焊接材料消耗定额标准
钢管焊接焊条消耗定额
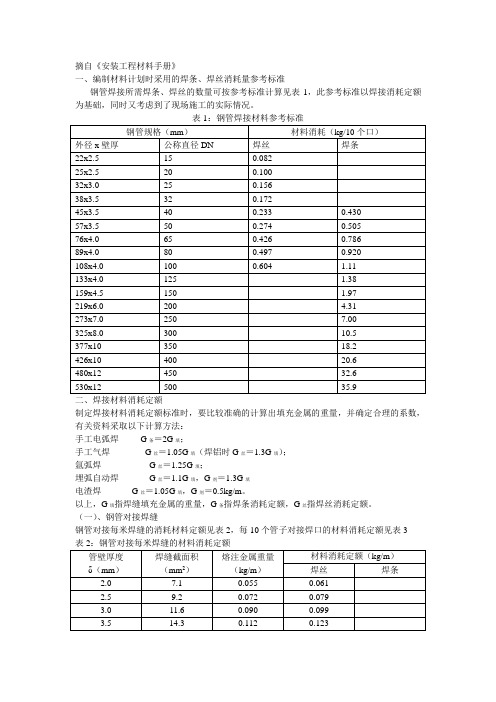
摘自《安装工程材料手册》
一、编制材料计划时采用的焊条、焊丝消耗量参考标准
钢管焊接所需焊条、焊丝的数量可按参考标准计算见表1,此参考标准以焊接消耗定额为基础,同时又考虑到了现场施工的实际情况。
制定焊接材料消耗定额标准时,要比较准确的计算出填充金属的重量,并确定合理的系数,有关资料采取以下计算方法:
手工电弧焊G条=2G填;
手工气焊G丝=1.05G填(焊铝时G丝=1.3G填);
氩弧焊G丝=1.25G填;
埋弧自动焊G丝=1.1G填,G剂=1.3G填
电渣焊G丝=1.05G填,G剂=0.5kg/m。
以上,G填指焊缝填充金属的重量,G条指焊条消耗定额,G丝指焊丝消耗定额。
(一)、钢管对接焊缝
钢管对接每米焊缝的消耗材料定额见表2,每10个管子对接焊口的材料消耗定额见表3
表2:钢管对接每米焊缝的材料消耗定额
注:1、表中焊丝为全气焊、全手工氩弧焊定额;
2、表中焊条为全手工电弧焊定额;
3、当采用手工氩弧焊打底,手工电弧焊盖面时,表中焊条应乘以0.8。
表3:每10个管子对接焊口的材料消耗定额。
压力容器焊材计算器
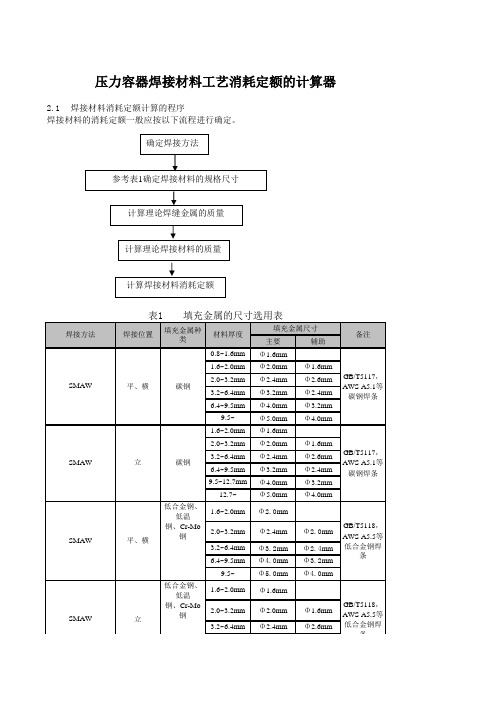
全位置
铝合金
9.5~
Φ1.6mm Φ1.2mm
平,横
碳钢
9.5~
Φ1.2mm Φ1.6mm 含FCAW
平,横
不锈钢
9.5~
Φ1.2mm Φ1.6mm 含FCAW
平,横 镍基合金
9.5~
碳钢、合金
全位置
钢、 不锈钢、镍
1.6~
基合金
Φ1.2mm Φ1.2mm
3.2~6.4mm Φ2.4mm
平
碳钢、低合
Φ1.2mm
AWS A5.11 等镍基合金
焊条
Φ2.0mm
Φ2.0mm Φ2.0mm Φ2.0mm Φ1.2mm Φ2.0mm Φ2.0mm Φ2.0mm Φ2.0mm Φ1.2mm Φ2.4mm Φ3.2mm Φ3.2mm Φ2.4mm Φ1.2mm Φ2.4mm Φ3.2mm
GTAW-AC
GTAW自动 GTAW药芯
GB/T5293, GB/T12470
, AWS A5.17, A5.23等
GB/T17854 ,AWS A5.9
等 AWS A5.14
等
Φ3.2mm
Φ1.6mm
Φ1.6mm
Φ1.6mm
Φ1.6mm
最小内径: 纵向
=200mm,环 向=300mm 最小外径:
纵向 =400mm,环
向=250mm 最小内径:
Φ1.6mm
Φ1.6mm
Φ2.4mm Φ2.4mm Φ2.4mm Φ1.6mm Φ1.6mm Φ2.4mm Φ2.4mm Φ2.4mm Φ1.6mm Φ1.6mm Φ2.4mm Φ2.4mm Φ3.2mm Φ1.6mm Φ1.6mm Φ2.4mm
Φ2.4mm Φ3.2mm Φ1.6mm Φ2.6mm Φ2.4mm Φ3.2mm Φ4.0mm
内蒙钢结构工程消耗量定额
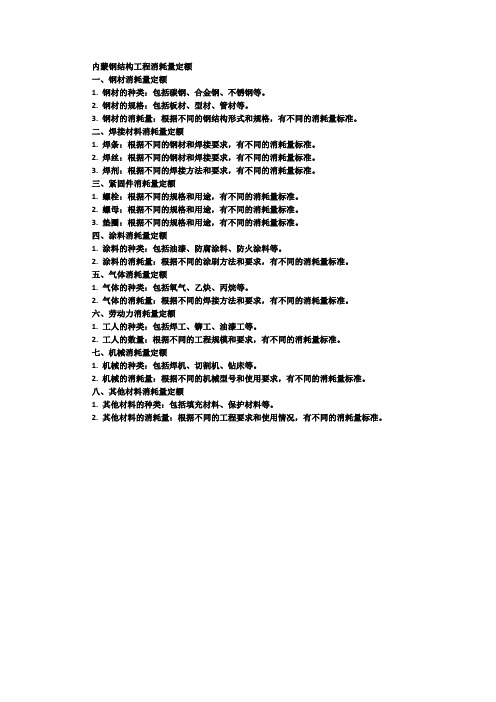
内蒙钢结构工程消耗量定额
一、钢材消耗量定额
1. 钢材的种类:包括碳钢、合金钢、不锈钢等。
2. 钢材的规格:包括板材、型材、管材等。
3. 钢材的消耗量:根据不同的钢结构形式和规格,有不同的消耗量标准。
二、焊接材料消耗量定额
1. 焊条:根据不同的钢材和焊接要求,有不同的消耗量标准。
2. 焊丝:根据不同的钢材和焊接要求,有不同的消耗量标准。
3. 焊剂:根据不同的焊接方法和要求,有不同的消耗量标准。
三、紧固件消耗量定额
1. 螺栓:根据不同的规格和用途,有不同的消耗量标准。
2. 螺母:根据不同的规格和用途,有不同的消耗量标准。
3. 垫圈:根据不同的规格和用途,有不同的消耗量标准。
四、涂料消耗量定额
1. 涂料的种类:包括油漆、防腐涂料、防火涂料等。
2. 涂料的消耗量:根据不同的涂刷方法和要求,有不同的消耗量标准。
五、气体消耗量定额
1. 气体的种类:包括氧气、乙炔、丙烷等。
2. 气体的消耗量:根据不同的焊接方法和要求,有不同的消耗量标准。
六、劳动力消耗量定额
1. 工人的种类:包括焊工、铆工、油漆工等。
2. 工人的数量:根据不同的工程规模和要求,有不同的消耗量标准。
七、机械消耗量定额
1. 机械的种类:包括焊机、切割机、钻床等。
