塑胶模咬花拔模参照表MT_AT-IM-Dxx系列数据管控表
注塑工艺参数标准设定一览表(上中下集)
常用塑料的注塑工艺参数(上集)总共十七项,分上中下三集,这是上集一、高密度聚乙烯(HDPE)料筒温度喂料区 30~50℃(50℃)区1 160~250℃(200℃)区2 200~300℃(210℃)区3 220~300℃(230℃)区4 220~300℃(240℃)区5 220~300℃(240℃)喷嘴220~300℃(240℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度220~280℃料筒恒温220℃模具温度20~60℃注射压力具有很好的流动性能,避免采用过高的注射压力80~140MPa(800~1400bar);一些薄壁包装容器除外可达到180MPa(1800bar)保压压力收缩程度较高,需要长时间对制品进行保压,尺寸精度是关键因素,约为注射压力的30%~60%背压5~20MPa(50~200bar);背压太低的地方易造成制品重量和色散不均注射速度对薄壁包装容器需要高注射速度,中等注射速度往往比较适用于其它类的塑料制品螺杆转速高螺杆转速(线速度为1.3m/s)是允许的,只要满足冷却时间结束前就完成塑化过程就可以;螺杆的扭矩要求为低计量行程0.5~4D(最小值~最大值);4D的计量行程为熔料提供足够长的驻留时间是很重要的残料量2~8mm,取决于计量行程和螺杆直径预烘干不需要;如果贮藏条件不好,在80℃的温度下烘干1h就可以回收率可达到100%回收收缩率 1.2~2.5%;容易扭曲;收缩程度高;24h后不会再收缩(成型后收缩)浇口系统点式浇口;加热式热流道,保温式热流道,内浇套;横截面面积相对小,对薄截面制品已足够机器停工时段无需用其它材料进行专门的清洗工作;PE耐温升料筒设备标准螺杆,标准使用的三段式螺杆;对包装容器类制品,混合段和切变段几何外形特殊(L:D=25:1),直通喷嘴,止逆阀二、聚丙烯(PP)料筒温度喂料区30~50℃(50℃)区1 160~250℃(200℃)区2 200~300℃(220℃)区3 220~300℃(240℃)区4 220~300℃(240℃)区5 220~300℃(240℃)喷嘴220~300℃(240℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度220~280℃料筒恒温220℃模具温度20~70℃注射压力具有很好的流动性能,避免采用过高的注射压力80~140MPa(800~1400bar);一些薄壁包装容器除外可达到180MPa(1800bar)保压压力避免制品产生缩壁,需要很长时间对制品进行保压(约为循环时间的30%);约为注射压力的30%~60%背压5~20MPa(50~200bar)注射速度对薄壁包装容器需要高的注射速度(带蓄能器);中等注射速度往往比较适用于其它类的塑料制品螺杆转速高螺杆转速(线速度为1.3m/s)是允许的,只要满足冷却时间结束前完成塑化过程就可以计量行程0.5~4D(最小值~最大值);4D的计量行程为熔料提供足够长的驻留时间是很重要的残料量2~8mm,取决于计量行程和螺杆转速预烘干不需要;如果贮藏条件不好,在80℃的温度下烘干1h就可以回收率可达到100%回收收缩率 1.2~2.5%;收缩程度高;24h后不会再收缩(成型后收缩)浇口系统点式浇口或多点浇口;加热式热流道,保温式热流道,内浇套;浇口位置在制品最厚点,否则易发生大的缩水机器停工时段无需用其它材料进行专门的清洗工作;PP耐温升料筒设备标准螺杆,标准使用的三段式螺杆;对包装容器类制品,混合段和切变段几何外形特殊(L:D=25:1),直通喷嘴,止逆阀三、聚苯乙烯(PS)料筒温度喂料区30~50℃(50℃)区1 160~250℃(200℃)区2 200~300℃(210℃)区3 220~300℃(230℃)区4 220~300℃(230℃)区5 220~300℃(230℃)喷嘴220~300℃(230℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度220~280℃料筒恒温220℃模具温度15~50℃注射压力具有很好的流动性能,避免采用过高的注射压力80~140MPa(800~1400bar)保压压力注射压力的30%~60%;相对较短的保压时间背压5~10MPa(50~100bar);在背压太低的地方,熔料中易产生气泡(制品中有灰黑纹路)注射速度普遍较快,多级注射以制品形状为依据;对薄壁的包装容器应该尽可能快,必要时使用蓄能器螺杆转速高螺杆转速(最大线速度为1.3m/s)是允许的;但为取得好的效果,塑化过程应该缓慢同冷却时间一样计量行程0.5~4D(最小值~最大值);4D的计量行程为熔料提供足够长的驻留时间是很重要的残料量2~8mm,取决于计量行程和螺杆转速预烘干不需要;如果贮藏条件不好,在80℃的温度下烘干1h就可以回收率可达到100%回收收缩率0.3%~0.6%浇口系统点式浇口;加热式热流道,保温式热流道,内浇套;相对较小的横截面为足够机器停工时段无需用其它材料进行专门的清洗工作;PS耐温升料筒设备标准螺杆,直通喷嘴,止逆阀四、聚氯乙烯-未增塑(PVC-U)料筒温度喂料区30~50℃(50℃)区1 140~160℃(150℃)区2 165~180℃(170℃)区3 180~210℃(190℃)区4 180~210℃(200℃)区5 180~210℃(200℃)喷嘴180~210℃(200℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度210~220℃料筒恒温120℃模具温度30~60℃注射压力80~160MPa(800~1600bar)保压压力不可设置太高,注射压力的40~60%,以模件和浇口为依据背压鉴于它的热敏感性,正确设置背压是很关键的;螺杆转动摩擦产生的热量(关闭热量输入控制)比从料筒加热圈产生的热量更好;背压不超过30MPa(300bar)注射速度不要设置太高并小心物料产生剪切效应;制品易产生变性或锐边的地方,应绝对需要多级注射速度螺杆转速使用允许的最低设置,最大速度折合线速度为0.2m/s;如果必要,延迟塑化以确保在冷却时间长的情况下,计量操作在低螺杆转速时能在冷却时间结束前完成;需要高扭矩并保持均匀计量行程 1.0~3.5D残料量应较小:1~5mm,取决于计量行程和螺杆直径;螺杆在安装料筒时确保最小配合预烘干如果贮藏条件不好,在70℃的温度下烘干1h就可回收率允许在材料没有热分解的状态下再生利用收缩率0.5%~0.7%浇口系统直浇口,片式浇口或圆片式浇口较好,对小的制品也可采用点式浇口;浇口朝着制品的方向应有圆弧过渡机器停工时段关闭加热,无背压塑化,允许熔料驻流2~3mm,然后像挤出机那样缓慢操作机器;重复操作直到料筒温度降到160℃,然后挤出余料,清空料筒料筒设备硬质PVC螺杆;有些需要料筒有加热圈和冷空气吹气装置;螺杆头有螺槽或没有螺槽,直通喷嘴五、增塑聚氯乙烯(P-PVC)料筒温度喂料区30~50℃(50℃)区1 140~160℃(150℃)区2 150~180℃(165℃)区3 160~220℃(180℃)区4 160~220℃(190℃)区5 160~220℃(190℃)喷嘴160~220℃(200℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度200~220℃料筒恒温120℃模具温度30~50℃注射压力80~120MPa(800~1200bar)保压压力注射压力的30%~60%背压5~10MPa(50~100bar)注射速度为了获得好的表面质量,注射不应该太快(如果必要,采用多级注射)螺杆转速设置中等螺杆转速,最大折合线速度为0.5m/s计量行程 1.0~3.5D残料量2~6mm,取决于计量行程和螺杆直径预烘干不需要;只有在贮藏条件不好,在70℃的温度下烘干1h就可回收率允许在材料没有热分解的状态下再生利用收缩率1%~2.5%浇口系统对小的制品可采用点式浇口;浇口朝着制品的方向应有圆弧过渡机器停工时段关闭加热,无背压塑化,操作几次挤出循环料筒设备标准螺杆,止逆环,直通喷嘴六、尼龙6(PA6)料筒温度喂料区60~90℃(70℃)区1 230~240℃(240℃)区2 230~240℃(240℃)区3 240~250℃(250℃)区4 240~250℃(250℃)区5 240~250℃(250℃)喷嘴230~240℃(250℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1喂料区和区1的温度是直接影响喂料效率,提高这些温度可使喂料更平均熔料温度240~250℃料筒恒温220℃模具温度60~100℃注射压力100~160MPa(1000~1600bar),如果是加工薄截面长流道制品(如电线扎带),则需要达到180MPa(1800bar)保压压力注射压力的50%;由于材料凝结相对较快,短的保压时间已足够。
