4.3 选择性激光烧结粉末材料
SLS(选择性激光烧结)

SLS(选择性激光烧结)选择性激光烧结的特点发明于1989年;比SLA要结实的多,通常可以用来制作结构功能件;激光束选择性地熔合粉末材料:尼龙、弹性体、未来还有金属;优于SLA的地方:材料多样且性能接近普通工程塑料材料;无碾压步骤因此Z向的精度不容易保证好;工艺简单,不需要碾压和掩模步骤;使用热塑性塑料材料可以制作活动铰链之类的零件;成型件表面多粉多孔,使用密封剂可以改善并强化零件;使用刷或吹的方法可以轻易地除去原型件上未烧结的粉末材料。
选择性激光烧结选择性激光烧结(SLS)于1989年被发明。
材料特性比光固化成型(SLA)工艺材料优越。
多种材料可选而且这些材料接近热塑性塑料材料特性,如PC,尼龙或者添加玻纤的尼龙。
如图所示,SLS机器包括两个粉仓,位于工作台两边。
水平辊将粉末从一个粉仓,穿过工作区间推到另一个粉仓。
之后激光束逐步描绘整个层。
工作台下降一个层高的厚度,水平辊从相反方向移回。
如此往复直到整个零件烧结完毕。
选择性激光烧结快速自动成型(SLS—Rapid Prototyping)技术是先进制造技术的重要组成部分,它集成了CAD技术、数控技术、激光技术和材料技术等现代技术成果。
与传统制造方法不同,快速成型制造从零件的CAD模型出发,通过软件分层和数控成型系统,用激光束或其它方法将材料堆积而形成实体零件。
即将复杂的三维制造转化成一系列的二维制造的叠加,因而可以在不用模具和传统刀具的条件下生成几乎任意形状的零部件,极大地提高了生产效率和制造柔性。
虽然由于成型材料的不同,成型件的强度和精度较低,很难直接作为最终零件或模具使用,但可以作为样件或模具的母模使用。
当然直接制造模具的快速成型设备也有了初步的发展,本文重点讲述的是快速成型制造模具母模的技术。
快速成型制模技术可以大大降低制模的成本,缩短模具的制造周期,增强产品的市场竞争力。
目前该技术已经广泛应用于航空航天、汽车摩托车、科学研究、医疗、家电等领域。
选择性激光烧结铝_尼龙复合粉末材料_徐林
复合材料学报第25卷 第3期 6月 2008年A cta M ateriae Co mpo sitae SinicaV ol 125N o 13June2008文章编号:1000-3851(2008)03-0025-06收稿日期:2007-08-23;收修改稿日期:2007-12-07基金项目:国家科技型中小企业创新基金(05C26214201059);聚合物成型加工工程教育部重点实验室开放课题基金(20061006)通讯作者:史玉升,教授,博士生导师,从事选择性激光烧结相关的研究 E -m ail:sh iyusheng@选择性激光烧结铝/尼龙复合粉末材料徐 林,史玉升*,闫春泽,杨劲松(华中科技大学塑性成形模拟及模具技术国家重点实验室,武汉430074)摘 要: 制备了不同铝粉含量的尼龙12覆膜复合粉末,利用扫描电镜(SEM ),能谱分析(EDX),差示扫描量热分析(DSC),热失重分析(T G)对粉末材料的形貌以及热性能进行了表征。
对复合粉末进行激光烧结成形,并研究了不同铝粉含量对烧结件尺寸精度以及力学性能的影响。
结果表明:尼龙与铝粉表面粘结良好,烧结过程中尼龙熔融,铝粉均匀分布在尼龙基体中;随着铝粉含量的增多,烧结件的弯曲强度和模量显著提高,冲击强度逐渐降低;铝粉质量分数为50wt%时,烧结试样的弯曲强度和模量与纯尼龙烧结试样相比分别提高了62.1%和12213%;铝粉含量的增多能够有效抑制尼龙基体的收缩,提高烧结件的精度。
关键词: 选择性激光烧结;铝粉;尼龙12;覆膜复合粉末中图分类号: T B333 文献标志码:ASelective laser sintering of aluminum/nylon 12composite powderXU Lin,SH I Yusheng *,YAN Chunze,YANG Jing song(State K ey L abor ator y of P lastic F or ming Simulat ion and Die &M ould T echnolo gy ,H uazhong U niv ersity of Science and T echnolog y,Wuhan 430074,China)Abstract: N ylon 12-coated aluminum composit e pow der s w ith different aluminum contents w ere prepared.T he morpholog y and the thermal propert ies o f the composite po wder w ere char act er ized by SEM ,EDX,DSC and T G.Specimens w ere fabr icated by selective laser sint ering (SL S),then the effects o f the aluminum content on dimension -al accuracy and mechanical pr operties of the sintered part w ere studied.T he results show t hat there is str ong interfa -cial adhesio n between nylon and aluminum po wder,the ny lon is melted during the sintering pro cess and aluminum po wders are dispersed unifor mly in the ny lon matr ix.A s the a luminum content increases,the flex ur al str eng th and modulus o f the sintered part increase remar kably,but the impact str eng th decreases g radually.W ith 50w t%alum-i num co ntent,the flexur al streng th and modulus o f the sinter ed part are im pr oved by 62.1%and 122.3%,respec -tively,co mpa red t o t he sint ered part of ny lo n po wder.T he increasing of aluminum content w ould effectiv ely restr ain the shrinkag e of the ny lo n matr ix ,and enhance the dimensio na l accur acy of the sintered par t.Keywords: select ive laser sint ering;aluminum po wder;nylo n 12;po ly mer -coat ed composite pow der选择性激光烧结(Selectiv e laser sintering,SLS)是一种用激光作为热源烧结粉末材料成形的快速成形技术。
