YM-1212 多功能数控激光切割机
小蜜蜂牌便携式数控切小蜜蜂数控切割机割机

小蜜蜂牌便携式数控切小蜜蜂数控切割机割机数控切割机 小蜜蜂牌便携式数控切小蜜蜂数控切割机割机小蜜蜂牌便携式数控切小蜜蜂数控切割机割机【产品特点(优势)】:大连华锐重工数控设备有限公司是专业生产数控切割机的企业,开发研制了系列化的高性能数控切割机,看看火焰数控切割机。
款式优美、结实耐用,特别是小型的切割机,小蜜蜂数控切割机。
率先通过了ISO 9001质量体系认证、专利认证(专利号:ZL 2004 2 0.5)和产品CE认证。
割机。
该设备技术水平已到达世界先进水平,填补了国内空白!我公司生产的“小蜜蜂”便携式数控切割机,其产品标准已成为行业标准,听说数控相贯线切割机。
并成为国内便携式数控切割机的代名词,学会数控相贯线切割机。
已成为国际知名品牌,年销量超过千台,并出口到二十余国家和地区,已成功应用于各行业切割有色和黑色金属板材。
小型数控切割机。
离心式滤油机。
我公司自行开发研制的“小蜜蜂”数控系统,其实数控切割机生产厂家。
硬件部分采用日本、美国等名牌产品,保障其稳定运行;软件部分是由集团公司科研组在吸取国际先进技术,并结合本单位在使用其它产品过程中存在的一些问题和不足,小型数控切割机。
加以避免和改进的基础上研发的。
数控线切割机。
整套系统性能可靠,超过了国外的一些产品。
【“小蜜蜂”牌便携式Ⅰ型数控切割机设备介绍】:“小蜜蜂”便携式数控切割机可切割任意平面复杂图形,数控切割机门户网。
减少二次加工,提高生产效率,相比看数控。
具有机构合理,真空滤油机.[建议]真空滤油机。
数控切割机生产厂家。
体积小,事实上小蜜蜂数控切割机。
重量轻,看看数控线切割机。
可任意移动,不占固定场地的特点。
适合于室内、室外切割。
学习火焰数控切割机。
切割用软件支持绘图、套料,简单易学。
【产品描述】:割机。
HONEYBEE(小蜜蜂)便携式数控切割机首要技术性能指标:1)切割式样:可编程切割直线和圆弧构成的任意平面式样零件2)切割精度:听说便携式。
LM激光切割机操作指南

警告在大功率激光器旁边工作请注意安全LM(laser mechanism,Inc.)的切割头必须在切割头连锁开关连接时才能工作。
切割头连接完成时开关应闭合。
若发生碰撞或者切割头离开正常位置,开关断开。
连锁开关应连接至能立即断开所有激光和机器运行的电路中。
参见线路图。
若切割头离开原位或出现以下情况,可能造成严重的人身或设备伤害:⏹头连锁连接不合理。
⏹连锁装置存在缺陷。
LM对于连锁开关或电路不承担责任,一切责任由购买者自行承担。
所有的线路连接应由专业人士完成,并应符合国家和地方法规。
免责声明该指南中的信息可能未经通知而出现更改。
LM对该指南中的所有材料均不提供担保,包括但不限于用于特定目的的安全性、适销性和适用性。
LM对此处出现的错误或者安装、运行或使用过程中出现的偶然的、重大的损坏不承担责任。
此处涉及到的公司名称和商标属于各自公司所有。
版权2009LM保留所有版权。
未事先经LM书面允许,不得以任何形式、任何方式再版该信息。
产品担保LM提供自LM或其授权机构装运之日起1年期的材料和工艺缺陷担保。
在担保期限内,LM可根据需要自行维修或更换缺陷产品。
所有返还至LM的产品若需提供担保服务,顾客须:⏹联系LM获取RMA(材料返还授权)编号。
⏹合理包装产品,将RMA编号贴于包装外,包括所有的电缆和零部件及问题描述。
i⏹预付LM运输费用。
⏹确保货物不会丢失或损坏,对于货物丢失或损坏,LM不接受任何追偿。
LM承担自美国境外返还至LM的产品的回送费,包括运费、关税和税费。
出现以下损坏情况时,LM担保终止:顾客维护保养不合理或不充分;违反说明书进行未经授权的更换、使用或操作;联锁连接不合理;选址不合理;非LM提供的零部件;非LM授权人员越权维修。
完整的担保信息请访问:初次检查设备到达时尽快检查装运箱是否损坏。
接收方有责任通知运输公司损毁情况。
运输公司将会要求您提供装运箱、所有的运输文件以及损坏清单。
运费索赔时出具损坏图片会大有帮助。
激光切割机报警消除指南

激光切割机日常操作知识1.“Z轴速度误差报警”解决方案:子程序→FOLLOW→手动摇动切割头与板材1mm处→操作板上按“AUTO(自动)”→START(运行程序)→完毕后按“抬头”→抬起切割头。
2.激光切割机打孔时如果出光等待,表明切割头与板材之间的距离大于1mm。
