钢铁的发黑处理
钢铁发黑处理方法

钢铁发黑处理方法 The document was finally revised on 2021发黑剂工作液的配制。
应把原液充分的摇动或搅拌均匀,根据工件的大小和回火温度的高低,来确定浓度以及使用哪种型号的发黑剂,一般发黑剂占水的百分比是 350 型、 200 型的浓度为 5-15% 160 型浓度为20% 使用原则为工件大浓度低,工件小浓度高。
发黑剂工作液的添加。
工作液中间添加时,一定要先稀释再加入,绝不能添加原液。
添加量参照“浓度分析与添加调整”工作液的温度控制。
工作液槽须加冷却与循环装置,温度应保持在 40 ℃,最高不得超越50 ℃。
发黑工件的处置流水线作业,工件不能将其它化学物质带入,进入回火炉前,不论淬火介质是水剂还是油剂,都应使用我厂生产的 W-20 型中间清洗防锈剂”或其它防锈剂清洗处理,才可进入回火炉。
工件陆续进入工作液时,工件的入液温度 350 型不得低于 350 ℃、 200 型不得低于 200 ℃、 160 型不得低于 160 ℃。
总之,不同型号的发黑剂,温度越高效果较好,最高不能超过 600 ℃以保证发黑膜与基体的结合力。
工件从工作液提出后,应进行烘干处理,烘干温度 120-150 ℃,如一次发黑效果不佳,还可进行二次发黑。
工作液的浓度分析与添加调整配制好的工作液在使用过程中,不时受到热工件的浸渍工作液有局部发黑剂被带出发黑槽外,成膜物质亦不断沉积到工件表面,随着溶液的消耗,液中成份在逐渐变化,应该定期检测分析溶液浓度,并结合生产量的多少,定期补充新的发黑剂,使工作液保持在一定的浓度范围内。
工件的发黑质量与检测使用钢铁发黑剂发黑工件,其工艺资料和发黑机理与传统的碱性发黑有本质的不同,所以发黑后工件的耐腐蚀性能测试要有相应手段。
目前,国家尚无规定的检测规范,所以供鉴碱性发黑的检测方法和涂装防腐技术的检测技术相结合来进行,以求得较全面的检测效果。
发黑后的工件外观要求光亮美观。
45号钢发黑处理工艺

45号钢发黑处理工艺一、前期准备1.1 材料准备45号钢材,酸洗液,水,碱洗液,氧化剂,发黑剂。
1.2 设备准备酸洗槽、碱洗槽、氧化槽、发黑槽、清洗槽、烤箱等。
二、工艺流程2.1 酸洗处理将45号钢材放入酸洗槽中进行酸洗处理。
酸洗液的成分为:硫酸浓度为40%~60%,温度为50℃~60℃。
将钢材浸泡在酸液中10~15分钟,取出后用水冲洗干净。
2.2 碱洗处理将经过酸洗处理的钢材放入碱洗槽中进行碱洗处理。
碱性清洁剂的成分为:氢氧化钠浓度为10%~20%,温度为50℃~60℃。
将钢材浸泡在碱性清洁剂中10~15分钟,取出后用水冲洗干净。
2.3 氧化处理将经过碱性清洁的钢材放入氧化槽中进行氧化处理。
氧化剂的成分为:硝酸铜浓度为5%~10%,温度为30℃~40℃。
将钢材浸泡在氧化剂中10~15分钟,取出后用水冲洗干净。
2.4 发黑处理将经过氧化处理的钢材放入发黑槽中进行发黑处理。
发黑剂的成分为:铜盐、磷酸盐、亚硝酸钠等。
将钢材浸泡在发黑剂中10~15分钟,取出后用水冲洗干净。
2.5 清洗处理将经过发黑处理的钢材放入清洗槽中进行清洗处理。
清洗液的成分为:水或者去离子水。
将钢材浸泡在清洗液中10~15分钟,取出后用水冲洗干净。
2.6 烘干处理将经过清洗处理的钢材放入烤箱中进行烘干处理。
烤箱温度为80℃~100℃,时间为30分钟左右。
三、注意事项3.1 操作人员必须佩戴防护手套、口罩等防护用品。
3.2 酸性物质和碱性物质不能混合使用,否则会产生化学反应。
3.3 操作过程中要注意安全,防止发生意外事故。
3.4 操作完毕后要及时清理设备和场地,保持环境清洁整洁。
四、结语通过以上工艺流程的处理,45号钢材可以得到美观、耐腐蚀、防锈等效果。
在实际操作中,应根据具体情况进行调整和改进。
钢制件的表面发黑处理
钢制件的表面发黑处理,也有被称之为发蓝的。
发黑处理现在常用的方法有传统的碱性加温发黑和出现较晚的常温发黑两种。
但常温发黑工艺对于低碳钢的效果不太好。
A3钢用碱性发黑好一些。
碱性发黑细分出来,又有一次发黑和两次发黑的区别。
发黑液的主要成分是氢氧化钠和亚硝酸钠。
发黑时所需温度的宽容度较大,大概在135摄氏度到155摄氏度之间都可以得到不错的表面,只是所需时间有些长短而已。
实际操作中,需要注意的是工件发黑前除锈和除油的质量,以及发黑后的钝化浸油。
发黑质量的好坏往往因这些工序而变化。
金属“发蓝”药液采用碱性氧化法或酸性氧化法;使金属表面形成一层氧化膜,以防止金属表面被腐蚀,此处理过程称为“发蓝”。