快速成型技术-第二章粉末材料选择性激光烧结
本次课内容总结:
1、SLS原理;
2、
SLS设备组成和个组成的作用; 3、 SLS成型过程; 4、 SLS成型精度及控制方法; 5、 SLS原材料有哪些及对其要求; 6、 SLS成型特点。
(2)矢量式扫描
扫描沿着一定的方向和大小来进行,适合 于边界的扫描。 (3)混合式扫描 扫描内部时采用光栅式扫描,扫描外部边 界时按矢量式扫描。
SLS成形用材料及其特点
可用于SLS技术的材料包括:尼龙粉、覆 裹尼龙的玻璃粉、聚碳酸脂粉、聚酰胺粉、 蜡粉、金属粉(成型后常须进行再烧结及渗 铜处理)、覆裹热凝树脂的细沙、覆蜡陶瓷 粉和复蜡金属粉等。 要求:容易制备成粉末;熔点低。
影响SLS成形质量的因素
4 激光扫描方式 激光的扫描方式有光栅式、矢量式以及两种 方式的混合式。 (1)光栅式扫描 光栅式扫描如同锯齿,光栅扫描的优点: ①只需快速成形机的一个轴运动,因此扫描 速度快; ②扫描算法简单,所以程序也简单,容易实 现。 所以光栅式扫描在激光扫描中用的最多。
影响SLS成形质量的因素
快速成型技术及应用
张汪年 zwn2003@
金属粉末烧结:
分为间接金属烧结和直接金属烧结。 间接烧结原理:先用金属粉末和树脂粉末混合制得 工件烧结,将其中的树脂粉末烧熔,同时得到工件 的原形,这一过程一般称RP原形,为了提高强度, 再次进行二次和三次烧结,再进行金属的溶渗,得 到金属工件。 金属直接烧结法:将金属粉末直接高温烧结,烧结 温度达到金属的熔点,得到工件过程。
RP技术经过十几年的发展,设备与材料两 方面都有了长足进步。 目前由于该技术的成本较高,加以制件的精 度、强度和耐久性还不能完全满足用户的要 求,而且原材料的性能也阻碍了RP技术的推 广普及。
用于选择性激光烧结的聚合物粉末材料研究进展
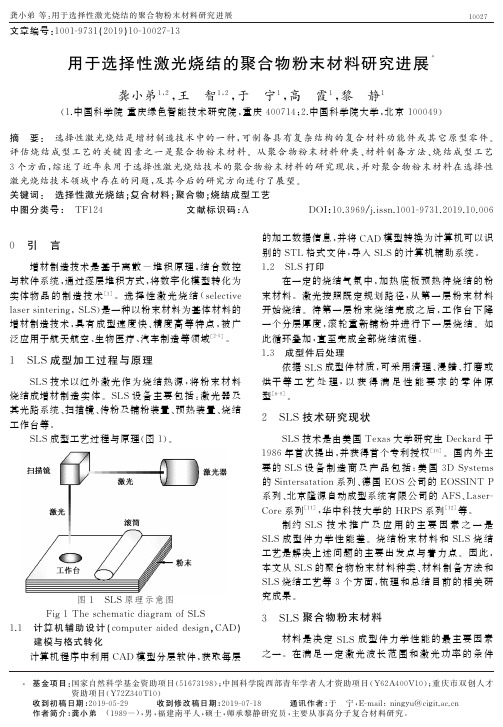
文章编号:1001G9731(2019)10G10027G13用于选择性激光烧结的聚合物粉末材料研究进展∗龚小弟1,2,王㊀智1,2,于㊀宁1,高㊀霞1,黎㊀静1(1.中国科学院重庆绿色智能技术研究院,重庆400714;2.中国科学院大学,北京100049)摘㊀要:㊀选择性激光烧结是增材制造技术中的一种,可制备具有复杂结构的复合材料功能件或其它原型零件.评估烧结成型工艺的关键因素之一是聚合物粉末材料.从聚合物粉末材料种类㊁材料制备方法㊁烧结成型工艺3个方面,综述了近年来用于选择性激光烧结技术的聚合物粉末材料的研究现状,并对聚合物粉末材料在选择性激光烧结技术领域中存在的问题,及其今后的研究方向进行了展望.关键词:㊀选择性激光烧结;复合材料;聚合物;烧结成型工艺中图分类号:㊀T F124文献标识码:A D O I:10.3969/j.i s s n.1001G9731.2019.10.0060㊀引㊀言增材制造技术是基于离散-堆积原理,结合数控与软件系统,通过逐层堆积方式,将数字化模型转化为实体物品的制造技术[1].选择性激光烧结(s e l e c t i v e l a s e r s i n t e r i n g,S L S)是一种以粉末材料为基体材料的增材制造技术,具有成型速度快㊁精度高等特点,被广泛应用于航天航空㊁生物医疗㊁汽车制造等领域[2G5].1㊀S L S成型加工过程与原理S L S技术以红外激光作为烧结热源,将粉末材料烧结成增材制造实体.S L S设备主要包括:激光器及其光路系统㊁扫描镜㊁传粉及铺粉装置㊁预热装置㊁烧结工作台等.S L S成型工艺过程与原理(图1).图1㊀S L S原理示意图F i g1T h e s c h e m a t i c d i a g r a mo f S L S 1.1㊀计算机辅助设计(c o m p u t e r a i d e dd e s i g n,C A D)建模与格式转化计算机程序中利用C A D模型分层软件,获取每层的加工数据信息,并将C A D模型转换为计算机可以识别的S T L格式文件,导入S L S的计算机辅助系统.1.2㊀S L S打印在一定的烧结气氛中,加热底板预热待烧结的粉末材料.激光按照既定规划路径,从第一层粉末材料开始烧结.待第一层粉末烧结完成之后,工作台下降一个分层厚度,滚轮重新铺粉并进行下一层烧结.如此循环叠加,直至完成全部烧结流程.1.3㊀成型件后处理依据S L S成型件材质,可采用清理㊁浸蜡㊁打磨或烘干等工艺处理,以获得满足性能要求的零件原型[6G9].2㊀S L S技术研究现状S L S技术是由美国T e x a s大学研究生D e c k a r d于1986年首次提出,并获得首个专利授权[10].国内外主要的S L S设备制造商及产品包括:美国3D S y s t e m s 的S i n t e r s a t a t i o n系列㊁德国E O S公司的E O S S I N TP 系列㊁北京隆源自动成型系统有限公司的A F S㊁L a s e rGC o r e系列[11],华中科技大学的H R P S系列[12]等.制约S L S技术推广及应用的主要因素之一是S L S成型件力学性能差.烧结粉末材料和S L S烧结工艺是解决上述问题的主要出发点与着力点.因此,本文从S L S的聚合物粉末材料种类㊁材料制备方法和S L S烧结工艺等3个方面,梳理和总结目前的相关研究成果.3㊀S L S聚合物粉末材料材料是决定S L S成型件力学性能的最主要因素之一.在满足一定激光波长范围和激光功率的条件72001龚小弟等:用于选择性激光烧结的聚合物粉末材料研究进展∗基金项目:国家自然科学基金资助项目(51673198);中国科学院西部青年学者人才资助项目(Y62A400V10);重庆市双创人才资助项目(Y72Z340T10)收到初稿日期:2019G05G29收到修改稿日期:2019G07G18通讯作者:于㊀宁,EGm a i l:n i n g y u@c i g i t.a c.c n作者简介:龚小弟㊀(1989-),男,福建南平人,硕士,师承黎静研究员,主要从事高分子复合材料研究.