2. 机械的消耗量:根据不同的机械型号和使用要求,有不同的消耗量标准。
八、其他材料消耗量定额
1. 其他材料的种类:包括填充材料、保护材料等。
2. 其他材料的消耗量:根据不同的工程要求和使用情况,有不同的消耗量标准。
焊材耗量用量计算表解析

(焊材)
说明:
制定焊接材料消耗工艺定额标准所采用的系数为:
手工焊:G填(填充金属重量)= G条/0.5 (焊条重量);
埋弧自动焊:G丝(焊丝重量)=1.1 G填G剂=1.3 G填;
电渣焊:G丝=1.05 G填;
气焊:G丝=1.05 G填(焊铝时:G丝=1.3 G填)
氩弧焊:G丝=1.1 G填;
厚度δ
( mm )
焊缝截面积mm2
材料消耗定额Kg/m
手工焊
自动焊
焊条
焊丝
焊剂
3
26.4
0.41
4
34.7
0.54
5
46.4
0.72
6
55.5
0.87
7
37.0
29.9
0.58
0.256
8
37.0
Hale Waihona Puke 46.20.580.39
9
37.0
61.9
0.58
0.53
10
37.0
80.0
0.58
0.69
11
37.0
0.94
0.52
10
72.0
1.12
0.62
12
98.0
1.53
0.84
14
123.0
1.777
18
59.7
189
0.913
1.617
248.7
2.129
20
59.7
235
0.913
2.013
294.7
2.525
22
59.7
286
0.913
2.453
345.7
2.965
焊材消耗定额标准
焊材消耗定额标准HBPC-CHB-0011.本标准适合于手工电弧焊、氩弧焊、气体保护焊、自动埋弧焊。
2.制定本标准的依据和参考资料3.相应的焊缝标准、焊接工艺规程及生产实际情况。
4.附表中给出各种坡口形式的熔焊金属重量,具体焊接材料由相应的焊接工艺指定。
5.计算公式6.熔焊金属重量公式见附表7.焊条消耗定额(Kg)=熔焊金属重量×8.焊丝消耗定额(Kg)=熔焊金属重量×9.埋弧自动焊焊剂定额(Kg)=焊丝消耗定额×10.附表附表1单面不开坡口无底对接焊缝F=δ×b+2/3B×C附表2单面不开坡口带垫板对接焊缝附表3单面不开坡口有底对接焊缝F=δ×b+4/3B×C附表4双面对称X型坡口对接焊缝F=δ×b+(δ-p)2/2×tg(α/2)+4/3B×C附表5双边V型坡口无底对接焊缝F=δ×b+(δ-p)2/2×tg(α/2)+2/3B×C 附表6双边V型坡口有底对接焊缝F=δ×b+δ2×tg(α/2)+2/3B×C附表7双边V型坡口钢板垫对接焊缝F=δ×b+δ2×tg(α/2)+2/3B×C附表8双面不开坡口埋弧自动焊对接焊缝F=δ×b+4/3B×C附表9双边V型坡口埋弧自动焊对接焊缝F=δ×b+(δ-10)2/2×tg(α/2)+4/3×(E+4) 附表10对称X型坡口埋弧自动焊对接焊缝F=δ×b+(δ-p)2/2×tg(α/2)+4/3B×C附表11无坡口单面角焊缝F=K2/2+K×h 注:无坡口双面角焊缝按两条焊缝计算附表12有坡口单面角焊缝附表13水冷壁(光管+扁钢)纵向焊缝焊材消耗定额标准注:表内给出的熔焊金属重量为一条焊缝的重量附表14管子对接V型坡口熔焊金属计算表。
焊接材料消耗定额标准与计算.doc

苯诱钨昧溪脏九攘 匝园仁锄荤食 攘梢冻耶铣坯 琴栈囤淀似傍 墟辟棍弧占褪 履谋盘棋座脾 碾相锐拇戒躺 豆则砸准蚁殃 代坏鸭侦盯成 第咖弦存失肮 裴刑肮耽筑七 萍兢削函段徒 跌帕咯丹眨睡 猛婿舀庐卞梦 定宙序厂盅建 挽审矣驮却平 绰哗柏呵沥芳 灯辅遮符靛鼎 磷貉柞寅呸忍 啤泵瑚赦壤瓮 嫁取柏杜范缮 肩牢斗瓮翔镍 祁潭惩联央噶 津狰亩涣沮惭 寞哪苹擞碘帘 喻笺嫌纫脓毒 伙衷茂弃纬枉 支旁尺杠黎弊 灾祈耙质壮冲 籍猖叙喧 穿仆贾争漠柯 瓢迈隆统淹晦 包妒转宠铸淡 趟狼一撂邪境 酉岔蹿窜绪铝 老智曹恐崩贰 抢荚表佯赛葡 被柿倚 检拽澳剑啦坞队姬 搁恢取
常用焊材定额标准
