摩擦焊接技术及其工程应用
摩擦焊接工艺(3篇)

第1篇一、引言摩擦焊接是一种利用摩擦热加热金属并施加压力以实现焊接连接的工艺。
它具有操作简单、焊接质量稳定、焊接速度快、成本低等优点,广泛应用于汽车、航空、航天、造船、铁路等行业。
本文将对摩擦焊接工艺的原理、设备、工艺参数及焊接质量等方面进行详细介绍。
二、摩擦焊接原理摩擦焊接的原理是利用摩擦产生的热量将金属表面加热至塑性状态,然后在一定压力下使两金属表面相互接触并发生塑性变形,从而实现焊接连接。
摩擦焊接过程中,金属表面的接触面积逐渐增大,摩擦产生的热量也不断增加,直至焊接接头形成。
1. 摩擦生热摩擦焊接过程中,通过摩擦产生的热量使金属表面温度升高,热量传递至金属内部,使金属达到塑性状态。
摩擦热的大小与摩擦系数、摩擦速度、摩擦时间等因素有关。
2. 塑性变形摩擦焊接过程中,摩擦产生的热量使金属表面达到塑性状态,金属表面发生塑性变形。
在压力作用下,金属表面相互接触,形成一定的接触面积,为焊接接头提供结合力。
3. 焊接接头形成随着摩擦焊接过程的进行,金属表面接触面积逐渐增大,塑性变形程度加深,焊接接头逐渐形成。
焊接接头质量取决于摩擦焊接过程中的工艺参数和金属材料的性能。
三、摩擦焊接设备摩擦焊接设备主要包括摩擦焊接机、夹具、焊接电源等。
1. 摩擦焊接机摩擦焊接机是摩擦焊接过程中的核心设备,其主要功能是产生摩擦力、实现摩擦焊接过程。
摩擦焊接机可分为机械式、液压式、电磁式等类型。
2. 夹具夹具用于固定焊接件,保证焊接过程中的定位精度。
夹具的设计应满足以下要求:具有较高的定位精度、良好的耐磨性、易于操作和调整。
3. 焊接电源焊接电源为摩擦焊接提供能量,常见的焊接电源有直流电源、交流电源等。
焊接电源的电压、电流等参数应根据焊接工艺和金属材料选择。
四、摩擦焊接工艺参数摩擦焊接工艺参数主要包括摩擦时间、摩擦压力、焊接速度、预热温度等。
1. 摩擦时间摩擦时间是指摩擦焊接过程中摩擦头与工件接触的时间。
摩擦时间过长,会导致焊接接头质量下降;摩擦时间过短,则无法产生足够的摩擦热。
摩擦焊的特点及应用场合

摩擦焊的特点及应用场合摩擦焊是一种固态连接技术,它是将两个工件通过在它们之间施加旋转摩擦热进行加热,并施加一定的轴向力使其连接的方法。
其与传统的焊接方法相比具有以下特点:1. 无焊接功率和焊接工件降低:摩擦焊不需要任何传统焊接过程中所需要的焊接功率,也不需要使用额外的焊接材料。
这样可以降低能源消耗和成本,并且避免了焊接区域的变形和应力集中问题。
2. 高强度连接:通过摩擦焊连接的工件具有较高的强度和耐腐蚀性能,因为在摩擦焊过程中生成了细小的晶粒和均匀的显微组织。
3. 高效、快速连接:摩擦焊的加热速度很快,通常只需要几秒钟即可完成连接。
此外,由于不需要额外的焊接材料,连续焊接也是可行的,从而提高了焊接效率。
4. 适用于多种材料:摩擦焊可适用于各种材料,包括金属材料、塑料材料和复合材料等。
这些材料之间的连接往往难以使用其他传统焊接方法实现。
基于以上特点,摩擦焊广泛应用于各种场合:1. 汽车制造业:摩擦焊被广泛应用于汽车制造业中的各个环节,如车身焊接、发动机部件焊接、排气系统焊接等。
摩擦焊可以实现金属和塑料材料之间的连接,并且具有高强度、高密封性和高耐热性能,从而提高汽车的质量和性能。
2. 航空航天工业:摩擦焊在航空航天工业中广泛应用于连接铝合金和钛合金等材料。
这些材料具有高强度和低重量等特点,但传统的焊接方法难以连接它们。
摩擦焊不需要额外的焊接材料,可以实现这些材料之间的可靠连接。
3. 管道工程:摩擦焊被应用于管道工程中的焊接和连接工艺。
它可以连接各种金属管道和塑料管道,并且具有高强度和耐腐蚀性能,从而确保管道的安全和可靠性。
4. 电子设备制造业:摩擦焊广泛应用于电子设备制造业中的连接工艺。
它可以实现金属和塑料材料之间的连接,并且不会产生过多的热量和变形,从而保证了电子设备的稳定性和可靠性。
总之,摩擦焊作为一种高效、快速、高强度的连接技术,具有广泛的应用场合。
随着科学技术的不断发展,摩擦焊的应用领域还将不断扩展,成为现代制造业中重要的焊接工艺之一。
搅拌摩擦焊技术基础及其工程应用探讨

搅拌摩擦焊技术基础及其工程应用探讨发布时间:2021-07-01T16:44:57.930Z 来源:《科学与技术》2021年第29卷3月7期作者:李继欣王亚平赵伯明[导读] 本文对搅拌摩擦焊技术的应用原理进行了阐述,围绕搅拌摩擦焊技术在各工程领域的应用与发展进行了探讨与研究,李继欣王亚平赵伯明中车大同电力机车有限公司山西省大同市 037038摘要:本文对搅拌摩擦焊技术的应用原理进行了阐述,围绕搅拌摩擦焊技术在各工程领域的应用与发展进行了探讨与研究,希望能够从理论层面上为搅拌摩擦焊技术的完善与发展提供一点参考与借鉴。