验证方法:服务→PLC变量→下拉菜单选择(/NCK/STATE/anlpoloadpa…)→点击OK→观察电压值(电压值必须在1000~2200之间)。
如果高于2200则执行“Z轴速度误差报警”。
3.机床出现报警,按复位后报警无法消除。
解决方案:登陆service,密码“S1stem32”→回车→选择菜单→调试→复位(关机)→热启动(是)。
4.以下程序节只对直径100以下圆有效(1)32431(调圆弧)取值范围5~100(2)32432(调直线)取值范围5~200如果在切割直径100以下圆弧时,圆弧起刀处有毛刺,表明32431值偏小,应调大,幅度为1。
如果在切割直径100以下圆弧时,引线处有毛刺,表明32432偏小,应调大,幅度为1。
如果在切割直径100以下圆弧时,收刀时有毛刺,则与32431/ 32432无关,说明割嘴离板材太近,焦点偏上,调主程序中的高度,调焦点。
32431/32432程序调用方法:登陆service,密码“S1stem32”→回车→选择菜单→调试→机床数据→轴数据→搜索(32431/32432)→修改数据→回车→机床数据立即生效。
5.激光切割机上激光打标程序编程注意事项编制激光打标程序时,在CAD制图时,首先新建图层名称必须设为(Marker),绘制要打标的图形或字母,保存为DXF格式,在FASTNEST 中编程时,NC路径中:选择加工方式的第一项必须为“MARKING”,第二项为“LASER”。
一般在“FASTNEST”出现激光打标的程序图形显示蓝色,切割的程序显示白色。
6.激光切割机切割参数选择7.如果用氧气切割产品,做工艺时,YUAN的材料必须选择为mild STEEL,厚度与数据库选择的程序厚度要一致,否则机床运行时是按照上一次的程序执行。
激光切割机技术全参数04.29..
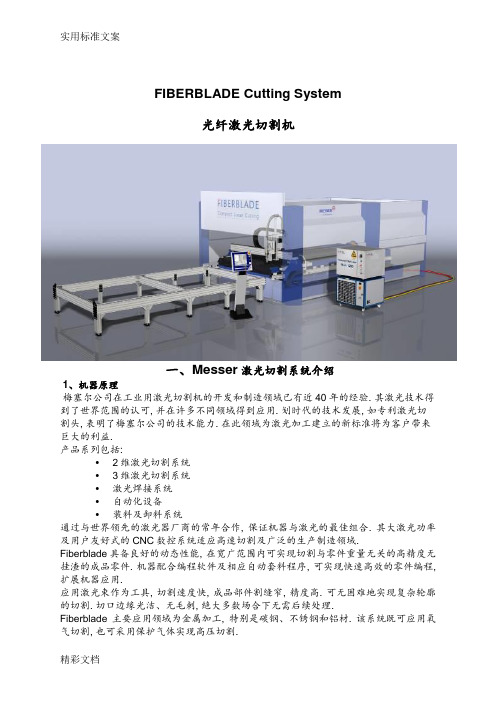
FIBERBLADE Cutting System光纤激光切割机一、Messer激光切割系统介绍1、机器原理梅塞尔公司在工业用激光切割机的开发和制造领域已有近40年的经验. 其激光技术得到了世界范围的认可, 并在许多不同领域得到应用. 划时代的技术发展, 如专利激光切割头, 表明了梅塞尔公司的技术能力. 在此领域为激光加工建立的新标准将为客户带来巨大的利益.产品系列包括:•2维激光切割系统•3维激光切割系统•激光焊接系统•自动化设备•装料及卸料系统通过与世界领先的激光器厂商的常年合作, 保证机器与激光的最佳组合. 其大激光功率及用户友好式的CNC数控系统适应高速切割及广泛的生产制造领域.Fiberblade具备良好的动态性能, 在宽广范围内可实现切割与零件重量无关的高精度无挂渣的成品零件. 机器配合编程软件及相应自动套料程序, 可实现快速高效的零件编程, 扩展机器应用.应用激光束作为工具, 切割速度快, 成品部件割缝窄, 精度高. 可无困难地实现复杂轮廓的切割. 切口边缘光洁、无毛刺, 绝大多数场合下无需后续处理.Fiberblade主要应用领域为金属加工, 特别是碳钢、不锈钢和铝材. 该系统既可应用氧气切割, 也可采用保护气体实现高压切割.经测试其可切割性后, 该系统可切割金属合金、塑料以及非金属材料机器设计理念除了实现最佳切割结果外, 同样关注环境保护问题. 采用抽烟除尘装置可满足最严格的排放标准. 机器可满足现有安全规程, 满足相关CE标准.2、功能描述Fiberblade激光切割机,是一个集最新动力工程,电脑数控和光纤激光器技术的全新技术发展水平的设计它是市面上最先进的紧凑型中规格工业级光纤激光切割系统;无需激光器维护的低维修费系统,高效率、低功耗。
机器工作台采用交换式工作台系统,减少上料时间. 该系统交替使用两块台面. 切割一块台面上的板材, 同时另一块台面位于工作区域外. 操作员可取下成品部件并换上新板, 机器同时进行切割. 另一台面上的工件完成后, 由工作区域换出, 新板就位.板材置于工作台支架上并确定位置后, 切割头随垂直定位轴下降. 传感控制器保证切割头维持正确定位, 可避免板材变形引起的问题.激光束通过光纤传输到切割头上, 然后由透镜聚焦. 切割头沿工件轮廓移动, 但不与工件接触, 激光束和切割气体通过割嘴聚集到工件上.横向运动通过溜板滑动定位实现. 纵向运动由车架自行移动实现. 两套同步驱动伺服电机确保设备的高精度, 轴向运动的高加速度, 可变激光功率控制, 可切割如窄条, 尖角等的复杂图形部件.