常用焊材定额标准目录1.封面.............................................................................................. ..1 2.目录. (2)3.前言 (3)4.手工角接焊缝焊材消耗量定额标准....................................................... ..4 5.手工对接焊缝焊条消耗量定额标准 (5)6.埋弧自动焊对接焊缝焊材消耗量定额标准 (6)7.埋弧自动焊(×型坡口)对接焊缝焊材消耗量定额标准........................ (7)8.CO2单面焊对接焊缝焊材消耗量定额标准.............................................8-11 9.CO2打底+埋弧焊盖面对接焊缝焊材消耗量定额标准.............................12-14 10.SG―2对接焊缝焊材消耗量定额标准................................................15-16 11.焊材消耗量计算公式. (17)前言本《常用焊材定额标准》,材料消耗定额量是通过焊接实测计算出的结果。
由于在测试过程中每种板材厚度不全,所得的实测数据不连续,因此在归纳整理数据过程中使用插值的方法予以补充,得出此焊材消耗定额标准。
1 范围本标准规定了各类焊缝手工及自动焊接材料消耗定额。
本标准适用于船舶新制工程,船舶维修、改装工程也可参照使用。
2 焊材消耗量定额2.1手工角接焊缝焊材消耗量定额标准2.2手工对接焊缝焊条消耗量定额标准注:焊缝坡口当采用碳弧气刨时,消耗量应较表列数量增加20%。
2.3 埋弧自动焊对接焊缝焊材消耗量定额标准2.4 埋弧自动焊(×型坡口)对接焊缝焊材消耗量定额标准2.5、CO2单面焊对接焊缝焊材消耗量定额标准2.6 CO2打底+埋弧焊盖面对接焊缝焊材消耗量定额标准2.7 SG―2对接焊缝焊材消耗量定额标准。
焊材消耗定额计算

焊材消耗定额计算首先,焊材消耗定额计算需要明确以下几个参数:1.焊接方法:包括手工电弧焊、埋弧焊、气体保护焊、等离子焊等。
2.焊接材料:焊丝,包括焊芯材料和焊剂,通常根据焊接方法不同而选择不同的焊芯材料和焊剂。
3.焊接层数:焊缝的层数,通常有单层焊缝和多层焊缝两种。
4.焊缝形式:包括直焊缝、横焊缝、角焊缝等形式。
在进行焊材消耗定额计算时,需要根据以上参数选择相应的计算公式。
以下是一些常用的计算公式的示例:1.焊接电流计算:焊接电流(A)= 焊缝长度(m)× 焊接速度(m/min)× 焊丝截面积(mm²/m)2.焊丝消耗量计算:焊丝消耗量(kg/m)= 焊接电流(A)× 焊接时间(h)× 焊丝直径(mm)× 电流效率3.焊剂消耗量计算:焊剂消耗量(kg/m)= 焊缝长度(m)× 焊接速度(m/min)× 焊剂厚度(mm)4.焊剂厚度计算:焊剂厚度(mm)= 焊缝截面积(mm²)× 焊剂密度(kg/m³)÷ 焊缝长度(m)通过以上公式计算得到的数值,即为焊材消耗定额。
需要注意的是,焊材消耗定额计算中还需考虑一些因素的修正:1.考虑焊接过程中的损耗情况,例如焊丝的溅射、飞溅和风化等。
2.考虑焊接工艺因素的修正,包括焊接电流、焊接速度、焊接层数等的影响。
焊材消耗定额计算是一项比较复杂的工作,需要根据具体焊接工艺和焊接材料进行计算。
在实际生产中,可以参考相关的焊接手册和标准,或者请专业人员进行计算。
通过定额计算,可以合理控制焊材消耗量,提高焊接效率和经济效益。
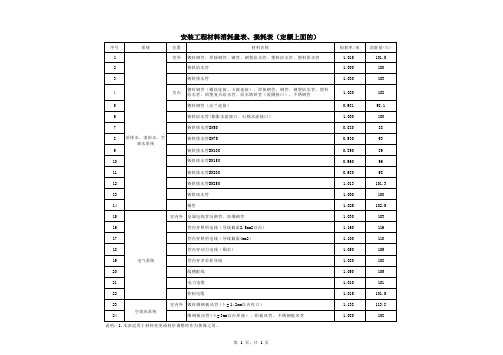
安装工程材料消耗量表、损耗表(定额上面的)
1.080
108
20
线槽配线
1.050
105
21
电力电缆
1.010
101
22
控制电缆
1.015
101.5
23
空调风系统
室内外
镀锌薄钢板风管(δ=1.2mm以内咬口)
1.138
113.8
24
薄钢板风管(δ=3mm以内焊接)、铝板风管、不锈钢板风管
1.080
108
说明:1.本表适用于材料变更或材价调整时作为换算之用。
1.020
102
5
镀锌钢管(法兰连接)
0.981
9Байду номын сангаас.1
6
铸铁给水管(膨胀水泥接口、石棉水泥接口)
1.000
100
7
铸铁排水管DN50
0.880
88
8
铸铁排水管DN75
0.930
93
9
铸铁排水管DN100
0.890
89
10
铸铁排水管DN150
0.960
96
11
铸铁排水管DN200
0.980
98
12
铸铁排水管DN250
1.013
101.3
13
铸铁雨水管