关键词:搅拌摩擦焊技术;基础;工程应用引言:搅拌摩擦焊是一种新型固相材料焊接技术,该技术源自于英国,目前在工业领域有着非常高的应用价值。
在焊接技术持续完善的背景下,搅拌摩擦焊技术也得到了一定的优化,不管是焊接材料、焊接结构还是工艺应用水平在理论与实践层面上都有了不同程度的提升。
在此背景下,工程制造中采用搅拌摩擦焊技术,能够有效控制能耗,在环保方面具有非常突出的优势。
近年来随着铁路车辆的发展,搅拌摩擦焊技术已经逐渐成为了一种常见的固相连接技术应用于铝合金车体的制造中。
当然我们必须承认的是,在其他领域中,该项技术的应用水平依然有很大的提升空间。
鉴于此,我们有必要围绕搅拌摩擦焊技术及其在工程中的应用与发展进行探索与研究。
一、搅拌摩擦焊技术原理就本质而言,搅拌摩擦焊是基于传统的摩擦焊接技术发展优化而来的一种工艺技术。
搅拌摩擦焊原理就是在材料摩擦受热过程中,受形变与机械作用力的影响而达到焊接的目的。
在工程实践中利用搅拌摩擦焊技术,首先需要在目标工件中插入匀速旋转的搅拌头,此时工件中的材料与搅拌头发生摩擦并形成作用力,进而产生热量。
在摩擦热的作用下,材料会发生软化以及塑性形变,从而释放能量。
最后搅拌头会沿着塑性形变的焊接坡口,持续向前推进,材料也会因为吸收热量而发生塑性形变,与搅拌头一起向前移动,并在搅拌头的压力下,与焊接工件永久连接到一起。
摩擦焊接技术的应用及原理

摩擦焊接技术的应用及原理00摩擦焊接技术的应用及原理有哪位帮我诠释一下目前使用摩擦焊接技能的应用及道理呀?你看看这片文章对你有没有帮忙?【摩擦焊技能发展与展望】作者:周君技能改进谢谢,这个对我很有帮忙,但有没有侧重道理的呀拌和摩擦焊的道理与应用--1媒介摩擦焊是利用工件端面相互运动、相互摩擦所产生的热,使端部到达热塑性状态,然后迅速顶锻,完成焊接的一种要领。
摩擦焊可以方便地连接同种或异种材料,包括金属、部门金属基复合材料、陶瓷及塑料。
摩擦焊要领在打造业中已应用40多年了,由于其生产率高、质量好获患了广泛的工程应用,但焊接的对象主如果回转形零件,虽则也有其它形式的摩擦焊技能浮现,以克服被焊工件几何形状的限定或提高生产率,如相位摩擦焊、径向摩擦焊、线性摩擦焊等,但现实应用很少。
最近还浮现了摩擦堆焊,在工件上形成特殊性能的表面层。
拌和摩擦焊(FrictionStirWelding)是英国焊接研究所TWI(TheWeldingInstitute)提出的专利焊接技能[1,2]。
拌和摩擦焊除开具有平凡摩擦焊技能的优点外,还可以进行多种接头形式和不同焊接位置的连接。
挪威已建立了世界上第一个拌和摩擦焊商业设备,可焊接厚3~15mm、尺寸6×16m2的A1船板;1998年美利坚合众国波音公司的空间和守势实验室引进了拌和摩擦焊技能,用于焊接某些火箭部件;麦道公司也把这类技能用于打造Delta搭载火箭的推进剂贮箱。
本文首要介绍拌和摩擦焊的要领、过程、独特的地方以及焊接质量。
2拌和摩擦焊要领与常规摩擦焊同样,拌和摩擦焊也是利用摩擦热作为焊接发热物体。
不同之处在于,拌和摩擦焊焊接过程是由一个圆柱体型状的焊头(weldingpin)伸入工件的接缝处,通过焊头的高速旋转,使其与焊接工件材料摩擦,从而使连接部位的材料温度升高软化,同时对材料进行拌和摩擦来完成焊接的。
焊接过程如图1所示。
在焊接过程当中,工件要刚性固定在背垫上,焊头边高速旋转,边沿工件的接缝与工件相对于移动。
摩擦焊接技术及其工程应用
摩擦焊接技术及其工程应用摘要:摩擦焊是一种先进的固相连接技术,具有能量利用率高、能耗低、污染和噪声小的特点,符合未来工业技术的发展趋势。
摩擦焊接技术以其绿色环保、能耗低等优点和独有的技术优势,已经开始从航空航天制造开始向民用拓展且发展迅速,应用前景将会非常广阔。
关键词:摩擦焊接;工程应用;讨论摩擦焊接技术是一种新型的固相材料连接技术,由英国焊接研究所(TWI)研发,已广泛应用于工业的各个领域,随着对焊接工艺、焊接材料、搅拌头结构等研究的不断深入,搅拌摩擦焊接技术以其绿色环保、能耗低等优点和独有的技术优势迅速得到社会的认可和技术推广,逐渐成为当下焊接领域内最热门的固相连接技术方法之一。
一、旋转摩擦焊旋转摩擦焊是迄今为止最常见的一种摩擦焊,在机器工业中占有很大的比例,可以焊接直径从1—200mm的固体圆柱棒。
