工程塑料注塑成型杜邦
尼龙66注塑成型工艺 (1)
华侨大学课程名称:增强增韧尼龙66汽车专用料姓名:彭儒学号:9专业:08高分子二班任课教师:钱浩前言:尼龙是结晶型塑料,品种颇多,已达到130多种,应用于注塑加工的有尼龙6、尼龙66、尼龙610、尼龙1010以及共聚性尼龙、超韧性尼龙、玻璃纤维增强尼龙、矿物增强尼龙等等。
世界市场中,应用量最大的是尼龙66。
尼龙最早在1889年首先由Gabriel和Maass 两人合成制得,但系统的研究并最终实现工业化实在1929年,由美国杜邦公司的Carothers着手进行的。
1931年Carothers申请了第一篇尼龙专利,1935年首先制得尼龙66,1939年实现工业化。
尼龙66的应用领域一般在汽车、电子电器、化工设备、机械设备等方面。
从最终用途看,汽车行业消耗的尼龙66占第一位,电子电器占第二位。
大约有88%的尼龙66通过注射成型加工成各种制件,约12%的尼龙66则通过挤出、吹塑等成型加工成相应的制品。
由于尼龙66优良的耐热性、耐化学药品性、强度和加工方便等,因而在汽车工业得到了大量应用,目前几乎已能用于汽车的所有部位,如发动机部位,电器部位和车体部位。
发动机部位包括进气系统和燃油系统,如发动机气缸盖罩、节气门、空气滤清器机器外壳,车用空气喇叭、车用空调软管、冷却风扇及其外壳、进水管、刹车油罐及灌盖,等等。
车体部位零部件有:汽车挡泥板、后视镜架、保险杠、仪表盘、行李架、车门手柄、雨刷支架、安全带扣搭、车内各种装饰件等等。
车内电器方面如电控门窗、连接器、保鲜盒、电缆扎线等。
工艺特点:⑴吸水性尼龙66较易吸湿,如果长时间暴露在空气下,会吸收大气中的水分。
吸水后会发生体积膨胀,影响制品的尺寸精度,如在注塑前吸收过量的水分时,其制作的外国外观和力学性质都会受损。
⑵结晶性尼龙66为结晶性高聚物,一般在20%~30%之间。
结晶度的高低与性能有关,结晶度高,拉伸强度、耐磨性、硬度、润滑性等性能有所提高,热膨胀系数和吸水性趋于下降。
注射成型原理及工艺特性
目的和要求:1.了解注塑工艺过程及工艺条件的选择;2.掌握工艺条件对塑件质量的影响。
重点难点:难点:工艺条件与各个因素之间的关系重点:成型时间成型温度成型压力注射成型又称注塑成型。
到目前为止,除氟塑料外,几乎所有的热塑性塑料都可以用注射成型方法生产塑件。
注射成型不但用于热塑性塑料的成型,而且已成功应用于热固性塑料的成型。
注射成型塑件注射模一、注射成型原理注射机基本作用:①加热熔融塑料,使其达到粘流状态;②对粘流的塑料施加高压,使其射入模具型腔。
一、注射成型原理柱塞式注射机注射成型一、注射成型原理螺杆式注射机注射成型一、注射成型原理螺杆式注射机注射成型工作循环图:1-料斗2-螺杆转动传动装置3-注射液压缸4-螺杆5-加热器6-喷嘴7-模具螺杆式注射机的工作循环图:二、注射成型工艺过程1(1)塑料原材料的检验和预处理对吸水性强的塑料(聚碳酸酯等)要进行干燥处理,去除过多水分及挥发物,防止成型后塑件表面出现斑等缺陷。
箱式干燥机微电脑型料斗干燥机(2)嵌件的预热金属和塑料收缩率相差较大。
冷却时,嵌件周围产生较大的内应力,导致嵌件周围塑料层强度下降和出现裂纹。
预热车热风循环箱式预热炉箱式预热机井式预热炉(3)料筒的清洗螺杆式注射机采用对空注射法清洗。
柱塞式注射机的料筒存量大,必须将料筒拆卸清洗。
螺杆式料筒(4)脱模剂的选用由于工艺条件控制的不稳定性或塑件本身的复杂性,可能造成脱模困难,所以在实际生产中通常使用脱模剂。
常用的脱模剂有三种:硬脂酸锌、液体石蜡(石油)和硅油。
耐高脱模剂温硅油脱模剂2. 注射过程(1)加料:原料为粉状或粒状注射加料(2)塑化在规定时间内塑化出足够数量的熔融塑料;塑料熔体进入模具型腔前应达到规定的成型温度;熔体各点温度应均匀,避免局部过高或过低。
(3)充模(完全充模)(4)保压/压实补充型腔中塑料收缩的需要,保持型腔压力不变。
(5)倒流阶段原因:浇口没有冷却、螺杆或柱塞后退时,型腔压力比浇注系统压力高。
TPEE 美国杜邦 G3548L 物性表

TPEE美国杜邦Hytrel®G3548L物性表:产品文字提供久隆塑胶原料tEl134********Hytrel®G3548L是一个硬度为35ShoreD,颜色稳定,含抗氧化剂、热稳定剂、及增塑剂树脂。
嵌段共聚物,低温耐冲击性,以及优良的机械性能。
主要用于电线电缆、软管、片材、流延膜、汽车及体育用品等。
加工方式:吹膜、流延膜、铸件、挤压、挤出吹塑成型、挤出涂覆、长丝挤出、发泡加工、注射吹塑成型、注射成型、异型材挤出、片材挤出成型等。
熔体流动指数10g/10分ASTM D1238温度190°C-加载 2.16公斤-成型收缩率(MD)0.005毫米/毫米ASTM D955密度(73°F)1150公斤/立方米ASTM D792吸水率(24小时)5%ASTM D570熔体体积流动速率(MVR)10厘米³/10分钟ISO1133成型收缩率(平行)0.9%ISO294-4,2577成型收缩率(垂直)0.9%ISO294-4,2577拉伸断裂强度10.3兆帕ASTM D638断裂伸长率200%ASTM D638弯曲模量32.4兆帕ASTM D790邵氏D硬度35-ASTM D2240悬臂梁冲击强度缺口(1/8)Ň千焦耳/米ASTM D256悬臂梁缺口冲击强度(低温)Ň千焦耳/米ASTM D256温度-40°C ASTM D256UL94阻燃等级HB-UL94热膨胀系数(MD)180E-6/K ASTM D696热膨胀系数(TD)240E-6/K ASTM D696熔化温度156°C ASTM D3418密度1160公斤/立方米ISO1183熔体密度1030公斤/立方米-熔体的热传导性0.16W/(M K)-产品规格。
熔体的热容量2140J/(千克K)-联邦军。
热扩散 5.44E-8平方米/秒-喷射温度70°C-TPEE美国杜邦Hytrel®G3548L注塑成型参:数干燥温度为100°C干燥时间,除湿机=2-3小时处理水分含量<0.08%熔体温度处理最佳=190°C模具的最佳温度为40°C模具温度范围=30-40°C。
杜邦DuPont资料塑料基本知识讲座

成形时易产生毛边
用途
1、电器、电子:连接器、线圈架 2、工业用品:表壳、洗涤用工具、电脑及OA零件 3、汽车领域:各种感应器、化油器、电子控制零件
聚碸 ( PSU)
结构式
性质
淡棕色透明的非晶质树脂,Tg点为190℃
优点
1、机械强度佳 2、尺寸精密度高 3、电气特性优 4、符合等多种卫生规格
缺点
聚酰胺-酰亚胺 ( PAI )
结构式
性质
Tg点高(280~290℃),直键热可塑性及热硬化型。主要用于工程塑料成型用。直键非热可塑性则以溶液成型用于涂料、薄膜、纤维等。
优点
1、耐老化性佳 2、耐蠕变性佳 3、耐燃佳 4、耐油、耐化学药品性佳 5、耐放射线性佳
缺点
不易成型,离行性亦差
用途
1、插座、连接器、开关类零件 2、IC电路盘 3、复印机、电热器零件 4、汽车排气及涡轮机零件
聚酯对苯二甲酸乙二酯(PET)
结构式
