邯钢冷轧薄板透析
冷轧家电板的开发实践
mi l l
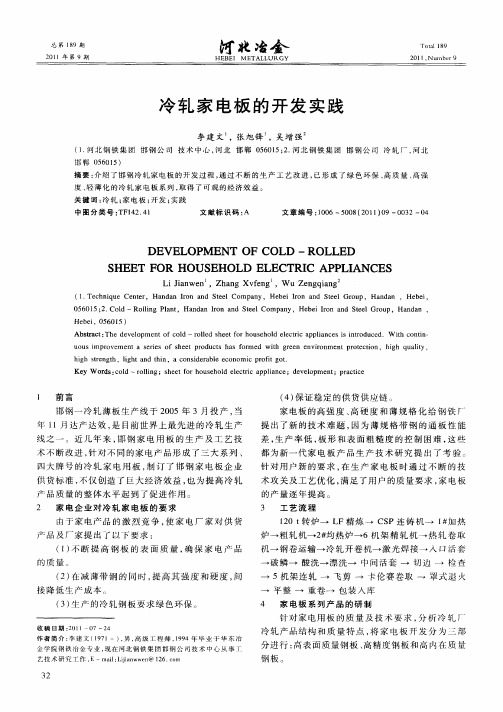
单位 轧制 力 f MNh n)
图 2 板 形 随成 品 道 次 轧 制 力 的变 化
I g 2 Va it n fp o l h p l n t ol g l a ff ihn a s i r i s o r f e s a e ao g wi r l n o d o n s i g p s ao i h i i
He e ,0 6 1 ) bi 5 0 5
A b ta t Th ev lpm e to ol — r le h e o us h d e e ti p inc si n r du e sr c : e d eo n fc d ol d s e tf rho e ol lc rc a pla e s ito c d.W i o i t c nt h n
摘 要 : 绍 了邯 钢 冷 轧 家 电板 的开 发 过 程 , 过 不 断 的 生 产 工 艺 改 进 , 形 成 了 绿 色 环 保 、 质 量 、 强 介 通 已 高 高
度 、 薄化 的 冷 轧 家 电板 系 列 , 得 了 可 观 的 经 济 效 益 。 轻 取
关 键 词 : 轧 ; 电板 ; 发 ; 践 冷 家 开 实 中图分类号 :F4.1 T 1 2 4 文献标识码 : A 文章 编 号 :0 6— 0 8 2 1 ) 9— 0 2— 4 10 5 0 (0 1 0 0 3 0
43 高内在质量钢板的开发 . 针 对 S C —J P C 1冰 箱 侧 板 性 能 屈 服 高 、 度 高 硬
5 HR 0 l 3 T左 右 ,3 S CC—J P l工 艺 冷 轧 家 电板 的 实 测 性 能
Ta 3 A c u lm e s r d p ro m a c fc d — r l d h u e o d — ee ti —a p in e s e tw i P b t a a u e e f r n e o ol ol o shl e l crc p l c h e t S CC — J p o e s a h r c s l
邯钢薄板坯连铸连轧建设及工艺流程

邯钢薄板坯连铸连轧建设及工艺流程赵海峰1,陈维平2(1 邯郸钢铁集团公司设备制造分公司,河北邯郸056015;2 《河北冶金》杂志社,河北石家庄 050031)摘要:介绍了薄板坯连铸连轧生产工艺的特点及邯钢薄板坯连铸连轧生产工艺技术状况。
该生产线建设工期短、投资省、试产和达产速度快,月产已突破10万t,连铸漏钢率低,最小轧制规格为1.2mm,已生产15个钢种,取得了理想的经济效益。
关键词:薄板坯连铸连轧;CSP技术;工艺流程中图分类号:TF777 文献标识码:B文章编号:1004-4620(2002)05-0003-03Construction and Process Flow of Thin Slab Continuous Casting and Rolling at Handan Iron and Steel Group Co.ZHAO Hai-feng1,CHEN Wei-ping2(1 The Equipment Making Company of Handan Iron and Steel Group