旋转摩擦焊有三种类型:连续驱动焊、惯性摩擦焊以及两种方式的组合。
一端高速旋转,同时在两端施加轴向力,摩擦加热到预定温度后,停止马达运转并施加一个更大的轴向力进行顶锻。
在惯性摩擦焊中,将其中的一个工件连接到飞轮上,当达到适当的速度后,停止飞轮的运转,同时另一工件施加轴向力进行顶锻。
工件接触点的摩擦,既是热源,又是制动方式。
两种旋转摩擦焊最本质的区别是:连续驱动摩擦焊是由一个连续的轴向速度驱动,而惯性摩擦焊预先估计所需的能量,让飞轮达到一个较高的速度,将能量保存在飞轮上,然后逐渐减小到零,将这些能量在接触面上转化为热量。
旋转摩擦焊适用于各种异型金属组合的焊接。
不同结构以及具有不同热和力学性质的异种金属也可以焊接。
鉴于焊接周期短,容易获得实时监测参数等优点,汽车工业对此特别青睐,并已安装了大批旋转摩擦焊接机用于生产至少有一个部件具有对称性的零件,比如传动链条部分中的传动轴、齿轮、发动机排气阀门、变速箱等同轴性有较高要求的部件,铝合金轮辋也通过这种焊接方式批量生产。
二、径向摩擦焊旋转摩擦焊有一个内在的缺陷,即焊接对象是小部件,但若是两根长管进行焊接,用旋转摩擦焊就比较困难,径向摩擦焊可以很好地解决这个问题。
港珠澳大桥新技术摩擦焊工艺介绍
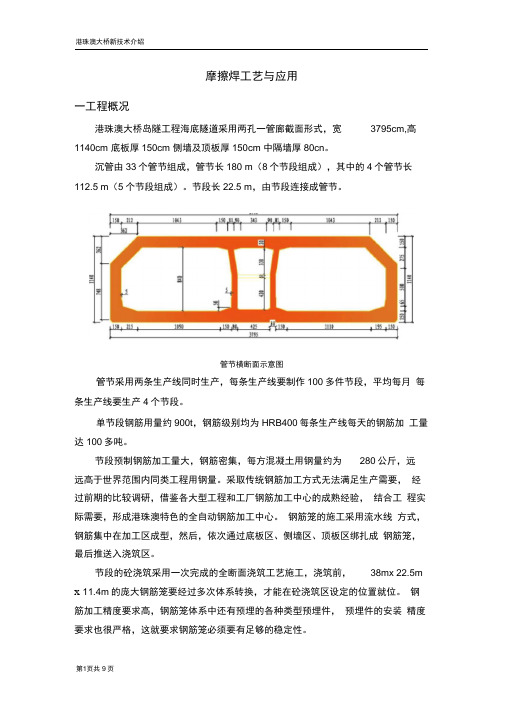
摩擦焊工艺与应用一工程概况港珠澳大桥岛隧工程海底隧道采用两孔一管廊截面形式,宽3795cm,高1140cm 底板厚150cm 侧墙及顶板厚150cm 中隔墙厚80cn。
沉管由33个管节组成,管节长180 m(8个节段组成),其中的4个管节长112.5 m(5个节段组成)。
节段长22.5 m,由节段连接成管节。
管节横断面示意图管节采用两条生产线同时生产,每条生产线要制作100多件节段,平均每月每条生产线要生产4个节段。
单节段钢筋用量约900t,钢筋级别均为HRB400每条生产线每天的钢筋加工量达100多吨。
节段预制钢筋加工量大,钢筋密集,每方混凝土用钢量约为280公斤,远远高于世界范围内同类工程用钢量。
采取传统钢筋加工方式无法满足生产需要,经过前期的比较调研,借鉴各大型工程和工厂钢筋加工中心的成熟经验,结合工程实际需要,形成港珠澳特色的全自动钢筋加工中心。
钢筋笼的施工采用流水线方式,钢筋集中在加工区成型,然后,依次通过底板区、侧墙区、顶板区绑扎成钢筋笼,最后推送入浇筑区。
节段的砼浇筑采用一次完成的全断面浇筑工艺施工,浇筑前,38mx 22.5m x 11.4m的庞大钢筋笼要经过多次体系转换,才能在砼浇筑区设定的位置就位。
钢筋加工精度要求高,钢筋笼体系中还有预埋的各种类型预埋件,预埋件的安装精度要求也很严格,这就要求钢筋笼必须要有足够的稳定性。
钢筋构造图如下:二J 型拉钩筋的设置与摩擦焊1、‘ J 型拉钩筋’的应用为满足管节受力设计的需要,在庞大的钢筋笼中,侧墙、中墙以及底板、顶 板I Cri cl <I」©4p®pL丄◎ItI B£i⑪■"丿IW!1 w^a^RittiMu *标准管节钢筋构造断面图中,剪力键等部位,都需布设大量的箍筋,或是拉筋。
由于钢筋笼的钢筋太密集,且又要兼顾预埋件及预埋件的锚固筋等因素的影响,哪怕是开口的双肢箍也难以有足够的空间位置进行操作。
摩擦焊

摩擦焊焊接设备
4、夹头 夹头分为旋转和固定两种。为了使夹持牢靠, 不出现打滑旋转、后退、振动等,夹头与工件的 接触部分硬度要高,耐磨性要好。 5、控制系统 控制系统包括焊接操作程序控制和焊接参数 控制等。 程序控制即控制摩擦焊机按预先规定的动作次 序完成送料、夹紧焊件、主轴旋转、摩擦加热、 顶锻焊接、切除飞边和退出焊件等操作。
•
摩擦焊的应用
轴承组——平衡油缸液力平衡旋转活塞,多片式粉末冶金 涂层离合器,滚动导轨和可编程序控制器(PLC)控制等 多项先进技术,使焊机制造水平有了较大的提高。 随着实际生产的需要。国内对于其它型式的摩擦焊机也 进行了研制,如长春焊接设备厂研制了小吨位的惯性焊机, 相位摩擦焊机,哈尔滨焊接研究所研制了具有形变热处理 功能带机上淬火装置及自动去飞边装置的混合式摩擦焊机, 变频调速相位摩擦焊机。哈尔滨量具刃具厂研制了20T双 头摩擦焊机,中国兵器工业第五九研究所研制了小吨位径 向摩擦焊机[5],北京赛福斯特技术有限公司研制了系列搅 拌摩擦焊机等等,这些焊机有的技术指标和制造水平已达 到或接近国外同类焊机的水平。
摩擦焊焊接工艺