下,聚合物粉末材料将吸收激光并转化为热量,从而实现粉末材料的烧结成型.但目前满足激光烧结的聚合物粉末材料较少,其主要原因是聚合物粉末烧结窗口窄㊁S L S 烧结工艺精度高[13]以及成型件孔隙率高[14]等.理论上,聚合物材料均可用于S L S 领域.但适用于S L S 技术的聚合物粉末材料需要满足一定的物理标准(球形度㊁粒径分布㊁粉末流动性等)和加工工艺要求(结晶㊁非晶㊁烧结温度区间等).由于高分子材料具有不同的物理性质,导致其材料粉末化制备技术的差异.目前可满足S L S 成型件物理机械性能及成型精度要求的聚合物粉末材料较少.对于结构精度和强度有特殊要求的成型件,现有聚合物本体粉末材料性能无法满足其需求,需要通过聚合物本体粉末材料的改性及复合材料的研究来解决(表1).因此,本文从S L S 领域常用的高分子材料及其复合材料出发,着重总结聚苯乙烯㊁聚酰胺㊁聚丙烯㊁高性能聚合物粉末等方面的研究工作与进展.表1㊀聚合物粉末特性及烧结件力学性能T a b l e 1P o l y m e r p o w d e rm a t e r i a l s a n dm e c h a n i c a l p r o pe r t i e s of s i n t e r e d p a r t s 材料名称制备方法质量分数/%拉伸强度/M P a弯曲强度/M P a粉末粒径/μm 参考文献P S 机械共混乳液聚合机械共混C F :10A l 2O 3:5P E :10-10.4-2.6-8.41505075[21][22][24]P A 机械共混溶剂沉淀碳纤维:40C u 粉:648065.3114-3538[29][32]P P 水分散---2116.627-8960[37][39]P E E K 机械共混机械共混G P :5C F :1060.0109--6055[43][44]P E S机械共混机械共混C N T :10P A :204.213.7--6059[45][46]3.1㊀聚苯乙烯聚苯乙烯(p o l y s t y r e n e ,P S )是S L S 使用广泛的聚合物粉末材料之一,其成型件具有吸湿率低㊁收缩率小㊁成型尺寸精度高[15]的特点.但P S 熔融指数低,粘度大,导致在成型过程中烧结速率慢㊁烧结件致密度差和力学强度低.因此,近年来国内外对于P S 粉末的研究主要集中于提高其烧结速率㊁烧结件致密度与力学强度等方面[16G17].针对P S 粉末材料的选择性激光烧结工艺,S t r o b b e 等[18]调控工艺参数,获得相对密度为94%的S L S 制件.王传洋等[19]研究工艺参数对P S 成型件拉伸强度的影响,通过试验数据对比,P S 成型件拉伸强度值仅为3.6M P a,远低于实际应用要求.杨来侠等[20]在70ħ下预热条件下预热P S 粉末并进行烧结工艺调整,提高了制品尺寸相对误差(1.8%),但P S 烧结制件强度较差,仅为3.2M P a,严重制约其应用范围.为解决P S 选择性激光烧结件的力学强度问题,许多研究者添加无机填料,例如碳纤维(c a r b o nf i b e r,C F )㊁三氧化二铝(A l 2O 3)等作为P S 基体增强相,以提高其力学强度.杨来侠等[21]采用机械搅拌混合的方法制备出碳纤维C F /P S 复合粉末,在最佳烧结工艺参数下,复合粉末试样弯曲强度最高可达7.5M P a ,比纯P S 粉末增加2.8倍.但烧结件中,C F 粉与P S 粉之间有粘结;P S 粉末颗粒表面仅发生微熔,颗粒之间存在大量空隙.Z h e n g 等[22]发现在P S 基体中加入纳米A l 2O 3粒子,可提高材料对激光的能量吸收率,进而增加烧结制件致密度和力学强度,其拉伸强度可提高至300%,达到31.2M P a ,冲击强度增加50%,达到12.1k J /m 2.N a z e m o s a d a t 等[16]使用诱导成球法制备出P S /A l 2O 3复合粉末,其制件烧结密度提高至81.3%.郑海忠等[23]采用乳液聚合法制备A l 2O 3/P S 复合粉末,探索复合材料烧结性能;该粉末材料具有核G壳式复合结构,提高了纳米粒子与聚合物基体的相容性以及复合材料的烧结性能.提高P S 烧结强度的一条有效途经是P S 与其它高分子材料共混制备P S 高分子合金.Y a n g 等[24]采用机械共混法制备P S /P E (p o l y e t h yl e n e ,P E )复合粉末,并研究其烧结件的尺寸精度和力学性能.在同样的工艺下,P S /P E 复合粉末烧结件Z 向尺寸绝对偏差值比纯P S 烧结件提高62.8%,弯曲强度可达8.9M P a.周泽全等[25]采用机械共混法制备成分比例不同的P S/P A 12复合粉末;当P S 质量分数占复合材料20%时,复合粉末烧结成型件的各项性能均提高.3.2㊀聚酰胺聚酰胺(p o l ya m i d e ,P A )具有熔融粘度低㊁烧结热性能好㊁力学性能优良等特性,是一种常用的S L S 成型高分子材料[26].但P A 中所含的酰胺基团易与水分子形成氢键,吸湿性强;其残留水分在烧结成型过程影响材料粘结性,进而影响成型件力学强度.因此,P A 在烧结成型前,需进行脱水与除湿处理.目前,P A 在S L S 成型领域的研究,主要集中于在基体中添加无机820012019年第10期(50)卷填料㊁金属粉末和聚合物材料,并调控工艺参数,以提高其制件力学强度.增强P A 力学强度的方法主要是添加无机填料.C a n o 等[28]在P A 12中添加玻璃微珠制备复合材料,研究其S L S 成型件在不同温度下的拉伸断裂行为.复合材料成型件-50,23,50ħ的弹性模量分别为63,29和20M P a.烧结件中玻璃的粘附性随着温度的升高而降低,从而导致成型件拉伸强度降低.吴琼等[29]采用机械共混法制备P A 基短切碳纤维和P A 复合材料粉末;碳纤维经过硝酸氧化并高温处理后,当质量分数达到40%时,烧结成型件拉伸强度由45M P a 提升至80M P a ,弯曲强度由51M P a 提升至114M P a.唐城城等[30]采用熔融共混法制备A l 2O 3/P A 12复合颗粒料,辅助低温粉碎法获得复合粉末,并进一步分析A l 2O 3/P A 12复合粉末的S L S 成型性,以及热处理对S L S 成型试样致密度的影响;研究表明加入A l 2O 3粒子有助于提高烧结件相对密度,工艺优化后烧结件相对密度可达84.5%(图2).W a n g 等[31]通过溶剂沉淀法制备直径为20~80μm 的细粒径P A 6/S i O 2复合微球粉末(图3).