性质
为结晶性热可塑性塑料,具明显熔点245~260℃,在室温下有优良之机械性能及耐摩擦、磨耗性能。但因Tg低所以其热机械性能差,一般都添加玻纤以提高耐热及机械性能,此类称FR-PET。
优点
1、尺寸安定性佳 2、机械性能优异 3、潜变性小 4、电气特性佳 5、耐候性优 6、耐有机熔剂、油及弱酸 7、耐气性耐水性好 8、具自熄性
ABS/PC
ABS/SMA
耐热及抗化学性、流动性佳、 低温冲击性、低成本
汽车车身护板、引擎室零组件、 连接器、动力工具外壳
PVC 增加防火性、降低成本 ABS 提供耐冲击性
家电用品零组件、 事务机器零组件
增加ABS耐热尺寸安定性、改善 PC低温、后壁耐冲性、降低成本
PA66 70G30L 美国杜邦
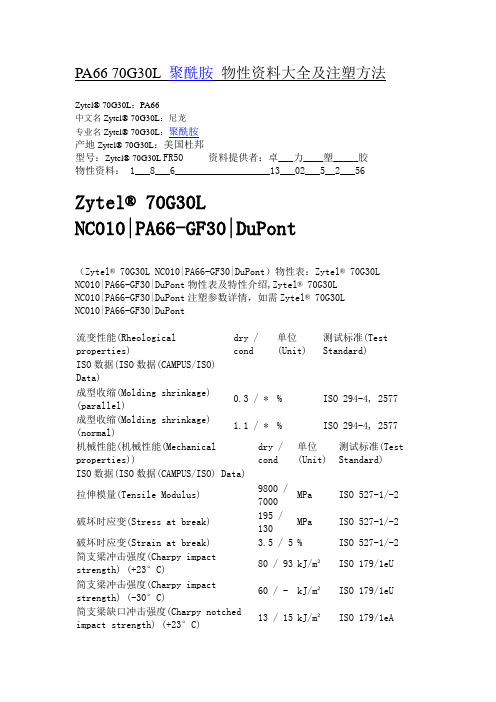
PA66 70G30L 聚酰胺物性资料大全及注塑方法Zytel® 70G30L:PA66中文名Zytel® 70G30L:尼龙专业名Zytel® 70G30L:聚酰胺产地Zytel® 70G30L:美国杜邦型号:Zytel® 70G30L FR50 资料提供者:卓___力____塑_____胶物性资料: 1___8___6___________________13___02___5__2___56Zyte l® 70G30LNC010|PA66-GF30|DuPont(Zytel® 70G30L NC010|PA66-GF30|DuPont)物性表:Zytel® 70G30L NC010|PA66-GF30|DuPont物性表及特性介绍,Zytel® 70G30LNC010|PA66-GF30|DuPont注塑参数详情,如需Zytel® 70G30LNC010|PA66-GF30|DuPont流变性能(Rheological properties)dry /cond单位(Unit)测试标准(TestStandard)ISO数据(ISO数据(CAMPUS/ISO)Data)成型收缩(Molding shrinkage)(parallel)0.3 / *%ISO 294-4, 2577成型收缩(Molding shrinkage)(normal)1.1 / *%ISO 294-4, 2577机械性能(机械性能(Mechanical properties))dry /cond单位(Unit)测试标准(TestStandard)ISO数据(ISO数据(CAMPUS/ISO) Data)拉伸模量(Tensile Modulus)9800 /7000MPa ISO 527-1/-2破坏时应变(Stress at break)195 /130MPa ISO 527-1/-2破坏时应变(Strain at break) 3.5 / 5%ISO 527-1/-2简支梁冲击强度(Charpy impactstrength) (+23°C)80 / 93kJ/m²ISO 179/1eU 简支梁冲击强度(Charpy impactstrength) (-30°C)60 / -kJ/m²ISO 179/1eU 简支梁缺口冲击强度(Charpy notchedimpact strength) (+23°C)13 / 15kJ/m²ISO 179/1eA热性能(热性能(Thermal properties))dry /cond单位(Unit)测试标准(TestStandard)ISO数据(ISO数据(CAMPUS/ISO) Data)熔化温度(熔化温度(Meltingt emperature)) (10°C/min)262 / *°C ISO 11357-1/-3玻璃化转变温度(Glass transitiontemperature) (10°C/min)80 / *°C ISO 11357-1/-2温度负荷变形(Temp. of deflectionunder load) (1.80 MPa)253 / *°C ISO 75-1/-2温度负荷变形(Temp. of deflectionunder load) (0.45 MPa)260 / *°C ISO 75-1/-2 COEFF线性热(Coeff. of linear therm.expansion) (parallel)28 / *E-6/K ISO 11359-1/-2 COEFF线性热(Coeff. of linear therm.expansion) (normal)95 / *E-6/K ISO 11359-1/-2燃烧性(球压痕硬度(Burning behav)).at 1.5 mm nom. thickn.HB / *class IEC 60695-11-10厚度测试(Thickness tested) 1.5 / *mm IEC 60695-11-10 UL 识别(recognition)UL / *--Oxygen index24 / *%ISO 4589-1/-2电气性能(Electrical properties)dry /cond单位(Unit)测试标准(TestStandard)ISO数据(ISO数据(CAMPUS/ISO) Data)耗散因数(耗散因数(Dissipationfactor)) (100Hz)160 / -E-4IEC 60250耗散因数(耗散因数(Dissipationfactor)) (1MHz)160 / -E-4IEC 60250体积电阻率(Volume resistivity)1E11 / -Ohm*m IEC 60093表面电阻率(Surface resistivity)* / 1E12Ohm IEC 60093其他属性(Other properties)dry /cond单位(Unit)测试标准(TestStandard)ISO数据(ISO数据(CAMPUS/ISO)Data)吸水率(Water absorption) 6.9 / *%Sim. to ISO 62吸湿性(Humidity absorption) 2 / *%Sim. to ISO 62密度(Density)1370 / -kg/m³ISO 1183材料特殊性能(Material specific properties)dry /cond单位(Unit)测试标准(TestStandard)ISO数据(ISO数据(CAMPUS/ISO)Data)粘数(Viscosity number)150 / *cm³/g ISO 307, 1157, 1628流变计算属性(Rheological 值单位测试标准(Testcalculation properties)(Value)(Unit)Standard) ISO数据(ISO数据(CAMPUS/ISO) Data)密度(Density) of melt1210kg/m³-熔体热导率(Thermal conductivity of0.21W/(m K)-melt)规格的热容融化(Spec. heat capacity2290J/(kg K)-of melt)Eff. thermal diffusivity 6.85E-8m²/s-喷射温度(Ejection temperature)190°C-Diagrams ISO 1817 Liquid C) (23°C)ISO 1817 Liquid 4) (23°C)ISO 1817 Liquid F) (23°C)ISO 1817 Liquid F) (90°C)ISO 1817 Liquid F) (>90°C)Salt solutions4 Brake fluid (130°C)Zytel® 70G30L资料提供者Zytel®。