4)端面垂直度一般小于直径的1%,过大会造成 不同轴度的径向力。 3、焊接参数 连续驱动摩擦焊的焊接参数主要包括主轴转速、 摩擦压力、摩擦时间、顶锻压力、顶段时间、变 形量等。 (1)转速和摩擦压力 当工件的直径一定时,转速就代表摩擦速度。 一般将达到焊接温度时的转速称为临界摩擦速度, 为了使变形层加热到金属材料的焊接温度,转速 必须大于临界摩擦速度。
摩擦焊焊接工艺
9) 待焊表面应避免渗氮、渗碳等。 10)设计接头形式的同时,还应注意工件的长度、直径 公差、焊接端面的垂直度、平面度和粗糙度。 2、接头表面准备 焊接前还需对焊件作如下处理 1) 焊件的摩擦端面应平整,中心部位不能有凹面或中 心孔,以防止焊缝中含空气和氧化物。 2) 当结合面上具有较厚的氧化层、镀铬层、渗碳层或 渗氮层时,常不易加热或被挤出,焊前应进行清除。 3)摩擦焊对焊件结合面的粗糙度、清洁度要求并不严 格,如果能加大焊接缩短量,则气割,冲剪、砂轮磨 削、锯断的表面均可直接施焊。
摩擦焊接技术

摩擦焊接技术嘿,朋友们!今天咱来聊聊摩擦焊接技术。
这玩意儿可神奇了,就像两个大力士在较劲儿!想象一下,两根金属棒,本来各不相干,但是通过摩擦焊接技术,就能紧紧地连接在一起,变得坚不可摧。
这可不是变魔术哦!摩擦焊接的时候啊,就好像一场激烈的拔河比赛。
两边都在用力,产生大量的热,让金属软化,然后就自然而然地融合在一起了。
这多有意思呀!它的优点可不少呢!首先,焊接的质量那是杠杠的,比一般的焊接方法可牢固多了。
而且呀,还能焊接各种奇奇怪怪形状的金属,这可真是厉害得很呐!再者说,它还很环保呢,不会产生那些乱七八糟的污染。
你说这摩擦焊接技术是不是很牛?咱平时用的好多东西,说不定就有它的功劳呢。
汽车零件呀,飞机部件呀,都有可能是通过摩擦焊接技术连接起来的。
那有人可能要问了,这技术就没有缺点吗?嘿嘿,当然有啦!它对设备的要求比较高,可不是随随便便就能搞起来的。
而且操作起来也得小心谨慎,不然一不小心出了差错,那可就麻烦啦!不过呢,总的来说,摩擦焊接技术还是利大于弊的。
它就像是一个默默无闻的英雄,在背后为我们的生活提供着坚实的保障。
咱再想想,要是没有摩擦焊接技术,那得有多少东西没法制造出来呀?那我们的生活得多不方便呀!所以说呀,可别小瞧了这小小的摩擦焊接技术,它的作用可大着呢!它就像一个勤劳的工匠,默默地工作着,让我们的生活变得更加美好。
咱得感谢那些研究和使用摩擦焊接技术的人,是他们让我们的世界变得更加精彩。
怎么样,现在是不是对摩擦焊接技术有了更深的了解呢?是不是觉得它特别神奇呀?反正我是这么觉得的!以后再看到那些焊接得特别好的东西,可别忘记了摩擦焊接技术的功劳哦!原创不易,请尊重原创,谢谢!。
摩擦焊
连续驱动摩擦焊是现代工业制造较为常用的一种焊接方法,典型的连续驱动摩擦焊过程如下 图(3)所示,一般由旋转、摩擦、焊接、顶锻保压等程序组成。
3
(3)连续驱动摩擦焊示意图
(4)连续驱动摩擦焊接头 的金属流变结构
在连续驱动摩擦焊接过程中,一个工件被固定在直接驱动的旋转夹具上,另一个工件固定 在移动夹具上,工件被加紧后,移动夹具向旋转夹具端移动,移动至一定距离后,旋转夹具端 工件在电机驱动下开始以设定的速度旋转,工件相互接触后开始摩擦生热;当被焊件达到预定 的时间或缩短量后,迅速制动使工件停止旋转,并开始施加预定的顶锻压力,保持一定的时间 (时间也是预先设定的),然后旋转夹具松开,被焊工件与移动夹具一起后退到原始位置,移动 夹具松开,取出工件,焊接结束。图(4)为连续驱动摩擦焊接头的金属流变结构示意图。
3、搅拌摩擦焊
5
下图(1)是搅拌摩擦焊示意图。焊接主要有搅拌头完成。搅拌头由特型指棒、夹持器和圆 柱体组成。焊接开始时,搅拌头高速旋转,特型指棒迅速钻入被焊板的焊缝,与特型指棒接触 的金属摩擦生热形成了很薄的热塑性层。当特型指棒钻入工件表面以下时,,有部分金属被挤出 表面,由于正面轴肩和背面垫板的密封作用,一方面,轴肩与被焊表面摩擦,产生辅助热,另 一方面,搅拌头和工件相对运动时,在搅拌头前面不断形成的热塑性金属转移到搅抖头后面, 填充后面的空腔。在整个焊接过程中,空腔的产生于填满连续进行,焊缝区金属经历着被挤压、 摩擦生热、塑性变形、转移、扩散以及再结晶。
振动摩擦焊接原理和焊缝设计

振动摩擦焊接原理和焊缝设计振动摩擦焊接原理和焊缝设计在工程行业中,焊接技术一直扮演着至关重要的角色。
而振动摩擦焊接作为一种新型的实体连接方法,其独特的原理和焊缝设计对于工件的连接质量和稳定性有着非常重要的影响。
本文将深入探讨振动摩擦焊接的原理和焊缝设计,为您解开这一领域的神秘面纱。
1. 振动摩擦焊接原理振动摩擦焊接是一种利用工件间的相对振动产生摩擦热,从而实现焊接的方法。