Co.,Handan 056015;2 Publishing House of Hebei Metallurgy,Shijiazhuang 050031,China)Abstract:Introduces the features of thin slab continuous casting and rolling and the general situation of CSP line at Hangang.The CSP line has short time limit for a project,low cost and low rate of breaking out,fast velocity of trial producing and producing,the output in one month is up to 0.1 million tons,the mini rolling specification is 1.2mm,and can produce 15 kinds of steel grades.It has got ideal economic benefit. Key words:thin slab continuous casting and rolling;CSP technique;process flow1前言自1989年8月德国西马克公司设计制造的世界第一条薄板坯连铸连轧生产线在美国纽柯的格拉福特斯维尔厂投产以来,世界上已有36条生产线相继投产,总生产能力达到4825万t/a。
邯钢CSP线供冷轧用SPHC/CQ级热SLN带性能免检探究

成本低 等 特点 ,主要生 产优 质低 S H / Q级热轧钢 带 ,主要经过 P CC
碳 钢 、管线 钢 、汽车结 构 钢、优 转 炉 初 炼 和 L F精 炼
质碳素 结构 钢和 花纹板 等 系列产 及C P S 连铸和六机架
广
广— 一
品。 同时 ,为充 分 发挥该 生产 线 连续 轧制 、表 面质 量
命 中 率 20 08年 为 9 . %,20 81 6 09
-
21 0 0年 C P生 产 S H / Q 级 S P CC
年 为 9 . %,2 1 为 9 .1 热 轧 钢带不 同厚度 的屈 服强度 进 为 原 料 生 产 的 s C / Q冷 轧 钢 89 8 0 0年 91%。 P CC 同时 ,钢水 成分 的过程 控制 能力 行 过 程 特性 值 分 析 可见 ,S HC 带 ,在 经 过 了冷 轧 工 序 的酸洗 一 P /
按 取 进 力 厂 ■ _ 批 样, 行 学 — — 厂
L—T— L — —
—Hale Waihona Puke L— — 一 供 尺 寸精 度高 、表面质 量优 、性 性 能 检 验 ,合 格 后 方
能稳定 的优 质原 料 。邯 钢冷 轧工
序 主要 工 艺为 酸洗 . 连 轧、全 冷
可 行至 轧 。 放 冷 工序 在 轧 序 酸 、 冷 工 经 洗 L
S、 自由 N 和适 度 降低 Mn含量 C i Q级热轧钢带屈服强度 的高低对 判定 准则 判 断 ,显示 其抗 拉强 度 及 适 度粗 化 晶粒 等措 施 ,实 现 了 其 冷 加工 成型 性能也 产 生较 大影 和 延 伸 率 的落 点符 合 控 制 要 求 , 对 S H / Q级冷轧供料钢水 的成 响。邯钢 现行 QHG 0 1 P CC / n 15内控标 表明其过程控制稳 定。 分 控 制 ,并 制定 了专 门的工 艺 控 准规定 ,S HCC P /Q级热轧钢 带屈