工程塑料注塑成型 杜邦

Engineering PolymersInjection Molding工程塑料注塑成型DuPont Performance Polymers杜邦--高性能聚合物工程塑料注塑成型I.无定形与结晶性塑料分子链排列比热受热行为II.合适的设备干燥机螺杆射嘴III.模具设计流道浇口排气Ⅳ.注塑成型条件熔胶温度温度曲线保压压力保压时间模具温度注射速度Ⅴ.材料处理材料干燥回收料无定形vs 结晶性材料–受热行为温度, o C比热, k J /k g -1K -16,6 , POM PS 温度 热温度 热走廊走廊门门举例房间房间填充II.合适的设备要求干燥机螺杆射咀干燥机为什么要使用除濕干燥机为什么要使用除濕干燥机??•除濕干燥机-是在机器内制造低露点的干燥空气制造低露点的干燥空气,,不受外部空气的影响不受外部空气的影响::1. 可稳定干燥材料2. 干燥时间缩短3. 适宜干燥各种材料•热风干燥机-因将外部空气加热后使用气加热后使用,,所以受工厂内环境(湿度)等条件影响等条件影响::1. 无法稳定干燥材料2. 干燥时间长3. 无法有效干燥各种材料螺杆设计长径比(L/D ratio)最佳L/D=20 / 1可接受L/D=18 / 1不可接受L/D=15 / 1压缩比(compression ratio): 3 -4射嘴设计III.模具设计流道系统流道尺寸浇口位置浇口尺寸排气鱼骨形流道鱼骨形流道::填充时间不一致填充时间不一致,,型腔压力不平衡型腔压力不平衡,,常出现远浇口型腔填充不满,近浇口型腔压力大而产生毛边近浇口型腔压力大而产生毛边。
H 形平行流道形平行流道::同时填充型腔同时填充型腔,,压力均匀一致压力均匀一致。
常用的浇口设计长方形Rectangular扇形或Fan or flash薄膜形Diaphragm隧道形Tunnel点浇口(针形) Pin Point模具–流道浇口系统黄金定律•流道尺寸应该比零件最厚地方更厚些•流道的凝固应该比浇口更迟凝固•浇口应放在产品最厚的地方•浇口尺寸应该最少是产品厚度的50% (玻纤材料要70%)•浇口不能在保压时段内或在产品足够填充前凝固1. 熔胶温度2. 温度曲线3. 保压压力4. 保压时间5. 模具温度最重要的5个成型参数5个较重要成型参数6. 注射充填速度7. 保压切换8. 背压9. 螺杆转速10. 保压曲线Ⅳ. 注塑成型条件熔融温度温度曲线背压螺杆转速螺杆及料筒设计滞留时间/含水量熔胶品质熔胶品质的评鉴熔胶品质-熔胶熔胶温度温度熔胶熔胶温度温度材料熔点熔胶温度POM-H 175 °C 215 ±5 °C PA 66255 °C 290 ±10°C PA 66 GF 255 °C 295 ±10°C PA 6225 °C 250 ±10°C PA 6 GF 225 °C 270 ±10°C PBT GF 225 °C 250 ±10°C PET GF 255 °C 285 ±10°C7 8 9 10熔胶品质–滞留时间超韧PA66为什么对结晶性材料来讲为什么对结晶性材料来讲,,保压及保压时间非常重要?保压及保压时间保压–模具内的充填。
杜邦 TPEE 8238 物性表 注塑参数
TPEE美国杜邦Hytrel®8238物性表:产品供应久隆塑胶原料tEl134********8238::高硬度肖氏82D,颜色色泽稳定,增塑剂,热稳定可电镀,光稳定,耐蠕变性,超声波可焊Hytrel®8238接,FDA食品可接触,125°C时保持优异的机械性能,良好的烃性和低渗透性,高性能树脂。
可用常规的热塑性塑料的加工技术:注塑成型和挤出加工。
应用:魔方,电线和电缆,齿轮,链轮,电连接器和油田部件。
加式处理方式:注塑,薄膜挤出成型,异型材挤出成型,片材挤出成型,其它挤出成型,涂装,铸造,热成型,管/管材挤压,电线/电缆挤出。
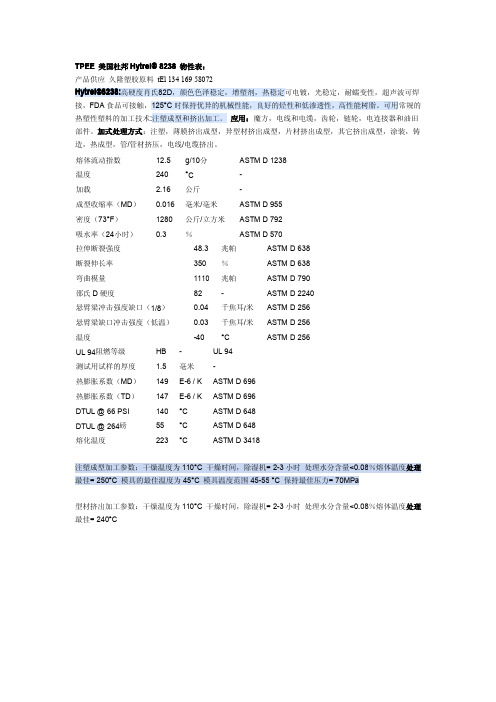
熔体流动指数12.5g/10分ASTM D1238温度240°C-加载 2.16公斤-成型收缩率(MD)0.016毫米/毫米ASTM D955密度(73°F)1280公斤/立方米ASTM D792吸水率(24小时)0.3%ASTM D570拉伸断裂强度48.3兆帕ASTM D638断裂伸长率350%ASTM D638弯曲模量1110兆帕ASTM D790邵氏D硬度82-ASTM D2240悬臂梁冲击强度缺口(1/8)0.04千焦耳/米ASTM D256悬臂梁缺口冲击强度(低温)0.03千焦耳/米ASTM D256温度-40°C ASTM D256UL94阻燃等级HB-UL94测试用试样的厚度 1.5毫米-热膨胀系数(MD)149E-6/K ASTM D696热膨胀系数(TD)147E-6/K ASTM D696DTUL@66PSI140°C ASTM D648DTUL@264磅55°C ASTM D648熔化温度223°C ASTM D3418注塑成型加工参数:干燥温度为110°C干燥时间,除湿机=2-3小时处理水分含量<0.08%熔体温度处理最佳=250°C模具的最佳温度为45°C模具温度范围45-55°C保持最佳压力=70MPa型材挤出加工参数:干燥温度为110°C干燥时间,除湿机=2-3小时处理水分含量<0.08%熔体温度处理最佳=240°C。
杜邦DuPont资料-工程塑料产品介绍
工程塑料
PPO
PC
PA POM
PBT TPE
PP-GF PP PE-LD
PET
通用塑料
ABS PS SAN
PMMA PVC
Crastin® & Rynite® Polyester
PE-UHMW PE-HD
无定型聚合物
®
结晶聚合物
Hytrel® Thermopla stic Polyester Elastomer
Registered trade name of DuPont
热塑性塑料的类别划分
Teflon® & Tefzel® Fluoropolymers
PI
Vespel® PI
Zenite® LCP
特种聚合物
Zytel® HTN
PSU PTFE LCP PES HPPA PPSU
Zytel® & Minlon® Polyamide Delrin® Polyacetal
“100” 高粘度, 高冲击 通用级 高性能等级 高成型 加工性 Enhanced ELEVEN 共聚物 挤出级 II 150 SA II 150 E II 550
Highlighted grades are new commercial offerings.