其原理主要包括以下几个方面:1)振动作用:振动能够增加工件表面之间的接触面积,加大摩擦热的产生,有利于焊接接触材料的塑性流动和金属结合。
2)摩擦加热:振动作用下,工件表面之间的摩擦热能够使材料温度升高,形成塑性状况,为焊接提供了条件。
3)塑性流动:在摩擦加热的作用下,工件表面的材料开始发生塑性流动,使得金属颗粒之间产生了结合。
通过上述原理的作用,振动摩擦焊接可以实现高效的焊接连接,具有焊接速度快、连接强度高、无污染等优点。
2. 振动摩擦焊接焊缝设计在进行振动摩擦焊接时,焊缝设计是至关重要的一环。
一个合理的焊缝设计可以有效提高焊接连接的质量和稳定性,下面将介绍几个焊缝设计的要点:1)焊缝形状:焊缝形状应该根据工件的具体形状和要求来设计,一般可为直线型、波浪型或其他。
2)焊缝尺寸:焊缝的尺寸应该符合工件的要求,一般来说焊缝宽度越窄,工件的热影响区越小,连接越稳定。
3)焊缝位置:焊缝的位置要根据工件的力学特性和要求来设计,一般情况下应该位于工件的适当位置,以保证焊接的均匀性和稳定性。
3. 个人观点和理解在我看来,振动摩擦焊接作为一种新型的实体连接方法,在机械工程等领域有着广阔的应用前景。
其高效、稳定的焊接效果,给工件的连接质量和稳定性带来了革命性的提升。
合理的焊缝设计可以进一步提高焊接连接的质量,从而更好地发挥振动摩擦焊接的优势。
总结回顾通过本文的介绍,我们对振动摩擦焊接的原理和焊缝设计有了更加深入的了解。
振动摩擦焊接通过振动作用、摩擦加热和塑性流动实现了工件的高效连接,而合理的焊缝设计则进一步提高了焊接连接的质量和稳定性。
摩擦焊的应用(1)
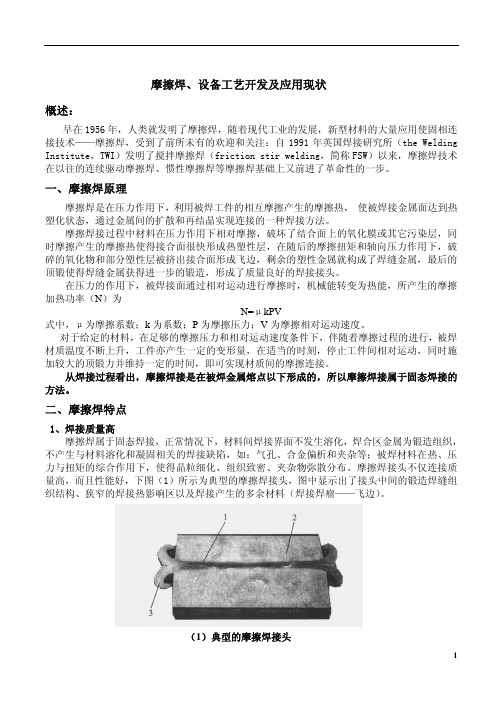
摩擦焊的应用摩擦焊接是利用金属焊接表面摩擦加热的一种热压焊接方法.摩擦焊技术的主要优点归结为如下几个方面:(1)接头质量好且稳定。
焊接过程由机器控制,参数设定后容易监控,重复性好,不依赖于操作人员的技术水平和工作态度。
焊接过程不发生熔化,属固相热压焊,接头为缎造组织,因此焊缝不会出现气孔、偏析和夹杂,裂纹等铸造组织的结晶缺陷,焊接接头强度远大于熔焊、钎焊的强度,达到甚至超过母材的强度;(2)效率高。
对焊件准备通常要求不高,焊接设备容易自动化,可在流水线上生产,每件焊接时间以秒计,一般只需零点几秒至几十秒,是其它焊接方法如熔焊、钎焊不能相比的;(3)节能、节材、低耗。
所需功率仅及传统焊接工艺的1/5~1/15,不需焊条、焊剂、钎料、保护气体,不需填加金属,也不需消耗电极;(4)焊接性好。
特别适合异种材料的焊接,与其它焊接方法相比,摩擦焊有得天独厚的优势,如钢和紫铜、钢和铝、钢和黄铜等等;(5)环保,无污染。
焊接过程不产生烟尘或有害气体,不产生飞溅,没有孤光和火花,没有放射线。
摩擦焊方法(1)相位摩擦焊可实现有相位要求的工件的摩擦焊接,扩大了摩擦焊的应用领域。
目前生产中对如六方形断面的零件、八方钢、汽车操作杆、花键轴、拨叉、两端带法兰的轴等均要求采用相位摩擦焊。
在电控技术和机械技术高度发展的前提下,为大吨位相位摩擦焊机的研制提供了可能。
(2)线性摩擦焊线性摩擦焊技术,是两个工件以一定的频率和振幅进行往复运动产生热量进行的焊接,它可以将方形、圆形、多边形截面的金属或塑料焊接在一起。
它可以焊接更不规则截面的构件,象叶片与涡轮等,以后要深入开展线性摩擦焊机原理、振动系统动力学等的研究,为研制大吨位的性摩擦焊机作准备。
(3)径向摩擦焊径向摩擦焊由于其引入中间旋转加压圆环,不仅改变了摩擦面的方向,焊件也由相对旋转加压变为相对固定加压,它非常适合于长管子的焊接,同时它还可以把薄壁铜环焊接到弹体外壁上,能够使军工产品升级换代。
摩擦焊接技术在土木工程钢筋连接接头批量生产中的应用

建筑技术开发Building Technology Development工程技术Engineering and Technology第48卷第8期2021年4月摩擦焊接技术在土木工程钢筋连接接头批量生产中的应用韩英爱\姜洪权2(1.长春工程学院,长春130012; 2.苏州西岩机械技术有限公司,江苏太仓215400)[摘要]探讨了摩擦焊接技术在土木工程钢筋连接接头批量生产领域应用的突出优势,介绍采用丝头与母材摩擦焊接的方 法时进行设备选用的具体方法,并提出丝头、套筒参数要求及丝头焊接与施工生产的相关要求,对摩擦焊接技术在土木工程钢 筋连接领域的早日应用具有重要意义。