黑色金属表面经“发蓝”处理后所形成的氧化膜,其外层主要是四氧化三铁,内层为氧化亚铁。
一、碱性氧化法“发蓝”药液1.配方:硝酸钠50~100克氢氧化钠600~700克亚硝酸钠100~200克水1000克2.制法:按配方计量后,在搅拌条件下,依次把各料加入其中,溶解,混合均匀即可。
3.说明:(1)金属表面务必洗净和干燥以后,才能进行“发篮”处理。
(2)金属器件进行“发蓝”处理条件与金属中的含碳量有关,“发蓝”药液温度及金属器件在其中的处理时间可参考下表。
金属中含碳量%工作温度(℃)处理时间(分)开始终止>0.7135-13714310-300.5-0.7135-14015030-50<0.4142-145153-15540-60合金钢142-145153-15560-90(3)每隔一星期左右按期分析溶液中硝酸钠、亚硝酸钠和氢氧化钠的含量,以便及时补充有关成分。
一般使用半年后就应更换全部溶液。
(4)金属“发蓝”处理后,最好用热肥皂水漂洗数分钟,再用冷水冲洗。
然后,又用热水冲洗,吹于。
二、酸性氧化法“发蓝”药液1.配方:磷酸3~10A克硝酸钙80~100克过氧化锰10~15克水1000克2.制法:按配方计量后,在不断搅拌条件下,依次把磷酸、过氧化锰和硝酸钙加入其中,溶解,混合均匀即可。
铁件发黑处理方法
铁件发黑处理方法
铁件发黑处理方法
一般来说,铁件发黑处理可以有以下几种方法:
① 电镀:将铁件表面经过特殊工艺处理,在表面形成一层防锈层,有效防止表面受潮湿和氧化;
② 磨光:将铁件通过磨光的方法,提高表面光洁度,以使表面不易沾附其它物质;
③ 热处理:将铁件经过一定温度的热处理,使其表面形成一层让光照射而不受损耗的薄膜。
④ 喷漆:用漆或油漆将铁件涂刷,形成保护膜,防止它受到光照、氧化等等作用破坏,抗氧化性强。
⑤ 磷化:将钢件经过酸洗和磷化,表面形成一层磷化膜,以抑制腐蚀性。
钢件表面发蓝(发黑)处理大全
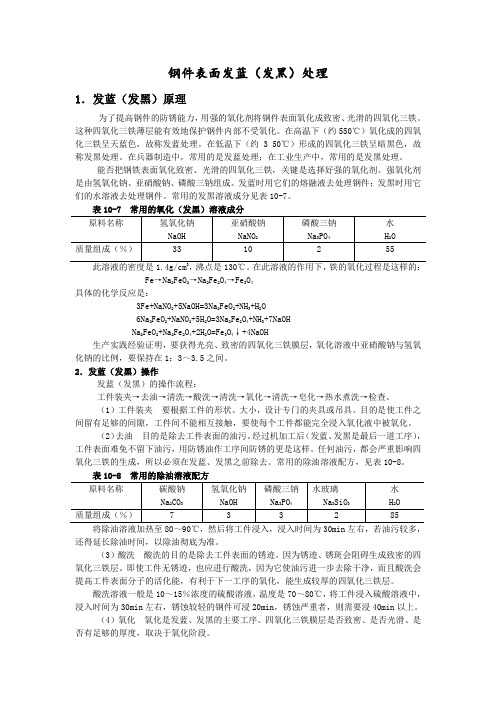
钢件表面发蓝(发黑)处理1.发蓝(发黑)原理为了提高钢件的防锈能力,用强的氧化剂将钢件表面氧化成致密、光滑的四氧化三铁。
这种四氧化三铁薄层能有效地保护钢件内部不受氧化。
在高温下(约550℃)氧化成的四氧化三铁呈天蓝色,故称发蓝处理.在低温下(约3 50℃)形成的四氧化三铁呈暗黑色,故称发黑处理。
在兵器制造中,常用的是发蓝处理;在工业生产中,常用的是发黑处理.能否把钢铁表面氧化致密、光滑的四氧化三铁,关键是选择好强的氧化剂。
强氧化剂是由氢氧化钠、亚硝酸钠、磷酸三钠组成.发蓝时用它们的熔融液去处理钢件;发黑时用它们的水溶液去处理钢件。
常用的发黑溶液成分见表10—7。
的:Fe→Na2FeO2→Na2Fe2O4→Fe3O4具体的化学反应是:3Fe+NaNO2+5NaOH=3Na2FeO2+NH3+H2O6Na2FeO2+NaNO2+5H2O=3Na2Fe2O4+NH3+7NaOHNa2FeO2+Na2Fe2O4+2H2O=Fe3O4↓+4NaOH生产实践经验证明,要获得光亮、致密的四氧化三铁膜层,氧化溶液中亚硝酸钠与氢氧化钠的比例,要保持在1:3~3。
5之间.2.发蓝(发黑)操作发蓝(发黑)的操作流程:工件装夹→去油→清洗→酸洗→清洗→氧化→清洗→皂化→热水煮洗→检查。
(1)工件装夹要根据工件的形状、大小,设计专门的夹具或吊具。
目的是使工件之间留有足够的间隙,工件间不能相互接触,要使每个工件都能完全浸入氧化液中被氧化。
(2)去油目的是除去工件表面的油污。
经过机加工后(发蓝、发黑是最后一道工序),工件表面难免不留下油污,用防锈油作工序间防锈的更是这样。
任何油污,都会严重影响四氧化三铁的生成,所以必须在发蓝、发黑之前除去。
常用的除油溶液配方,见表10—8.表10-8 常用的除油溶液配方将除油溶液加热至80~90℃,然后将工件浸入,浸入时间为30min左右,若油污较多,还得延长除油时间,以除油彻底为准.(3)酸洗酸洗的目的是除去工件表面的锈迹。
钢制件的表面发黑处理

钢制件的表面发黑处理,也有被称之为发蓝的。
发黑处理现在常用的方法有传统的碱性加温发黑和出现较晚的常温发黑两种。
但常温发黑工艺对于低碳钢的效果不太好。
A3钢用碱性发黑好一些。
碱性发黑细分出来,又有一次发黑和两次发黑的区别。
发黑液的主要成分是氢氧化钠和亚硝酸钠。
发黑时所需温度的宽容度较大,大概在135摄氏度到155摄氏度之间都可以得到不错的表面,只是所需时间有些长短而已。