塑胶收缩率表汇总

成型加工温度,模具温度及射出成型过程的一般塑胶收缩率a注意与流动方向及横向的不同收缩率,制程影响b共聚物莒用翠•胶材料:ABS/TOM (处制)/PS/PP(帀折胶)/HIPS/MBS明ABS)代(口别胶)/PPS i 叩叹)/PVC/PMMA (1E 克力)/PA C 錐绘)/PE4花料)八BS比血1.05抽木年干分之S用逸绘命能辽絡产局尺寸稱贡怕初料• 一股对于粘度察求高的产乩都用它•例如ABS+PC是手机外壳的常卅材絆POM抽M r分之20—25 及爲JQ郁慣窩・例血是剜料帙轮处用材料PS抽水辛干分之5可用做透明初料•可足比较晅■可绘价格自制PP料比匣0.91吋浮任水上.徜水率干分之16-20密用住对于尺寸姿求不局的外壳上佗耐样祠!〉HIPS比匝:1.05抽水率抽水率分之5常刖来代料ABS用,匕是退喪不比ABSMBS (就址选切ABS)各今数何ABS.叮址ItABS临些PC料抽木带千5>2 5-7.販度很高,也圮耐高祸的材料.是价标很高的舉料之一PPS是耐閉淋的材料之一.PVC捕水*订分之10-25.还叮瞰透明和I]・刃老化.价格自制.国为现玄対丁安观的婪来址愈来倉产.flfl pmma 一般是也用无甬PVC来做产届PMMA 乂称宵机玻Jfi.透明机能岛.片光性好,可是极易刮花。
PA抽水率「分之8—14耐牺性好,冇很為的韧性PE抽水牟20—25•常用于吹喘・也町用于做软快轮(消音快轮)垫料名称:ABS实环开廡抽水率:0.0045开模产种类型:扌1印机壳駅料名称:ABS实怀开旗抽水率:0.005开快产种类型:于机壳塹料名称:PP实氏开模抽木率:O.OI55开模产种类型:木出汽车壳犁料名称:PA+30%GF实际开模抽水率:0.013开模产种类型:宗小摩托车配仲塑料名称:PS实陥开模捕水率:0.005开蟆产种类型:东芝.牛玲冰粗抽脱塑料名称:H-PE实琢开根抽水率:0.018开根产种类型:羌的底水壷削料名称:ABS实氏开筷抽水率:0.005开模产种类型:芙的饮水机犁料名称:PP实际开熨抽水率:0.0155开pmma价格模产种类恥木出汽彳诜犁料名称:PA+30%GF 型料名称:PP实际开哎抽水勒0.016 开模产种类型:啊房用品郢料名称:EVA 实际开安抽木:仪0.025开模产种类型:厨房用M犁科名称:SAN实闻开模抽水率:0.004 尸模产冲类型:厨房用品犁料名称:POM 实际开模抽水率:0.025开揍产种类型:厨房用品型料名称:ABS实标开模捕水率:0.005开模产种类型:厨房用品里料名称:ABS实泳开模抽水率:0.003开槐产种类型:说帕实际开模抽水率:0.017开帳产种类空:水竹接头塑料名称:pom实际开模抽水率:0.02 开棋产种类型:调火坏塑料名称:PP 实以开模抽水*: 0.018开模产种类型:托IM实际开悭抽水率:0.005开模产种类型:机壳型料名称:AS实区开模抽水率:0.004开模产种类型:机壳犁札名称:PA66+3XGF实际开模抽水率:0.005开吒产种类型:办公椅的椅脚垫料名称:PP实际开復抽水率:0.016开段产种类型:汽车杞件pmma W胶原料(反九艇)蹩K:名称:PA+30嗚GF实你开棋抽水率:0.0035开哽产种类型:汽车粗件(反比镜)塑料名称:ABS+PA实冋开模抽水弃:0.007开棋产种类空:汽车杞件(反光址)犁料名称:PVC实际开筷抽水0.025开模产种类申:汽车配件郢料名称:ABS+PC实巨开咲抽水# 0.004开模产种类型:手机面盖底盖塑料名称:PC实际开模捕水率:0.005开模产种类型:于机扮饰件犁料名称:TPU实耳开模抽术率:0.010开哽产种类型:于机胶塞USB按II胶塞PA+mGF实际开棋抽水率:0.007巫源插头内架.PBIV3O^GF实除开模抽水率:0.005电源捕头内架即料名称:PMMA实氐开模抽水帯:0.003开模产种类型:手机镜片犁料名称:HIPS实际开模抽水率:0.0045开模产种类空:飞利汹遥控器下希梨料名称:HIPS实标开滾抽水率:0.005开模产种类型:E利浦遥控益L蔷塑料名称:HIPS实除开模抽水率:0.0045开摂产种类型:E利浦遇控器电池希犁料名称:POM实标开模抽水率:0.02开模产Hpmma材料希性类型:西门子杲配件(支撐件类)塾料名称:PA66+NPG25实标开模抽水率:0.0045开模产种类型:西门子某配件(力着类.内表面很多筋位)塑料名称:PP实际开模抽水率:0.018开模产种決型:医疗类用盆塑料名称:ABS实氐开模抽木率:0.0045开模产种类申:三里遥控器卜希型料名称:abs实禺开模抽水率:0.005开模产种类型:三邸遥拎器电上需墊料名称:HIPS实陥开虫抽水牟:0.0045开模产种类型:三毘遥控器电池需型料名称:HIPS实际开模抽水率:0.0045开模产种类型:LG遇控器卜芾塑料名称:HIPS实际开痕抽水率:0.005开模产种类型:LG逼控器」盖垫料名称:HIPS实廉开模抽水率:0.0045开模产种决型:LG遥控卷电池孟垫料名称:HIPS实阅开模抽水率:0.005开模产种类型:牡马哈睜托车音納塑料名称:POM实际开筷抽水率:0.025开模产种类生:舉料斎轮别料名称:PVC实际开粳抽才、:彳:0.03开模产种类型:密码箱手柄犁料名称pmma价格:ABS实X开模抽木:牟:0.005开模产种次型:汽乍血供犁科名称:PP实际开根抽水率:0.025开模产种类型:解码箱IB料名称:PC实赫开模抽水率:0.0055开槌产种类型:汽来配件塑料名称:PA66实际开模捕水率:0.018开棋产种类型:锁具塹料名称:POM实隊开模抽水率:0.025开棋产种类魁:犁料齿轮削料名称:PVC 实外开模抽水率:0.03开模产种类型:密码箱手柄塑料名称:ABS实际开接抽水率:0.005开换产种类申:汽:彳猊件塑料名称:PA66窖称开慎抽水率:0.018开帳产种类型:锁只即料名称:POM实床开楔抽水率:0.025开棋产种类型:犁料齿轮刻料名称:PVC实际开模抽水率:0.03开凑产种类型:密码箱孑柄别料名称:ABS实%开模抽木*: 0.005实际开揍抽水率:0.025开模产种类申:密码箱V料名称:PC实际开權抽木率:0.0055开模产种类型:汽4:IVfl犁料名称:PA66实际开棧抽水率:0.018开模产种类型:锁具犁料名称:POM实际开模抽水率:0.025开役产种类型:塹料齿轮垫料名称:PVC实休开模抽水率:0.03开模产种类型:密码箱F柄塾料名称:ABS实陥开模抽水率:0.005开模产种类型:汽车配件塑料名称:PP实际开模抽水率:0.025开横产种pmma是什么材料決空:密码箱犁料名称:PC实除开模抽木率:O.OO55实际开模捕水罩:0.018开模产种类型:锚具型料名称:PS实舔开棋抽水率:0.0045开欖产种类型‘打印机产储垫料名称:ABS实际开槐抽水率:0.0025开模产种类型:伟劾达的TTd-BJ机的支架墊*:1 名称:PA6+35^GE实陽开模抽水率:0.004开根产种炭型:汽冲杞件(内部功效件)PMMAdE 加I力):5/1000 POM(<钢):20/1000PS(破胶):5/1000 PP(百折胶):16/1000PG 內列胶);5/1000 ABS(&不碎肢):5/1000HIPS(不碎胶):5/1000 AS«透明益力人举胶):5/1000 GPPS:5/l000PBT: 15/1000PA66(闻纶):16/1000 PA6(锂比):9/1000TPR(软胶):I8/IOOOTPU(轶胶)18/1000PE:(牧胶)20/1000 KVA (橡支肢〉:20/1000GP (皎胶):5/I000CA(酸竹胶):5/1000K 滞(KRATON ): 20/1000 ACETAUAC):20/l000 PU: 20/1000 PVC(软):20/1000PC+ABS:5/IOOO BDS(K・RES【N0”K 料.7/1000PA66+50^GPT: 2/1000 PA66+30r;fGPT: 3/1000PA66>I5WPT: 8/1000 PBT4-30WPT: 3/1000PP*20%GPT: 5/1000 PP+30^GPT: 3/1000以I •收堀睜绅过儿年实找收集両來的•布产品不跨越300nun均等胶片不跨越3MM以内绝対于可抵(产品尺寸冇跨越300mm的嬰小计0.0005•产品K宽岛尺寸为井太大的嬰X轴.Y 轴N駁分开来计乩碰到产品均等胶位过斤•过刪0.5以下)及产閉尺勺人都要山格注意)实际开模抽水率:0.015开模产种类型:叢的电水壶犁料名称:ABS实际开模抽水率:0.005开模产种类型:关的饮水机別料名称:PP实冋开安抽木:仁0.0155开筷产种类型:木田汽车壳犁料名称:PA+30%GF实陥开模抽水率:0.013开模产种类型:宗申摩托乍配件犁料名称:PS实际开安抽水率:0.005。