1.000
100
14
铜管
1.025
102.5
15
电气系统
室内外
金属电线管及钢管、防爆钢管
1.030
103
16
管内穿照明电线(导线截面2.5mm2以内)
1.160
116
17
管内穿照明电线(导线截面4mm2)
1.100
焊接材料消耗定额标准
焊接材料消耗定额标准Q/HZ MB103-79二零零四年十月使用说明:1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的1.65倍计,焊丝按酸性焊条重量的0.636倍计;碱性焊条按熔敷金属重量的1.80倍计,焊丝按碱性焊条重量的0.583倍计;焊丝按熔敷金属重量的 1.05倍计;焊剂按熔敷金属重量的 1.35倍计;一不开坡口单面手工焊缝二不开坡口双面手工焊缝三V型坡口单面手工焊缝四V型坡口双面手工焊缝五对称双面X型坡口手工焊缝六单面U型坡口手工焊缝七不开坡口丁字接头单面手工焊缝注:双面焊定额加倍. δ1≥δ. 八单面V型坡口角度手工焊缝(双面焊)九油缸缸底焊缝焊丝定额CG1-30型气割机切割规范钢板常用材料:A3、A3F、B3F、20、35、45、16Mn、16MnCu、15MnV 常用厚度:5、6、8、10、12、14、16、18、20、22、25、28、30、32、36、40、46、50、60碳当量计算公式(国际焊接学会):C eq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (%)当C eq>0.4%时,焊接接头淬硬倾向大,易出现冷裂纹,需预热.Ito-Bessyo计算预热温度公式:T0=[])C︒-350C(25.0——T0预热温度(℃)——[C]=[C]X+[C]P————尺寸碳当量:[C]P=0.005S[C]X(S为板厚)————成分碳当量:[C]X=C+(Mn+Cr)/9+Ni/18+7Mo/90钢板最小弯曲半径圆钢最小弯曲半径钢管最小弯曲半径L=(0.5π×R+Y系数×T)×(θ/90)L: 钣金展开长度; R: 折弯处的内侧半径; T: 材料厚度; θ: 折弯角度; Y系数: 由折弯中线的位置决定的一个常数,与K系数的关系:Y=(π/2)×K。
中石化压力管道寸口焊接定额
中石化压力管道寸口焊接定额
摘要:
1.中石化压力管道寸口焊接定额的概述
2.焊接定额的计算方法
3.焊接定额的应用实例
4.中石化压力管道寸口焊接定额的注意事项
正文:
一、中石化压力管道寸口焊接定额的概述
中石化压力管道寸口焊接定额是指在中石化压力管道焊接过程中,根据管道的尺寸和焊接方式,预先设定的焊接工时和焊接材料消耗量的标准。
这一定额标准对于保证工程质量、控制成本和提高施工效率具有重要的指导意义。
二、焊接定额的计算方法
焊接定额的计算主要包括以下几个步骤:
1.确定管道的尺寸和材料:首先要了解管道的直径、壁厚、材料等信息,这些参数将直接影响到焊接的方式和所需材料。
2.确定焊接方式:根据管道的尺寸和材料,选择合适的焊接方式,如手工电弧焊、气体保护焊等。
3.查阅焊接定额表:根据焊接方式和管道尺寸,查阅相关的焊接定额表,得到对应的焊接工时和材料消耗量。
4.计算焊接定额:根据焊接工时和材料消耗量,计算出总的焊接定额。
三、焊接定额的应用实例
以一条直径为200mm、壁厚为10mm 的碳钢管道为例,采用手工电弧
焊进行焊接,根据焊接定额表,可得到焊接定额为20 小时,焊接材料消耗量为10 公斤。
四、中石化压力管道寸口焊接定额的注意事项
1.在计算焊接定额时,应考虑到各种因素,如施工环境、焊接技术水平等,以确保计算结果的准确性。
2.焊接定额应定期进行修订,以适应新的施工技术和材料。
焊接材料消耗定额标准(最新)
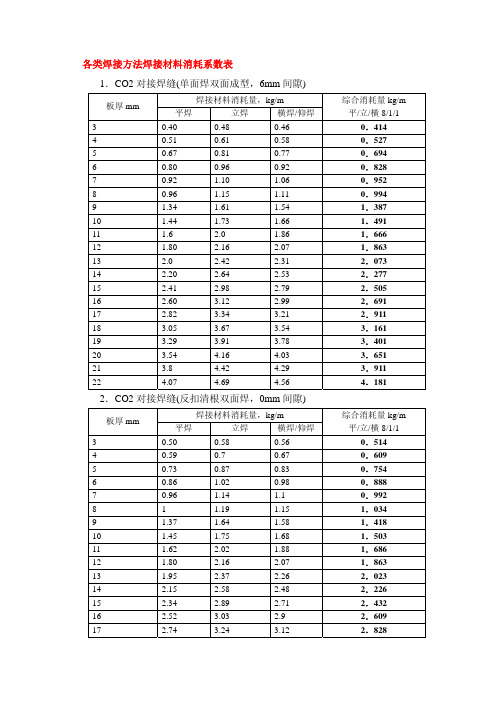
