.冲压模具装配及模具成形零件工程图各一份;4.设计说明书一份。
时间安排:1. 借资料、产品的结构设计及绘制零件图;(1天)2.确定零件冲压工艺方案,填写冲压工艺过程卡;(1天)3.零件工艺性分析及冲压工艺方案的确定;毛坯排样方案设计及材料利用率计算;冲裁力及压力中心计算;选择压力设备;模具总体结构设计,包括送料方式、卸料和出件方式、凹模板外形尺寸的计算、其它模板尺寸的确定和模架的选择;凸、凹模零件设计,包括刃口尺寸计算、凸模结构及凹模型腔结构设计;卸料和顶件装置设计;模具结构三维设计。
(3天)4.绘制模具结构装配图、模具成型零件工程图;(2天)5.编写设计说明书;(2天)6.答辩。
(1天)参考书目:[1]翁其金.冲压工艺及冲模设计[M].北京:机械工业出版社,2004[2]黄毅宏.模具制造工艺[M].北京:机械工业出版社,2004[3]王新华.冲模结构图册[M].北京:机械工业出版社,2004[4]陈锡栋.实用模具设计简明手册[M].北京:机械工业出版社,2001[5]郑家贤.冲压工艺与模具设计实用技术[M].北京:机械工业出版社,2005[6]杨玉英.实用冲压工艺模具设计手册[M].北京:机械工业出版社,2005指导教师:2015年07月15日材料成型及控制工程2012 级1211 班学生:学号:2012211360112015年07月15 日双耳止动垫圈倒装复合模设计[摘要] 本设计是对双耳止动垫圈的冲孔—落料复合模的设计,完成的内容为:对模具在工业生产中的作用,模具发展历史与现状,未来模具的发展前景做了概述。
进行零件的形状、尺寸、精度工艺分析,确定合理的工艺方案。
确定毛坯尺寸,合理排样,计算材料利用率,绘制排样图,并计算冲裁力、推件力、卸料力,确定压力中心。
确定凸、凹模间隙,计算落料、冲孔的刃口尺寸。
确定凸模、凹模和凸凹模的结构,并绘制零件图,设计定位,压料、卸料、出件零部件,选择模架标注紧固件。
最后绘制模具非标准零件图,用Solidworks画出三维装配图,并在AutoCAD对装配图进行修改。
本设计运用模具使钢料产生塑性变形,获得最终需要的零件,这是一种少切削、无切削、多工序重合的生产方法,并且利用复合模生产零件,提高了生产效率,对相似工件的大批量生产具有参考的作用。
[关键词] 双耳止动垫圈;倒装复合模;凸凹模;弹性卸料目录引言.................................................................... 11.零件工艺性分析及冲压工艺方案的确定.................................... 21.1冲裁件造型....................................................... 21.2冲裁件工艺分析................................................... 21.3冲压工艺方案的确定............................................... 32.毛坯排样方案设计及材料利用率计算...................................... 42.1排样方法的确定................................................... 42.2布置方式的确定................................................... 43.冲裁力及压力中心计算.................................................. 63.1冲裁力的计算..................................................... 63.2其他冲压力计算................................................... 63.3压力中心计算..................................................... 64.选择压力设备.......................................................... 85.模具总体结构设计...................................................... 95.1送料方式......................................................... 95.2卸料和出件方式................................................... 95.3凹模板外形尺寸的计算........................................... 105.4其他模板尺寸的确定............................................. 105.5模架的选择..................................................... 116.凸、凹模零件设计.................................................... 136.1刃口尺寸计算................................................... 136.2凸凹模结构设计................................................. 146.3凸模结构设计................................................... 166.4凹模型腔结构设计............................................... 177.卸料和顶件装置设计.................................................. 177.1卸料装置设计................................................... 187.2推件装置设计................................................... 198.其他零件设计........................................................ 218.1模柄的设计..................................................... 218.2螺钉的选择..................................................... 218.3圆柱销的选择................................................... 219.校核模具高度........................................................ 2210.模具结构三维设计................................................... 23工艺卡................................................................ 25结论.................................................................. 26致谢.................................................................. 28参考文献.............................................................. 29引言冷冲压式利用安装在压力机上的冲模对材料施加压力,使其产生分离或塑形变形,从而获得所需要零件(俗称冲压件或冲件)的一种压力加工方法。
因为它通常是在室温下进行加工,所以称为冷冲压。
冲模是将材料加工成所需冲件的一种工艺装备。
冲模在冷冲压中至关重要,一般来说,不具备符合要求的冲模,冷冲压就无法进行;先进的冲压工艺也必须依靠相应的冲模来实现。
由于冷冲压所用原材料多是表面质量好的板料或带料,冲件的尺寸公差由冲模来保证,所以产品尺寸稳定、互换性好。
在工业生产中,尤其在大批量生产中应用十分广泛。
相当多的工业部门都越来越多地采用冷冲压加工产品零部件,如机械制造、车辆生产、航天航空、电子、电气、轻工、仪表及日用品等行业。
在这些工业部门中,冲压件所占的比重都相当大,不少过去用铸造、锻造、切削加工方法制造的零件,现在已被质量轻,刚度好的冲压件所代替。
可以说,如果在生产中不广泛采用冲压工艺,,许多工业部门的产品要提高生产率、提高质量、降低成本,进行产品的更新换代是难以实现的。
我国经济的高速发展对模具行业提出了越来越多的要求,也为其发展提供了巨大的动力。
近十年来,我国模具工业已知以每年15%左右的增长速度快速发展。
目前,我国有3.5万余家冲压模具生产企业,100万~120万冲压生产从业人员,全年产值达700亿元人民币。
随着我国经济的持续发展,我国模具产业必然将在良好的市场环境下得到高速发展。
1.零件工艺性分析及冲压工艺方案的确定1.1冲裁件造型冲裁件为双耳止动垫圈根据GB /T 855-1988,得到规格24mm 的双耳止动垫圈尺寸。
具体尺寸如图1-1所示。
图1-1 双耳止动垫圈1.2冲裁件工艺分析(1)材料选用20号钢。
20号刚属于优质碳素结构钢,具有较好的塑形,因此冲压成形性能好。
并且选用钢板时,应保证其表面质量与厚度公差。
由《实用冲压工艺及模具设计手册》表1-9可得,牌号为SM400A 的20号钢 0.598/pa 410pa 245b s b s ===σσσσ,屈强比,抗拉强度屈服强度M M(2)结构与尺寸零件形状规则,但不对称。