“300” 中-高 粘度
“500” 中 粘度 500
Glass Reinforced Mineral Reinf. Min, GR T, GR ST, GR DMX, GR FR, GR FR, Min ST, Min
FE6228
82G
FR51G
FR52G
Delrin 聚甲醛树脂
®
Delrin® acetal 由杜邦在 50年代末 期发明.
美国杜邦粘合树脂

美国杜邦公司常用包装和工业用热封及粘合树脂选用指南(一)杜邦公司包装和工业用热封及粘合树脂主要性能一览表性能牌号熔融指数分克/分钟密度克/立方厘米熔点℃凝固点℃维卡软化点℃添加剂或共聚单体典型应用加工方法沙林™(Surlyn®) 1601-2 1.3 0.94 98 68 74(钠离子型)1.肉类、家禽类、海鲜类、乳酪食品包装。
2.早餐谷物类食品包装。
3.医药包装。
4.粉状、颗粒状食品和非食品包装。
5.贴体包装。
6.食油、机油和其它液体产品包装。
7.小吃包装。
8.与尼龙共挤或在其它薄膜结构中用作热封层。
吹膜、流延和共挤。
沙林™(Surlyn®) 1650SB 1.1 0.94 96 72 73(锌离子型)1.肉类、家禽类、海鲜类、乳酪食品包装。
2.早餐谷物类食品包装。
3.医药包装。
4.粉状、颗粒状食品和非食品包装。
5.食油、机油和其它液体产品包装。
6.休闲食品包装。
7.与尼龙共挤或在其它薄膜结构中用作热封层。
吹膜、流延和共挤。
沙林™(Surlyn®) 1652SR 5.4 0.94 100 81 79(锌离子)0.73%滑爽剂0.27%脱模剂1.医药包装。
2.粉末状、颗粒状食品及其它产品包装。
3.小吃包装。
流延、挤出和共挤出涂布。
牢靠™ (Nucrel®) 0903 2.5 0.94 101 83 819.0%甲基丙烯酸1.肉、家禽、海产品和奶酪的包装。
2.谷物包装内衬。
3.医药包装。
4.粉、颗粒状食品和非食品的包装。
5.纸板陈列/贴体包装。
6.食油、机油和其它液体产品的包装。
7.小食品包装。
8.与尼龙共挤塑或在其它复合薄膜结构中用作热封层或粘合层。
吹膜、流延和共挤。
牢靠™ (Nucrel®) 0910 10.0 0.94 100 82 818.7%甲基丙烯酸1.铝塑复合包装洗发液、牙膏、小面巾、调味品及各类非食品包装和小袋包装。
2.医药包装。
3.小食品包装、小油包。
杜邦十大注射成型技巧-talktpe

十大成型加工技巧By E. A. Poppe, Karl Leidig, Karl Schirmer, R. Wilkinson塑料颗粒料中的水分十大成型加工技巧-列出了对聚甲醛,尼龙,PBT聚酯和PET聚酯等半结晶性工程塑料进行成型加工时需要注意的十大问题。
在这一系列文章中,作者描述了确定和避免这些问题的简单方法。
许多塑料会从空气中吸收水分,它们吸收水分的量与树脂的类型有关。
塑料颗粒中的水分,即使是表面凝聚的水分,也能引起一些与工程塑料的成型加工的问题。
这种吸水性能可能会产生一些不利的影响,包括加工中的问题,制品的表面不好,或制品机械性能差的问题。
仅用肉眼观察是很难确定是否有水分存在。
本文将为需要加工多种塑料的成型加工提供一些有用的指导,如何处理对水分敏感的塑料。
烘干塑料材料大多数工程塑料要求颗粒中的水分含量低于一个某个最大值,塑料是否需要烘干主要取决于原材料对水分的敏感程度。
一般情况下,塑料材料的水份含量与运输条件,包装类型和存放时间有关。
例如,聚酰胺(PA)一般用袋子运输,这种袋子采用铝泊作为防水层,因而在使用时可直接打开袋子把料取出来就用。
但大多数的聚酰胺(尼龙)加工厂的原料树脂都要先进行干燥,尽管有人认为,如果塑料在不超过一小时的时间内使用就不需要干燥.另一方面,PET和PBT对水分非常敏感,一定要干燥以确保制品的冲击强度不受影响。
另外,这些树脂在干燥后很快会再次吸水,因而,在一些情况下加工厂商必须特别小心,在PBT和PET树脂在运输和传送过程中,避免使用敞开的容器同时也应考虑树脂在装料斗中的停留时间。
在不利的气候环境中,PET在10分钟内吸收的水分甚至能超过制品水分的最大允许值0.02%。
干燥粉碎后的回用料或已吸水饱和的粒料(如置于开放条件下的容器中时)需要特别注意。
在这种情况下,建议的干燥时间常常不能满足需要。
充分饱和的聚酰胺尼龙至少应干燥12小时。
在这种干燥条件下材料发黄在实际上是不可避免的. 因而,应遵循以下指导方针:∙流道回用料应在封闭容器中储藏和再粉碎;∙若只用了一部份材料,应关闭容器或封闭袋子;∙装料斗上应该加盖。
TPEE 杜邦 5556 物性表 注塑参数

55555566TPEE杜邦Hytrel®物性表:产品供应久隆塑胶原料tEl134********Hytrel®5556是一个肖氏硬度55D;颜色稳定;热稳定可电镀;经光稳处理耐光;良好的抗蠕变性;减震降噪,耐磨低噪音;良好的低温耐冲击性;以及最高使用温度为120℃仍保持良好的机械性能;多用途;食品接触FDA认证级;可用传统的热塑性模制技术注塑成型或挤压成型;含增塑剂高性能海翠树脂.典型应用:软管和管件,电线电缆,薄膜和薄片,输送带等。
加工方法:注塑,薄膜挤出成型,异型材挤出成型,片材挤出成型,其它挤出成型,表面涂层,浇铸成型,热成型,管材挤出,电线挤出等。
熔融指数7.5g/10min ASTM D1238温度220°C-负载 2.16kg-模压收缩率(平行)0.014mm/mm ASTM D955密度(73°F)1200kg/m³ASTM D792吸水率(24小时)0.5%ASTM D570断裂拉伸强度40MPa ASTM D638断裂伸长率500%ASTM D638弯曲模量207MPa ASTM D790邵氏硬度D55-ASTM D2240悬臂梁缺口冲击强度(1/8in)N kJ/m ASTM D256低温悬臂梁缺口冲击强度(Low-Temperature)0.163kJ/m ASTM D256温度-40°C ASTM D256UL94燃烧性HB-UL94测试厚度 1.5mm-热释放速率(平行)177E-6/K ASTM D696热释放速率(垂直)180E-6/K ASTM D696DTUL@66psi90°C ASTM D648DTUL@264psi49°C ASTM D648熔点203°C ASTM D3418耗散因素(1MHz)0.04-ASTM D150电介质常数(1MHz) 4.1-ASTM D150TPEE E杜邦Hytrel®注塑成型参数:燥温度为100°C干燥时间,除湿机=2-3小时处理水分含量<0.08 55566TPE555%熔融温度的最佳=230°C模具温度最佳为45°C模具温度范围45-55°C。