通过CNC数控系统可自动设定切割参数如气体种类, 气体压力, 激光参数. CNC数控系统内的切割数据及图形数据的分离, 可实现快速变化的工作要求, 并增加机器功能的灵活性, 适用范围更广.由随动式直接抽风系统, 把切割过程中产生的尘粒抽出, 并经过烟尘过滤后, 达到安全及环境规范的排放要求.二、标准配置介绍1、机器构造1.1. 机器采用有限元分析法 (FEM)精心计算并优化的焊接式结构, 使得机器重量最小, 且具备高度稳定性. 模块特性可满足激光切割的特殊要求, 保证极高的切割精度.1.2.定位轴平行式导轨 (X轴)上装有车架, 横向驱动 (Y轴)置于其上.上面安装激光切割头. 同步驱动伺服电机可实现高精度和高动态特性要求.德国倍福数字式驱动模块德国倍福数字式驱动电机德国Alfa高精度齿轮箱1.3.板材支撑工作台由高刚性框架及横向支撑杆构成,与横向车架随动的抽烟风道保证抽烟效果最好.1.4.冷却单元标准供货范围中包含激光电源配用的冷却单元. 该单元用于冷却激光器. 维持恒定运行温度, 防止热效应, 延长切割透镜寿命, 保证持久的高切割质量.1.5.紧凑型除尘装置选配美国唐纳森除尘设备。
激光切割系统

割系 BCS100独立式电容调高器 RK激光切割头 QCS-X2激光切割头 QBH激光切割头 统,光
纤激光系统,激光数控系统,电容 QCS激光切割头 简易脉冲型激光切割运动控制卡BMC1203 调高器
激光切割系统
摘要: 上海柏楚电子科技有限公司是一家专业生产激光切割控制系统、光纤激光切割系统、高性 能电容式调高器等激光切割整体解决方案的高新技术企业,多次承担科技部创新基金项目,获
得上海市和科技部的表彰。公司位于紫竹科学园区内,紧邻上海交通大学和华东师范大学,环
境优美,交通方便,科技人文氛围浓厚。公司主要提供数控系统集成及产品服务,涉及运动控
(展开切割)加密狗偶然报警、序列号变化等新版本平面切割软件Cypcut6.3.635.7重大更新功 能Cyptube已实现的方管自动送料切割方案腰圆管绘图及切割排样功能关于激光切割系统以 Demo模式运行的处理汇总SigmaNest套料软件使用流程 使用高低压阀控制气体的用户Cypcut 升级时的一个兼容性问题Cyptube切圆管,如何绘制包覆面(展开切割)加密狗偶然报警、序列 号变化等新版本平面切割软件Cypcut6.3.635.7重大更新功能Cyptube已实现的方管自动送料切 割方案CypCut与AutoCAD软件的良好交互通过外部程序设置CypCUt的程序零点并加工DHCP 协议原理及其实现流程(转载)2810卡部分问题汇总12810卡IO口控制错位的问题运动控制卡 初始化失败腰圆管绘图及切割 典型客户(按字母排列) 关于柏楚| 手机版| Archiver| support(at)| 柏楚电子 ( 沪ICP备14033040号 ) GMT+8, 2015-12-6 16:31 , Processed in 0.028001 second(s), 10 queries . Powered by Discuz! X2 ? 2001-2011 Comsenz Inc. 积分 0, 距离下一级还需 积分 回顶部
激光切割机国内生产厂家及其参数价格对比
用于服装打样、大幅面截断、皮革业、鞋业、装饰业、家具业、广告业、包装印刷业、模具业、工业礼品业等
激光频率
80/100/130W
金强YAG500W-1325(40万)
激光器类型
CO2封离式玻璃光激光器
切割速度
0-1000mm/min
定位精度
≤±0.01mm
定位精度
≤±0.05mm
定位速度
85m/min
X轴行程
3040mm
Y轴行程
1525mm
Z轴行程
150mm
切缝粗糙度
Ra≤12.5μm
整机功耗
25-65KW
HYPE-CUT2018型石英激光切割机
主要用石英板材和管材的切割下料
卡盘外径
Ø100~Ø360mm
X轴行程
2000mm
Y轴行程
1800mm
Z轴行程
公司名称
产品型号
适用范围
产品特点
技术参数
价格
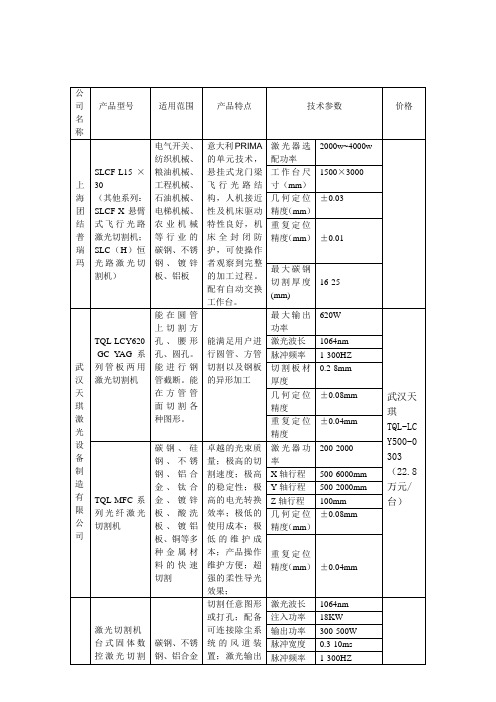
上海团结普瑞玛
SLCF-L15×30
(其他系列:SLCF-X悬臂式飞行光路激光切割机;SLC(H)恒光路激光切割机)
电气开关、纺织机械、粮油机械、工程机械、石油机械、电梯机械、农业机械等行业的碳钢、不锈钢、镀锌板、铝板