加入S i O 2可减少S L S 成型过程中复合材料的吸水率;烧结窗口从17.2ħ拓宽至19.9ħ,结晶度从50.3%提高到57.4%,提高了烧结成型件精度;但无机粒子与基体的相界面相容性差,表面空隙导致烧结成型件力学强度低.图2㊀A l 2O 3/P A 12复合粉末S L S 烧结试样[30]F i g 2S L Ss p e c i m e no fA l 2O 3/P A 12c o m p o s i t e p o w Gd e r [30]图3㊀P A 6多孔微球S E M 图,P A 6/S i O 2复合微球SE M 图[31]F i g 3S E M p h o t o g r a p h s o f P A 6p o r o u sm i c r o s p h e r e s ,P A 6/S i O 2c o m p o s i t em i c r o s p h e r e s ㊀㊀目前用于S L S 领域的金属基P A 材料与成型方法研究较少,主要是因为金属材料与高分子材料的相容性差.闫春泽等[32]采用溶剂沉淀法制备P A 12覆膜铜粉复合粉末材料,并研究粉末的热行为以及烧结件的力学性能.复合粉成型件的弯曲强度㊁模量㊁硬度均高于纯P A 粉烧结件;当铜粉含量为50%(质量分数)时,各项性能达到峰值(弯曲强度65.3M P a㊁模量3.2G P a ㊁硬度110H R L ).在P A 基体树脂中添加聚合物材料,是增加P A材料力学强度的主要方法之一.S a l m o r i a 等[33]采用机械搅拌将高密度聚乙烯与P A 粉末进行一定比例混合,并进行激光烧结;高密度聚乙烯与P A 等比例混合粉末烧结成型件的孔隙率最低.S a l m o r i a 等[34]用聚对苯二甲酸丁二醇酯代替聚乙烯,通过机械混合制备P A 12/P B T 复合粉末提高P A 烧结件性能.其成型件中的聚对苯二甲酸丁二醇酯颗粒可增强材料粘弹性,提高抗疲劳性能;复合材料添加10%(质量分数)聚对苯二甲酸丁二醇酯,弯曲模量由245M P a 提高至257M P a .3.3㊀聚丙烯聚丙烯(p o l y p r o p yl e n e ,P P )作为典型结晶性聚合物,加工性能优异,具有成型速率快㊁烧结致密度高的92001龚小弟等:用于选择性激光烧结的聚合物粉末材料研究进展优点[35].但P P 粉的激光烧结成型件容易出现翘曲㊁收缩变形现象,严重影响精度和强度等性能.P P 粉末的S L S 成型件力学强度由其粒径大小及其分布㊁堆积密度㊁结晶性能等因素决定.L i u 等[36]采用化学反应器制备超细粒径的P P 粉末,平均粉末尺寸为28μm ,符合S L S 成型工艺对粉末尺寸要求,但粉末形貌粗糙,影响烧结件成型致密度.马云鹏等[35]采用诱导成球法制备P P 粉末,其聚丙烯粉末堆积密度最高0.457g /c m 3,适合用于S L S 成型工艺;但诱导成球法制备所得粉末表面光滑性差,存在大量横沟状缝隙,可烧结性降低(图4).杨旭生等[37]采用水分散法制备P P 粉末,并与溶剂沉淀法制备的样品进行比较,发现水分散法所得P P 粉表面更光滑㊁表观平均密度提高了0.2g /c m 3;所得成型件拉伸强度为21M P a㊁弯曲强度为27M P a ㊁弯曲弹性模量为1.3G P a,但整体力学强度仍小于溶剂沉淀法P P 粉末成型件的力学强度(拉伸强度29M P a ㊁弯曲强度37M P a㊁弯曲弹性模量1.6G P a ).S h a h z a d 等[38]采用热致相分离合成均相球形A l 2O 3/P P 复合粉末,并研究其烧结性能;A l 2O 3粒子可增加制件致密度,复合粉末制件烧结密度高达89%,但烧结制件表面粗糙,表面精度差,无机粒子与聚合物基体间相界面排斥问题仍然存在.Z h u 等[39]对比研究P P 粉末的S L S 和注射成型的熔融指数㊁结晶特性及力学性能;其S L S 成型件的拉伸强度和拉伸模量分别为19.9和599.1M P a,注射成型件分别为16.6和349.1M P a ,两者差异是由于P P 在S L S 成型过程中具有更高的结晶度,使其成型件具有更高的拉伸强度和模量.图4㊀P P 粉碎粉末,P P 诱导成球微球粉末[35]F i g 4P Ps m a s h p o w d e r a n d s p h e r i c a l po w d e r [35]3.4㊀高性能聚合物粉末高性能聚合物粉末的主要代表包括聚醚醚酮[40](p o l y e t h e r e t h e r k e t o n e ,P E E K )㊁聚醚砜[41](p o l ye t h e r Gs u lf o n e ,P E S)等.与普通聚合物粉末相比,高性能聚合物粉末具有更高的机械强度,耐高温㊁耐酸碱㊁抗疲劳等性能.然而,适用于S L S 的高性能聚合物粉末材料制备方法㊁烧结成型工艺㊁成型件力学强度等问题,一直制约着高性能材料在S L S 成型领域的扩展和应用.提升P E E K 的S L S 成型件力学性能,主要采用添加无机填料的方式.G h i t a 等[42]研究P E E K 的S L S成型件力学性能及影响因素,其成型件机械强度要远高于P A 成型件,但只及P E E K 注塑成型件机械强度的一半.W a n g 等[43]将P E E K 与石墨简单机械混合制备复合粉末,然后用S L S 加工成型;当添加石墨质量分数提高到5%,烧结件拉伸强度比纯P E E K 制件提高36%;烧结件断裂面的微观结构可观察到石墨与P E E K 明显的分层现象,表明基体与增强体间粘合性差,容易影响烧结件的其它力学性能(图5).Y a n [44]等采用机械混合法制备高强度C F 增强P E E K 复合材料粉末,对C F /P E E K 复合材料进行烧结模拟研究;该复合材料具有比注射成型件更高的拉伸强度和弹性模量,最大拉伸强度达到109M P a,而且弹性模量为7.4G P a ,比纯P E E K 注塑成型高85%.聚醚砜在S L S 成型领域的研究集中于其复合材料粉末的制备㊁烧结工艺等方面.方静等[45]以P E S 为基体,添加增强体松木粉及少量碳纳米管制备复合粉末;采用S L S 成型工艺制备烧结件,并研究其力学性能㊁微观形貌和烧结机理.