邯钢低碳冷轧薄板用钢氧氮夹杂物的控制
总 第 1 5期 6
河 北 冶全
HEBEI M E TA L LU R G Y
Totl1 5 a 6
2 08. N u b r3 0 m e
20 0 8年 第 3期
邯 钢 低 碳 冷 轧 薄 板 用 钢 氧 氮 夹 杂 物 的控 制
钢 量 10t ,而 C P浇 钢 节 奏 较 快 ,拉 速 3 8m/ 0 ) S . mi n以上 ,要 求 L F的处 理 时 间要 快 。在 快 节 奏 生
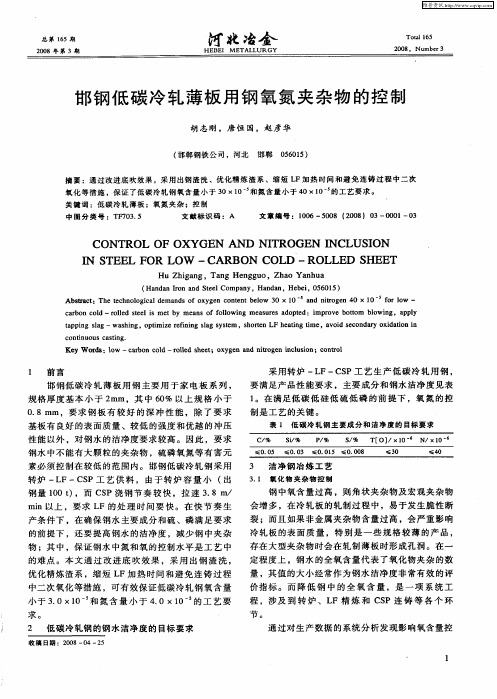
S/ i%
P % /
S% / T[ /×1 ‘ N/×1 ‘ O] 0。 0。
≤O 0 . 08 ≤3 0 ≤4 0
1 。在满 足 低碳 低 硅 低 硫 低 磷 的前 提下 ,氧 氮 的 控 制 是工 艺 的关键 。
表 1 低 碳 冷 轧 钢 主 要 成 分 和 洁 净 度 的 目标 要 求
C% /
≤O 0 . 5
性 能 以外 ,对 钢 水 的洁净 度要 求较 高 。 因此 ,要 求
钢 水 中不 能有 大 颗粒 的夹 杂 物 ,硫 磷 氧氮 等 有 害元 素 必须 控 制在 较低 的范 围 内。邯 钢低碳 冷 轧 钢采 用 转 炉 一L F—C P工 艺 供 料 ,由 于转 炉 容 量 小 ( S 出
c ont ou a tng i nu s c s i . Ke o ds:l w — c r n c l —r le s e ;o yW r o abo o d o ld he t xyg n a to e ncuson;c ntol e nd nir g n i l i o r
胡志 刚 ,唐 恒 国 ,赵 彦 华
( 郸 钢铁 公 司 ,河 北 邯 邯郸 06 1) 5 0 5
罩退工艺对冷轧板力学性能的影响
罩退工艺对冷轧板力学性能的影响发表时间:2020-12-08T08:18:24.175Z 来源:《中国科技人才》2020年第23期作者:秦晓岭1 石建强2 杨哲1 [导读] 退火工艺与冷轧板的力学性能有着很密切的关系,退火加热温度越高、保温时间越长,冷轧成品的晶粒越粗大,反之则晶粒越细小,而合适的晶粒等级可有效改善冷轧板的综合成形性能。
1.河钢邯钢公司冷轧厂河北邯郸 056015;2.河钢邯钢公司技术中心河北邯郸 056015摘要:退火工艺与冷轧板的力学性能有着很密切的关系,退火加热温度越高、保温时间越长,冷轧成品的晶粒越粗大,反之则晶粒越细小,而合适的晶粒等级可有效改善冷轧板的综合成形性能。
以钢种SPCC为例,对各个影响因素进行逐个分析研究,进而优化生产工艺,提高生产效率。
关键词:退火工艺;力学性能;保温时间退火是将金属缓慢加热到一定温度,保持足够时间,然后以适宜速度冷却(通常是缓慢冷却,有时是控制冷却)的一种工艺,退火工艺。
带钢退火工艺制度根据钢的化学成分、产品技术标准、带钢尺寸和卷重等因素决定。
退火中必须保证卷层间不粘结,表面不出现氧化,中高碳钢、合金钢不脱碳,汽车板要能获得好的深冲性能。