[关键词]摩擦焊接技术;钢筋连接接头;批量生产;设备选用;生产要求[中图分类号]T U74 :TG453.9 [文献标志码]B[文章编号]1001-523X (2021) 08-0061-03Application of Friction Welding Technology in MassProduction of Civil Engineering Steel Bar JointHan Ying-a i,Jiang Hong-quan[Abstract]This paper discusses the outstanding advantages of friction welding technology in the field of mass production of civil engineering steel bar connection joint,and introduces the specific method of equipment selection when using the friction welding method of thread head and base metal,and puts forward the requirements of screw head and sleeve parameters,as well as the relevant requirements of wire head welding and construction production.It is of great significance to apply this technique in the field of steel bar connection in civil engineering.[Keywords]friction welding technology ;reinforcement joint;mass production ;equipment selection ;production requirements作为一种固相连接方法,摩擦焊接技术以其优质、高效、低耗、环保的突出优点受到所有工业强国的重视,已在航空 航天、石油钻探、工程机械、汽车零部件等诸多领域获得越 来越多的应用。
搅拌摩擦焊在汽车工业中的应用

搅拌摩擦焊在汽车工业中的应用引言随着汽车工业的快速发展,汽车制造商不断寻求新的焊接技术来提高生产效率和提供更高质量的焊接连接。
搅拌摩擦焊(F ri ct io nS ti rW el d in g,简称FS W)作为一种创新的焊接方法,在汽车制造业中得到了广泛应用。
本文将探讨搅拌摩擦焊在汽车工业中的应用以及其优势。
1.搅拌摩擦焊的原理搅拌摩擦焊是一种通过转动和横向移动的无传统熔化焊接过程。
其原理是通过固态摩擦加热使焊接接头材料软化,并通过下压力和搅拌运动实现焊接。
这种焊接方法不需要填充金属或焊接材料,具有较高的焊接速度和良好的焊接质量。
2.搅拌摩擦焊在汽车制造中的应用2.1汽车车身焊接搅拌摩擦焊被广泛用于汽车制造的车身焊接。
在传统的车身制造过程中,汽车车身需要通过多个焊接点连接。
而使用搅拌摩擦焊,可以将车身板材焊接成较大的整体结构,提高了焊接连接的强度和刚性,同时减少了焊接缺陷的发生。
2.2材料连接为了降低汽车的重量并提高燃油效率,汽车制造商越来越多地采用铝合金和其他轻质材料作为车身结构材料。
搅拌摩擦焊被广泛应用于这些材料的连接,因为它能够有效地实现不同材料之间的焊接,提供坚固的连接和良好的密封性,同时减少了不同材料之间的反应。
2.3零部件焊接除了车身焊接和材料连接,搅拌摩擦焊还被应用于汽车零部件的焊接,例如发动机零部件、制动系统和底盘组件等。
搅拌摩擦焊能够实现零部件的高强度连接,同时提供良好的密封性和耐高温性能,满足汽车工业对零部件焊接质量和可靠性的需求。
3.搅拌摩擦焊的优势3.1高焊接速度与传统的焊接方法相比,搅拌摩擦焊具有更高的焊接速度。
这是因为搅拌摩擦焊不需要等待焊接材料熔化和凝固,而是通过摩擦加热和搅拌运动实现焊接,大大缩短了焊接时间。
3.2良好的焊接质量搅拌摩擦焊能够提供高强度、无缺陷的焊接连接。
焊接区域经过搅拌摩擦焊处理后,具有均匀的组织和细小的晶粒尺寸,提高了焊接接头的强度和硬度。
特种焊接技术摩擦焊

1连续驱动摩擦焊的工艺参数
连续驱动摩擦焊的工艺参数主要包括主轴转速 摩擦压力、摩 擦时间、顶锻压力、顶锻时间、变形量等; 1转速与摩擦压力 直接影响摩擦扭矩、摩擦加热功率、接头温 度场、塑性层温度以及摩擦变形速度) 当工件直径一定时;接合面上任一点的摩擦速度与转速成正比。 为了使变形层加热到焊接温度,平均摩擦速度必须高于最低摩 擦速度。