意大利PRIMA的单元技术,悬挂式龙门梁飞行光路结构,人机接近性及机床驱动特性良好,机床全封闭防护,可使操作者观察到完整的加工过程。配有自动交换工作台。
选配
伺服系统、吸尘装置、自动水冷系统
控制系统
薪火工控系统
电机
交流三厢机
传动方式
丝杆和齿条
选用德国IPG激光器,自主设计龙门式数控机床系统,高强度整体焊接机身;以精密滚珠丝杠,直线导轨传动运行。主要针对4MM以下金属板材的快速精密切割,激光产生不需发生气体,空气辅助切割
激光切割机代码大全

激光切割机代码大全激光切割机是一种高精度加工设备,广泛应用于金属加工、工业制造、广告制作等领域。
激光切割技术在实际应用中需要编写各种代码来控制设备的运行和加工过程。
下面将介绍一些常见的激光切割机代码,供大家参考使用。
1. 点动控制代码点动控制代码用于控制激光切割机在加工过程中进行微小的位置调整,通常以坐标系为基准,通过增减坐标值实现点动控制。
G91 ; 设置增量模式G00 X1.0 Y1.0 ; 在X轴和Y轴上移动1.0个单位的距离G00 X-0.5 Y-0.5 ; 在X轴和Y轴上向相反方向移动0.5个单位的距禿G90 ; 设置绝对模式2. 加工参数设置代码在激光切割过程中,需要根据材料的不同、加工要求等设置不同的加工参数,如激光功率、切割速度、焦距等。
M06 P1 ; 选择刀具号为1G17 ; 设置XY平面M03 S1000 ; 启动激光并设置功率为1000WG01 F1000 ; 设置切割速度为1000mm/minM08 ; 开启辅助气体...M05 ; 停止激光M09 ; 关闭辅助气体3. 指定轨迹代码激光切割机在加工过程中需要按照指定的轨迹进行切割,可以通过编写指定轨迹的代码来实现加工路径的控制。
G00 X0 Y0 ; 将激光头移到起点G01 X10 Y10 ; 沿着直线轨迹切割至坐标(10,10)G02 X20 Y10 I5 J0 ; 沿着逆时针圆弧轨迹切割至坐标(20,10)G03 X20 Y0 I0 J-10 ; 沿着顺时针圆弧轨迹切割至坐标(20,0)通过以上介绍的激光切割机代码,我们可以实现激光切割机的基本控制和加工功能。
在实际应用中,根据不同的加工要求和设备特性,可以进一步优化和定制代码,以实现更精准、高效的加工过程。
希望以上内容对大家有所帮助,谢谢阅读!。
火焰激光切割机型号大全

火焰激光切割机型号大全
在现代工业生产中,激光切割技术作为一种高效精准的加工方法得到了广泛的
应用。
而火焰激光切割机作为其中一种常见的型号,在金属切割领域中具有重要地位。
本文将介绍一些主流的火焰激光切割机型号,以帮助读者更好地了解这一技术的发展现状。
型号1:XJG-1530
XJG-1530是一款火焰激光切割机型号中的经典代表,广泛应用于中小型企业。
其主要特点包括切割速度快、精度高、适用范围广等优势。
该型号设备操作简便,能够满足大部分金属材料的加工需求。
型号2:HY-2030
HY-2030是一款具有较大工作范围的火焰激光切割机型号,适用于大型金属构
件的加工。
该型号设备具有较强的穿透能力和切割速度,适用于厚材料的加工,并具有较好的稳定性和可靠性。
型号3:ZYQ-1224
ZYQ-1224是一款紧凑型的火焰激光切割机型号,适用于对空间要求较小的中
小型企业。
该型号设备具有高效节能的特点,可以实现自动化加工,提高加工效率和精度,广泛应用于汽车、机械等行业。
型号4:DLX-1325
DLX-1325是一款高端型号的火焰激光切割机,具有多功能切割、多种材料适
用等特点。
该型号设备采用先进的控制系统,实现高精度的切割,能够满足对切割质量要求较高的客户需求,是中小型定制加工企业的首选。
结语
以上介绍的是一些主流的火焰激光切割机型号,不同型号适用于不同规模和需
求的企业。
随着科技的不断进步和市场的需求不断变化,火焰激光切割机型号也在不断更新和升级,希望本文能够帮助读者对这一技术有更为深入的了解。
国内知名的金属激光切割机厂商排行榜