1、退火温度的影响从理论上说,保温温度就是再结晶温度,但再结晶温度不是一个固定的温度,而是一个范围,一般在570~720℃。
根据金属学原理,冷轧时累计变形程度越小,再结晶温度越高,反之,再结晶温度越低。
退火温度一般根据产品性能要求的不同而确定,此外,卷重越大,钢板越厚,保温温度应越高,对易产生粘结和薄规格带钢,保温温度要适当降低。
当退火温度在再结晶温度以下时,只能发生回复过程,内部残余应力降低,而强度和伸长率变化很小;当退火温度正好超过了再结晶温度范围时,则可以完成再结晶过程,内部残余应力全部释放,强度硬度急剧下降,而伸长率急剧上升;当退火温度达到再结晶范围以上一定数值时,则在再结晶以后还继续发生新等轴晶的长大过程,而且温度越高,长大的尺寸越大。
邯钢冷轧简介
邯钢冷轧厂各机组介绍邯钢CSP二线达产以后,热轧卷板的总产量将达到240万吨;国内的热轧板的产量一直处于增长趋势,为了提高产品的高附加值和增强企业的竞争能力以获得更加可观的利润,必须对热轧产品进行进一步的深加工(热轧后的冷轧)处理,以期获取更大的效益。
邯钢集团公司董事会决定建设年产130万吨的冷轧薄板项目,并向国家有关部委申请立项。
2000年10月9日,国家经贸委、国家计委下发“国经贸投资(2000)951号文”批准该项目立项,并列入2000年国家重点技术改造项目的第四批国债专项资金项目。
经过两年多的技术谈判和严格的招投标程序,2002年10月26日邯钢与德国西马克-德马格公司为总包商的财团签订了酸洗-冷轧联合机组技术、设备引进合同。
至此,邯钢130万吨冷轧薄板项目进入具体实施阶段。
邯钢冷轧薄板项目(一期)包括下列生产线:酸洗冷轧联合机组(PL-TCM)、连续热镀锌机组(CGL)、彩涂机组(CCL)、全氢罩式退火炉(BAF)、平整机组(SPM)、横剪机组(CTL)、重卷机组(RCL)共计7条主要生产线和众多的辅助机组组成。
该项目的关键技术和设备均由国外引进,设计年产量为130万吨。
其中冷轧商品板卷80万吨,冷轧冷硬卷16万吨,热镀锌商品板卷23万吨,彩涂商品卷12万吨。
产品包括一般商用级、冲压级、深冲级、高强度低合金、高强度钢,并预留硅钢。
产品厚度范围0.25-2.0毫米、宽度范围900-1665毫米,产品定位在建材、家电、轻工等。
冷轧厂的金属流程图如下:一、冷轧对热轧原料卷的要求1、原料规格带钢厚度:1.8~5.0mm(低碳软钢)CQ DQ DDQ2.5~5.0mm(HSS,HSLA)带钢宽度:930~1680mm(2.5mm的HSS, HSLA热轧卷的最大宽度为1400mm)钢卷内径:Ф760mm钢卷外径:Ф1200mm~Ф2050mm钢卷重量:最大33.6t单位卷重:最大20kg/mm平均17kg/mm2、各钢种化学成分注:(1)鉴于三炼钢工艺装备情况下对硅含量的要求;(2)三炼钢工艺设备改进后对硅含量的要求。
邯钢-邯钢企业和产品简介

4. 2、二冷轧产线——3#镀锌线
3#镀锌线
年设计能力为45万吨,产品厚度为0.4∼2.5mm、宽度为1000∼ 2030mm,锌层种类包括零锌花、合金化、光整锌花。No.3连续热镀锌机 组产品面向高级汽车外板、内板和家电板,机组采用美钢联法生产,主 要定位于GI、GA汽车板,可以生产当前国内紧缺的汽车内板和外板。
河北钢铁集团邯钢分公司
邯钢企业和产品简介
主要介绍内容