PBT+SAN 杜邦 LW9330 GF30% 物性表 注塑参数

PBT+SAN杜邦LW9330GF30%物性数据表:产品提供久隆塑胶原料tEl134********30%的玻璃纤维增强聚丁烯terephtalate混合,含润滑剂\脱模剂,注射成型。
超声波可焊接、抗弯曲、吸潮性差、耐化学性良好、可加工性良好。
它具有优异的表面光泽,尺寸稳定性和低翘曲。
典型应用:连接器、汽车车前灯组件。
Crastin®LW9330NC010-(PBT+SAN)-I-GF30-DuPont模压收缩率(平行)0.002毫米/毫米ASTM D955密度(73°F)1430公斤/立方米ASTM D792拉伸模量8999.99兆帕ASTM D638拉伸强度131兆帕ASTM D638断裂伸长率2%ASTM D638弯曲模量8275兆帕ASTM D790弯曲强度179兆帕ASTM D790悬臂梁缺口冲击强度(1/8)的0.096千焦/米ASTM D256低温悬臂梁缺口冲击强度(低温度)0.096千焦/米ASTM D256温度-40°CUL94燃烧性HB-UL94测试厚度0.75毫米热变形温度@66PSI215℃ASTM D648热变形温度@264磅190℃ASTM D648熔点225°C ASTM D3418电介质强度(短时)23千伏/毫米ASTM D149耗散因素(1兆赫)0.013-ASTM D150电介质常数(1兆赫) 3.4-ASTM D150表面电阻率>1E15欧姆ASTM D257体积电阻率>1E15欧姆*厘米ASTM D257PBT+SAN杜邦LW9330GF30%注塑成型参数:干燥推荐的=是干燥温度=110-130℃干燥的时间,除湿后的的烘干机=2-4小时加工水分含量=<0.04%以上加工熔体温度的最佳=260℃熔体的温度范围内=240-260℃模具温度最佳=100℃模具的温度范围内=30-130℃。
神马PA66产品说明书

神马PA66产品说明书神马工程塑料神马PA66 EPR27LS是神马集团针对PA66市场新开发出来的注塑级PA66,特点:快速成型,中等粘度(相对粘度:2.55-2.65),低含水率,原料自带内、外润滑爽滑剂,高流动性,物性参数对标杜邦PA66 101L,可替代杜邦101L 旭化成 1300S 奥升德21SPC 英威达 4820L 兰蒂奇A45L等国外较流行的原料,为广大制造加工企业节省大量成本。
神马尼龙在国内品牌中质量和价格都非常有优势,特别是EPR27系列目前市场占有率已经非常不错。
神马EPR27系列有如下型号:EPR27(纯树脂)EPR27L(阻燃,中粘度)性能类似杜邦101L,旭化成1300S,奥升德21SPC,集盛TP4208。
EPR27LS(高流动,成型周期快)EPR27FS(高流动,成型周期快)EPR27HSL(热稳定,中粘度,成型周期快)性能类似:杜邦103HSL,奥升德22HSP.旭化成1402S,巴斯夫A3W。
广泛用途:1、连接器、卷线轴、计时器、护盖断路器、开关壳座、插座、接头、垫圈等;2、汽车:散热风扇、门把、油箱盖、进气格栅、水箱护盖、灯座、滤油器、变速杆等;3、工业零件:椅座、自行车输框、溜冰鞋底座、纺织梭、踏板、滑轮、电动工具等;4、其他:电动工具、护罩、风叶、齿轮、机床附件、运动器材、玩具制品、扎带等。
优点:1、具高抗张强度;2、耐韧、耐冲击性特优;3、自润性、耐药品性优;4、低温特性佳;5、具自熄性;用途:应用于机械、仪器仪表、汽车部件、电子电气、铁路、家电、通讯、纺机、体育休闲用品、油管、油箱及一些工程制品。
电子电器:连接器、卷线轴、计时器、护盖断路器、开关壳座汽车:散热风扇、门把、油箱盖、进气隔栅、水箱护盖、灯座工业零件:椅座、自行车输框、溜冰鞋底座、纺织梭、踏板、滑输分类:导电PA,加纤防火PA,防火PA,抗紫外线耐候PA,高温挤出级PA。
导电尼龙66:具有良好的耐热性、耐油性及耐化学药品性,还大大降低了原材料的吸水率和收缩率,具有优良的尺寸稳定性及机械强度。
第4节 注塑成型的100个相关术语

第四节注塑加工的100个相关术语1.塑化:塑料在一定成型温度与背压下,经螺杆旋转剪切,达到熔融状态并具有良好的可塑性的过程。
2.热稳定性:塑料热稳定性是指塑料在爱热时性能上发生变化时的耐热程度,主要取决于材料的组成基结合键能的大小,以及流动温度与分解温度范围的宽窄。
体现热稳定性的温度有:软化点、热变形温度HDT、熔化温度(Tm)、粘流态温度(Tf)、分解温度(Td)、玻璃化温度(Tg)、脆化温度(Tx)是指线型非结晶聚合物由玻璃态(硬脆状态)向高弹态(橡胶弹性态)转变的温度。
3.热变形温度HDT:(Heat deflection temperature)塑料耐热的一种量度值。
是将塑料试样浸在一种等温适宜传热介介质中,在简支梁式的静弯曲负荷作用下,测试样弯变达到规定值时的温度,用℃表示;热变形温度显示塑胶材料在高温且受压力下,能否保持不变的外形,一般以热变形温度来表示塑胶的短期耐热性。
若考虑安全系数,短期使用之最高温度应保持低于热变形温度10℃左右,以确保不致因温度而使材料变形。
最常用的热变形测定法为ASTM D648试验法(在一标准试片的中心,例如:127×13×3mm,置放455kPa 或1820kPa负载、以2℃/min条件升温直到变形量为0.25mm时的温度)。
对非结晶塑料,HDT比Tg小10~20℃;对结晶塑料,HDT则接近于Tm。
通常加入纤维补强后,塑料的HDT会上升,因为纤维补强可以大幅提升塑料的机械强度,以致在升温的耐挠曲测试时,会呈现HDT急剧升高的现象。
1820kPa下的HDT结晶性非结晶性塑料名称HDT (℃) 塑料名称HDT (℃) 塑料名称HDT (℃) 塑料名称HDT (℃) 聚乙烯(PE) 29~126 PA-6 63~80 硬质PVC 54~79 PAR 175HDPE 43~49 PA66 62~261 聚苯乙烯(PS) 63~112 PES 205MDPE 32~41 PA610 57 ABS 66~107 GPPS 96LDPE 32 PA612 60 压克力(PMMA) 68~99 HIPS 96聚丙烯(PP) 40~152 PA11 55 PPO 100~128 PS+20~30%GF 103 均聚POM 125~136 PA12 55 聚碳酸酯(PC) 39~148 AS 88~104 共聚POM 110 PBT 60~65 H-PVC 54~74 Poly (vinyl 60~76 PI 315~360 PET 80~100 PSF 175 Polysulfone 146~2734.软化点:在塑料试样上以一定形式施以一定负荷,并按规定升温速率加热至试样变形达到规定值的温度,用℃表示。