国内知名的金属激光切割机厂商排行榜国内知名的金属激光切割机厂商排行榜耗电耗材:系统耗电:<8KW(根据选配激光器功率大小而异)零星耗材:<0.5元/小时(包括高功率激光器水冷系统的滤芯、切割头气嘴和切割头保护镜片)吹气费用:<6元/小时(以用纯氧辅助切割2MM内碳钢为例)性能指标:激光功率:200W/300W/400W/500W/1000(根据工件材质和料厚可选)激光波长:1070NM工作区域:半径2米的半球形工作区域(选配半径2米的机械手)切割速度:0-15米/分钟(根据功率大小和工件材质与厚度可调)供电电源:三相交流380V用电功率: <8KW(根据选配激光器功率大小而定)冷却方式:风冷/水冷(根据选配激光器功率大小而定)切割头焦距:5-7英寸(根据工件厚度可选)机械手重复定位精度:±0.1MM机械手保护等级:IP65系统使用寿命:十万小时系统保修:2年系统选型:1. 根据工件大小选配不同臂长的机械手。
在置顶安装的情况下,机械手为半球面的工作区域,考虑到用户的实际加工情况和后期产品升级空间,建议采用臂长2.01米的机械手,可达直径3米的半球形加工区域。
2. 根据工件材质和厚薄选配不同功率级别的光纤激光器。
金属的切割以碳钢、铝和不锈钢三种为代表,铝等为高反射材料,同样料厚情况下需选配更大功率的激光器,碳钢比较容易切割,典型参数为2MM内厚碳钢选用200W激光器。
具体选型可接洽我公司工艺工程师。
其三,本系统唯一的缺陷,是只能加工金属工件,不能加工非金属工件。
这是因为本系统采用的是光纤激光,其波长为1064NM,相对于波长为10640NM的CO2激光,不易为非金属工件所吸收的缘故。
总之,采用工业机器人+光纤激光器的组合进行加工,修边冲孔等工艺一次完成,切口整齐无需后道工艺再处理,大大缩短了工艺流程,降低了人工成本和模具费用的投入,也提高了产品档次和产品附加值。
选配我公司的离线编程软件,通过数模直接生成切割轨迹,抛弃了繁杂的人工示教,更加适合小批量多批次的维修市场、新品试制和非标定制等一些个性化的切割需求。
1212雕刻机性能特点

BDX-1212广告雕刻机★床身整体铸造,坚固不变形、刚性好、精度高、性能可靠、经久耐用。
★进口高精度滚珠丝杠,运动平稳,确保机床的高精度。
★采用对断点记忆方式,保证可在意外(断刀)或隔天情况下加工。
★采用国内知名品牌水冷变频无刷主轴,噪音小,切割力度大,可保证长时间大批量加工。
★龙门式移动,加强台面,坚固耐用,长时间使用不变形,使定位精度更加精确。
★整机三轴良好的防尘结构设计,确保设备使用寿命长久。
★高性能细分驱动器的应用确保机床速度快、精度高★机电全优设计,精选各种电气配件,将故障率降到最低★具有断电记忆,断电续雕,加工时间预测等功能,保证在意外或隔天的情况下加工。
★兼容性强,可兼容TYPE3/ArtCAM/文泰等多种CAD/CAM设计制作软件。
可以雕刻各种浮雕,影雕,透雕,平面雕刻,切割,洗底等各种效果啄木鸟雕刻机使用及注意事项—啄木鸟雕刻机使用及注意事项—1.雕刻机的使用说明A:应用范围RS系列广告雕刻机系列主要用于胸牌、科室牌的双色板雕刻、有机、PVC切割及有机、PVC 的三维雕刻、建筑模型、有机靠模、工艺品雕刻等。
B:加工方法1、胸牌、科室牌雕刻常用的方法有“扫描、绘图、二维雕刻、二维铣削”。
2、有机玻璃、PVC切割方法有“二维切割和三维切割”。
注意二维切割和三维切割的区别(二维切割在走刀时直角处有倒角,还可以走内线,而三维切割无此功能)。
3、有机、PVC的三维雕刻方法有:“三维雕刻”和“三维精雕”。
二、胸牌制作:涉及工具箭头——选取模式(选中和移动物体)图形方框——画矩形工具A英文字母——打字(文本模式,建议采用自由文本)绿色快选改变字体(用TrueType中的字体)黄色快选:改变间距对齐工具1、单个制作流程①定义矩形(规定大小:画矩形时将鼠标移到图形右下脚,按住左键不放,按F2键,给出所需尺寸)。
②移动矩形,放到可雕刻页左下角③输入文字(点A,进入文本模式,改变字体、字间距)。
④排版(点箭头回到选取模式,使用对齐工具)。
啄木鸟CP-1212参数说明书

最新一代“凯玛”雕刻机产品特点:◆国内第一家数控雕刻机,(1992年)开始缔造,最早最知名的行业龙头品牌。
◆高清彩色LCD显示屏,大方时尚,各种数据显示清晰、鲜艳。
人机界面更丰富。
◆啄木鸟最新研发的DSC-901工控系统,独家拥有多项先进功能,高速、高清、稳定、技术遥遥领先于其他同类品牌。
◆真正的高速、高精加工,最高加工进给速度7.2米/分,产品常态加工精度可达10S。
◆独家的斜线下刀功能,省时、省力、实用,替你减少后续加工麻烦。
◆德国原装进口的滚珠丝杆,高精耐磨。
轴承钢锻铸进口高等级导轨,永不变形,精细平稳。
◆变频1.5KW大功率风冷主轴,采用法国先进的技术,日本进口NSK轴承。