Ø 1、邯钢深加工生产线简介 Ø 2、邯钢的主要家电产品和性能 Ø 3、当前家电产品应用情况 Ø 4、邯钢家电用钢的发展和展望
1、邯钢冷轧生产线简介
邯钢一冷轧厂包括下列生产线:
1. 酸洗冷轧联合机组 2. 全氢罩式退火炉平整机组 3. 连续热镀锌机组(2条) 4. 彩涂机组 5. 电镀锌机组 6. 精整机组 7. 酸洗机组
热镀锌商品卷 厚度: 宽度:
0.4mm~2.5mm 1000mm~2030mm
4. 3、二冷轧产线简介——4#镀锌线
4#镀锌线
No4号连续热镀锌机组产品面向高级家电板和建筑行业并兼顾部分 汽车用板,年设计产能35万吨,锌花种类为零锌花、光整锌花,后处理 方式包括钝化、涂油、耐指纹,主要产品种类包括CQ、DQ、DDQ-SEDDQ、 HSS,其中高强钢的最高强度级别达590MPa。
n 年生产能力12万吨。 产品主要用于高档 家电
宽度900~1350mm 厚度0.4~1.2mm
1.4、彩涂机组
n 彩涂板是以冷轧板或 镀锌钢板为基板,经 过表面预处理(脱脂、 清洗、化学转化处 理),用辊涂法连续 涂上涂料,经过烘烤 和冷却而制成的产品。
厚度:0.25-1.5mm 宽度:900-1350mm
牌号
用途
邯郸钢铁集团有限责任公司_企业报告(业主版)

TOP5
河钢邯钢老区退城整合项目 中国第一重型机械 1780mm 热轧工程层流冷却和输 股份公司 出辊道设备采购
TOP6
河钢邯钢老区退城整合项目 齐齐哈尔市富重传 1780mm 热轧工程轧机传动轴、 动 设 备 制 造 有 限 公 工作辊轴承座及飞剪采购(二次) 司 中标公告
TOP7
TOP8 TOP9 TOP10
1.2 需求趋势
近 3 月(2023-06~2023-08):
本报告于 2023 年 08 月 17 日 生成
1/32
近 1 年(2022-09~2023-08): 近 3 年(2020-09~2023-08):
1.3 项目规模
1.3.1 规模结构 近 1 年邯郸钢铁集团有限责任公司的项目规模主要分布于大于等于 1000 万区间,占项目总数的 40.0%。 500 万以上大额项目 58 个。
本报告于 2023 年 08 月 17 日 生成
2/32
近 1 年(2022-09~2023-08):
1.4 行业分布
近 1 年邯郸钢铁集团有限责任公司的招标采购项目较为主要分布于机械设备 专业施工 电力工程施 工行业,项目数量分别达到 25 个、9 个、9 个。其中架线和管道工程建筑 专业施工 电力工程施工项 目金额较高,分别达到 74257.12 万元、62181.95 万元、17893.14 万元。 近 1 年(2022-09~2023-08):
目标单位: 邯郸钢铁集团有限责任公司
报告时间:
2023-08-17
报告解读:本报告数据来源于各政府采购、公共资源交易中心、企事业单位等网站公开的招标采购 项目信息,基于招标采购大数据挖掘分析整理。报告从目标单位的采购需求、采购效率、采购供应 商、代理机构、信用风险 5 个维度对其招标采购行为分析,为目标单位招标采购管理、采购效率 监测和风险预警提供决策参考;帮助目标单位相关方包括但不限于供应商、中介机构等快速了解目 标单位的采购需求、采购效率、采购竞争和风险水平,以辅助其做出与目标单位相关的决策。 报告声明:本数据报告基于公开数据整理,各数据指标不代表任何权威观点,报告仅供参考!