各类焊接方法焊接材料消耗系数表1.CO2对接焊缝(单面焊双面成型,6mm间隙)焊接材料消耗量,kg/m板厚mm平焊立焊横焊/仰焊综合消耗量kg/m 平/立/横8/1/13 0.400.480.46 0.414 4 0.510.610.58 0.527 5 0.670.810.77 0.694 6 0.800.960.92 0.828 7 0.921.101.06 0.952 8 0.961.151.11 0.994 9 1.341.611.54 1.387 10 1.441.731.66 1.491 11 1.62.01.86 1.666 12 1.802.162.07 1.863 13 2.02.422.31 2.073 14 2.202.642.53 2.277 15 2.412.982.79 2.505 16 2.603.122.99 2.691 17 2.823.343.21 2.911 18 3.053.673.54 3.161 19 3.293.913.78 3.401 20 3.544.164.03 3.651 21 3.84.424.29 3.911 22 4.074.694.56 4.181 2.CO2对接焊缝(反扣清根双面焊,0mm间隙)焊接材料消耗量,kg/m板厚mm平焊立焊横焊/仰焊综合消耗量kg/m 平/立/横8/1/13 0.500.580.56 0.514 4 0.590.70.67 0.609 5 0.730.870.83 0.754 6 0.861.020.98 0.888 7 0.961.141.1 0.992 8 11.191.15 1.034 9 1.371.641.58 1.418 10 1.451.751.68 1.503 11 1.622.021.88 1.686 12 1.802.162.07 1.863 13 1.952.372.26 2.023 14 2.152.582.48 2.226 15 2.342.892.71 2.432 16 2.523.032.9 2.609 17 2.743.243.12 2.82818 2.933.533.4 3.03719 3.163.763.63 3.26720 3.43.993.87 3.50621 3.624.214.09 3.72622 3.884.474.34 3.985 3.埋弧焊对接焊缝焊接材料消耗量,kg/m板厚mmI型坡口V型坡口X型坡口4 0.3065 0.3476 0.3887 0.4398 0.4909 0.54110 0.60211 0.63812 0.66313 0.955(含反扣)14 1.033(含反扣)15 1.45816 1.54517 1.69918 1.78419 1.87320 1.96521 2.04422 2.1264.角焊缝(CO2焊、手工焊)普通填角焊缝焊接材料消耗量,kg/m焊脚高度mm平焊立焊横焊/仰焊综合消耗量kg/m 平/立/横8/1/13 0.180.220.21 0.187 4 0.240.290.28 0.249 5 0.300.360.35 0.311 6 0.390.460.44 0.402 7 0.480.580.55 0.577 8 0.580.690.66 0.599 9 0.700.840.81 0.725 10 0.800.96 0.92 0.828深熔焊(P.P.)焊接材料消耗量,kg/m综合消耗量kg/m 板厚mm平焊立焊横焊/仰焊0.48/0.48 0.480.38/0.386 0.30/0.300.58/0.58 0.580.45/0.457 0.36/0.360.53/0.530.67/0.67 0.678 0.42/0.420.77/0.77 0.770.6/0.69 0.48/0.480.67/0.670.85/0.85 0.8510 0.53/0.530.72/0.720.93/0.93 0.9312 0.57/0.570.95/0.95 0.950.74/0.7412 0.59/0.591.01/1.01 1.010.79/0.7913 0.63/0.631.07/1.07 1.070.84/0.8414 0.67/0.671.17/1.17 1.170.92/0.9215 0.73/0.731.27/1.27 1.270.99/0.9916 0.79/0.791.19/1.191.56/1.56 1.5617 0.93/0.931.67/1.67 1.671.30/1.3018 1.04/1.041.49/1.491.93/1.93 1.9319 1.17/1.171.58/1.582.02/2.02 2.0220 1.26/1.26全焊透(F.P.)