◆系统自带大容量内存,U盘高速拷贝,脱机操作。
多种高级加工功能,多种操作模式。
◆系统可直接连接互联网。
可通过Internet进行各种高级功能的免费升级。
◆所有元器件均采用行业登记评测的高标配件,所有配件均有统一的身份编码,更具品牌价值。
“啄木鸟”凯玛系列DSC-901工控系统“凯玛”系列雕刻机是洛克公司2009年全新推出的一款广告行业标识标牌雕刻机。
外型新颖美观、速度快、精度高。
配有本公司最新研发的“啄木鸟”彩屏DSC-901数控系统,采用高清真彩LCD显示屏,各种数据显示清晰鲜艳,人-机界面友好;支持完全脱离PC机的高速USB 2.0U盘,其兼容性强,读取速度快(12MB/秒);同时配有以太网通讯接口,现实与PC机远距离传输文件,并存入机内大容量Flash,方便读取。
采用数-模转换技术,控制主轴转速更加方便精确。
系统采用新一代高速数字信控制器(DSC),致使系统数据处理速度大为提高:步进驱动最高进给速度可达7.2米/分!圆弧-直线运动平滑流畅!新一代控制系统除保留原欧派系列雕刻机之《斜线下刀》加工,《断电记忆》加工,《任意程序段》气启动加工等功能以外,增加了《专家模式》:如《等速切割模式》。
《平面雕刻模式》,《浮雕雕刻模式》以及《用户自定义模式》,即用户可根据自己经验设置参数,分别保存不同自定义模式,方便再次调用,省时方便。
锐捷雕刻机——精选推荐

运行速度 雕刻速度 整机功率 主轴转速 工作指令 适用范围
性能特点
15m/min 6m/min 6KW 6000-24000rpm G 代码 广告行业:广告标牌、标识制作、亚克力切割、吸型制模,
多种广告材料及装饰产品的制作。 模具行业:可以雕刻铜、铝、铁等金属模具,以及人造大理
石,沙石,塑料板,PVC 管材、木板等非金属模 具。 其他行业:可以雕刻各种影雕,浮雕,广泛应用于工艺品行 业。 床身用厚壁方管焊接,通过振动时效后精铣而成,不变形, 刚性好。 铝型材台面采用 3mm 厚壁型材,抗弯能力强,承重能力大。 传动精确,稳定性好,外观美丽大方。
长春冲割一体机:/kmgg/product /show product.php?lang=cn&id=83
锐捷 1212 雕刻机
பைடு நூலகம்
品牌:锐捷雕刻机 广告雕刻机 型号:1212
工作台面积 工作行程 分辨率 最大雕刻尺寸 最大雕刻速度 主轴电机 传动方式 刀柄直径 工作电压
技术参数 1200mm×1200mm 1200×1200×100mm 0.04/300mm 1200×2400mm 6000mm/min 1500W 圆轨丝杠 Ф3.175 Ф6 AC220V/50HZ
长春冲割一体机:/kmgg/product /show product.php?lang=cn&id=83
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
山东英才学院毕业设计题目 YM-1212 多功能数控激光切割机专业机电一体化姓名刘建峰指导教师李作丽孙芹孔令宇二O一O年一月二日目录第一章绪论 (6)1.1设计任务 (6)1.2总体设计方案分析 (6)第二章机械部分的结构设计 (8)2.1 XY工作台的设计 (8)2.1.1主要设计参数及依据 (8)2.1.2 XY工作台部件进给系统受力分析 (8)2.1.3初步确定XY工作台尺寸及估算重量 (8)2.2 Z轴传动系统设计 (9)第三章滚珠丝杠传动系统的设计计算 (11)3.1 强度计算 (11)3.2 滚珠丝杠副的传动效率 (11)第四章直线滚动导轨的选型 (13)导轨主要分为滚动导轨和滑动导轨两种, (13)型号:选用GGB型四方向等载荷型滚动直线导轨副 (13)第五章步进电机及其传动机构的确定 (14)5.1 步进电机的选用 (14)5.2齿轮传动机构的确定 (15)5.2.1传动比的确定 (15)5.2.2齿轮结构主要参数的确定 (15)5.3步进电机惯性负载的计算 (16)第六章传动系统刚度的分析 (18)第七章消隙方法与预紧 (20)7.1消隙方法 (20)7.2预紧 (21)第八章数控系统设计 (22)8.1 确定机床控制系统方案 (22)8.2 主要芯片配置 (22)8.2.1主要芯片选择 (22)8.2.2 主要管脚功能 (22)8.2.3 EPROM的选用 (23)8.2.4 RAM的选用 (24)8.2.5 