实际操作中,需要注意的是工件发黑前除锈和除油的质量,以及发黑后的钝化浸油。
发黑质量的好坏往往因这些工序而变化。
金属“发蓝”药液采用碱性氧化法或酸性氧化法;使金属表面形成一层氧化膜,以防止金属表面被腐蚀,此处理过程称为“发蓝”。
黑色金属表面经“发蓝”处理后所形成的氧化膜,其外层主要是四氧化三铁,内层为氧化亚铁。
一、碱性氧化法“发蓝”药液1.配方:硝酸钠50~100克氢氧化钠600~700克亚硝酸钠100~200克水1000克2.制法:按配方计量后,在搅拌条件下,依次把各料加入其中,溶解,混合均匀即可。
3.说明:(1)金属表面务必洗净和干燥以后,才能进行“发篮”处理。
(2)金属器件进行“发蓝”处理条件与金属中的含碳量有关,“发蓝”药液温度及金属器件在其中的处理时间可参考下表。
金属中含碳量%工作温度(℃)处理时间(分)开始终止>0.7135-13714310-300.5-0.7135-14015030-50<0.4142-145153-15540-60合金钢142-145153-15560-90(3)每隔一星期左右按期分析溶液中硝酸钠、亚硝酸钠和氢氧化钠的含量,以便及时补充有关成分。
一般使用半年后就应更换全部溶液。
(4)金属“发蓝”处理后,最好用热肥皂水漂洗数分钟,再用冷水冲洗。
然后,又用热水冲洗,吹于。
二、酸性氧化法“发蓝”药液1.配方:磷酸3~10克硝酸钙80~100克过氧化锰10~15克水1000克2.制法:按配方计量后,在不断搅拌条件下,依次把磷酸、过氧化锰和硝酸钙加入其中,溶解,混合均匀即可。
钢管钢铁等零件的发黑处理简介.pdf

钢管钢铁等零件的发黑处理简介Via 常州精密钢管博客1 概述:1.1 钢铁制品在空气中与氧接触,表面会形成一层氧化物薄膜。
但自然成膜大多数不够致密完整,因而也不能防止金属继续被氧化腐蚀。
而发黑处理,是人为形成致密氧化膜的化学方法,在钢铁制品的防腐处理中常被应用。
1.2 钢铁氧化处理方法很多,有碱性氧化法、无碱氧化法、高温气体氧化法和电化学氧化法等。
工业上,曾经广泛采用的是碱性氧化法。
1.3 碱性氧化法的特点是,色泽美观、无氢脆、有弹性、膜层厚(0.5-1.5μm),对零件的尺寸和精度无显著影响,对零件残余应力也有一定消除作用。
1.4 发黑处理:是将钢铁金属零件浸没在很浓的碱和氧化剂的溶液中,在一定温度下加热、氧化,使金属表面生成一层均匀致密而且与基体金属表面结合牢固的四氧化三铁薄膜的工艺。
这层薄膜,对金属表面的防腐有很好的作用。
由于实际生产中受各种因素的影响,这层薄膜的颜色有蓝黑色、黑色、蓝色(所以有时又称发蓝)等等。
1.5 发黑处理的目的主要有以下三点:一是对金属表面起防锈作用。
二是增加金属的美观光泽。
三是部分消除工件的残余应力。
2 氧化膜形成的基本原理2.1 原理:钢铁零件在很浓的火碱(NaOH)和氧化剂(亚硝酸钠NaNO2或硝酸钠NaNO3)溶液中加热,开始表面受到NaOH的微腐蚀作用,析出亚铁离子,亚铁离子与火碱和氧化剂起作用,生成亚铁酸钠(Na2FeO2)和铁酸钠(Na2Fe2O4),然后再由铁酸钠与亚铁酸钠进一步起作用,生成四氧化三铁(Fe3O4)。
其化学反应方程式如下:在氧化剂的存在下,铁与碱作用生成亚铁酸钠:3Fe+NaNO2+5NaOH→3Na2FeO2+NH3↑+H2O亚铁酸钠向溶液里扩散与氧化剂相遇,进一步氧化成铁酸钠(Na2Fe2O4):8Na2FeO2+NaNO3+6H2O→4Na2Fe2O4+NH3↑+9NaOH或:6Na2FeO2+NaNO2+5H2O→3Na2Fe2O4+NH3↑+7NaOH铁酸钠与未被氧化的亚铁酸钠作用,生成四氧化三铁(Fe3O4)保护膜:Na2Fe2O4+Na2FeO2+H2O→Fe3O4↓+4NaOH由于某些情况,在形成四氧化三铁膜的同时,有部分铁酸钠水解,生成红色的氧化铁水合物(Fe2O3▪mH2O)沉淀于工件表面上,表现为红锈或棕绣。
钢铁的发黑处理
三、发黑溶液中各介质的作用
尽管发黑溶液有着多种不同的配方,但是最基本的组成物总
不外乎是碱和氧化剂。生产中,碱多使用NaOH,而氧化剂则多使用
NaNO3和NaNO2,碱金属的铬酸盐也可作为氧化剂的使用,但使用较少。 为了改善氧化膜的质量和色泽,往往还在发黑液中添加一些磷酸三