美国杜邦 FR52G30
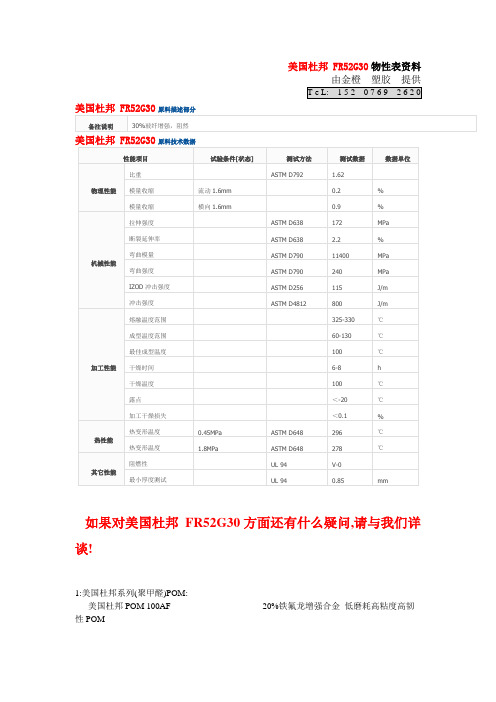
美国杜邦 FR52G30物性表资料由金橙塑胶提供T e L: 1 5 2 0 7 6 9 2 6 2 0 美国杜邦 FR52G30原料描述部分备注说明30%玻纤增强,阻然美国杜邦 FR52G30原料技术数据性能项目试验条件[状态] 测试方法测试数据数据单位物理性能比重ASTM D792 1.62模量收缩流动1.6mm 0.2 % 模量收缩横向1.6mm 0.9 %机械性能拉伸强度ASTM D638 172 MPa 断裂延伸率ASTM D638 2.2 % 弯曲模量ASTM D790 11400 MPa 弯曲强度ASTM D790 240 MPa IZOD冲击强度ASTM D256 115 J/m 冲击强度ASTM D4812 800 J/m加工性能熔融温度范围325-330 ℃成型温度范围60-130 ℃最佳成型温度100 ℃干燥时间6-8 h 干燥温度100 ℃露点<-20 ℃加工干燥损失<0.1 %热性能热变形温度0.45MPa ASTM D648 296 ℃热变形温度 1.8MPa ASTM D648 278 ℃其它性能阻燃性UL 94 V-0最小厚度测试UL 94 0.85 mm如果对美国杜邦FR52G30方面还有什么疑问,请与我们详谈!1:美国杜邦系列(聚甲醛)POM:美国杜邦POM 100AF 20%铁氟龙增强合金低磨耗高粘度高韧性POM美国杜邦POM 500AF 20%TEFLON3纤维增强高流动低磨耗聚甲醛美国杜邦POM 100P 注塑级高粘度高韧性POM美国杜邦POM 500P 高流动性表面经润滑树脂美国杜邦POM 900P 高流动性低黏度表面经润滑树脂厨卫网美国杜邦POM 1700P 超高流动级POM 超低粘度均一物性美国杜邦POM 100T 坚韧高粘性美国杜邦POM 100ST 高黏度表面经润滑,超强韧性聚甲醛树脂美国杜邦POM 500T 低磨耗高流动POM美国杜邦POM 100 高粘度,具有最坚韧的硬度,优良的热稳定性美国杜邦POM 500 高流动高抗冲抗蠕变美国杜邦POM 500CL 高流动抗磨耗POM美国杜邦POM 500AL 高流动抗磨耗级美国杜邦POM 107 强度、刚度、热稳定性能好、硬度好。
杜邦聚酰亚胺膜主要性能指标资料
杜邦聚酰亚胺膜主要性能指标资料杜邦聚酰亚胺膜是一种高性能工程塑料薄膜,具有出色的物理、化学和电气性能。
它广泛应用于电子、汽车、航空航天、医疗和能源等领域。
首先,杜邦聚酰亚胺膜具有优异的机械性能。
其强度高,比强度可达到30-50 MPa,并且具有很好的弯曲性能和抗压性能。
此外,它的拉伸强度在室温下保持稳定,高温下也能保持一定强度。
这使得聚酰亚胺膜能够承受极端的力学挑战。
其次,杜邦聚酰亚胺膜具有出色的耐高温性能。
它的耐温性可达到200-220℃,并且在高温下保持稳定的机械性能。
这使它能够在高温环境下工作,例如汽车引擎室、航空发动机部件和燃料电池系统等场合。
另外,杜邦聚酰亚胺膜具有优良的耐腐蚀性能。
它对酸、碱、溶剂和氧化剂具有良好的抵抗能力。
这使得它在化学领域中应用广泛,例如电路板、化工设备和石油炼制等。
此外,杜邦聚酰亚胺膜还具有良好的电气性能。
它的电绝缘性能优异,能够在高电压下保持稳定的绝缘性能。
它还具有低介电常数和介电损耗,使得它在电子领域中应用广泛,例如电子器件、绝缘涂层和电缆包覆等。
此外,杜邦聚酰亚胺膜还具有优异的阻燃性能。
它具有自熄灭性和低烟密度,能够在火灾发生时自动熄灭,有效防止火势蔓延。
这使它成为电子和汽车行业中的理想材料。
总之,杜邦聚酰亚胺膜具有机械性能优异、耐高温、耐腐蚀、良好的电气性能和阻燃性能等主要性能指标。
它的广泛应用推动了电子、汽车、航空航天、医疗和能源等领域的发展。
随着科技的不断进步,杜邦聚酰亚胺膜将继续发挥重要作用,并在更多的领域中得到应用。
除了以上提到的主要性能指标之外,杜邦聚酰亚胺膜还具有其他一些重要的特性。
以下是其中几个:1. 低摩擦系数:杜邦聚酰亚胺膜具有优异的自润滑性能,其摩擦系数低,能够提供良好的防黏性能。
这使其在摩擦和滑动应用中得到广泛应用,如轴承、密封件和滑动零件等。
2. 高气体屏蔽性:杜邦聚酰亚胺膜具有出色的气体屏蔽性能,能够有效阻止气体的渗透。
这使其在气体分离、储存和传输等领域中发挥重要作用。
杜邦产品手册

杜邦产品手册
杜邦产品手册
杜邦是一家专注于材料科学的全球化公司,提供多种高性能材料
用于各个行业。
以下是杜邦产品的介绍:
1. 法兰绒
法兰绒是一种柔软、舒适的织物,用于制作衣物、寝具和室内装饰。
杜邦的法兰绒产品具有非常好的保暖性能和柔软性能,并采用环
保型染色技术,以确保产品质量。
2. 涂层材料
杜邦的涂层材料适用于汽车、建筑、电子和医疗等行业。
这些产
品提供防水、防腐和粘着性能,并能够适应各种环境和应用场景。
3. 工程塑料
杜邦的工程塑料是一种高性能材料,具有很高的强度、耐热性和
耐腐蚀性能。
这些产品广泛应用于汽车、电子、医疗、工业和航空航
天等领域。
4. 3D打印材料
杜邦的3D打印材料适用于各种3D打印技术,包括光固化、热熔
喷射和粉末烧结等。
这些产品具有很高的耐热性、耐化学性和机械性能,并可用于制作复杂的零部件和组件。
5. 包装材料
杜邦的包装材料适用于食品、制药、医疗和工业等行业,能够保
护产品质量和保鲜期。
这些产品包括薄膜、涂层、纸张和复合材料等,可根据客户需求提供定制化解决方案。
总之,杜邦的产品涵盖了多个领域,并且不断投资于研发和技术
创新。
我们致力于提供高质量、高性能的材料,以满足客户的需求和
期望。
杜邦材质是什么材料
杜邦材质是什么材料
杜邦材质是一种非常常见的材料,它有着广泛的应用领域和优越的性能特点。
杜邦材质是指由杜邦公司生产的一系列合成材料,主要包括聚四氟乙烯(PTFE)、聚酰亚胺(PI)、聚醚醚酮(PEEK)等。
这些材料具有耐高温、耐腐蚀、耐磨损、绝缘等特点,被广泛应用于航空航天、汽车、电子、化工、医疗等领域。
首先,我们来了解一下聚四氟乙烯(PTFE)。
PTFE是一种具有低摩擦系数和
优异耐腐蚀性能的高分子材料,常见的应用包括制作密封件、轴承、阀门等。
PTFE具有优异的耐高温性能,可以在-180℃至+260℃的温度范围内长期使用,因
此被广泛应用于高温环境下的零部件制造。