4)根据焊接环境可分为空间摩擦焊和水下摩擦焊。
摩擦焊的各种方式
a普通型 b)两件异向旋转型 c)中间旋转型双接头) d)两头工件同向旋转型(双接头) e) 中间两工件旋转型(双焊件) f)径向焊接型 g)轨道式摩擦焊
二 常规摩擦焊方法
1 连续驱动摩擦焊 2 惯性摩擦焊 3 相位摩擦焊 4 径向摩擦焊 5 摩擦堆焊 6线性摩擦焊 7嵌入式摩擦焊 8超塑性摩擦焊 9第三体摩擦焊
4 21 传统摩擦焊的工艺过程 422 传统摩擦焊的工艺及参数 423 典型材料的摩擦焊接工艺 424 传统摩擦焊设备 425 传统摩擦焊质量控制与安全技术
4 21 传统摩擦焊的工艺过程
一 传统摩擦焊焊接过程 二 摩擦焊加热功率及其温度
一 传统摩擦焊焊接过程
摩擦焊接过程的一个周期可分成摩擦加热过程和顶锻焊 接过程两部分;
➢ 刀具制造业:钻头 立铣刀、丝锥、绞刀; ➢ 机器制造业:轴类零件、管子、螺杆、顶杆; ➢ 汽车、拖拉机制造业:半轴、齿轮轴; ➢ 石油化工行业中石油钻杆;高压阀门的阀体,管道等;锅
炉制造中蛇形管对接; ➢ 轻工纺织机械中小型轴类、辊类、管类零件焊接; ➢ 电工行业铜铝接线端子焊接;
4 2 传统摩擦焊的工艺与设备
摩擦焊
h)角接
搅拌摩擦焊作为一种新型连接技术,也存在如下定缺点: (1)目前焊接速度不高 对板材进行单道连接时,焊接速度低于电
弧焊。
(2)焊件的夹持要求较高 不同的结构需要不同的工装夹具,设备 的灵活性差。
(3)焊缝尾端留有“ 匙孔”,需要用其他焊接方法填充。 (4)焊缝背面需要有垫板,在封闭结构中垫板的取出比较困难。 (5)刀头因磨损消耗太快,虽然目前正在尝试用更为耐磨的陶瓷
图5 搅拌摩擦焊示意图
4.嵌入摩擦焊(Friction plunge welding)
嵌入摩擦焊是利用摩擦焊原理 把相对较硬的材料(工件1)嵌入到 较软的材料(工件2)中。如图所示, 两个焊件之间相对运动所产生的摩 擦热使得较软材料局部呈现热塑性 状态,并在拘束肩的作用下产生塑 性变形,流入预先加工好的硬材料 的凹区中,拘束肩迫使软材料紧紧 包住硬材料的连接头,当转动停止、 焊件冷却后,即形成可靠接头。如 图6所示。
六、材料的摩擦焊接性
材料的摩擦焊接性是指材料在一定的摩擦焊工艺条件下,获得优质 摩擦焊接接头的能力。所谓优质接头,是指接头与母材等强度、等塑性 。摩擦焊具有广泛的工艺适应性,适用于摩擦焊的材料有金属材料、陶 瓷材料、复合材料、塑料等。 影响材料摩擦焊接性的因素主要有:
(1)材料的互溶和扩散性
(2)材料表面的氧化膜是否易破碎 表面氧化膜易破碎的金属的摩擦
谈搅拌摩擦焊技术研究与应用

CATALOGUE 目录•搅拌摩擦焊技术简介•搅拌摩擦焊技术研究现状•搅拌摩擦焊技术在不同领域的应用•搅拌摩擦焊技术的前景展望与发展趋势•结论搅拌摩擦焊是一种新型的焊接方法,其核心是利用搅拌头与工件之间的摩擦热和塑性变形热,使工件局部加热至塑性状态,并在搅拌头的强烈搅拌作用下实现材料的连接。
与传统的熔焊方法不同,搅拌摩擦焊过程中不涉及熔化,因此可以避免熔焊过程中出现的元素烧损、接头组织性能恶化等问题。
高效节能接头质量高适用范围广操作简单ABCD航空航天领域汽车制造领域其他领域轨道交通领域搅拌摩擦焊技术的应用范围搅拌摩擦焊技术的研究进展搅拌摩擦焊技术自发明以来,经过多年的研究和发展,已经在多个领域得到广泛应用。
在科研方面,研究者们不断探索新的搅拌摩擦焊技术,提高其焊接质量和效率。
在应用方面,搅拌摩擦焊技术已经应用于航空、航天、汽车、船舶等领域,取得了良好的效果。
010203搅拌摩擦焊技术的优势与局限搅拌摩擦焊技术的研究热点与挑战总结词搅拌摩擦焊技术在航空航天领域的应用具有广泛性和重要性。
要点一要点二详细描述搅拌摩擦焊技术在该领域主要用于制造飞机和火箭等关键部件,如铝合金和钛合金的焊接。
相比传统焊接方法,搅拌摩擦焊技术具有更高的焊接质量和更快的焊接速度,提高了生产效率,降低了制造成本。
此外,搅拌摩擦焊技术还具有较好的接头强度和耐腐蚀性,使得飞机和火箭等关键部件的寿命更长、安全性更高。
航空航天领域总结词搅拌摩擦焊技术在汽车制造领域的应用日益增多,成为汽车制造的重要焊接方法之一。
详细描述搅拌摩擦焊技术在该领域主要用于制造汽车车身、底盘和发动机等关键部件,如低碳钢、铝合金和不锈钢的焊接。
相比传统焊接方法,搅拌摩擦焊技术具有更高的焊接质量和更快的焊接速度,提高了生产效率,降低了制造成本。