冷轧镀锌板典型表面质量缺陷成因及控制措施探讨

区域治理综合信息冷轧镀锌板典型表面质量缺陷成因及控制措施探讨闫策河钢邯钢冷轧厂,河北 邯郸 056001摘要:近年来,随着我国社会主义市场经济建设进程的不断加快,冷轧镀锌板因其具有良好的使用性能,被广泛地应用于人们日常的生产生活中,市场需求逐渐提高的同时对其锌版质量也提出了更高的要求。
但是在实际的生产过程中,由于冷轧镀锌板的表面存在一定的生产缺陷,从而导致基板防腐蚀保护层缺失,严重影响了它的使用性能。
鉴于此,本文主要分析了当下比较典型的冷轧镀锌板表面缺陷的成因,并提出了相应的预防处理措施,以期为后期冷轧镀锌板表面质量的提高奠定了良好的基础。
关键词:冷轧镀锌板;质量缺陷;成因分析;控制措施一、冷轧镀锌板表面典型缺陷形成的原因与控制措施通常情况下,冷轧镀锌板是由于锌液表面、悬浮以及底部的混合的锌渣等一些金属化合物颗粒钻在钢板表面产生了影响,改变了产品的外观与质量。
当气刀气流导致锌液形成两个涡流时,吸附在周围的尘土和空气,会产生锌液氧化的现象。
机组设定的温度越高,在锌的镀层就会越来越薄,导致锌渣一类的金属化合物变多。
形成底渣的原因,主要是由于铁在锌液中到达饱和状态,在锅底形成了铁锌合金,从而通过流动与搅拌,粘附在表面形成一些缺陷。
1 冷轧镀锌板表面漏镀缺陷通常,当工作人员在进行生产作业时,由于操作的不规范或违规操作往往会导致漏镀问题的发生,进而造成冷轧镀锌板表面缺陷,影响冷轧镀锌板的整体质量。
当在显微镜下进行观察时,漏镀部位的镀锌层分布不均匀,呈现断续无规则状的分布景象,有的钢板被包裹,而有的则处于基本裸露的状态,并有小块或点状的镀锌层散落分布,经过对其分布物质进行处能谱分析,发现其内含有一定量的碳元素,由此可知漏镀缺陷的形成原因主要是因为在镀锌过程中,轧制油等油脂类物质未全面融合,在其镀锌板表面依旧有部分物质残留,从而导致镀锌液无法最大程度地发挥其应有的作用。
除此之外,当工作人员在进行镀锌操作的过程中,薄膜和油污膜的使用在一定程度上也会对铁锌合金层的正常形成产生一定的干扰作用,降低锌液对基板浸润性降低的同时,锌层的粘附性也受到了一定的影响,进而导致锌层极易从基板处脱落,造成漏锌缺陷的产生。
冷轧钢板材质介绍讲解
冷轧钢板材质介绍讲解冷轧钢板材质介绍⼀、普通冷轧板材简介是由热轧薄板通过冷压⼒加⼯⽽得到的产品。
由于经过多道次的冷轧,其表⾯质量优于热轧薄板,经过热处理后,可得到良好的⼒学性能。
1、普通冷轧板材的⽤途分类根据⽣产企业的不同需求,通常将冷轧板分为:⼀般⽤冷轧板、冲压级冷轧板、深冲、特深冲及超深冲级冷轧板,⼀般以卷材和平板交货,厚度以毫⽶表⽰,宽度⼀般为:1000mm和1250mm,长度⼀般为2000mm和2500mm。
2、普通冷轧板材的牌号常⽤牌号为:Q195、Q215、Q235、08AL、SPCC、SPCD、SPCE、SPCEN、ST12、ST13、ST14、ST15、ST16、DC01、DC03、DC04、DC05、DC06等;ST12:表⽰为最普通的钢号,与Q195、SPCC、DC01牌号材质基本相同;ST13/14:表⽰为冲压级的钢号,与08AL、SPCD、DC03/04牌号材质基本相同;ST15/16:表⽰为冲压级的钢号,与08AL、SPCE、SPCEN、DC05/06牌号材质基本相同。