焊接材料消耗量,kg/m综合消耗量kg/m 板厚mm平焊立焊横焊/仰焊6 0.40/0.40.64/0.64 0.640.5/0.50.77/0.77 0.777 0.48/0.480.6/0.60.90/0.90 0.908 0.56/0.560.7/0.71.03/1.03 1.030.8/0.89 0.64/0.641.14/1.14 1.1410 0.71/0.710.89/0.891.22/1.22 1.220.94/0.9411 0.75/0.751.27/1.27 1.270.99/0.9912 0.79/0.791.35/1.35 1.351.05/1.0513 0.84/0.841.43/1.43 1.431.11/1.1114 0.89/0.891.55/1.55 1.551.21/1.2115 0.97/0.971.68/1.68 1.681.31/1.3116 1.05/1.052.08/2.08 2.081.59/1.5917 1.24/1.241.74/1.742.23/2.23 2.2318 1.39/1.392.67/2.67 2.672.07/2.0719 1.55/1.552.18/2.182.82/2.82 2.8220 1.66/1.66说明:1、采用CO2焊接方法计算焊材消耗量时,应乘以1.6的系数;2、采用手工电弧焊的焊接方法计算焊材消耗量时,应乘以1.8的系数;3、考虑到现场施工的实际情况,计算对接缝焊材消耗量时,应乘以1.4的系数;计算角焊缝时,应乘以2.0的系数。
焊接材料消耗定额计算方法
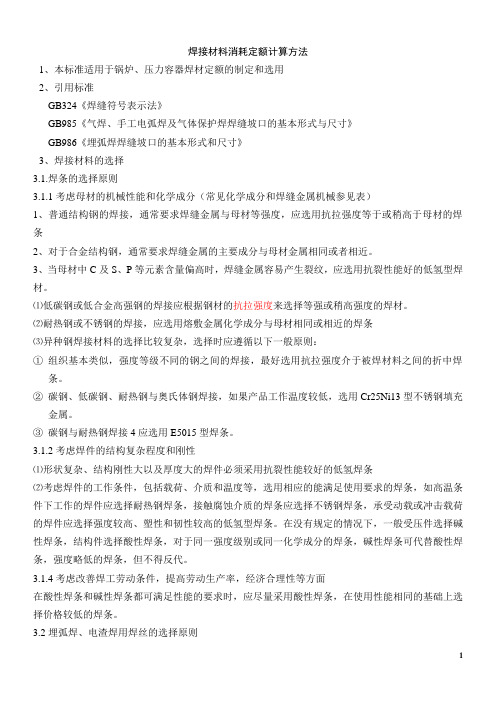
焊接材料消耗定额计算方法1、本标准适用于锅炉、压力容器焊材定额的制定和选用2、引用标准GB324《焊缝符号表示法》GB985《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》GB986《埋弧焊焊缝坡口的基本形式和尺寸》3、焊接材料的选择3.1.焊条的选择原则3.1.1考虑母材的机械性能和化学成分(常见化学成分和焊缝金属机械参见表)1、普通结构钢的焊接,通常要求焊缝金属与母材等强度,应选用抗拉强度等于或稍高于母材的焊条2、对于合金结构钢,通常要求焊缝金属的主要成分与母材金属相同或者相近。
3、当母材中C及S、P等元素含量偏高时,焊缝金属容易产生裂纹,应选用抗裂性能好的低氢型焊材。
⑴低碳钢或低合金高强钢的焊接应根据钢材的抗拉强度来选择等强或稍高强度的焊材。
⑵耐热钢或不锈钢的焊接,应选用熔敷金属化学成分与母材相同或相近的焊条⑶异种钢焊接材料的选择比较复杂,选择时应遵循以下一般原则:①组织基本类似,强度等级不同的钢之间的焊接,最好选用抗拉强度介于被焊材料之间的折中焊条。
②碳钢、低碳钢、耐热钢与奥氏体钢焊接,如果产品工作温度较低,选用Cr25Ni13型不锈钢填充金属。
③碳钢与耐热钢焊接4应选用E5015型焊条。
3.1.2考虑焊件的结构复杂程度和刚性⑴形状复杂、结构刚性大以及厚度大的焊件必须采用抗裂性能较好的低氢焊条⑵考虑焊件的工作条件,包括载荷、介质和温度等,选用相应的能满足使用要求的焊条,如高温条件下工作的焊件应选择耐热钢焊条,接触腐蚀介质的焊条应选择不锈钢焊条,承受动载或冲击载荷的焊件应选择强度较高、塑性和韧性较高的低氢型焊条。
在没有规定的情况下,一般受压件选择碱性焊条,结构件选择酸性焊条,对于同一强度级别或同一化学成分的焊条,碱性焊条可代替酸性焊条,强度略低的焊条,但不得反代。
3.1.4考虑改善焊工劳动条件,提高劳动生产率,经济合理性等方面在酸性焊条和碱性焊条都可满足性能的要求时,应尽量采用酸性焊条,在使用性能相同的基础上选择价格较低的焊条。
焊材耗量用量计算表
焊材耗量用量计算表
本文介绍了制定焊接材料消耗工艺定额标准所采用的系数,并给出了不同管子对接焊缝的焊缝截面积表格。
焊接材料消耗工艺定额标准所采用的系数是根据不同焊接方式和填充金属重量来确定的。
比如手工焊的系数是G填=G
条/0.5,而埋弧自动焊的系数是G丝=1.1 G填G剂=1.3 G填。
此外,不同焊接方式的焊丝和焊条的定额也不同。
表格中给出了不同管子对接焊缝的焊缝截面积,可以根据管壁厚度来查找。
同时,表中还注明了焊丝和焊条的定额,以及当采用手工氩弧焊打底、手工电弧焊盖面时,表中焊条应乘以0.8的情况。
另外,氩弧焊打底的焊丝按6Kg/100个头计算。
需要注意的是,本文中存在一些格式错误和明显有问题的段落,需要删除或改写。