影响膜层厚度的主要因素是溶解的苛性碱浓度和温度。由于氧 化是在溶液的沸点或接近于沸点的温度下进行的,而溶液的浓度与 沸点又存在着对应关系,所以这两个因素的影响其实是统一的。温 度越高,氧化膜的形成速度也越快,最终获得的氧化膜的厚度也越 厚。一般厚氧化膜常是疏松和容易被擦掉的。因此钢的氧化不易在 高于145°的沸腾温度下进行。此外,在这样高的温度下还会加速铁 酸盐的水解而在工作上形成含水氧化铁的红色挂灰,以致膜层质量 低劣。当氧化液温度高于170°C和氢氧化钠含量大于1000g/时,工 件表面就不能生成氧化膜。发生这种现象的主要原因是在高温下亚 铁酸钠与铁酸钠相互作用生成氧化膜的反应成慢、磁性氧化铁的溶 解度增大。
Na2Fe2O4+Na2FeO2+2H2O→Fe3O4↓+4NaOH
由于某些情况,在形成四氧化三铁氧化膜的同时,有部分铁酸钠水 解是,力生求成避红免色的的(氧这化种铁 现的 象水 一合 般物 在( 氢氧Fe化2O3钠.mH含2o量),高沉、积亚在硝2件酸表钠面含上量,低这 时产生。)这种现象的产生,主要是溶液中有红色肢体状氧化铁存 在的缘故。即:
发黑处理的目的主要有以下三点:
1、对金属表面起防锈作用。
2、增加金属表面的美观及光泽。
3、发黑时间的加热有助于减少工件中应力。
因为发黑处理具有上述作用,而且成本低、质量高,所以在
钢件表面发蓝(发黑)处理大全
钢件表面发蓝(发黑)处理1.发蓝(发黑)原理为了提高钢件的防锈能力,用强的氧化剂将钢件表面氧化成致密、光滑的四氧化三铁。
这种四氧化三铁薄层能有效地保护钢件内部不受氧化。
在高温下(约550℃)氧化成的四氧化三铁呈天蓝色,故称发蓝处理。
在低温下(约 3 50℃)形成的四氧化三铁呈暗黑色,故称发黑处理。
在兵器制造中,常用的是发蓝处理;在工业生产中,常用的是发黑处理。
能否把钢铁表面氧化致密、光滑的四氧化三铁,关键是选择好强的氧化剂。
强氧化剂是由氢氧化钠、亚硝酸钠、磷酸三钠组成。
发蓝时用它们的熔融液去处理钢件;发黑时用它们的水溶液去处理钢件。
常用的发黑溶液成分见表10-7。
Fe→Na2FeO2→Na2Fe2O4→Fe3O4具体的化学反应是:3Fe+NaNO2+5NaOH=3Na2FeO2+NH3+H2O6Na2FeO2+NaNO2+5H2O=3Na2Fe2O4+NH3+7NaOHNa2FeO2+Na2Fe2O4+2H2O=Fe3O4↓+4NaOH生产实践经验证明,要获得光亮、致密的四氧化三铁膜层,氧化溶液中亚硝酸钠与氢氧化钠的比例,要保持在1:3~3.5之间。
2.发蓝(发黑)操作发蓝(发黑)的操作流程:工件装夹→去油→清洗→酸洗→清洗→氧化→清洗→皂化→热水煮洗→检查。
(1)工件装夹要根据工件的形状、大小,设计专门的夹具或吊具。
目的是使工件之间留有足够的间隙,工件间不能相互接触,要使每个工件都能完全浸入氧化液中被氧化。
(2)去油目的是除去工件表面的油污。
经过机加工后(发蓝、发黑是最后一道工序),工件表面难免不留下油污,用防锈油作工序间防锈的更是这样。
任何油污,都会严重影响四氧化三铁的生成,所以必须在发蓝、发黑之前除去。
常用的除油溶液配方,见表10-8。
将除油溶液加热至80~90℃,然后将工件浸入,浸入时间为30min左右,若油污较多,还得延长除油时间,以除油彻底为准。
(3)酸洗酸洗的目的是除去工件表面的锈迹。
钢铁发黑工艺

钢铁发黑工艺
钢铁是一种重要的工业材料,用于制造汽车,家用电器,医疗器械等产品。
有时为了给产品增添美感,需要对钢铁进行发黑处理,以获得一个漂亮的黑色效果。
钢铁发黑工艺,又称钢铁黑化或发黑处理,是将钢铁表面进行某种热处理以使其表面产生黑色的工艺。
发黑后的钢铁具有表面光洁度好、耐腐蚀性强、美观大方的优点。
一般情况下,钢铁发黑处理可以分为热发黑和化学发黑两种。
其中,热发黑是采用热处理技术把钢铁表面烧焦。
一般情况下,采用火焰发黑和熔融发黑两种方式,火焰发黑是将钢铁放入明火中加热,使钢铁表面产生烧焦焦化层,从而产生黑色表面。
熔融发黑法是将钢铁加热到一定的温度,使其融化,然后把物料倒入熔体中,形成熔坑焦层,使其表面发黑。
另一种方法是用化学物质把钢铁表面发黑,目前有多种化学发黑技术可以使钢铁表面发黑,常见的有过氧乙酸发黑,硝酸和磷酸发黑、氢氧化钾发黑、氰化钠发黑等。
这些物质的作用机理是,通过对钢铁表面的氧化,形成一层氧化膜,从而使钢铁表面发黑。
钢铁发黑后还可以进行抛光处理,以使表面更加光滑。
如果需要准确的色泽,还可以采用着色技术,使其表面呈现不同的颜色,如红色、蓝色、绿色等。
总之,钢铁发黑是一种重要的工艺,广泛用于汽车、家用电器、医疗器械等产品的制造。
钢铁发黑处理后,具有表面光洁度好、耐腐