随碳纳米管含量的增加,以P E S 为基体的烧结件力学性呈现先增高后降低的趋030012019年第10期(50)卷势;但由于增强体和基体制件的相界面兼容性差,导致烧结件在烧结颈处容易出现断裂.Z h a n g 等[46]将P E S GHm A 和P A GB 249通过混合制备复合粉末;复合粉末S L S 成型件力学性能比纯P E S GHm A 烧结件拉伸强度增加71.7%,弯曲强度增加24.4%,冲击强度增加102.1%.图5㊀P E E K /5%石墨片结构C T 二维和三维图[43]F i g 5P E E K /5%G Ps a m p l e :m i c r o GC T2D i m a g e a n d 3D i m a ge [43]4㊀S L S 聚合物粉末材料制备方法材料的制备方法极大影响高分子粉末材料的球形度㊁表面形貌㊁粒径及分布等物理性质.国内外适用于S L S 高分子物粉末材料的制备方法主要是物理法和化学法.4.1㊀物理法物理法是采用物理方式制备高分子粉末材料,典型备方法包括,机械粉碎法[11]㊁球磨法[47]㊁溶剂沉淀法[16]㊁诱导成球法等.机械粉碎法是聚合物粉末材料最常用㊁最经济的制备方法,通过机械机构与颗粒间的高速度㊁高频率相互作用力细化高分子材料,但该方法制备的粉末形状不规则㊁粒径尺寸分布宽㊁流动性差.李忠容等[48]采用涡轮膨胀制冷法(图6)破碎制备聚乙烯醇粉末,平均粒径<165μm .汤教佳等[26]通过深冷机械粉碎法制备纯P A 及P A /S i O 2复合粉末,平均粒径<100μm .所得纯P A 粉表面存在锯齿状片层,但加入S i O 2后,可改善其表面形貌,更适合于S L S 成型工艺.图6㊀机械粉碎设备示意图F i g 6S c h e m a t i c d i a g r a mo fm e c h a n i c a l c r u s h i n g e q u i pm e n t ㊀㊀相比于机械粉碎法,球磨法(图7)通过球体之间的碰撞对聚合物粒料进行研磨,所得粉末的形状更加规整㊁具有良好的流动性,但球磨法存在操作复杂㊁生产效率低的问题.A t h r e ya 等[50]通过机械球磨混合P A 12和炭黑制备复合粉末,该复合粉末球形度高,粒径均一(平均粒径约为40μm ),炭黑分布在P A 12粉中,无明显相分离;所得S L S 成型件电导率提高约5个数量级.但炭黑阻碍粉末间的融合,导致烧结成性件力学性能降低.G u o 等[51]采用球磨方式制备酚醛树脂和石墨复合粉末,粒径尺寸为75~150μm ;其S L S 成型件导电性和力学强度同时提高.金光辉等[47]采用机械球磨法制备的聚己内脂和纳米羟基磷灰石复合粉,具有良好的力学强度和细胞粘附性(图8),可作为人工骨支架S L S 成型工艺原材料.溶剂沉淀法,即在一定温度或压力下,将聚合物溶解在溶剂中得到聚合物饱和溶液,并通过降温或者加入沉淀剂,降低聚合物在饱和溶液中的溶解度,得到聚合物粉末析出物(图9).B a i 等[52]采用溶剂沉淀法制备0.1%(质量分数)碳纳米管与P A 12的S L S 烧结粉末,粉末平均粒径57.2μm ,粒径分布窄,且碳纳米管均匀分布于粉末表面;其S L S 成型件的导热性和力学性均显著提高.W a n g 等[27]采用溶剂沉淀法制备PA 12微球粉末,配制甲酸㊁P A 12及分散剂的混合溶液,加入沉淀剂乙醇,在过饱和状态下,P A 12相分离从溶液中析13001龚小弟等:用于选择性激光烧结的聚合物粉末材料研究进展出,从而得到平均直径范围为39.2~128.9μm 的P A 12微球粉末(图10).W a n g 等[31]采用溶剂沉淀法制备P A 6/S i O 2复合微球粉末,粒径为20~80μm ;该复合粉末粒径处于最佳烧结粒径范围,所得复合粉末的烧结器件精度高于纯P A 6材料,且制品表面缺陷得到明显改善.图7㊀球磨法示意图[49]F i g 7S c h e m a t i c d i a gr a mo f b a l lm i l lm e t h o d [49]图8㊀不同人工骨支架表面细胞黏附情况[47]F i g 8C e l l a d h e s i o no f s c a f f o r d s i ne a c h g r o u p u n d e r s c a n n i n g e l e c t r o nm i c r o s c o p y[47]㊀㊀诱导成球法,即将形状不规则粉末置于由分散介质和表面活性剂等组成的分散液体中,体系在升温和保温过程中,熔融状态的粉末在表面张力作用下收缩成球,最终得到球形度较高的聚合物粉末(图11).马云鹏等[35]采用诱导成球法,通过添加分散介质㊁表面活性剂等极大提高了P P 粉球形度;所得P P 粉堆积密度高,适用于S L S 成型工艺.N a z e m o s a d a t 等[16]使用诱导成球法制备表面涂覆P S 的球形A l 2O 3粉末,可有效提高P S 涂覆过程的均匀性,从而把烧结件的烧结密度提高至81.3%,但所得烧结制件表面形貌粗糙,表面颗粒感明显.杨旭生等[37]利用水分散法提高粉末烧结性能,通过添加表面活性剂和成核剂炭黑,使处于高温高压下的粘流态P P 均匀分散于水中,然后通过控制降温过程,得到冷却结晶后微米级的P P 粉末,其表面光滑,致密度高,可用于S L S 工艺.4.2㊀化学法化学法主要是利用高分子材料与相容剂与填料之间的化学反应,制备出粒径可控的聚合物粉末,例如,熔融反应挤出法[53]㊁聚合法[23](悬浮聚合㊁乳液聚合)等.230012019年第10期(50)卷图9㊀P A 6/S i O 2复合微球制备流程示意图[31]F i g 9S c h e m a t i c d i a g r a mo f t h e p r e p a r a t i o no f P A 6/S i O 2co m p o s i t em i c r o s p h e r e s [31]图10㊀P A 12微球制备流程示意图[27]F i g 10S c h e m a t i c d i a g r a mo f t h e p r e p a r a t i o no f P A 12m i c r o s ph e r e s [27]图11㊀诱导成球法制备复合粒子示意图[16]F i g 11S c h e m a t i c d i a g r a mo f p r e s e n t a t i o no f c o m p o s i t e p a r t i c l e s v i a i n d u c e d s ph e r o i d i z a t i o n [16]㊀㊀熔融反应挤出法,即将螺杆和料筒组成的塑化挤压系统作为连续反应器,在螺杆转动下,实现高分子材料㊁相容剂和填料等各原料间的混合㊁塑化㊁反应并挤出,得到反应改性聚合物(图12).