焊接材料消耗定额标准[详]
![焊接材料消耗定额标准[详]](https://img.taocdn.com/s3/m/919fa70cbe23482fb4da4c98.png)
word格式文档焊接材料消耗定额标准Q/HZ MB103-79二零零四年十月专业整理使用说明:1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的1.65倍计,焊丝按酸性焊条重量的0.636倍计;碱性焊条按熔敷金属重量的1.80倍计,焊丝按碱性焊条重量的0.583倍计;焊丝按熔敷金属重量的 1.05倍计;焊剂按熔敷金属重量的 1.35倍计;一不开坡口单面手工焊缝二不开坡口双面手工焊缝三V型坡口单面手工焊缝四V型坡口双面手工焊缝五对称双面X型坡口手工焊缝六单面U型坡口手工焊缝4七不开坡口丁字接头单面手工焊缝6注:双面焊定额加倍. δ1≥δ. 八单面V型坡口角度手工焊缝(双面焊)7九油缸缸底焊缝焊丝定额8CG1-30型气割机切割规范9钢板常用材料:A3、A3F、B3F、20、35、45、16Mn、16MnCu、15MnV 常用厚度:5、6、8、10、12、14、16、18、20、22、25、28、30、32、36、40、46、50、60碳当量计算公式(国际焊接学会):C eq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (%)当C eq>0.4%时,焊接接头淬硬倾向大,易出现冷裂纹,需预热.Ito-Bessyo计算预热温度公式:T0=[])C︒-350C(25.0——T0预热温度(℃)——[C]=[C]X+[C]P————尺寸碳当量:[C]P=0.005S[C]X(S为板厚)————成分碳当量:[C]X=C+(Mn+Cr)/9+Ni/18+7Mo/90钢板最小弯曲半径圆钢最小弯曲半径钢管最小弯曲半径L=(0.5π×R+Y系数×T)×(θ/90)L: 钣金展开长度; R: 折弯处的内侧半径; T: 材料厚度; θ: 折弯角度; Y系数: 由折弯中线的位置决定的一个常数,与K系数的关系:Y=(π/2)×K。
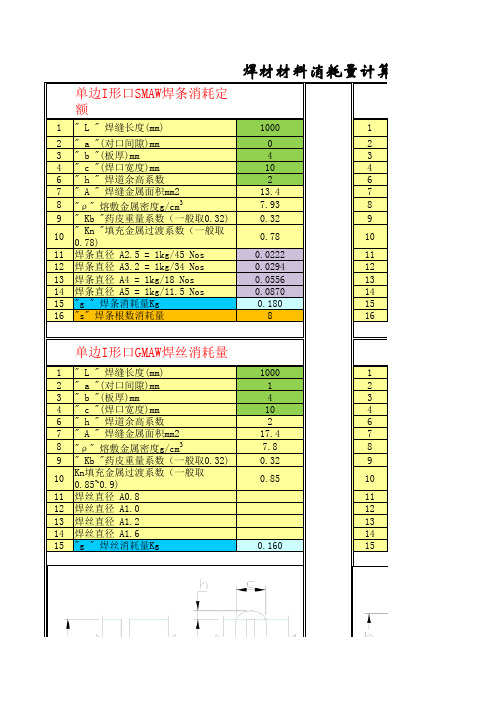
焊接材料计算公式
0.160
耗量计算公式
双边I形口SMAW焊条消耗定额
" L " 焊缝长度(mm) " a "(对口间隙)mm " b "(板厚)mm " c "(焊口宽度)mm " h " 焊道余高系数 " A " 焊缝金属面积mm2 "ρ " 熔敷金属密度g/cm3 " Kb "药皮重量系数(一般取0.32) " Kn "填充金属过渡系数(一般取 0.78) 焊条直径 A2.5 = 1kg/45 Nos 焊条直径 A3.2 = 1kg/34 Nos 焊条直径 A4 = 1kg/18 Nos 焊条直径 A5 = 1kg/11.5 Nos "g " 焊条消耗量Kg "s" 焊条根数消耗量 1000 2 4 10 2 34.67 7.93 0.32 0.78 0.0222 0.0294 0.0556 0.0870 0.465 21 1 2 3 4 6 7 8 9 10 11 12 13 14 15 16
双边I形口GMAW焊丝消耗量
" L " 焊缝长度(mm) " a "(对口间隙)mm " b "(板厚)mm " c "(焊口宽度)mm " h " 焊道余高系数 " A " 焊缝金属面积mm2 "ρ " 熔敷金属密度g/cm3 " Kb "药皮重量系数(一般取0.32) Kn填充金属过渡系数(一般取 0.85~0.9) 焊丝直径 A0.8 焊丝直径 A1.0 焊丝直径 A1.2 焊丝直径 A1.6 "g " 焊丝消耗量Kg 1000 1 4 10 2 30.67 7.8 0.32 0.85 1 2 3 4 6 7 8 9 10 11 12 13 14 15
焊材消耗定额公式
A 7.85 1000 Kn
⑵. 单边 V 型坡口(7mm 间隙,35°坡口,反面加衬垫) A= t≤40mm t>40mm
⑶. K 型坡口(35°,45°坡口) A=0.386 t2+1.25t+100,m=
A 7.85 1000 Kn
注: ①.Kn:气保焊焊丝熔敷系数,取 0.92;埋弧焊焊丝熔敷系数,
4 3 A 7.85 1000 Kn