蚀性强、美观大方的优点,也可以通过抛光和着色技术,使其表面有不同的颜色。
另外,为了使发黑效果更好,有时需要结合化学发黑和热发黑两种技术,才能达到理想的效果。
常温发黑处理工艺
常温发黑处理工艺
常温发黑工艺流程主要包括前处理、发黑和后处理3个部分。
其工艺流程为:
1. 化学除油:将待清洗的钢铁件浸没在钢铁除油剂槽液中,静置几分钟,取出,将钢铁件表面除油剂残液水洗干净。
2. 热水洗:将钢铁件放入热水中清洗。
3. 冷水洗:将钢铁件放入冷水清洗。
4. 酸洗:将钢铁件放入酸液中清洗。
5. 冷水洗:将钢铁件放入冷水清洗。
6. 冷水洗:将钢铁件放入冷水清洗。
7. 发黑:将钢铁件放入发黑液中,发黑时间需要2-5分钟。
8. 水洗:将钢铁件放入水中清洗。
9. 中和:将钢铁件放入5%的碳酸钠溶液中。
10. 水洗:将钢铁件放入水中清洗。
11. 浸油封闭:将钢铁件放入脱水防锈油中,静置一段时间后取出。
钢铁的发黑处理
发黑处理的目的主要有以下三点: 1、对金属表面起防锈作用。 2、增加金属表面的美观及光泽。 3、发黑时间的加热有助于减少工件中应力。
因为发黑处理具有上述作用,而且成本低、质量高,所以在金 属表面处理中和工序间的防锈等得到广泛的应用。
3
二、氧化膜形成的基本原理
〈N离和生a成铁子一NO磁酸,〉3)性钠亚原溶四(理铁液氧离:N中a化子钢2加Fe三铁与热2O铁火零4,)。碱件开,其和在始然化氧很表后学化浓面再反剂的光由应起火受铁方作碱到酸程用(N钠a式,NO与aH为生O的亚H:)成微铁亚和腐酸铁氧蚀钠酸化作进钠剂用一((,步NN析起aaN2出F作Oe2亚O或用2)铁,
发黑液中氧化剂的浓度对膜层厚度也有一定的影响。随着氧化
7
三、发黑溶液中各介质的作用
尽管发黑溶液有着多种不同的配方,但是最基本的组成物总不
外乎是碱和氧化剂。生产中,碱多使用NaOH,而氧化剂则多使用 NaNO3和NaNO2,碱金属的铬酸盐也可作为氧化剂的使用,但使用较少。 为了改善氧化膜的质量和色泽,往往还在发黑液中添加一些磷酸三 钠或草酸盐等其它药品。这些组成物在发黑液中分别起着如下作用:
Na2Fe2O4+Na2FeO2+2H2O→Fe3O4↓+4NaOH
4
由于某些情况,在形成四氧化三铁氧化膜的同时,有部分铁酸钠水 解是力,求生避成免红的色(的这氧种化现铁象的一水般合在物氢(氧Fe化2O3钠.mH含2o量),高沉、积亚在硝2件酸表钠面含上量,低这 时产生。)这种现象的产生,主要是溶液中有红色肢体状氧化铁存 在的缘故。即:
1、在氧化剂的存在下铁+Na2FeO2+H2O
或: 3Fe+NaNO2+5NaOH→3Na2FeO2+NH3↑+H2O 亚铁酸钠朝溶液本体部位扩散同氧化剂相遇并进一步氧化成铁 酸钠Na2Fe2O4:
钢铁发黑处理工艺及配方

钢铁发黑处理工艺及配方
钢铁发黑处理工艺和配方与铁制品发黑处理基本类似。
下面是一种常见的钢铁发黑处理工艺及配方:工艺步骤:
1.清洗:将钢铁表面的污垢、油脂等杂质清洗干净。
可以使用溶剂、碱性清洗剂或者机械清洗方法进行清洗。
2.酸洗:使用酸性溶液(如盐酸)对钢铁进行酸洗处理,以去除表面的氧化层和锈蚀。
3.氧化:将钢铁浸泡在含有氧化剂的溶液中,使其表面发生化学反应生成一层黑色的氧化物。
常用的氧化剂有硫酸铜、硫酸亚铁等。
4.中和:将钢铁从氧化剂溶液中取出,用清水冲洗,并在中和液(如碳酸钠溶液)中浸泡,中和残留的酸性物质。
5.清洗和干燥:用清水冲洗钢铁,使其表面干净,并通过干燥的方式使其完全干燥。
配方示例:以下是一个简单的钢铁发黑处理配方示例:
-氧化剂:硫酸铜(CuSO4)或硫酸亚铁(FeSO4)
-酸洗剂:盐酸(HCl)
-中和液:碳酸钠溶液(Na2CO3)
-清洗剂:清水
请注意,处理钢铁需要严格遵守安全操作规程,并根据具体的工艺要求进行调整。
此外,还可以根据特定的需求和处理效果进行配方的优化和调整。
使用本工艺和配方时,请确保了解和遵守当地法规和安全标准,并在安全环境下进行操作。
钢制件的表面发黑处理

钢制件的表面发黑处理,也有被称之为发蓝的。
发黑处理现在常用的方法有传统的碱性加温发黑和出现较晚的常温发黑两种。
但常温发黑工艺对于低碳钢的效果不太好。
A3钢用碱性发黑好一些。
碱性发黑细分出来,又有一次发黑和两次发黑的区别。
发黑液的主要成分是氢氧化钠和亚硝酸钠。
发黑时所需温度的宽容度较大,大概在135摄氏度到155摄氏度之间都可以得到不错的表面,只是所需时间有些长短而已。
实际操作中,需要注意的是工件发黑前除锈和除油的质量,以及发黑后的钝化浸油。