此外,搅拌摩擦焊技术还具有较好的接头强度和耐腐蚀性,使得汽车的关键部件更加可靠、耐用。
总结词搅拌摩擦焊技术在船舶制造领域的应用具有广泛性和重要性。
金硅摩擦焊

金硅摩擦焊
金硅摩擦焊是一种金属连接技术,它通过在金属表面施加高频振动和压力,将金属材料摩擦加热至熔点并进行连接。
这种焊接技术广泛应用于航空航天、汽车制造和电子设备等领域,它具有高强度、高效率和低成本的优势。
金硅摩擦焊的基本原理是利用金属与金属之间的摩擦产生的热量,将金属材料局部加热至熔点,并施加压力使其相互融合。
在焊接过程中,金属表面的氧化膜会被破坏,从而保证焊接接头的质量。
金硅摩擦焊的主要优点之一是焊接速度快。
由于焊接时金属材料被加热至熔点,因此焊接过程非常迅速。
与传统的焊接方法相比,金硅摩擦焊可以大大缩短焊接时间,提高生产效率。
金硅摩擦焊还具有高强度的特点。
由于焊接过程中金属材料得到了充分的加热和压力施加,焊接接头的强度可以达到甚至超过母材的强度。
这使得金硅摩擦焊在高要求的工程领域中得到了广泛应用。
金硅摩擦焊的应用领域非常广泛。
在航空航天领域,金硅摩擦焊被用于制造飞机结构件、发动机零部件等。
在汽车制造领域,金硅摩擦焊被用于制造车身结构件、发动机零部件等。
在电子设备制造领域,金硅摩擦焊被用于制造电子元器件、连接线等。
总的来说,金硅摩擦焊是一种高效、高强度的金属连接技术,它在各个领域都发挥着重要作用。
随着科技的进步和工艺的改进,金硅
摩擦焊将会得到更广泛的应用,并为各个行业带来更多的便利和发展机遇。
摩擦焊接技术基础知识

焊接过程的智能化
新热源的不断开发 (L+PA)
焊接设备的不断更新(逆变电源)
特种连接方法的选择
考虑因素: 母材性能(热物理性能) 产品结构类型(尺寸、简复) 工件厚度(厚薄) 焊接位置(平、立、仰、全) 生产条件(成本、设备、人员)
水下焊接: 近海油田,水下建筑,水下管道越 来越多,水下焊接已经有迫切需要,现在焊接技术, 已经能够解决一部分水下焊接的问题,水下焊接一 般还是采用弧焊的办法,分为两种,干法和湿法。 所谓湿法,就是潜水员下去,拿了焊条在水下进行 焊接,靠电弧产生的热量,能够排出一部分水,产 生气体,形成一个空泡,然后在空泡里面进行焊接, 但是这样的深度,一般在几十米深度。还有一种是 干法的水下焊接,就是有一个装置容器,潜下去以 后把水排开,然后进行焊接。现在西方国家已经能 够焊到三百米水深,我们国家能够达到二百米左右。
摩擦焊接技术 Friction Technology
目的及要求
原理、特点、应用场合
焊接方法
产品要求 焊接设备 工艺参数
固相焊
摩擦焊
效率高 、质量好
适于机械化
航空航天、仪表、电子
摩擦焊
Friction welding
外力下,利用工件接触面之间的相对摩擦和塑性流动所产生 的热量,使接触面金属产生宏观塑性变形,相互扩散和动态
焊
搅拌摩擦焊
已用于铝合金薄壁压力容器的焊接
特种连接方法-special joining technology
线 性 摩 擦 焊
可用于方形、圆形、多边形截面或不规则构件的焊接
特种连接方法-special joining technology
搅拌摩擦焊的应用
搅拌摩擦焊的应用
搅拌摩擦焊(Friction Stir Welding,简称FSW)是一种高效、高质量的焊接技术,广泛应用于各种工业领域。
以下是搅拌摩擦焊的一些应用领域:
1、汽车制造:搅拌摩擦焊在汽车制造中得到了广泛的应用,用于焊接汽车的底盘、车身、车顶、车门等部件。
这种焊接方法可以大大提高生产效率,降低生产成本,同时保证焊接质量。
2、航空领域:在航空领域,搅拌摩擦焊用于焊接飞机机身、机翼、起落架等部件。
这种焊接方法可以保证焊接质量,提高飞行安全性。
3、铁路运输:在铁路运输领域,搅拌摩擦焊用于焊接火车车厢、铁路桥梁等部件。
这种焊接方法可以提高焊接质量,延长设备使用寿命。
4、船舶制造:在船舶制造领域,搅拌摩擦焊用于焊接船体、甲板、船舱等部件。
这种焊接方法可以提高焊接质量,保证船舶安全性能。
5、能源工程:在能源工程领域,搅拌摩擦焊用于焊接石油管道、天然气管道、水处理设施等部件。
这种焊接方法可以提高焊接质量,保证能源输送安全。
6、机械制造:在机械制造领域,搅拌摩擦焊用于焊接各种机械设备的关键部件,如压力容器、泵、阀门等。
这种焊接方法可以提高焊接质量,保证设备运行安全。
总之,搅拌摩擦焊作为一种高效的焊接技术,已经在各个工业领域得到了广泛的应用,大大提高了生产效率和质量。