李海等[54]采用熔融反应一步挤出法成功制备出高密度聚乙烯/聚对苯二甲酸乙二醇酯共混物.过氧化二异丙苯含量对共混体系增容效果大于单体含量体系;当其含量为0.3p h r时,增容效果最佳.肖淼等[55]采用熔融反应挤出法制备聚乳酸/聚己内脂共混材料;在相容剂柠檬酸三丁酯作用下,聚乳酸和聚己内脂间易发生酯交换反应,影响共混材料力学性能;当两者配比质量分数为80/20,相容剂质量分数为8%时,所得材料断裂伸长率可达125%,冲击强度值可达9.8k J /m 2.33001龚小弟等:用于选择性激光烧结的聚合物粉末材料研究进展图12㊀熔融反应挤出过程图F i g 12P r o c e s s d i a g r a mo fm e l t r e a c t i v e e x t r u d i n g㊀㊀聚合法,即将低分子量的单体通过聚合反应转化成高分子量聚合物.该方法可以通过对聚合反应过程的控制(图13),获得粒径尺寸与分布㊁球形度等可控的粉末材料,是制备适用于S L S 成型工艺聚合物粉末材料的主要方法之一.采用聚合法制得的聚合物粉末材料具有粒径小㊁球形度高的特点,可以提高S L S 成型时的铺粉效率与堆积密度,减少成型时间,提高成型件的力学性能.目前,适用于S L S 工艺的微球聚合法,主要包括乳液聚合和悬浮聚合法.L i u 等[56]通过乳液聚合法制备出符合S L S 成型工艺要求,粒径为30μm ,分布均一㊁分散性和稳定性高的P S 粉末.郑海忠等[23]采用乳液聚合方式制备的纳米A l 2O 3/P S 复合粉末,粒径约为60~100n m ,包覆层厚度约为10~20n m ,不易团聚,纳米粒子分散性好,与基体P S 之间界面相容性高,且所得烧结件致密度高.徐昊垠等[57]通过悬浮聚合法(图14)制备高球形度,平均粒径为40μm 的P S 微球分散性好,但表面有微孔,可能会对烧结性能产生影响.郑瑾等[58]通过悬浮聚合方式,制备以苯乙烯和甲基丙烯酸甲酯为壁材的姜黄色素胶囊微粒,平均粒径约为3μm ,分散稳定性性和均匀度高.图13㊀种子微乳液聚合成核机理[56]F i g 13N u c l e a t i o nm e c h a n i s mo f t h e s e e d e dm i c r o e m u l s i o n p o l ym e r i z a t i o n [56]图14㊀悬浮聚合过程示意图F i g 14S c h e m a t i c d i a g r a mo f s u s p e n s i o n p o l ym e r i z a t i o n p r o c e s s 5㊀S L S 聚合物材料成型件的性能从结晶的角度,聚合物可分为非晶聚合物和结晶聚合物.非晶聚合物粉末的高分子链随机分布,从熔融态到固态没有结晶过程,所得制件翘曲现象小,尺寸精度高;但非晶态聚合物熔融指数低,粘度大,导致在烧结成型过程中烧结速率低,成型件力学强度差[18,59G60].结晶聚合物粉末材料模量和强度高,所得430012019年第10期(50)卷成型件的致密度㊁强度和韧性高;但其熔点以下粉末颗粒粘结度低,导致其在烧结成型时容易翘曲与收缩.由于S L S成型件的力学强度差㊁翘曲和收缩问题,不仅与高分子材料的物化特性有关,也与S L S的成型方式及工艺相关.前文已对材料方面进行了论述,着重分析S L S制备工艺参数对S L S成型件的影响.主要工艺参数包括激光功率㊁扫描方式和烧结温度等.5.1㊀激光功率激光功率是S L S高分子材料成型件致密度的主要影响因素之一,功率越高,成型件的致密度也越高,但超过一定数值后,会出现过烧导致制件翘曲和材料碳化失效现象.波长为10.6μm的红外二氧化碳激光器是高分子材料S L S成型的主要能量源.吴海华等[61]研究了石墨/酚醛树脂混合粉末的烧结固化温度区间,利用有限元法模拟分析激光功率对次级烧结区域大小影响,发现合理调控激光功率,可以提高墨/酚醛树脂尺寸精度,减少成型件翘曲与收缩;烧结实验验证了该分析的合理性.G h i t a等[42]研究激光功率对P E E K成型件力学强度的影响;在一定范围内(8.5~15W)提高激光功率不会明显提升P E E K制件的力学强度.鄢然等[62]研究S L S成型中的激光功率对P S成型件的影响;烧结成型件的尺寸精度随着激光功率的增大而减小,通过响应面法所预测的最大尺寸精度数值与实际值误差不超过7%.5.2㊀扫描方式激光扫描方式也是影响S L S成型件尺寸精度的主要因素之一,包括扫描速度㊁扫描间隙等.由于激光扫描方式决定了激光能量密度的大小与分布,从而影响S L S成型件的尺寸精度.扫描速度越低㊁扫描间隙越小,激光能量密度越高,烧结件的致密度就越高,但翘曲程度增大,S L S成型件的尺寸精度降低.徐超[63]等研究扫描速度和扫描间距对P S/P E烧结件X㊁Y㊁Z方向尺寸精度的影响及规律;扫描速度对X㊁Z方向尺寸影响最大,扫描间距对X㊁Z方向尺寸精度的影响大于Y方向,并通过正交试验和极差分析优化尺寸精度最佳的烧结工艺参数组合.杨来侠等[64]研究扫描速度和扫描间距对聚苯乙烯/聚对苯二甲酸乙二醇酯/玻璃纤维复合材料S L S成型件尺寸精度及弯曲强度的影响;在最优参数扫描速度1700mm/s,扫描间距0.2mm条件组合下,所得烧结件的弯曲强度可达9.7M P a,但此强度下的成型件Z 方向尺寸误差为10%,难以满足精铸要求.5.3㊀烧结温度在S L S成型加工过程中,烧结温度是极为重要的一环.烧结温度不均匀,烧结温度调控差,均会导致成型件性能下降,增加成型耗时量,或无法实施成型过程.烧结温度在成型过程中的影响主要是粉末床温度和铺层厚度相互作用的结果.合理设置粉末床温度,粉末在成型过程中对环境温度敏感性降低,制件翘曲几率就越小;铺层厚度主要影响温度在粉末间的均匀性;层厚过小,会导致铺粉失败,层厚过大,粉末间的温度场分布均匀性低,在激光烧结时粉末颗粒粘结度不同,导致成型件力学性能降低.S t r o b b e等[18]利用扫描电子显微镜图和粗糙度测量来分析粉末床温度对S L S成型P S单层制件加工性能的影响,通过优化粉床温度,得到相对密度为94%的超高密度成型件.崔建芳等[65]采用正交方差分析法,对P S粉末进行了烧结成型实验并研究其尺寸性能;铺粉层厚对于X㊁Y平面上的尺寸精度影响最大,平均尺寸误差分别为-0.37和-0.23mm,而在Z方向上,粉末床温度影响最大,平均尺寸误差为0.06mm.