咬花面拔模标准

咬花面拔模標准一﹐產品外觀面若需咬花﹐我們在拆模時需嚴格按照下面的標准對產品沿脫模方向進行拔模﹐以避免黏模拉傷成品。
(以下為常見兩種版本咬花規格表)咬花MT版常用規格表每千分之一英寸, 拔模為1°-1.5°Mold-Tech A Mold-Tech BPtn.#Depth Angle Ptn.#Depth Angle MT-110000.00041°MT-112000.003 4.5°MT-110100.001 1.5°MT-112050.00254°MT-110200.0015 2.5°MT-112100.0035 5.5°MT-110300.0023°MT-112150.0045 6.5°MT-110400.003 4.5°MT-112200.0057.5°MT-110500.0045 6.5°MT-112250.0045 6.5°MT-110600.003 4.5°MT-112300.00254°MT-110700.003 4.5°MT-112350.0046°MT-110800.0023°MT-112400.0015 2.5°MT-110900.0035 5.5°MT-112450.0023°MT-111000.0069°MT-112500.00254°MT-111100.00254°MT-112550.0023°MT-111200.0023°MT-112600.0046°MT-111300.00254°MT-112650.0057°MT-111400.00254°MT-112700.0046°MT-111500.002754°MT-112750.00355°MT-111600.0046°MT-112800.00558°Mold-Tech C Mold-Tech DPtn.#Depth Angle Ptn.#Depth AngleMT-11300 0.0025 3.5° MT-11400 0.002 3° MT-11305 0.005 7.5° MT-11405 0.0025 4° MT-11310 0.005 7.5° MT-11410 0.0035 5.5° MT-11315 0.001 1.5° MT-11415 0.002 3° MT-11320 0.0025 4° MT-11420 0.0025 4° MT-11325 0.003 4.5° MT-11425 0.0035 5.5° MT-11330 0.002 3° MT-11430 0.007 10° MT-11335 0.002 3° MT-11435 0.010 15° MT-11340 0.003 4.5° MT-11440 0.0005 1.5° MT-11345 0.003 4.5° MT-11445 0.0015 2.5° MT-11350 0.0035 5.5° MT-11450 0.0025 4° MT-11355 0.0025 4° MT-11455 0.003 4.5° MT-11360 0.0035 5.5° MT-11460 0.0035 5.5° MT-11365 0.0045 7° MT-11465 0.005 7.5° MT-11370 0.004 6° MT-11470 0.002 3° MT-11375 0.004 6° MT-11475 0.002 3° MT-113800.0046°MT-114800.0034.5°Plaque #6 Plaque #7 Plaque #8 Plaque #10 Ptn.# Depth Ptn.#Depth Ptn.# Depth Ptn.# Depth MT229 0.003 MT3250.003 MT588MT980 0.004 MT392 0.004 MT964 0.003 MT888 0.013 MT901 0.003 MT585 0.0035 MT1038 0.002 MT1028 0.0035 MT945 0.0065MT889 0.004 MT1043 0.002 MT1067 0.013 MT970 0.002 MT1013 0.003 MT1170 0.0025 MT1149 0.013 MT972 0.0025MT1015 0.0055 MT1192 0.0015 MT1153 0.0075 MT973 0.0035MT1039 0.003 MT1239 0.003 MT1211 0.0095 MT974 0.0025MT1055 0.0055 MT1240 0.003 MT1226 0.0035 MT978 0.003 MT1068 0.0055 MT1241 0.002 MT1227 0.0035 MT985 0.0025MT1070 0.007 MT1242 0.002 MT1228 0.0095 MT1055-1 0.0001MT1074 0.0055 MT1243 0.002 MT1230 0.013 MT1055-2 0.0045MT1129 0.003 MT1244 0.0025 MT1232 0.003 MT1055-3 0.0005MT1159 0.008 MT1250 0.003 MT1233 0.0035 MT1055-4 0.0075MT11220.0015MT20190.0025MT12340.0035MT1055-50.001MT1127 0.0025 23053 0.002 MT1238 0.0045 MT1055-7 0.0225MT1526 0.0135 23064 0.0015 23031 0.0085 MT1055-8 0.0325MT11260.0065MT20280.0025MT12360.0035MT1055-60.0017 MT11270.0025230530.002MT12380.0045MT1055-70.0225 MT15260.0135230640.0015230310.0085MT1055-80.0325昵宏咬花規格表咬花番號拔模斜度平均值 μ打光程度加工種類HN-DS111° 5 ~ 7800HN-DS12 1.5°10 ~ 13600 ~ 800HN-DS132°12 ~ 15600 ~ 800HN-DS142°13 ~ 19600 ~ 800HN-DS013°25 ~ 30320HN-DS024°35 ~ 40320HN-DS034°36 ~ 42320HN-DS04 4.5°38 ~ 43320HN-DS05 1.5°9 ~ 13800HN-DS062°14 ~ 19800HN-DS07 2.5°19 ~ 24600HN-DS083°25 ~ 30400梨地NO. 12°8~9 #400梨地NO. 2 2.5°15~16#400梨地NO. 33°15~17#400梨地NO. 4 3.5°16~18#400梨地NO. 54°20~23#400梨地NO. 6 4.5°25~30#400梨地NO. 76°40~42#320梨地NO. 86°57~60#320梨地NO. 96°60~66#320S ---半光澤 G ---半光澤NO. 11° 1.7鏡面NO. 31° 1.4鏡面NO. 41° 1.81000 NO. 51° 2.91000 NO. 6 1.5°41000 NO. 7 1.5° 6.5#800 NO. 82°7#800 NO. 9 2.5°7.7#800 NO. 103°10~11#600 NO. 113~4°12~15#600 NO. 124~5°16~18#600S ---半光澤 G ---半光澤 HN20 2.5°12~14#400 HN213°15~17#400 HN223~4°23~25#400 HN234~5°33~37#320 HN244°19~21#320 HN254°23~25#320 HN264°26~30#320 HN275°37~40#320 HN285~6°41~43#320 HN295~6°45~50#320 HN306°58~63#320 HN316°65~73#320S ---半光澤 G ---半光澤HN10001°4~5#800 HN10011°5~6#800 HN1002 1.5°8~#800 HN10031°3~4#800 HN10041°4~5#800 HN10051° 5~6#800 HN10062°10~11#600 HN1007 2.5°12~13#600 HN10083°17~19#600 