3、普通冷轧板材的牌号尺⼨表⽰⽅法例如鞍钢产ST12,1*1250*2500/C,表⽰为:牌号ST12普通冷板,厚度为1mm,宽度为1250mm,长度为2500mm或C卷材。
外观为⽩铁⽪精包装,机械性能为最普通的,最基础的钢号,只能⽤于折弯成型,不能⽤于冲压。
使⽤于机械咬⼝⽤,例如冰箱的外壳,车辆油箱等。
ST13以上产品,⽤在需要深冲的⾏业,如汽车制造,柴油机的油箱等,具体要⽤哪⼀种,看其拉深的要求⽽定。
ST12与SPCC的差别:其两种产品的机械性能相差⽆⼏,只是退货⽅式不同,ST12材质的产品拉伸性能相对⽐SPCC要强。
⽇本JIS标准材质含义SPCC---S表⽰为钢(Steel),P表⽰为板(Plate),C表⽰冷(Cold),C表⽰商业(Commercial),为⽇本JIS标准。
如需保证抗拉强度,在牌号末尾加T,为:SPCCT。
邯钢冷轧简介

邯钢冷轧厂各机组介绍邯钢CSP二线达产以后,热轧卷板的总产量将达到240万吨;国内的热轧板的产量一直处于增长趋势,为了提高产品的高附加值和增强企业的竞争能力以获得更加可观的利润,必须对热轧产品进行进一步的深加工(热轧后的冷轧)处理,以期获取更大的效益。
邯钢集团公司董事会决定建设年产130万吨的冷轧薄板项目,并向国家有关部委申请立项。
2000年10月9日,国家经贸委、国家计委下发“国经贸投资(2000)951号文”批准该项目立项,并列入2000年国家重点技术改造项目的第四批国债专项资金项目。
经过两年多的技术谈判和严格的招投标程序,2002年10月26日邯钢与德国西马克-德马格公司为总包商的财团签订了酸洗-冷轧联合机组技术、设备引进合同。
至此,邯钢130万吨冷轧薄板项目进入具体实施阶段。
邯钢冷轧薄板项目(一期)包括下列生产线:酸洗冷轧联合机组(PL-TCM)、连续热镀锌机组(CGL)、彩涂机组(CCL)、全氢罩式退火炉(BAF)、平整机组(SPM)、横剪机组(CTL)、重卷机组(RCL)共计7条主要生产线和众多的辅助机组组成。
该项目的关键技术和设备均由国外引进,设计年产量为130万吨。
其中冷轧商品板卷80万吨,冷轧冷硬卷16万吨,热镀锌商品板卷23万吨,彩涂商品卷12万吨。
产品包括一般商用级、冲压级、深冲级、高强度低合金、高强度钢,并预留硅钢。
产品厚度范围0.25-2.0毫米、宽度范围900-1665毫米,产品定位在建材、家电、轻工等。
冷轧厂的金属流程图如下:一、冷轧对热轧原料卷的要求1、原料规格带钢厚度:1.8~5.0mm(低碳软钢)CQ DQ DDQ2.5~5.0mm(HSS,HSLA)带钢宽度:930~1680mm(2.5mm的HSS, HSLA热轧卷的最大宽度为1400mm)钢卷内径:Ф760mm钢卷外径:Ф1200mm~Ф2050mm钢卷重量:最大33.6t单位卷重:最大20kg/mm平均17kg/mm2、各钢种化学成分注:(1)鉴于三炼钢工艺装备情况下对硅含量的要求;(2)三炼钢工艺设备改进后对硅含量的要求。
冷轧薄板表面缺陷1

可能误判
不易与其他缺陷混淆。