发黑质量的好坏往往因这些工序而变化。
金属“发蓝”药液采用碱性氧化法或酸性氧化法;使金属表面形成一层氧化膜,以防止金属表面被腐蚀,此处理过程称为“发蓝”。
黑色金属表面经“发蓝”处理后所形成的氧化膜,其外层主要是四氧化三铁,内层为氧化亚铁。
一、碱性氧化法“发蓝”药液1.配方:硝酸钠50~100克氢氧化钠600~700克亚硝酸钠100~200克水100 0克2.制法:按配方计量后,在搅拌条件下,依次把各料加入其中,溶解,混合均匀即可。
3.说明:(1)金属表面务必洗净和干燥以后,才能进行“发篮”处理。
(2)金属器件进行“发蓝”处理条件与金属中的含碳量有关,“发蓝”药液温度及金属器件在其中的处理时间可参考下表。
金属中含碳量%工作温度(℃)处理时间(分)开始终止>0.7135-13714310-300.5-0.7135-14015030-50<0.4142-145153-15540-60合金钢142-145153-15560-90(3)每隔一星期左右按期分析溶液中硝酸钠、亚硝酸钠和氢氧化钠的含量,以便及时补充有关成分。
一般使用半年后就应更换全部溶液。
(4)金属“发蓝”处理后,最好用热肥皂水漂洗数分钟,再用冷水冲洗。
然后,又用热水冲洗,吹于。
二、酸性氧化法“发蓝”药液1.配方:磷酸3~10克硝酸钙80~100克过氧化锰10~15克水1000克2.制法:按配方计量后,在不断搅拌条件下,依次把磷酸、过氧化锰和硝酸钙加入其中,溶解,混合均匀即可。
钢件表面发蓝(发黑)处理原理及工艺流程

钢件表面发蓝(发黑)处理原理及工艺流程一、发蓝(发黑)原理为了提高钢件的防锈能力,用强的氧化剂将钢件表面氧化成致密、光滑的四氧化三铁(Fe3O4)。
这Fe3O4薄层能有效地保护钢件内部不受氧化。
在高温下(约550℃)氧化成的Fe3O4呈天蓝色,帮称发蓝处理。
在低温下(约130℃)氧化成的Fe3O4呈暗黑色,帮称发黑处理。
在兵器工业上,常用的是发蓝处理;在工业生产上,常用的是发黑处理。
能否把铁氧化成致密、光滑的Fe3O4关键是选择好强的氧化剂。
强氧化剂是由氢氧化钠(NaOH)、亚硝酸钠(NaNO2)、磷酸三钠(Na3PO4)组成。
发蓝时用它们的熔融液去处理工件;发黑是用它们的水溶液去处理工件。
常用的发黑溶液成分见表一。
3是这样的:Fe→Ma2FeO2→Na2Fe2O4→Fe3O4生产实践经验证明,要获得光亮、致密的Fe3O4膜层,氧化溶液中亚硝酸钠与氢氧化钠的比例,要保持在1:3~3.5之间。
二、发蓝(发黑)的操作过程:发蓝(发黑)的操作过程:工件装夹→去油→清洗→酸洗→氧化→清洗→皂化→热水煮洗→检查。
(一)工件装夹要根据工件的形状、大小、设计专门的夹具或吊具。
目的是使工件之间留有足够的间隙,工件间不能相互接触,要使每个工件都能完全浸入氧化液中被氧化。
(二)去油目的是除去工件表面的油污。
经过机架工后(发蓝、发黑是最后一道工序),工件表面难免不留下油污,用防锈油作工序间防锈的更是这样。
任何油污,都会严重影响Fe3O4的生成,所以必须在发蓝、发黑之前除去。
常用的除油溶液配方,见表二。
油污较多,还得延长除油时间,以除油彻底为准。
(三)酸洗酸洗目的,是除去工件表面的铁锈。
因为铁锈会阻碍生成致密的Fe3O4层。
即使工件无铁锈,也应酸洗,因为它使油污进一步去除干净,而且酸洗会提高工件表面分子的活化能,有得于下一工序的氧化,能生成较厚的Fe3O4层。
酸洗溶液一般是10%~15%浓度的硫酸溶液,温度是70~80℃。
钢制件的表面发黑处理

钢制件的表面发黑处理钢制件的表面发黑处理钢制件的表面发黑处理,也有被称之为发蓝的。
发黑处理现在常用的方法有传统的碱性加温发黑和出现较晚的常温发黑两种。
但常温发黑工艺对于低碳钢的效果不太好。
A3(A3钢是过去的叫法,现在虽然还在用,但已限于口语,在书面文件中最好别用,它是甲类钢,这类钢生产厂家出厂时只保证机械性能而不保证化学成份,所以杂质成份如S、P可能多一点,其含碳量在0.2%左右,大致相当于20号钢,与新标准中Q235相当。
)钢用碱性发黑好一些。
碱性发黑细分出来,又有一次发黑和两次发黑的区别。
黑液的主要成分是氢氧化钠和亚硝酸钠。
发黑时所需温度的宽容度较大,大概在135摄氏度到155摄氏度之间都可以得到不错的表面,只是所需时间有些长短而已。
实际操作中,需要注意的是工件发黑前除锈和除油的质量,以及发黑后的钝化浸油。
发黑质量的好坏往往因这些工序而变化。