其次,聚酰亚胺(PI)是一种高性能的工程塑料,具有优异的耐热性、耐化学
腐蚀性和机械性能。
因此,PI材料常被用于制作航空航天领域中的航空发动机零
部件、汽车领域中的发动机零部件、电子领域中的半导体制造设备零部件等。
另外,聚醚醚酮(PEEK)是一种高性能的热塑性工程塑料,具有优异的耐热性、耐化学腐蚀性和机械性能。
PEEK材料常被用于制作医疗器械、化工设备、电
子设备等领域中对材料性能要求较高的零部件。
总的来说,杜邦材质具有耐高温、耐腐蚀、耐磨损、绝缘等优异性能,被广泛
应用于航空航天、汽车、电子、化工、医疗等领域。
随着科技的不断进步,杜邦材质的应用领域将会更加广泛,性能也会更加优越。
希望本文能够对大家对杜邦材质有更深入的了解。
POM 100ST 杜邦 物性表 注塑参数
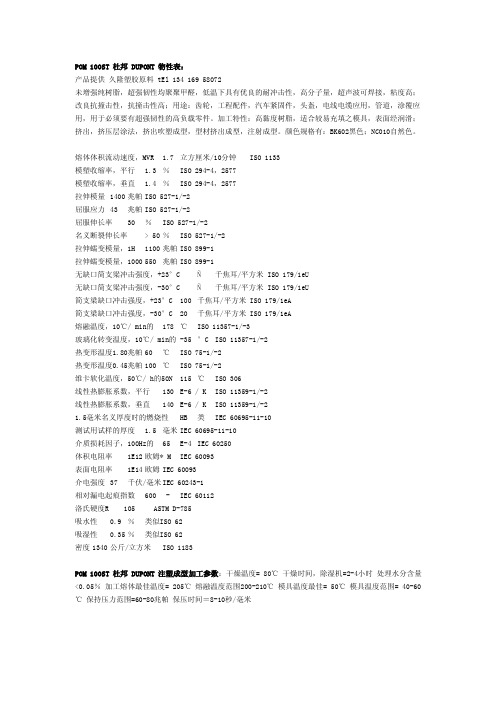
熔体体积流动速度,MVR 1.7 立方厘米/10分钟 ISO 1133 模塑收缩率,平行 1.3 % ISO 294-4,2577 模塑收缩率,垂直 1.4 % ISO 294-4,2577 拉伸模量 1400 兆帕 ISO 527-1/-2 屈服应力 43 兆帕 ISO 527-1/-2 屈服伸长率 30 % ISO 527-1/-2 名义断裂伸长率 > 50 % ISO 527-1/-2 拉伸蠕变模量,1H 1100 兆帕 ISO 899-1 拉伸蠕变模量,1000 550 兆帕 ISO 899-1 无缺口简支梁冲击强度,+23°C Ñ 千焦耳/平方米 ISO 179/1eU 无缺口简支梁冲击强度,-30°C Ñ 千焦耳/平方米 ISO 179/1eU 简支梁缺口冲击强度,+23°C 100 千焦耳/平方米 ISO 179/1eA 简支梁缺口冲击强度,-30°C 20 千焦耳/平方米 ISO 179/1eA 熔融温度,10℃/ min的 178 ℃ ISO 11357-1/-3 玻璃化转变温度,10℃/ min的 -35 °C ISO 11357-1/-2 热变形温度1.80兆帕 60 ℃ ISO 75-1/-2 热变形温度0.45兆帕 100 ℃ ISO 75-1/-2 维卡软化温度,50℃/ h的50N 115 ℃ ISO 306 线性热膨胀系数,平行 130 E-6 / K ISO 11359-1/-2 线性热膨胀系数,垂直 140 E-6 / K ISO 11359-1/-2 1.5毫米名义厚度时的燃烧性 HB 类 IEC 60695-11-10 测试用试样的厚度 1.5 毫米 IEC 60695-11-10 介质损耗因子,100Hz的 65 E-4 IEC 60250 体积电阻率 1E12 欧姆* M IEC 60093 表面电阻率 1E14 欧姆 IEC 60093 介电强度 37 千伏/毫米 IEC 60243-1 相对漏电起痕指数 600 - IEC 60112 洛氏硬度R 105 ASTM D-785 吸水性 0.9 % 类似ISO 62 吸湿性 0.35 % 类似ISO 62 密度 1340 公斤/立方米 ISO 1183
尼龙66注塑成型工艺
华侨大学课程名称:增强增韧尼龙66汽车专用料*****学号:9专业:08高分子二班任课教师:***前言:尼龙是结晶型塑料,品种颇多,已达到130多种,应用于注塑加工的有尼龙6、尼龙66、尼龙610、尼龙1010以及共聚性尼龙、超韧性尼龙、玻璃纤维增强尼龙、矿物增强尼龙等等。
世界市场中,应用量最大的是尼龙66。
尼龙最早在1889年首先由Gabriel和Maass 两人合成制得,但系统的研究并最终实现工业化实在1929年,由美国杜邦公司的Carothers着手进行的。
1931年Carothers申请了第一篇尼龙专利,1935年首先制得尼龙66,1939年实现工业化。
尼龙66的应用领域一般在汽车、电子电器、化工设备、机械设备等方面。
从最终用途看,汽车行业消耗的尼龙66占第一位,电子电器占第二位。
大约有88%的尼龙66通过注射成型加工成各种制件,约12%的尼龙66则通过挤出、吹塑等成型加工成相应的制品。
由于尼龙66优良的耐热性、耐化学药品性、强度和加工方便等,因而在汽车工业得到了大量应用,目前几乎已能用于汽车的所有部位,如发动机部位,电器部位和车体部位。
发动机部位包括进气系统和燃油系统,如发动机气缸盖罩、节气门、空气滤清器机器外壳,车用空气喇叭、车用空调软管、冷却风扇及其外壳、进水管、刹车油罐及灌盖,等等。
车体部位零部件有:汽车挡泥板、后视镜架、保险杠、仪表盘、行李架、车门手柄、雨刷支架、安全带扣搭、车内各种装饰件等等。
车内电器方面如电控门窗、连接器、保鲜盒、电缆扎线等。
工艺特点:⑴吸水性尼龙66较易吸湿,如果长时间暴露在空气下,会吸收大气中的水分。
吸水后会发生体积膨胀,影响制品的尺寸精度,如在注塑前吸收过量的水分时,其制作的外国外观和力学性质都会受损。
⑵结晶性尼龙66为结晶性高聚物,一般在20%~30%之间。
结晶度的高低与性能有关,结晶度高,拉伸强度、耐磨性、硬度、润滑性等性能有所提高,热膨胀系数和吸水性趋于下降。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2
Ⅳ. 注塑成型条件
熔胶温度 温度曲线 保压压力 保压时间 模具温度 注射速度
Ⅴ. 材料处理
材料干燥 回收料
3
I. 无定形 vs 结晶性材料 – 聚合物链的排列结构
Amorphous polymer
无定形塑料分子链的排列: 无序的排列
Crystalline polymer
结晶性塑料分子链的排列: 有序的排列
0.001 (0.03)
0.001 (0.03)
0.0015 (0.04)
Ⅳ. 注塑成型条件
最重要的5个成型参数 1. 熔胶温度 2. 温度曲线 3. 保压压力 4. 保压时间 5. 模具温度
32
5个较重要成型参数 6. 注射充填速度 7. 保压切换 8. 背压 9. 螺杆转速 10. 保压曲线
注射成型周期 无定形 / 结晶 塑料
高结晶度
47
PVT - DIAGRAM
P = 1 bar 1,4
Crystalline
1,2
Plastic
1 P = 1000 bar
0,8
0,6
0,4
0,2
0 0 20 40 60 80 100 120 140 160 180 200 220 240 260 280 300 Temperature °C
100 95 90 85 80 0
10
20
Sec
最优
30
52
收缩率 %
3,5 3 2,5 2 1,5 1 40
53
模具具有两项基本功能. 之一是赋予产品适当的形状. 之二?