HN1009 1.5°6~7#600 HN10102°7~8#600HN10113°13~14#600 HN1012 3.5°25~27#400 HN10134°33~37#400 HN10145°43~50#400 HN10153°19~21#400 HN10164°32~~33#320 HN10175°36~~38#320S ---半光澤 G ---半光澤 HN2000 1.5°8~9#600 HN20012°13~15#600 HN2002 2.5°22~34#400 HN2003 3.5°40~44#400 HN20044°44~47#400 HN2005 5.5°61~65#400 HN2006 5.5°60~63#400 HN20075°61~64#400 HN20085°63~66#400 HN20093°33~35 #400 HN2010 3.5°43~46#400 HN20112°20~21#400 HN20123°28~32#400 HN2013 3.5°30~35#400 HN2014 2.5°19~22#400 HN2015 2.5°25~29#400 HN20163°33~38#400 HN20174°38~41#400 HN20184°50~58#400 HN20195°70~75#400 HN20202°16~23#400 HN2021 2.5°23~26#400 HN20223°25~27#400 HN20234°30~34#400 HN2024 4.5°42~50#400 HN20255°52~56#400 HN20265°62~70 #400S ---半光澤 G ---半光澤HN3000 1.5°4~5#800HN3001 1.5°5~6#800HN3002 1.5°7~9#800HN3003 2.5°8~11#800HN30043°10~15#600HN30053°16~18#600HN3006 3.5°17~20#600HN3007 1.5°7~9#600HN30082°9~11#600HN3009 2.5°12~14#600HN3010 2.5°15~18#600HN30113°18~22#600HN3012 3.5°24~28#600HN3013 3.5°27~31#600每千分之一英寸, 拔模為1°-1.5°二﹐具體實例說明(以電池蓋為例)1. 咬花面拆在母模﹐則沿脫模方向之母模面要按上述標准做拔模角。
塑料注塑模具验收标准和表格汇总
塑料注塑模具验收标准目的:为确保模具能生产出合格的产品,正常投入生产,保证模具生产使用寿命,满足产品设计的生产使用要求。
规范从产品质量、模具结构、注塑成型工艺要求等方面认可模具的标准,据此对模具质量进行评估;参照标准:GB/T 12554—2006塑料注射模技术条件GB/T 4169.1~4169.23—2006 注射模零件GB/T 12556—2006 塑料注射模模架技术条件GB/T 14486—2008 塑料模塑件尺寸公差一、成型产品外观、尺寸、配合1.产品表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白(或拉裂、拉断)、烘印、皱纹。
2.熔接痕:一般圆形穿孔熔接痕长度不大于5mm ,异形穿孔熔接痕长度小于15mm ,熔接痕强度并能通过功能安全测试。
3.收缩:外观面明显处不允许有收缩,不明显处允许有轻微缩水(手感不到凹痕)。
4.变型:一般小型产品平面不平度小于0.3mm ,有装配要求的需保证装配要求。
5.外观明显处不能有气纹、料花,产品一般不能有气泡。
6.产品的几何形状,尺寸大小精度应符合正式有效的开模图纸(或3D 文件)要求,产品公差需根据公差原则,轴类尺寸公差为负公差,孔类尺寸公差为正公差,顾客有要求的按要求。
7.产品壁厚:产品壁厚一般要求做到平均壁厚,非平均壁厚应符合图纸要求,公差根据模具特性应做到-0.1mm。
8.产品配合:面壳底壳配合:表面错位小于0.1mm ,不能有刮手现象,有配合要求的孔、轴、面要保证配合间隔和使用要求。
二、模具外观1 .模具铭牌内容完整,字符清晰,排列整齐。
2.铭牌应固定在模脚上靠近模板和基准角的地方。
铭牌固定可靠、不易剥落。
3.冷却水嘴应选用塑料块插水嘴,顾客另有要求的按要求。
4.冷却水嘴不应伸出模架表面。
5.冷却水嘴需加工沉孔,沉孔直径为25mm、30mm、35mm 三种规格,孔口倒角,倒角应一致。
6.冷却水嘴应有进出标记。
7.标记英文字符和数字应大于5/6,位置在水嘴正下方10mm 处,字迹应清晰、美观、整齐、间距均匀。
常用塑料注塑基础工艺参数表
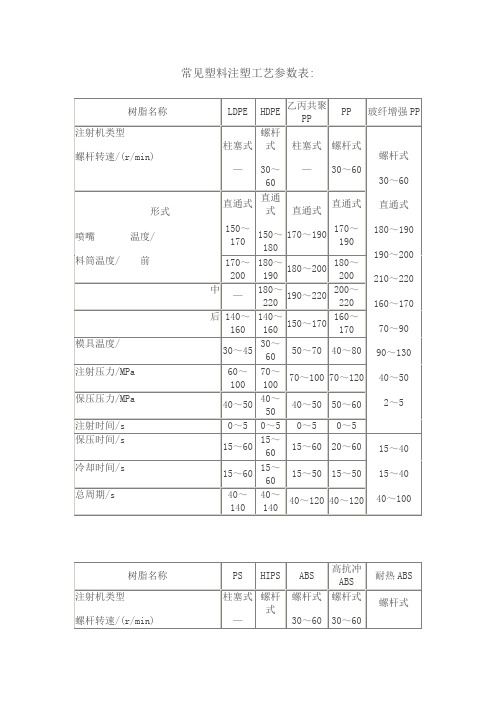
常见塑料注塑工艺参数表:常见塑料注塑工艺参数(2)-06-16 20:02:13| 分类: 个人日志| 标签: |字号大中小订阅聚甲醛加工参数聚甲醛成型收缩率聚甲醛后收缩九、PC注塑工艺特征与工艺参数设定1、聚集态特征属于无定型塑料, Tg为149~150℃; Tf为215~225℃; 成型温度为250~310℃; 2、热稳定性很好, 并随分子量增大而提升。
但PC高温下遇水易降解, 成型时要求水分含量在0.02%以下。
高温下水分对PC尤其有害。
在成型前, PC树脂必需进行充足干燥(而且应该充足注意预防干燥过物料再吸湿)。
干燥效果快速检验法, 是在注塑机上采取“对空注射”。
3、熔体粘度高, 流动性较差, 其流动特征靠近于牛顿流体, 熔体粘度受剪切速率影响较小, 而对温度改变十分敏感, 在适宜成型加工温度范围内调整加工温度, 能有效地控制PC粘度。
4、因为粘度高, 注射压力较高, 通常控制在80~120MPa。
对于薄壁长步骤、形状复杂、浇口尺寸较小制品, 为使熔体顺利、立刻充模, 注射压力要合适提升至120~150MPa。
保压压力为80~100MPa。
5、成型时, 冷却固化快, 为延迟物料冷凝, 需控制模温为80~120℃。
6、PC分子主链中有大量苯环, 分子链刚性大, 注塑中易产生较大内应力, 使制品开裂或影响制品尺寸稳定性; (在100℃以上作长时间热处理, 它刚硬性增加, 内应力降低)。
PC经典干燥曲线台湾奇美经典牌号加工参数: 十、PA及玻纤增强PA注塑工艺特征与工艺参数设定 1、常见具种及其熔点: q 品种: 尼龙-66; 尼龙-610; 尼龙-1010; 尼龙-1212; 尼龙-46尼龙-6; 尼龙-7; 尼龙-9; 尼龙-11; 尼龙-12; 尼龙-66/6、尼龙-66/610; 尼龙-6∕66∕1010 ; 尼龙-66/6/610q 熔点: 尼龙n系列: 尼龙-6 215~220℃; 尼龙-12为178℃; 尼龙m,n 系列: 尼龙-46 295 ℃; 尼龙-66 255~265℃; 尼龙-610 215~223℃; 尼龙-1010 200℃; 共缩聚尼龙: 因为分子链规整性较差, 结晶性和熔点通常较低, 如尼龙-6∕66∕1010熔点仅为155~175℃, 但其有很好透明性和弹性。
咬花知识整理_Bonnie_2015.11.3

蚀纹制作过程
A. 关于 EDM 电子放电加工
EDM Scale--电火花加工(即使是少量的)会阻挠我们用于蚀纹工序中使用的腐蚀液。如果 EDM Scale 出现
影响模具光泽度的因素: 1. 模具材质 2. 模具硬度 3. 砂粒选择 4. 抛光 5. 蚀刻面 6. 烧焊区域 7. 砂孔 8. 火花 9. 材质线 10. 经过热处理或者氮化的模具
虽然只有很少的部分影响光泽度的因素在我们的控制范围内,我们需要得到您对光泽度要求的详尽的信息;OEM 通常限定一个光泽值(采用 60°光度计)如果我们知道模具的注塑成型的塑胶型号,我们通常能够调整模具表面值以 达到产品的光泽度要求。 注塑后,如果您发现光泽度未达到要求,首先可以通过调节注塑参数来改善的,其次可以通过蚀纹改善。
C. 表面精度要求 某些表纹可遮掩成成型件:表面刮痕,丝痕,流纹等。但很多幼纹如:MT 11000, MT 11010, MT 1055-2 等都
很精细,纹形较浅,不能掩盖上述成型件上的缺陷。 纹精度通常要求不低于 340 糙面精度。此精度适合大部分深度纹或更深的纹样要求。 如果是幼纹,如以上所述或类似的深度或更浅纹,我们建议模具表面精度应达到 400 砂纸或 SPI B2。尽管 240 糙
当您准备选择纹理时,可从以下几个方面考虑: 1.采用该纹理的产品的类别; 2.产品外观的整体风格; 3.产品的材质; 4.纹理的手感; 5.抗磨损性; 6.光泽度; 7.深度; 8.时尚性; 9.经济效应.
蚀纹前准备