王春博等[66]通过有限元分析法研究粉末床温度对烧结成型的影响,结果表明预热粉末床温度场分布不均,导致成型件中心与边缘区域烧结存在显著差异.6㊀结㊀语3D打印中的聚合物S L S成型技术是材料科学㊁机械制造㊁软件工程等多学科交叉融合的新兴领域.新型聚合物材料的研发㊁聚合物粉末材料的制备㊁S L S 工艺的优化一直是聚合物S L S成型领域的研究重点.从上述几个方面,综述了近年来聚合物S L S技术的研究进展和成果:适用于S L S技术的聚合物本体材料增强相(无机填料㊁金属材料㊁聚合物合金等材料),可有效提高聚合物粉末材料的机械性能,并获得广泛应用验证.多种物理与化学的方法扩宽了获得具有理想球形度与粒径尺寸分布的聚合物粉末材料的途径;相比于依靠机械力减少颗粒尺寸的物理制备法,通过聚合物合成㊁添加化学助剂等的化学方法制备出的聚合物粉末材料,具有良好的球形度㊁较小的粒径㊁较好的尺寸均一性.随着聚合物材料S L S技术的推广与应用,扩宽了聚合物材料的成型手段与制备方法,今后可能的重点研究方向如下:(1)㊀聚合物S L S在线监测技术:由于缺乏基于聚合物粉末的S L S的工艺 结构 性能之间耦合关系的深入理解,导致目前对于聚合物材料的S L S技术的研究停留在经验性研究层面.虽然,数值模拟已被证明是理解分析聚合物粉末材料S L S成型过程中热力学行为的有用工具,即利用高分子复合材料的物理化学性质建立的多物理模型可有效揭示和预测材料熔合的动力学行为㊁三维温度分布和残余应力等,但仍需将其与在线监测技术相结合,揭示S L S成型过程中聚合物粉末材料形成机理,以控制粉末的形貌和组成,从而为S L S成型件的几何构型㊁材料和结构设计以及S L S工艺参数的优化提供指导.(2)㊀聚合物S L S技术的高精度㊁高性能成型件53001龚小弟等:用于选择性激光烧结的聚合物粉末材料研究进展。
选择性激光烧结

选择性激光烧结◆激光选区烧结法(SLS)SLS法采用红外激光器作能源,使用的造型材料多为粉末材料。
加工时,首先将粉末预热到稍低于其熔点的温度,然后在刮平棍子的作用下将粉末铺平;激光束在计算机控制下根据分层截面信息进行有选择地烧结,一层完成后再进行下一层烧结,全部烧结完后去掉多余的粉末,则就可以得到一烧结好的零件。
目前成熟的工艺材料为蜡粉及塑料粉,用金属粉或陶瓷粉进行烧结的工艺还在研究之中。
在成型的过程中因为是把粉末烧结,所以工作中会有很多的粉状物体污染办公空间,一般设备要有单独的办公室放置。
另外成型后的产品是一个实体,一般不能直接装配进行性能验证。
另外产品存储时间过长后会因为内应力释放而变形。
对容易发生变形的地方设计支撑,表面质量一般。
生产效率较高,运营成本较高,设备费用较贵。
能耗通常在8000瓦以上。
材料利用率约100%。
选择性激光烧结(SLS)--材料广泛的快速成型工艺SLS工艺又称为选择性激光烧结,由美国德克萨斯大学奥斯汀分校的C.R. Dechard于1989年研制成功。
SLS工艺是利用粉末状材料成形的。
将材料粉末铺洒在已成形零件的上表面,并刮平;用高强度的CO2激光器在刚铺的新层上扫描出零件截面;材料粉末在高强度的激光照射下被烧结在一起,得到零件的截面,并与下面已成形的部分粘接;当一层截面烧结完后,铺上新的一层材料粉末,选择地烧结下层截面。
SLS工艺最大的优点在于选材较为广泛,如尼龙、蜡、ABS、树脂裹覆砂(覆膜砂)、聚碳酸脂(poly carbonates)、金属和陶瓷粉末等都可以作为烧结对象。
粉床上未被烧结部分成为烧结部分的支撑结构,因而无需考虑支撑系统(硬件和软件)。
SLS工艺与铸造工艺的关系极为密切,如烧结的陶瓷型可作为铸造之型壳、型芯,蜡型可做蜡模,热塑性材料烧结的模型可做消失模。
3.3 选择性激光烧结法(SLS) 选择性激光烧结法又称为选区激光烧结。
它的原理是预先在工作台上铺一层粉末材料(金属粉末或非金属粉末),激光在计算机控制下,按照界面轮廓信息,对实心部分粉末进行烧结,然后不断循环,层层堆积成型。
SLS-粉末材料选择性激光烧结 激光选区烧结 粉末烧结
特点⑴可采用多种材料:可采用加热时粘度降低的任何粉末,通过材料或各类含粘结剂的涂层颗粒制造出任何造型;特别是可以制造金属零件。
这使SLS工艺颇具吸引力。
⑵制造工艺比较简单:可以直接生产复杂形状的原型、型模、三维共建或部件及工具,能广泛适应设计和变化;⑶精度高:依赖于使用的材料种类和粒径、产品的几何形状和复杂程度。
一般当零件的细节特征大于0.5mm,就可以表达出来。
能够达到共建整体范围内±(0.05-2.5)mm的公差。
当粉末粒径为0.1mm以下时,成型后的原型精度可达±1%。
⑷材料利用率高,价格便宜,成本低;⑸翘曲变形比SLA工艺小,可能设计制造精细与条状结构的零件;⑹使用高温烧结材料成型的零件,具有很好的强度和硬度等物理特性;⑺难度一:零件表面粗糙,颗粒大,需要手工抛光表面;⑻难度二:工程塑料类材料烧结,需要维持工作区域的温度场的平衡,并且温度需要控制在150℃~200℃。
简介SLS(Selective Laser Sintering)是一种快速成型工艺:中文译为:粉末材料选择性激光烧结/激光选区烧结/粉末烧结1986年,美国Texas大学的研究生C. Deckard提出了Selective Laser Sinte ring(SLS)的思想,1989年研制成功,稍后组建了DTM公司,于1992年开发了基于SLS的商业成形机(Sinterstation);DTM公司已经被3D SYSTEM公司收购。
SLS工艺是利用粉末状材料成形的。
将材料粉末铺洒在已成形零件的上表面,并刮平;用高强度的CO2激光器在刚铺的新层上扫描出零件截面;材料粉末在高强度的激光照射下被烧结在一起,得到零件的截面,并与下面已成形的部分连接;当一层截面烧结完后,铺上新的一层粉末材料,选择地烧结下层截面。
第4章 粉末材料选择性激光烧结增材制造系统

粉(成形后常需进行再烧结和渗铜处理)、覆裹热
凝树脂的细沙、覆蜡陶瓷粉和覆蜡金属粉等,近年 来更多的采用复合粉末。 粉末粒度一般在50-125 μm
复合粉末的两种混合形式:
粘接剂粉末与金属(陶瓷)粉末按一定比例机械混合。
金属(陶瓷)粉末放到粘接剂稀释液中,制备具有粘结 剂包覆的金属或陶瓷粉末。
高温烧结后处理后,由于制件内部空隙减少会导致体积收缩 ,影响制件的尺寸精度。炉内温度梯度不均匀会造成制件各个 方向收缩不一致而发生翘曲变形。
2. 热等静压
金属和陶瓷坯体均可采用热等静压进行后处理。 热等静压后处理工艺是通过流体介质将高温和高压同时均匀 地作用于坯体表面,消除其内部气孔,提高密度和强度,并改 善其它性能。使用温度范围为0.5Tm~0.7Tm ( Tm为金属或陶
激光扫描系统