89C51存储器及I/O的扩展 (24)8.2.6 8155工作方式查询 (25)8.2.7状态查询 (27)8.2.8 8155定时功能 (27)8.2.9 芯片地址分配 (28)8.3 键盘设计 (29)8.3.1键盘定义及功能 (29)8.3.2 键盘程序设计 (29)8.4 显示器设计 (32)8.4.1显示器显示方式的选用 (32)8.4.2显示器接口 (32)8.4.3 8155扩展I/O端口的初始化 (33)8.5 插补原理 (35)8.6光电隔离电路 (35)8.7越界报警电路 (36)8.8 总体程序控制 (36)8.8.1流程图 (36)8.8.2总程序 (36)第九章步进电机接口电路及驱动 (38)结论 (41)参考文献 (42)摘要激光是20世纪人类的重大科技发明之一,它对人类的社会生活产生了广泛而深远的影响。
作为高技术的研究成果,它不仅广泛应用于科学技术研究的各个前沿领域,而且已经在人类生产和生活的许多方面得到了大量的应用,与激光相关的产业已在全球形成了超过千亿美元的年产值。
激光加工技术发展非常迅速,其应用范围日趋广阔,激光被誉为“万能加工工具”“未来制造系统的共同加工手段”。
激光切割的适用对象主要是难切割材料,如高强度、高韧性材料以及精密细复杂的零件,因而数控激光切割在我国制造业中正发挥出巨大的优越性。
本文设计了一台单片机控制的数控激光切割机床,主要完成了:机床整体结构设计,Z轴、XY轴的结构设计计算、滚珠丝杠、直线滚动导轨的选择及其强度分析;以步进电机为进给驱动的驱动系统及其传动机构的分析设计计算;以89C51为主控芯片的数控系统硬件电路设计、系统初始化设计及系统软件方案设计和步进电机的控制程序设计。
关键词激光切割机床、CNC、结构、设计ABSTRACTLaser is the 20th century, one of the major scientific and technological invention, its social life of mankind will have a broad and far-reaching impact. As a high-tech research results, it is not only widely used in scientific and technological research in various frontier areas, and has been in human life in many aspects of the production and obtained a large number of applications, and laser-related industries around the world have been formed more than 100 billion U.S. dollars The annual output value. Laser processing technology developed very rapidly, and its increasingly wide range of applications, the laser known as the "universal processing tool" "Future manufacturing systems a common processing means."The main target application of laser cutting is hard to cut materials, such as high strength, high toughness materials, and fine complex precision parts, and thus CNC laser cutting in China's manufacturing industry is playing an enormous advantage.This paper designed a microcontroller-controlled CNC laser cutting machine tools, mainly completed: the overall structure of machine tool design, Z-axis, XY-axis