模具的蚀纹技术涉及很多方面,其中在蚀纹前的工作对蚀纹的效果有着重要作用,因此不可忽视一套模具在蚀纹前所 需的每一点细节。 模具蚀纹前的知识 A、脱模角度要求(500mm 高度以下),每 13micron 至少需要 1 度(特别的纹理除外) B、抛光要求 5microns 左右的要求用 1200 以上砂纸 10microns 左右的用 1000 砂纸
(完整版)塑料模具模架结构标准及参考图例

168塑料模具零部件结构标准及参考图例第7章注射模零部件结构尺寸及技术要求 7.1 塑料注射模模架GB/T12555-2006《塑料注射模模架》代替GB/T12555.1-1990《塑料注射模大型模架》和GB/T12556.1-1990《塑料注射模中小型模架》。
GB/T12555-2006《塑料注射模模架》标准规定了塑料注射模模架的组合形式、尺寸标记,适用于塑料注射模模架。
7.1.1 模架组成零件的名称塑料注射模模架按其在模具的应用方式,可分为直浇口与点浇口两种形式,其组成零件的名称分别见图7-1和图7-2。
图7-1 直浇口模架组成零件的名称 图7-2 点浇口模架组成零件的名称1-动模座板;2-内六角螺钉;3-内六角螺钉; 1-动模座板;2-内六角螺钉;3-内六角螺钉;4-弹簧垫圈; 4-垫块;5-支承板;6-动模板;7-推件板; 5-挡环;6-垫块;7-带头导柱;8-支承板;9-动模板; 8-定模板;9-内六角螺钉;10-定模痤板; 10-推件板; 11-带头导套;12-定模板; 13-直导套;11-带头导套;12-导柱;13-直导套; 14-推料板;15-定模痤板;16-带头导套;17-导柱;18-直导套;14-复位杆;15-推杆固定板;16推板 19-复位杆;20-内六角螺钉;21-推杆固定板;22-推板7.1.2 模架的组合形式塑料注射模架按结构特征可分为36种主要结构,,其中直浇口模架12种、点浇口模架16种和简化点浇口模架8种。
1.直浇口模架直浇口模架12种、其中直浇口基本型有4种、直身基本型有4种、直身无定模座板型有4种。
直浇口基本型又分为A 型、B 型、C 型和D 型。
A 型:定模二模板,动模二模板。
B 型:定模二模板,动模二模板,加装推件板。
C 型:定模二模板,动模一模板。
D 型:定模二模板,动模一模板,加装推件板。
直身基本型分为ZA 型、ZB 型、ZC 型和ZD 型;直身无定模板座板型分为ZAZ 型、ZBZ 型、ZCZ 和ZDZ 型。
MTD模具通用规格
MTD CONSUMER PRODUCT CENTERTOOLING GROUP –PLASTICS &DIE CAST GENERAL MOLD SPECIFICATIONFOR PLASTIC INJECTION MOLDS注塑模具通用规格Index目录Supplier Acknowledgement供应商须知10.0 Terms, Conditions and Documentation.10.0条款,条件与文件20.0 Request for Quotation.20.0报价要求30.0 Job Start Design Review Meeting.30.0 项目启动设计评审会议40.0 Design.40.0设计50.0 Mold Identification and Engraving.50.0模具确认与蚀刻60.0 General Mold Specifications.60.0模具通用说明70.0 Core and Cavity.70.0型芯与型腔80.0 Slides and Mold Actions.80.0滑块与成型90.0 Gas Assist.90.0气辅100.0 Hot Runner Systems.100.0热流道系统110.0 Electrical.110.0电子方面120.0 Mold Sampling.120.0模具送样130.0 Mold shipment130.0模具运输Appendix.附录Figure #. Description名称Figure 100.3 Progress Report进度报告Figure 200.0 Request For Quote Information sheet报价信息表要求Figure 500.5 Mold Plaque – Electrical Schematic模板-电子示意Figure 600.2 Slug Clearance – Guide Pins排渣槽—导柱Figure 600.3a Small Safety Strap Standard小锁模块标准Figure 600.3b Large Safety Strap Standard大锁模块标准Figure 600.4 Mold Pry Slot Standard模具撬模槽标准Figure 600.5 Mold Clamp Slot Standard模具码模槽标准Figure 610.2 Guided Ejection顶针板导柱Figure 610.3 Typical Ejector Sleeve / Pin Ext.顶管/顶针Figure 610.4 Knock-out Extension / Ejector Plate Forward Stop顶出限位块Figure 610.6 Thinswitch (limit switch)限位开关Figure 620.4 Recessed Waterline Fitting沉头运水接头安装Figure 800.6 Typical Limit Switch for Hydraulic Slides and Core Pull液压滑块限位及抽芯开关Figure 800.9 Locking Cylinder Standard自锁油缸标准Figure 900.3 Gas Pin installation Standard气针安装标准Figure 1100.1 Typical Wire Channel and Cover线路槽及防护Figure 1100.2Recessed & Flush Mounting of 5 Pin Connector5针连接器缩进安装Figure 1100.2a Heater and Thermocouple Wiring, 5 Pin Connector加热器与热电偶线,5针连接器Figure 1100.2b Recessed & Flush Mounting for 16 Pin Connector(Single Pocket) 16针连接器缩进安装(单沉孔)Figure 1100.2c Recessed & Flush Mounting for 16 Pin Connector(Dual Pocket)16针连接器陷入安装(双沉孔)Figure 1100.2d Heater Wiring, Male 16 Pin Connector加热器线路,16针连接器(公)Figure 1100.2e Thermocouple Wiring, Female 16 Pin ConnectorFigure 1100.2f Recessed & Flush mounting for 10 Pin Connector(Safety Switch)Figure 1100.2g Safety Switch Wiring, 10 Pin Connector安全开关线,10针连接器Figure 1300.0 Mold shipment check sheet模具发送检查单Figure 1500 .0 Industrial Plastics Machine List注塑机设备清单Figure 1501.0 Vendor Components List供应商零件清单SUPPLIER ACKNOWLEDGEMENT供应商须知Dear Respondent,尊敬的供应商,The purpose of the MTD Products, General Mold Specification, is standardization of design, components, material and methods in the construction of MTD tooling. Although specific in many areas of design and construction, the specification is a guide with the understanding that product design, annual volume, process and life expectancy may result in deviation or additional requirements. The MTD Tooling Engineer is responsible for ensuring adherence to the specification and authorizing all deviation.MTD产品的意图是,通用模具说明是设计,组成,材料与MTD模具制造方法的标准.