将激光能量传递到待加工粉末上 粉末材料发生熔化、粘接,完成层面加工
目前,SLS增材制造主要采用XY直线导轨和振镜扫描。激光烧结成形过程中,为保证较好的烧结表
面质量和烧结精度,一般要求扫描速度在6m/min以上。扫描参数直接影响烧结件质量。烧结件的
强度主要取决于面内强度和层与层之间的粘结强度,面内强度和层间的粘结又取决于光斑直径的大 小及光点间的距离。此外,内应力的大小也与扫描间距有关。扫描方式的不同则会影响加工强度, 内应力及变形,扫描速度对成形速度和强度也有一定影响。
粘接剂包覆的粉末比机械混合的效果要好。
4.4 SLS增材制造的优缺点
优点:
1. 材料范围广,开发前景广阔
从理论上讲,任何受热粘结的粉末都有被用作SLS增材制
造成形材料的可能。通过材料或各类粘结剂涂层的颗粒制造 出适应不同需要的任何造型,控制下可以方便迅速地制造出传统加工方法难 以实现的复杂形状的零件。
选择性激光烧结成型工艺

间接SLS用的复合粉末通常有两种混合形式:
◎粘结剂粉末与金属或陶瓷粉末按一定比例机械混合; ◎把金属或陶瓷粉末放到粘结剂稀释液中,制取具有粘结剂包裹的金 属或陶瓷粉末。 实践表明,采用粘结剂包裹的粉末的制备虽然复杂,但烧结效果较机 械混合的粉末好。近年来,已经开发并被应用于SLS粉末激光烧结快速 原型制作的材料种类如表4-2所示。4ຫໍສະໝຸດ 2 选择性激光烧结快速成型材料及设备
1.选择性激光烧结快速成型材料
SLS工艺材料适应面广,不仅能制造塑料零件,还能制造陶瓷、石 蜡等材料的零件。特别是可以直接制造金属零件。
表4-1 工程上粉体的等级及相应的粒度范围
用于 SLS 工艺的材料是各 类粉末,包括金属、陶瓷、 石蜡以及聚合物的粉末, 工程上一般采用粒度的大 小来划分颗粒等级,如右 表所示。 SLS 工艺采用的 粉末粒度一般在50~ 125µ m之间。
4.3 选择性激光烧结工艺过程
(P85)实例: 采用金属铁粉末、环氧树脂粉末、固化剂粉末混合,其体积 比为 67% 、 16% 、 17% ;在激光功率 40W 下,取扫描速度 170mm/s,扫描间隔在0.2mm左右,扫描层厚为0.25mm时烧 结。后处理二次烧结时,控制温度在 800℃,保温1h;三次 烧结时温度1080℃,保温40min;熔渗铜时温度1120℃,熔 渗时间40min。所成型的金属齿轮零件如图所示。
图4-12 基于SLS工艺的金属零件直接制 造工艺流程
4. 陶瓷粉末烧结工艺
陶瓷粉末材料的选择性激光烧结工艺需要在粉末中加入粘结剂。目 前所用的纯陶瓷粉末原料主要有Al2O3和SiC,而粘接剂有无机粘接 剂、有机粘接剂和金属粘接剂等三种。 当材料是陶瓷粉末时,可以直接烧结铸造用的壳形来生产各类铸件, 甚至是复杂的金属零件。
3D打印技术项目四-任务五-选择性激光烧结技术的打印材料分析

知识要点
二、金属粉末材料
在选择性激光烧结技术中,直接用金属粉末烧结成形是快速成 形制造最终目标之一,所以金属粉末烧结是近年研究的热点,国内 外科研人员在这方面进行了大量的研究工作,并已取得了一些成果。
知识要点
二、金属粉末材料
目前,选择性激光烧结技术用金属粉末材料,按其成分组成情 况可分为三种:
(1)单一成分的金属粉末材料; (2)多组元金属粉末材料; (3)金属粉末和有机粘结剂的混合体。
3D打印技术
选择性激光烧结技术的 打印材料分析
学习目标
1、熟悉选择性激光烧结技术的打印材料分类 及性能。
选择性激光烧结技术是以粉末作为烧 结材料,它的来源较为广泛。并且在成形 过程中,每一层没有烧结的粉末就起到支 撑作用,所以不用专门使用支撑材料及数 字模型中设计支撑结构。
目前,研究比较多的烧结材料有聚合 物粉末材料、金属粉末材料、陶瓷粉末材 料、纳米复合材料等。
知识要点
三、陶瓷粉末材料
由于陶瓷粉末材料自身的烧结温度极高的特性,同时在激光烧 结过程中,激光对粉末的作用时间一般为(0.01~0.1)s,在极短 的时间内几乎不能实现粉末间的熔化连接,因此只能通过混合于陶 瓷颗粒中或覆膜于陶瓷颗粒之间的粘结剂熔化来实现陶瓷颗粒之间 的连接。目前,研究的陶瓷粉末材料主要有四类:直接混合粘结剂 的陶瓷粉末、表面覆膜的陶瓷粉末、表面改性的陶瓷粉末、树脂砂。
我们常用的陶瓷材料主要有SiC和AL2O3。
知识要点
四、纳米复合材料
由于纳米粉体有着巨大的比表面积和很高的烧结活性,烧结一 段时间后,晶粒生长将显著加速,以至使烧结后材料的纳米特性丧 失、烧结密度降低。所以,在纳米材料零件激光烧结成形的过程中, 关键技术还是烧结过程中,既要使纳米粉末烧结致密,又要使纳米 晶粒尽量不要粗化长大,失去纳米的特性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(1)美国System公司 (2)德国EOS公司
7
2.SLS工艺材料国内研发情况 我国对打印工艺中的粉末材料的研发相对于工艺设备而言,具有明显的滞
后性,与国外相比目前还有较大的差距。国内虽然有多家研发单位针对粉末材
特性
主要用于失蜡铸造 坚固耐热,可以制造微细轮廓以及薄 壳结构,也可以用于消失模铸造 都能制造可测试功能零件,其中合成 尼龙制件具有最佳力学性能 用于砂型铸造 具有较高的强度,可作注塑模
6
SLS工艺材料国内外研发生产情况
1.SLS工艺材料国外研发情况
国外很多打印设备开发公司和使用单位对打印材料做了大量深入的研
8
&
课堂讨论
选择性激光烧结成型对使用的成型材料 有什么要求?
9
微信公众号:华唐集团
3 4
5
4
SLS工艺材料介绍
SLS工艺材料采用粉末材料,具有制备容易、类
别广泛、制造过程简单、材料利用率高等特点。不 仅能够用来制造广泛使用的塑料零件,还能用于制
造陶瓷、石蜡等材料的零件,特别是可以直接制造
金属零件。
5
SLS工艺常用的粉末材料及其特性
材料类型
石蜡 聚碳酸酯 尼龙、纤细尼龙、合成尼龙 (尼龙纤维) 硅砂 钢铜合金
料和工艺做了大量研究工作,但是已经真正生产和销售的品种并不多,如武汉 滨湖机电技术有限公司主要产品有HB系列粉末材料,包含聚合物、覆膜砂、
陶瓷、复合材料等。
此外国内还有很多单位正在研发,如中北大学、北京航空材料研究院、西 北有色金属研究院、北京燕化高科、北京隆源成型、无锡银邦精密制造科技有
限公司等单位。
1
模块4 选择性激光烧结成型
4.3 选择性激光烧结粉末材料
2
课堂导入
观看视频并回答
结合视频内容,回答以下问题:
1.选择性激光烧结粉末材料有哪些?
2.选择性激光烧结粉末材料有哪些特性?
3
1 2
本节 知识点
SLS工艺材料介绍 用于SLS工艺的材料种类 打印工艺常用的粉末材料及其特性 SLS工艺材料国外研发情况 SLS工艺材料国内研发情况