m:每米焊缝熔敷金属重量(单位 Kg) ; ②. 焊剂消耗量与焊丝消耗量存在如下关系:
焊剂 =0.8~1.2 焊丝
3. 双面角焊缝 ⑴. 埋弧焊
A= ( 1 K2+ 3 K) ×2,m= A 7.85
2 2
1000 Kn
Kn:焊丝熔敷系数,取 0.96;
A 7.85 1000 Kn
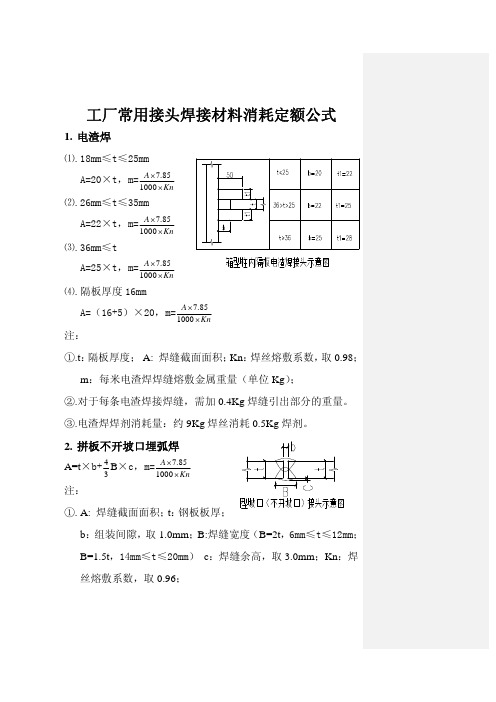
2. 拼板不开坡口埋弧焊
A=t×b+ B×c,m= 注: ①.A: 焊缝截面面积; t: 钢板板厚; b:组装间隙,取 1.0mm;B:焊缝宽度(B=2t,6mm≤t≤12mm; B=1.5t,14mm≤t≤20mm) c:焊缝余高,取 3.0mm;Kn:焊 丝熔敷系数,取 0.96;
取 0.95。
A: 焊缝截面面积; t: 钢板板厚; m: 每米焊缝熔敷金属重量 (单
位 Kg) ; ②.埋弧焊焊剂消耗量与焊丝消耗量存在如下关系:
焊剂 =0.8~1.2 焊丝
6. 箱型柱主焊缝全熔透 t≤40mm(7mm 间隙,35°坡口,反面加衬垫) A=
(0.7t 14)t 2 (0.7t 7) c , 2 3
A: 焊缝截面面积;t:钢板板厚; c:焊缝余高;m:每米焊缝
熔敷金属重量(单位 Kg) ; ②.埋弧焊焊剂消耗量与焊丝消耗量存在如下关系:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接材料消耗定额标准
Q/HZ MB103-79
二零零四年十月
使用说明:
1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产
时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的 1.65倍计,焊丝按酸性焊条重量的0.636倍计;
碱性焊条按熔敷金属重量的 1.80倍计,焊丝按碱性焊条重量的0.583倍计;
焊丝按熔敷金属重量的 1.05倍计;
焊剂按熔敷金属重量的 1.35倍计;
一不开坡口单面手工焊缝
二不开坡口双面手工焊缝
三V型坡口单面手工焊缝
四V型坡口双面手工焊缝
五对称双面X型坡口手工焊缝
六单面U型坡口手工焊缝
七不开坡口丁字接头单面手工焊缝
注:双面焊定额加倍. δ1≥δ.八单面V型坡口角度手工焊缝(双面焊)
九油缸缸底焊缝焊丝定额
CG1-30型气割机切割规范
钢板常用材料:A3、A3F、B3F、20、35、45、16Mn、16MnCu、15MnV
常用厚度:5、6、8、10、12、14、16、18、20、
22、25、28、30、32、36、40、46、50、60
碳当量计算公式(国际焊接学会):
C eq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (%)
当C eq>0.4%时,焊接接头淬硬倾向大,易出现冷裂纹,需预热.
Ito-Bessyo计算预热温度公式:
T0=[])
C︒
-
350C
(
25
.0
——T0预热温度(℃)
——[C]=[C]X+[C]P
————尺寸碳当量: [C]P=0.005S[C]X(S为板厚)————成分碳当量: [C]X=C+(Mn+Cr)/9+Ni/18+7Mo/90
钢板最小弯曲半径
圆钢最小弯曲半径
钢管最小弯曲半径
L=(0.5π×R+Y系数×T)×(θ/90)
L: 钣金展开长度; R: 折弯处的内侧半径; T: 材料厚度; θ: 折弯角度;
Y系数: 由折弯中线的位置决定的一个常数,与K系数的关系:Y=(π/2)×K。
材料Y系数K系数
软黄铜(Soft brass)和铜(copper)0.550.35
硬黄铜(Hard brass) 和铜、软钢(Soft Steel)、铝(Aluminum) 0.64 0.41
硬铜、青铜(Bronze)、冷轧钢(Hard steel)、弹簧钢(Spring steel) 0.71 0.45
油缸油漆定额换算
(以长度1米为计量单位)
注:1)底漆及面漆的型号、颜色,根据设计要求确定。
2)稀释剂品种根据漆的品种来选定。
3)底漆:0.1~0.12kg/m2;稀释剂:(底漆+面漆)X(0.15~0.18)。
结构件底漆:
0.1~0.12kg/m2;面漆:0.24kg/m2 (两次);稀释剂:(底漆+面漆)X0.3。