尽管指定了设计和加工某些方面的细节,但是说明是对产品设计的理解的一种指引,年产量,加工及模具寿命可能会导致背离或额外要求.MTD模具工程师会对确保符合说明要求负责并有权准许所有背离说明内容.After review of the General Mold Specification, please complete the information below,sign and return this copy to theresponsible MTD Tooling Engineer. Upon receipt you will be added to the MTD preferred tool vendor list.在评审模具通用规格后,请完成下列信息,签字并将复印件返回MTD模具工程师.收到后,贵司将被列为MTD首选模具供应商名单.Tooling Vendor:模具供应商Address:地址:Name:名称:Signature:签字:Title:职务:Thank you,MTD Consumer Products CenterTooling Group – Plastics and Die CastReceipt.Date:By:( MTD Tooling Engineer )10.0 Terms and Conditions.10.0条款与条件10.1 Terms.10.1条款10.1a.) Payment terms are 60 days from part production approval.10.1a.)付款周期为产品通过后60天.10.1b.) Exception to this policy will be considered depending on specific circumstance and must be negotiated with the MTD Tooling Engineer during quotation.10.1b.)在报价时,此条款的异议将视情况而定且必须与MTD模具工程师协商.10.2 Conditions.10.2条件10.2a) All tooling covered by an MTD purchase order is the property of MTD Products, Inc.10.2a)所有MTD采购订单的模具均为MTD的财产.10.2b) The Tool Vendor is responsible for mold sampling.10.2b)模具供应商负责模具送样.10.2c) The Vendor is responsible for all shipping.10.2c)供应商负责所有运输.10.2d) The mold must produce flash free parts and run a consistent cycle without mechanical or molding problems.10.2d)模具生产的产品必须无批锋,并且周期稳定,无机械或成型问题.10.2e) All conditions of the MTD, General Mold Specification Book, must be met before approval can be awarded.10.2e)MTD的所有条件,通用模具说明书在批准通过授予之前提交.10.2f) No mold is to be shipped without the MTD Tooling Engineers approval. ( See section 130.0, Mold Shipment ).10.2f)未经MTD模具工程师通过任何模具不得发送.(详见130.0,模具发送部分)10.2g) Tooling must be capable of producing the required amount of product per shift, week or month, under normal manufacturing conditions.10.2g)模具必须可以在正常生产状态下,按要求生产一个班或一周或一个月的产品.10.2h) Tool life expectancy.10.2h)模具寿命10.2h.1) Mold will produce product without overhaul or rework of the mold for 85% of product term.10.2h.1) 模具将保证能够有85%的产品无需检查或返工.产品期限的85%。
模具质量控制表

品质部 1、工模部协助吊模具,安排机台。 工模部 2、品质部按模图检验,并出检测报告。
加工前
33 Slides move smoothly by hand用手检查行位是否顺畅
34
Lifters move smoothly when ejection plate is moving用手检查 斜顶是否顺畅
第 1 页,共 8 页
控制项目 序
内容描述
16 Cavity (Hardness conformity certificates) 前模芯硬度证明
责任 部 门
职责
17 Core (Hardness conformity certificates) 后模芯硬度证明
18
Slides/Lifters (Hardness conformity certificates) 行位/斜顶硬度 证明
热处理/表面 处理
21
Lifters pin with cooling(Hardness conformity certificates Din +nitrited)有运水斜顶杆硬度证明(45Hrc和氮化)。
设计 品 质部
1、工程在图纸中注明硬度要求和氮化要求。 2、来料时,检验员按要求收货,收集硬度证明、氮化证 明,并测试硬度。
设计 工 1、工程部确保订购单符合客户要求。 模部 2、装配时,工模部需按客户要求执行。
订购单 装配过程
O-rings reference conformity => Hydraulic lines (Viton FKM 39 Fluorocarbon)密封圈材料为Viton
设计 品 1、工程部确材料订购单符合客户要求。 质部 2、检验员按技术要求做来料检查。
模具出入库跟踪表
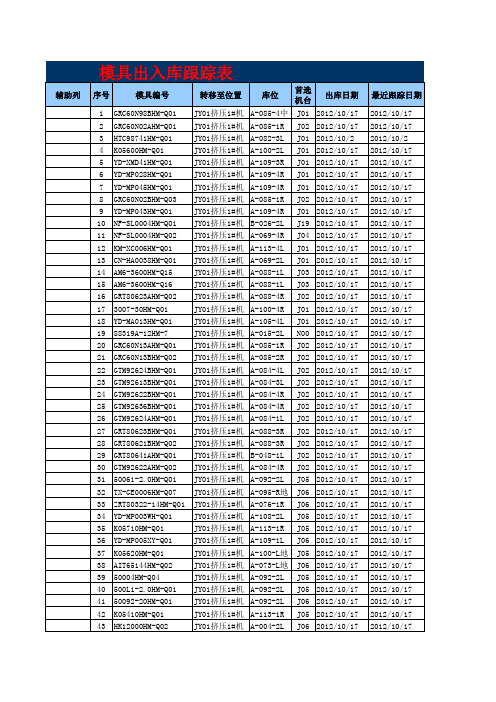
JY01挤压1#机 A-085-2R J02 2012/10/17 JY01挤压1#机 A-084-4L J02 2012/10/17
JY01挤压1#机 A-084-3L JY01挤压1#机 A-084-4R JY01挤压1#机 A-002 2012/10/17 J02 2012/10/17
2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17
JY01挤压1#机 A-109-4R J01 2012/10/17 JY01挤压1#机 A-109-4R J01 2012/10/17
JY01挤压1#机 A-085-1R JY01挤压1#机 A-109-4R JY01挤压1#机 B-026-2L
J02 2012/10/17 J01 2012/10/17 J19 2012/10/17
JY01挤压1#机 A-109-1L J06 2012/10/17 JY01挤压1#机 A-100-L地 J05 2012/10/17
JY01挤压1#机 A-073-L地 J06 2012/10/17 JY01挤压1#机 A-092-2L J05 2012/10/17 JY01挤压1#机 A-092-2L J05 2012/10/17
塑料材料注塑参数表

干燥温度:85-95C
干燥时间:3-5小时
有的流动性比较 差,注意注塑压力
PBT/ABS
PA/PBT
干燥温度:115-130C(必 须降到0.02-0.03%)
干燥时间:4-6小时
成型收缩率:
0.4-0.7%
PEEK
聚醚醚酮
polyetheretherket one
PMMA
聚甲基丙基酸甲酯(业克 力)
Polymethyl Methacrylate
料筒温度:190-245C,流动性差射出压力:
750-2400kg/cm3,模具温度:40-70C,螺杆转 速宜慢:背压:150-400kg/cm3
干燥温度:85-110C