金属“发蓝”药液采用碱性氧化法或酸性氧化法;使金属表面形成一层氧化膜,以防止金属表面被腐蚀,此处理过程称为“发蓝”。
黑色金属表面经“发蓝”处理后所形成的氧化膜,其外层主要是四氧化三铁,内层为氧化亚铁。
一、碱性氧化法“发蓝”药液1.配方:硝酸钠50~100克氢氧化钠600~700克亚硝酸钠100~200克水1000克2.制法:按配方计量后,在搅拌条件下,依次把各料加入其中,溶解,混合均匀即可。
3.说明:(1)金属表面务必洗净和干燥以后,才能进行“发篮”处理。
(2)金属器件进行“发蓝”处理条件与金属中的含碳量有关,“发蓝”药液温度及金属器件在其中的处理时间可参考下表。
金属中含碳量%工作温度(℃)处理时间(分)开始终止>0.7135-13714310-300.5-0.7135-14015030- 50<0.4142-145153- 15540-60合金钢142-145153-15560-90(3)每隔一星期左右按期分析溶液中硝酸钠、亚硝酸钠和氢氧化钠的含量,以便及时补充有关成分。
钢铁件发黑处理

钢铁常温发黑工艺流程表1 、发黑大型零件装筐,在筐内留有间隙,不能重叠在一起,使其发黑均匀 并快一装筐速提高发黑液的工作效率。
2、不同的钢材,按同一类型分别装筐,分别处理。
1、可选用除油除锈活化剂,或按常规工艺除油除锈。
二除油除锈 2、若采用喷砂、喷丸、滚光机械前处理,则不用除油、除锈工 发黑效果优于化学前处理。
五冷水清洗 发黑 使用设备:耐酸槽 六过滤泵 使用产品: 1:1-4 倍水进行稀释水洗、漂洗应进行两道清洗,工件在冷水槽中上下抖务必将残留的液体洗干净。
检查工件表面 PH 值为中性(6〜7)。
1、除油、除锈最关键,只要前处理做好,则发黑很简单。
2、发黑处理的时间通常为2分钟,取出后在空气中停留1〜2分钟,再水 洗。
发黑工作液 PH 值保持 2.3、严格控制发黑的时间,掌握的标准是工件表面有一层均匀略带灰色的黑膜即可,发黑液宜淡勿浓,发黑时间宜短勿长。
温度:常温(10-30C ) 4、24小时后膜层将更黑更均匀更牢固。
七冷水清洗后处理八使用设备 :可排水油槽使用产品 :脱水防锈油封闭剂彻底清洗发黑的残液,水洗漂洗时间为 2 分钟,工件表面 PH 值为中性6〜7.1、后处理最佳的选择是常温浸脱水防锈油,脱水防锈油既脱水又有防锈的 功能,在脱水防锈油槽中最好浸泡 5 分钟以上,以便充分脱水。
艺。
动,2、对于膜层结合力有特殊要求的工作,可以在发黑后用水溶性封闭剂处理,对不能浸油的工件待干燥后浸罩光剂或浸2次封闭剂。
3、发黑经水洗后用无铬钝化液处理后,再浸脱水防锈油,防锈性能更强。
发1、经过反复发黑处理,发黑液的PH值会上升2.5〜3,用0.5〜5.0的精密PH试纸测。
黑2、当PH值超过2.5倍时应加以调整,用原液调整,使槽液恢复到2,即可继续使用。
液3、若PH值超过了3以上就很难调整,所以在处理工件时,要经常测PH 值,以便及时调整。
这样既能保持的发黑工件表面颜色均匀一致,又能使发黑液使用寿命延长。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、在氧化剂的存在下铁与浓碱作用生成亚铁酸钠:
Fe+[O]+Na2FeO2+H2O
或: 3Fe+NaNO2+5NaOH→3Na2FeO2+NH3↑+H2O 亚铁酸钠朝溶液本体部位扩散同氧化剂相遇并进一步氧化成铁 酸钠Na2Fe2O4:
8Na2FeO2+NaNO3+6H2O→4Na2Fe2O4+NH3↑+9NaOH 或: 6Na2FeO2+NaNO2+5H2O→3Na2Fe2O4+NH3↑+7NaOH 2、铁酸钠与未被氧化的亚铁酸钠作用,生成构成膜层的磁性氧化然条件下,由于与空气中的氧相接处,其表面会
形成一层10-20A的氧化物薄膜。自然成膜时,依据金属本身的物理
性能,表面状态及氧化条件的不同,所形成的氧化膜有的较薄,有
的致密完整,有的却很疏松而不完整。多数情况下所形成的自然氧
化膜不能有效地防止金属继续被腐蚀。
钢铁的氧化处理方法很多,有碱性化学氧化法、无碱氧化法、高 温气体氧化法和电化学氧化法等。目前,工业上广泛采用的是碱性 化学氧化法。(还有酸性氧化法)
钠或草酸盐等其它药品。这些组成物在发黑液中分别起着如下作用:
1、NaOH的作用
①使零件表面产生轻微腐蚀,析出亚铁离子,促使氧化膜的形成。
②提高溶液的沸点,保证发黑过程所必须的温度。溶液中NaOH含量 越多,则溶液的沸点越高。在发兰过程中就是通过调整NaOH的含量 而控制溶液的沸点的。