54
模温
热交换 对产品的影响?
55
模温 – 影响
接合线 充填
收缩 模温
表面 翘曲
机械性能
模温 - 结构
过低的模温导致: • 微晶 (弱) 表层 • 不良表面外观 • 内应力
56
低模温
高模温
57
模具温度
材料 POM-H PA 66 PA 66 GF 30 PA 6 PA 6 GF 30 PA 6 T/DT(HTN51G) PBT PBT GF 30 PET GF 30
模具温度 90 º C 70 º C 110 º C 70 º C 85 º C 150 º C 80 º C 80 º C 120 º C
剪切过快导致过量磨擦热从而致使塑料降解
螺杆转速 (RPM) = 螺杆最大切线速度 * 1000 * 60 螺杆直径 * π
螺杆最大切线速度 = (螺杆转速 * 螺杆直径 * π)
60 * 1000
材料
Delrin® 100 Delrin® 500 Zytel® 101 Zytel® ST801 Zytel® 70G30 Rynite® 530 Crastin® S600 Crastin® SK605 Hytrel® S600
射嘴设计
射嘴头设计
A
B
13
C
D
射嘴加热
不好
14 XXXXXXXXX
加热圈
XXXXXXXXX
XXXXXXXXX
好
15
注塑机 – 射咀设计
加热圈要把整 个射咀包围
感温线应置 於射咀前端
连接位要没 有死角
5 – 10 mm
正确
不正确
感温线
加热圈过小
感温线位 置不对
连接位 有死角
16
III. 模具设计
锁模 顶出
开模
充填时间
螺杆静止
塑料受压时间 保压时间
冷却时间
33
锁模 顶出 开模
充填时间
螺杆静止
塑料受压时间
冷却时间
保压时间
加料
无定形塑料
加料
结晶性塑料
螺杆及料筒设计 背压
滞留时间 /
含水量
熔胶品质
螺杆转速
34
熔融温度 温度曲线
35
熔胶品质
均匀的熔化 ?
一致的结晶
? 最佳性能 最小内应力
良好的结构 较差的结构 – 未熔
25%
25%
含玻纤材料
30%
30%
压缩比
进料深度 计量深度
进料段
50% 40%
长径比
螺杆长度 螺杆直径
11
螺杆设计 长径比(L/D ratio)
最佳 L/D 可接受L/D 不可接受L/D
= 20 / 1 = 18 / 1 = 15 / 1
压缩比(compression ratio) : 3 -4
12
-5 - 10 - 15 - 20
熔胶品质 -- 料管温度曲线
40
大剂量 下降曲线 ( >2倍 螺杆直径)
中剂量 平曲线 (1 到 2 倍螺杆直径)
小剂量 上升曲线 (小于一倍螺杆直径)
料斗
射嘴温度尽 可能的低
前段
中段
后段
20 %
50 %
80 %
0 1 2 3 4 5 6 7 8 9 10
41
熔胶品质 加料段 – 螺杆转速
0,012 mm < Depth < 0,018 mm L ?0,8 mm
W > 2mm
Mould edge
建议的排气尺寸
材料 Zytel® 101, ST-801 Zytel® 70G33 Delrin® 900, 500 Delrin® 100 Rynite® 530, FR-530 Hytrel®
T
PL
0.5 to 0,7T
30
D1
50 D
CRYSTALLINE SUBMARINE GATE AMORPHOUS SUBMARINE GATE
28
模具 – 流道系统
浇口位置及保压效果 – 浇口应放在产品最厚的地方
收缩痕 空洞
29
模具 – 流道浇口系统
黄金定律
• 流道尺寸应该比零件最厚地方更厚些
36
机械强度
熔胶品质 建议熔融温度
100%
80%
60%
40%
20%
0% -20 -15 -10 -5
5 10 15 20 °C
建议熔融温度
37
熔胶温度
怎样正确的量测熔融塑料的温度?
221155 °°CC
高温计
38
熔胶品质的评鉴
熔胶品质 - 熔胶温度
熔胶温度
材料 POM-H PA 66 PA 66 GF PA 6 PA 6 GF PBT GF PET GF
31
深度 “d”, in inches (mm), 最大
零件排气
流道排气
0.001 (0.03) 0.002 (0.05)
0.0015 (0.04) 0.003 (0.08)
0.002 (0.05) 0.0025 (0.08)
0.003 (0.08) 0.004 (0.10)
0.0005 (0.01)
Weight in %
100
根据实际产品重量曲线 95
90
85
80 0
® Du Pont’s reg. trade name
10
20
Sec
51
保压时间 Sec/mm
8 8 4-5 4-5 2-3 4 4 3 5-6
Shrinkage in % 3,5
3
2,5
2
1,5
1
30
40
根据实际产品重量曲线
重量 %
熔点 175 °C 255 °C 255 °C 225 °C 225 °C 225 °C 255 °C
39
熔胶温度 215 ± 5 °C 290 ± 10°C 295 ± 10°C 250 ± 10°C 270 ± 10°C 250 ± 10°C 285 ± 10°C
°c
20 15 10
5
建议熔胶温度
45
含水量 – 机械性能 Rynite® PET
%
100 抗张强度
90
断裂伸长率 80
70
冲击强度
60
50
0.01
0.02
0.03
0.04
0.05
含水率 %
® Du Pont’s reg. trade name
46
保压及保压时间
为什么对结晶性材料来讲,保压及保压时间非 常重要?
保压 保压越大
低翘曲
T + 1mm
T = 近浇口位置的产品壁厚 L = 0.5 - 1mm
TL
26
模具 – 流道系统
点浇口
D =T + 1mm
d = 0.5-0.6 T
D1
2
D1> D
0.8mm max.
T = 近浇口位置的产品壁厚
T
D d
27
模具 – 流道系统
谮水浇口
D1 = T + 2mm D = 1.2 T
T = 产品在浇口位置的壁厚
体积小 , 低粘度
A = T+1 B = T+1.5 C = T+2 DM ≥ C Dm ≥ A
体积大, 高粘度
T+2 T+3 T+4
T = 近浇口位置的产品壁厚
Dm C DM
22
A B
23
常用的浇口设计
长方形 Rectangular 扇形或 Fan or flash 薄膜形 Diaphragm 隧道形 Tunnel 点浇口(针形) Pin Point
7
II. 合适的设备要求
干燥机 螺杆 射咀
8
干燥机
为什么要使用除濕干燥机?
• 除濕干燥机 - 是在机器内