干燥时间:4-6小时 对于增强类尼龙干燥温
度:95-115C左右
PPO
聚苯醚
Polyphe nylene Oxide
料筒温度:270-330C,模具温度:100-150C
采用高压、高速注射,保压(注射40-60%)
干燥温度:100-110C
干燥时间:2-4小时
吸水性比较低,但 也要注意干燥,收 缩率:
干燥温度:80-100C
干燥时间:2-4小时
AS(SAN)
丙烯晴-苯乙烯共聚物
Styre ne-Arcylo ni trile
料筒温度:180-290C,一般在230左右范围内。 模具温度保持在35-80C,射出压力:
700-2300kg/cm3,背压:100-200kg/cm3
干燥温度:85-100C
压力:50-130mpa,注射速度:中速
干燥温度:110-130C
干燥时间:3-5小时
常用塑料模具零部件材料解析
6.4 常用塑料模具零部件材料塑料注射模具结构比较复杂,一套完整的模具有各种各样的零件,各个零件在模具中所处的位置、作用不同,对材料的性能要求就有所不同。
合理选择模具零件的材料,是生产高质量模具、提高效率、降低成本的基础。
6.4.1 塑料注射模具对材料的基本要求对于塑料注射模具,模具零件材料的基本要求如下。
1. 具有良好的机械加工性能塑料注射模具零件的生产,大部分由机械加工完成。
良好的机械加工性能是实现高速加工的必要条件。
良好的机械加工性能能够延长加工刀具的寿命,提高切削性能,减小表面粗糙度值,以获得高精度的模具零件。
2. 具有足够的表面硬度和耐磨性塑料制品的表面粗糙度和尺寸精度、模具的使用寿命等,都与模具表面的粗糙度、硬度和耐磨性有直接的关系。
因此,要求塑料注射模具的成型表面有足够的硬度,其淬火硬度应不低于55 H RC,以便获得较高的耐磨性,延长模具的使用寿命。
3. 具有足够的强度和韧性由于塑料注射模具在成型过程中反复受到压应力(注射机的锁模力)和拉应力(注射模型腔的注射压力)的作用,特别是大中型和结构形状复杂的注射模具,要求其模具零件材料必须有高的强度和良好的韧性,以满足使用要求。
4. 具有良好的抛光性能为了获得高光洁表面的塑料制品,要求模具成型零件表面的粗糙度值小,因而要求对成型零件表面进行抛光以减小其表面粗糙度值。
为保证抛光效果,模具材料不应有气孔、杂质等缺陷。
5. 具有良好的热处理工艺性模具材料经常依靠热处理来达到必要的硬度,这就要求材料具有较好的淬硬性和淬透性。
塑料注射模具的零件往往形状较复杂,淬火后进行加工较为困难,甚至根本无法加工,因此模具零件应尽量选择热处理变形小的材料,以减少热处理后的加工量。
6. 具有良好的耐腐蚀性一些塑料及其添加剂在成型时会产生腐蚀性气体,因此选择的模具材料应具有一定的耐腐蚀性,另外还可以采用镀镍、铬等方法提高模具型腔表面的抗蚀能力。
7. 表面加工性能好塑料制品要求外表美观,花纹装饰时,则要求对模具型腔表面进行化学腐蚀花纹,因此要求模具材料蚀刻花纹容易,花纹清晰、耐磨损。
机械设计与制造《操作技能细目表-塑料模》
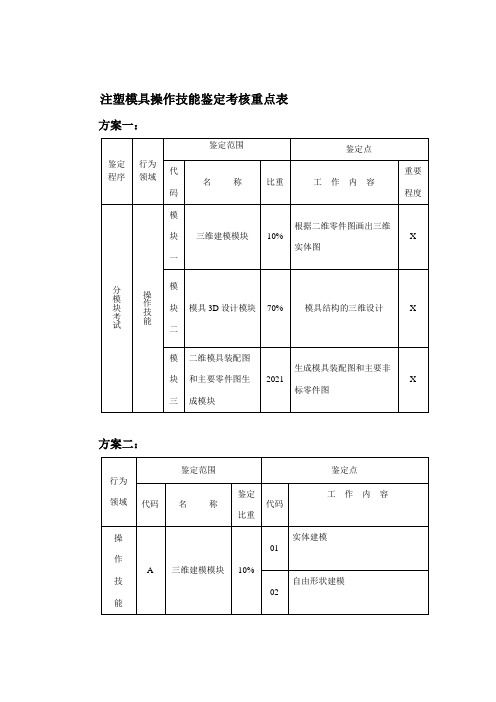
方案一:
鉴定程序
行为领域
鉴定范围
鉴定点
代码
名称
比重
工作内容
重要程度
分模块考试
操作技能
模块一
三维建模模块
10%
根据二维零件图画出三维实体图
X
模块二
模具3D设计模块
70%
模具结构的三维设计
X
模块三
二维模具装配图和主要零件图生成模块
2021
生成模具装配图和主要非标零件图
X
方案二:
行为领域
鉴定范围
鉴定点
代码
名称
鉴定比重
代码
工作内容
操作技能
A
A
三维建模模块
10%
01
实体建模
02
自由形状建模
03
实体编辑
04
三维实体的测量
操作技能
B
B
模具的分模
30%
01
模塑工艺
02
产品分型位置的确定
03
分模
操作技能
C
C
模具结构设计
40%
01
模架的选取
02
模具浇注系统的设计
03
模具排气系统的设计
04
模具冷却系统设计
05
模具脱模系统设计
06
抽芯机构设计(三板模开模结构设计)
操作技能
D
D
二维模具装配图和主要零件图生成模块
2021
01
模具装配图的生成
02
型腔、型芯等非标零件图的生成
咬花规格表

Ptn.#MT229MT392MT585MT889MT1013MT1015MT1039MT1055MT-11370MT-11375MT-11380MT-11350MT-11365MT-11330MT-11335MT-11340MT-11345MT-11355MT-11360MT-11310MT-11315MT-11320MT-11325Ptn.#MT-11300MT-11305MT-11140MT-11150MT-11160MT-11100MT-11110MT-11120MT-11130MT-11060MT-11070MT-11080MT-11090Ptn.#MT-11000MT-11010Plaque #6咬花MT版常用規格表每千分之一英寸, 拔模為1°-1.5°MT-11020MT-11030MT-11040MT-11050Depth Angle Depth Angle 0.00041°0.003 4.5°0.001 1.5°0.00254°Ptn.#MT-11200MT-11205Mold-Tech A Mold-Tech B0.0015 2.5°0.0035 5.5°0.0023°0.0045 6.5°0.003 4.5°0.0057.5°0.0045 6.5°0.0045 6.5°MT-11210MT-11215MT-11220MT-112250.003 4.5°0.00254°0.003 4.5°0.0046°0.0023°0.0015 2.5°MT-11230MT-11235MT-112400.0035 5.5°0.0020.0069°0.00250.00254°0.002MT-11245MT-11250MT-112553°4°3°0.0023°0.0040.00254°0.0050.00254°0.004MT-11265MT-11270MT-112606°7°6°0.002754°0.00350.0046°0.0055MT-11280Mold-Tech C MT-11275Mold-Tech D5°8°Depth AngleDepth 0.0025 3.5°0.0020.0057.5°0.0025Ptn.#MT-11400MT-11405Angle 3°4°0.0057.5°0.00350.001 1.5°0.0020.00254°0.0025MT-11410MT-11415MT-11420 5.5°3°4°0.003 4.5°0.00350.0023°0.0070.0023°0.01MT-11425MT-11430MT-11435 5.5°10°15°0.003 4.5°0.00050.003 4.5°0.00150.0035 5.5°0.0025MT-11440MT-11445MT-11450 1.5°2.5°4°0.00254°0.0030.0035 5.5°0.00350.00457°0.005MT-11455MT-11460MT-11465 4.5°5.5°7.5°0.0046°0.0020.0046°0.0020.0046°0.003MT-11475MT-11480MT-114703°3°4.5°Depth Ptn.#Depth Ptn.#Depth Ptn.