影响膜层厚度的主要因素是溶解的苛性碱浓度和温度。由于氧 化是在溶液的沸点或接近于沸点的温度下进行的,而溶液的浓度与 沸点又存在着对应关系,所以这两个因素的影响其实是统一的。温 度越高,氧化膜的形成速度也越快,最终获得的氧化膜的厚度也越 厚。一般厚氧化膜常是疏松和容易被擦掉的。因此钢的氧化不易在 高于145°的沸腾温度下进行。此外,在这样高的温度下还会加速铁 酸盐的水解而在工作上形成含水氧化铁的红色挂灰,以致膜层质量 低劣。当氧化液温度高于170°C和氢氧化钠含量大于1000g/时,工 件表面就不能生成氧化膜。发生这种现象的主要原因是在高温下亚 铁酸钠与铁酸钠相互作用生成氧化膜的反应成慢、磁性氧化铁的溶 解度增大。
精品课件
发黑处理的目的主要有以下三点:
1、对金属表面起防锈作用。
2、增加金属表面的美观及光泽。
3、发黑时间的加热有助于减少工件中应力。
因为发黑处理具有上述作用,而且成本低、质量高,所以在
金属表面处理中和工序间的防锈等得到广泛的应用。
精品课件
二、氧化膜形成的基本原理
〈N离和生aN铁成一子O酸磁〉3,)亚钠性原溶铁(四理液氧:离N中a化钢子2加Fe三铁与2热O铁零火4,)碱。件开,和其在始然化很氧表后学浓化面再反的剂光由应火起受铁作方碱到酸程(用N钠a式,NO与aH为生O的亚H:成)微铁和亚腐酸铁氧蚀钠酸化作进钠剂用一((,步NN析起aaN2F出作Oe2或O亚用2)铁,
Na2Fe2O4+Na2FeO2+2H2O→Fe3O4↓+4NaOH
精品课件
由于某些情况,在形成四氧化三铁氧化膜的同时,有部分铁酸钠水 解是,力生求避成免红色的的(氧这化种现铁象的水一合般物在(氢氧Fe化2O3钠.mH含2o量),高沉、积亚在硝2件酸表钠面含上量,低这 时产生。)这种现象的产生,主要是溶液中有红色肢体状氧化铁存 在的缘故。即:
精品课件
液中根结据晶这析个出理的论,,并钢附上着的在Fe工3O4件晶表体面转上化而膜得是到这的个。氧它化的物结的构过与饱厚和度溶 取决于金属-溶液界面液相区的磁性氧化铁溶液的过饱和。
这个理论没有考虑到对钢的化学氧化机理有着重大影响的某些 方面: 氧的同①时Fe它(O在H)瞬2或时HF间eO便2-转在化有为氧氢的氧存化在铁下(十或分铁不酸稳盐定),。与强烈地吸附
发黑液中氧化剂的浓度对膜层厚度也有一定的影响。随着氧化
精品课件
三、发黑溶液中各介质的作用
尽管发黑溶液有着多种不同的配方,但是最基本的组成物总
不外乎是碱和氧化剂。生产中,碱多使用NaOH,而氧化剂则多使用
NaNO3和NaNO2,碱金属的铬酸盐也可作为氧化剂的使用,但使用较少。 为了改善氧化膜的质量和色泽,往往还在发黑液中添加一些磷酸三
氧化膜的特点:色泽美观、无氢脆、有弹性、膜层薄(0.51.5um),对零件的尺寸和精度无显著影响,对消除热处理后生成的 应力也有一定的作用。
发黑处理属于表面氧化处理方法的一种,将金属零件放在很浓的 碱和氧化剂的溶液中,在一定的温度下加热、氧化,使金属表面生 成一层均匀致密而且与基本金属牢固结合的四氧化三铁薄膜的工艺 过程叫做发黑。由于操作中各种因素的影响,这层薄膜的颜色有蓝 黑色、黑色、红棕色、棕褐色等。
NaFe2O4+(m+1)H2OFe2O3.mH2O+2NaOH Fe2O3.mH2O→Fe2O3.(m-n)H2O+n H2O 形成氧化膜的整个过程可以图解表示如下: 钢件制作Fe→Na2FeO2→Na2Fe2O4→Fe2O3.mH2O→Fe2O3.(m-n)H2O
Fe3O4(氧化膜)
氧化膜上的红色挂 灰或槽底的褐红色 沉淀物
精品课件
十分薄的膜(2–4nm)并不改变钢表面的外观,同时也不具有防护 作用。厚度大于2.5um的氧化膜则无光泽,呈黑色或灰黑色,其结构 疏松、抗磨性差。较适合的厚度为0.6~0.8um,呈现黑色或蓝黑色, 而且是带有光泽的致密膜层。钢材的化学成分对氧化膜的外观和结 构有明显的影响。合金钢和低碳钢一般难以得到带光泽的深黑色或 蓝黑色膜,且膜内易夹有红色的氧化铁挂灰。
②硝酸盐要在铁的存在下,才会还原为亚硝酸盐或亚硝基化合 物。无论是硝酸盐还是亚硝酸盐都不能直接氧化二价的铁离子。使 后者氧化的化合物有可能是Fe(NO)n,不含有这个化合物的新配溶液 是不能得到良好的膜层的。
③在成膜过程中,金属上的氧化物也应算作基底的一部分,它 可导致局部电池的电极反应延续进行。结晶析出成膜理论不能解释 这一事实。 (二)氧化膜的性质: 为它的钢水铁合上物的。氧氧化化膜膜由的亚结铁构-高、铁色氧泽化和物防F护e3O性4组能成取,决其于中它部的分厚可度能。