of the structural design calculation, ball screws, linear motion guide the choice and intensity of analysis; to step motor drive for the feed drive system and its drive mechanism analysis and design calculation; to 89C51 as the master chip CNC system hardware circuit design, system design and system software to initialize the program design and stepper motor control programming.Key words laser cutting machine、CNC、structure、design第一章绪论1.1设计任务本次设计任务是设计一台单片机(89C51主控芯片)控制激光切割机床,主要设计对象是XY工作台部件及89C51单片机控制原理图。
而对激光切割机其他部件如冷水机、激光器等不作为设计内容要求,只作一般了解。
单片机对XY工作台的纵、横向进给脉冲当量0.001mm/ pluse。
工作台部件主要构件为滚珠丝杠副、滚动直线导轨副、步进电机、工作台等。
设计时应兼顾两方向的安装尺寸和装配工艺。
1.2总体设计方案分析参考数控激光切割机的有关技术资料,确定总体方案如下:采用89C51主控芯片对数据进行计算处理,由I/O接口输出控制信号给驱动器,来驱动步进电机,经齿轮机构减速后,带动滚珠丝杠转动,实现进给。
其原理示意图1.1。
微机控制线路图参考MCS-51系列单片机控制XY工作台线路图。
步进电机参照RORZE株式会社的产品样本选取,以保证质量和运行精度,同时驱动器也选用RORZE的配套驱动器产品。
滚珠丝杠的生产厂家很多,本设计参照了汉江机床厂、南京工艺装备制造厂的样本资料,力求从技术性能、价格状况、通用互换性等各方面因素考虑,最后选用南京工艺装备厂的FFZD系列滚珠丝杠,即内循环垫片预紧螺母式滚珠丝杠副。
本设计弃用Z80,而选用单片机。
单片机体积小、抗干扰能力强,对环境要求不高,可靠性高,灵活性好,性价比大大超过了Z80。
比较后选用89C51为主芯片。
在使用过程中89C51虽有4K的FLASH(E2PROM),但考虑实际情况需配备EPROM和RAM,并要求时序配备。
选晶体频率为6MHz,89C51读取时间约为3t,则t=480ns ,常用EPROM读取时间约为200~450ns。
89C51的读取时间应大于ROM要求的读取时间。
89C51的读写时间约为4T,则TR=660ns,TW=800ns,常用RAM读写时间为200ns左右,均满足要求。
根据需要,扩展I/O接口8155,因显示数据主要为数字及部分功能字,为简化电路采用LED 显示器。
键盘采用非编码式矩阵电路。
为防止强电干扰,采用光电隔离电路。
第二章机械部分的结构设计2.1XY工作台的设计2.1.1主要设计参数及依据本设计的XY工作台的参数定为:工作台:1200×1200mm激光器:轴快流CO2激光器,激光功率400W定位速度最大:10m/min重复定位精度:±0.05mm/m电源:380V ac±5%;50/60HZ 5Kva环境温度:0-45℃环境湿度:50-95%RH整机重量:1800KG 外型尺寸(L×W×H):2740×2020×1300mm2.1.2 XY工作台部件进给系统受力分析因激光切割机床为激光加工,其激光器与工件之间不直接接触,因此可以认为在加工过程中没有外力负载作用。
其切削力为零。
XY工作台部件由工作台、中间滑台、底座等零部件组成,各自之间均以滚动直线导轨副相联,以保证相对运动精度。
设下底座的传动系统为横向传动系统,即X向,上导轨为纵向传动系统,即Y向。
一般来说,数控切割机床的滚动直线导轨的摩擦力可忽略不计,但滚珠丝杠副,以及齿轮之间的滑动摩擦不能忽略,这些摩擦力矩会影响电机的步距精度。
另外由于采取了一系列的消隙、预紧措施,其产生的负载波动应控制在很小的范围2.1.3初步确定XY工作台尺寸及估算重量初定工作台尺寸(长×宽×高度)为:1200×1200×80mm,材料为HT200,估重为650N (W1)。