#0.003MT3250.003MT5880.0085MT980Pla Plaque #7Plaque #8Depth 0.004que #100.004MT9640.003MT8880.013MT9010.0035MT10380.002MT10280.0035MT9450.004MT10430.002MT10670.013MT9700.0030.00650.0020.003MT11700.0025MT11490.013MT9720.0055MT11920.0015MT11530.0075MT9730.003MT12390.003MT12110.0095MT9740.00250.00350.00250.0055MT12400.003MT12260.0035MT9780.003MT1068MT1070MT1074MT1129MT1159MT1122MT1125MT1126MT1127MT1526 2.5°3°HN21HN22HN20NO. 11NO. 12NO. 9NO. 10NO. 8NO. 6NO. 4NO. 2梨地NO. 9梨地NO. 7梨地NO. 8梨地NO. 5梨地NO. 6梨地NO. 315~17#400梨地NO. 4梨地NO. 1梨地NO. 215~16#400HN-DS01HN-DS02HN-DS03咬花番號HN-DS11HN-DS12HN-DS13NO. 1NO. 3NO. 5NO. 7HN-DS07HN-DS08HN-DS04HN-DS05HN-DS06HN-DS140.0055MT12410.002MT12270.0035MT9850.007MT12420.002MT12280.0095MT1055-0.0055MT12430.002MT12300.013MT1055-0.002510.000120.00450.003MT12440.0025MT12320.003MT1055-0.008MT12500.003MT12330.0035MT1055-0.0015MT20190.0025MT12340.0035MT1055-30.000540.007550.0010.006MT20200.002MT12350.0035MT10550.0065MT20280.0025MT12360.0035MT1055-0.0025230530.002MT12380.0045MT1055-0.001560.001770.02250.0135230640.0015230310.0085昵宏咬花規格表拔模斜度1°1.5°打光程度800600 ~ 8005 ~ 710 ~ 13平均值 μ加工種類2°2°3°600 ~ 800320600 ~ 80025 ~ 3012 ~ 1513 ~ 19噴砂咬花4°4°4.5°32032032035 ~ 4036 ~ 4238 ~ 431.5°2°2.5°8008006009 ~ 1314 ~ 1919 ~ 24化學咬花3°2°8~9#40040025 ~ 303.5°4°4.5°40~42#32020~23#40025~30#40016~18#4006°6°6°60~6657~60#320S ---半光澤 #320 G ---半光澤1°1°1°鏡面鏡面1.71鏡面1.41°1°1.5°10001.82.94100010001.5°2°2.5°7.7#8006.5#8007#8003°3~4°4~5°12~1516~1810~11#600#600#6002.5°3°15~1712~14#400#400S ---半光澤 G ---半光澤3~4°23~25#400HN2022HN2014HN2015HN2016HN2017HN2018HN2019HN2020HN2021HN2010HN2011HN2012HN2013HN2006HN2007HN2008HN2009HN2001HN2002HN2000HN1016HN1017HN1014HN1015HN1012HN1013HN1010HN1011HN1008HN1009HN1006HN1007HN1004HN1005HN1002HN1003HN1000HN1001HN31HN29HN30HN27HN28HN25HN26HN23HN24HN2003HN2004HN20054~5°4°33~3719~21#320#3204°4°5°37~4023~2526~30#320#320#3205~6°5~6°6°45~5058~6341~43#320#320#3206°1°4~565~73#800#320S ---半光澤 G ---半光澤1°1.5°1°8~5~6#8003~4#800#8001°1°2°10~1112~13#600#6004~5#8005~6#8002.5°3°1.5°2°7~817~19#600#6006~7#6003°3.5°4°25~2733~3713~14#400#400#6005°3°4°32~~3343~5019~21#320#400#4005°1.5°8~936~~38#600S ---半光澤 #320G ---半光澤2°2.5°3.5°#40040~4413~1522~34#600#4004°5.5°5.5°#40044~4761~6560~63#400#4005°5°3°#40061~6463~6633~35#400#4003.5°2°3°3.5°#400#40043~4620~2128~3230~35#400#4002.5°2.5°3°#400#40019~2225~2933~38#4004°4°5°#40050~5870~7538~41#400#4002°2.5°3°25~2716~2323~26#400#400#400相關術語咬花、蝕紋、曬文,其實質就是同一種工藝。
注塑工艺参数表的设定

注塑工艺参数表的设定注塑工艺参数表2.0 Purpose目的:记录合格产品的注塑参数3.0 Scope 范围 :. 本文件记录了合格产品的注塑工艺参数4.0 Reference 参考资料4.1 (OI-TE-003-FM001(C)):注塑工艺参数表: 电脑型注塑机 4.2 (OI-TE-003-FM002(B)):注塑工艺参数表: 普通型注塑机5.0 Definition 定义:参考OI-TE-003条款9.06.0Equipment 设备:.A.不适用7.0 Safety Precaution安全防范7.1 . 注塑机仅能由技术员或由技术/生产部培训过的员工进行操作 8.0 Responsibilities and Authorities职责和权限8.1 模具试模时,技术员必须记录成型参数8.2 大批量生产时,技术员调试机器直到生产出合格的产品,记录注塑参数,而且注塑参数必须取得技术主管或工程师的确认并在4个小时内正式发行,操作人员必须是经培训合格的9.0 Procedure 程序9.1General Information基本要求9.1.1 模具编号:模具编号打在模具外表面上9.1.2参考编号: 记录表的流水号9.1.3 Part No Volex catalogue No that the mould is used to mould. 编号:豪利士的产品编号9.1.4 No. of Cavities Number of moulded part per shot. 穴号: 模具穴数9.1.5 Machine no. Number of the injection machine. 机器编号:注塑机的编号9.1.6 机器型号:机器制造商的注塑机型号,例如:KC-3509.1.7 机器系列号:机器制造商的机器系列号9.1.8电线型号:用于注塑的电线型号,例如: H05VVH2-F2x0.759.1.9胶料硬度和颜色: 胶料的名称和颜色,例如: IP40, 黑色9.1.10 P/Code Product code of the plastics material. 胶料电脑号9.2Moulding Parameter注塑参数9.2.1 模具运动: 四种不同单位应用于注塑机的模板运动1) 压力(千克/平方厘米); 2)速度(%), 3)时间(秒), 4)位置(mm)9.2.1.1高速锁模:填写锁模过程的压力,速度和位置, 如: 90,50,19.2.1.2低压保护填写锁模过程的压力,速度和位置9.2.1.3高压锁模填写锁模过程的压力和速度9.2.1.4慢速开模填写开模过程的压力,速度和位置9.2.1.5高速开模填写开模过程的压力,速度和位置9.2.1.6慢速关模填写开模过程的压力,速度和位置9.2.1.7 再循环延迟填写时间9.2.1.8 关模低压填写时间9.2.1.9 Open Clamp Press Drain Fill in the time. 开模前泄压填写时间9.2.1.10 高速闭模填写闭模过程的压力,速度和时间9.2.1.11 慢速闭模填写闭模过程的压力,速度和时间9.2.1.12 闭模高压填写闭模过程的压力,速度和时间9.2.1.13 开模填写开模过程的压力,速度和时间9.2.1.14 注射填写注射系统的压力,速度和时间9.2. 射出四种不同单位应用于胶料的注射过程1) 压力(千克/平方厘米); 2)速度(%), 3)时间(秒), 4)位置(mm)9.2.2.1 Cooling Fill in the cooling time. 冷却填写冷却时间9.2.2.2 射退填写射退过程的压力,速度和位置9.2.2.3 储料末速填写储料末速的压力,速度和位置9.2.2.4 .储料: 填写储料的压力,速度和位置9.2.2.5 射出一: 填写压力,速度和位置9.2.2.6 射出二: 填写压力,速度和位置9.2.2.7 射出三: 填写压力,速度和位置9.2.2.8 . 射出四: 填写压力,速度,时间和位置9.2.2.9 保压一填写保压一的压力,速度和时间9.2.2.10保压二填写保压二的压力和时间9.2.2.11保压三填写保压三的压力,时间和位置9.2.3.T.温度 :用摄氏度为单位记录塑料的温度, 流体冷却的温度也应该记录下来。