• 鉴别 • 外观很容易判定,内部的不连续点也能用 无损伤方法检测出来。 • 可能误判 • 不易与其他缺陷混淆。
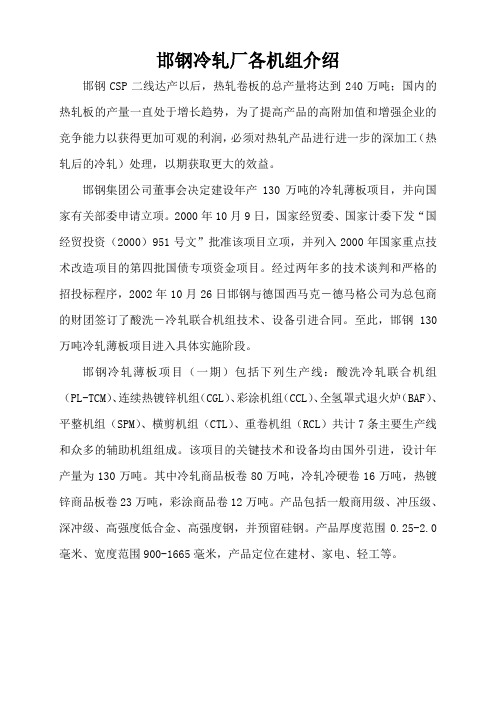
4 孔洞
英:Holes
定义与外观
孔洞是材料非连续的、贯穿带钢上下表面的缺陷。
成因
材料撕裂产生孔洞。在轧制过程中,带钢断面局部疏 松,该处的应力超过材料的变形极限(如塑性)。带 钢越薄,其现象越明显。 鉴别
7 热带划伤 英:Hot strip scratches
定义与外观
热带划伤是发生在热轧机到酸洗线(卷取机) 之间,沿轧制方向的大小不同的沟、槽或深 的划伤。有时伴有轻微的折叠,但很少含有 氧化铁皮夹杂。
成因
热带划伤常有一小条金属被刮离带钢表面, 或被推到伤痕的两侧或两端。缺陷的分布与 外形都有很大的不同。
• 鉴别 • 酸洗划伤常常只与轧制时的暗影或材料折 叠一样,没有氧化铁皮或钢渣夹杂,显微 断面周围组织不同有撕裂现象。
• 可能误判 • 可能与热带划伤或纵向发裂相混淆。
9 停车痕迹 英:Stoppage marks
定义与外观
停车痕迹是在酸洗线停车时,由于化学物质沾在带钢 表面形成的大片痕迹(由酸洗或漂洗液引起)。其分 布在带钢表面任何位置。 成因
15 折挤痕迹 英:Pinch marks
16 横向波浪 英:Transverse undulations
17震纹 英:Chatter marks 18 边浪/中浪 英:Edge/central waves
19 带卷隆起 英: Ridges
20 退火边部氧化/回火色 22 拉矫纹 英:Anneal-stained edges(Temper colours) 21 表面粘结条痕 英:Sticker breaks 英:Stretcher strains 23 横折印 英:Coil breaks 24 羽纹/平整纹 英:Feathering/Feather 25 桔皮表面 英:Orange peal 26 横向弯曲 英:Cross bow 27 纵向弧形 英:Coil set 28 冷带擦伤 英:Cold strip scratches 29 卷取打滑擦伤 英:Coiling slip marks 30 托辊硌痕 英:Support roller imprints 31 锈斑 英:Rust 32 硌痕 英:Dents
轧机AGC液压系统常见故障及处理
轧机AGC系统故障及处理河北邯钢冷轧薄板有限公司目前拥有一条1550单机架六辊可逆轧机,设计年产量20万吨,轧机采用液压压上方式,实现AGC自动控制,本文主要结合在实际生产中出现的故障进行分析和总结。
1 AGC系统原理AGC系统又称为自动辊缝控制系统(automatic roll gauge control),AGC系统在轧机应用领域中的工作原理是当轧机的轧制力发生变化就会实现轧机的自动补偿和调整动作,用测厚仪测得板材实际厚度与给定厚度比较,将偏差以电压的形式通过伺服阀达到控制液压缸的动作,调整轧机的轧辊辊缝,从而使出口板厚恒定,保证产品的目标厚度,同板差、异板差达到性能指标要求。
该轧机有2个压上缸,分别位于操作侧和驱动侧,每个压上缸各有1个压力传感器、伺服阀和电磁溢流阀。
伺服阀的供油管路前后各有1个液控单向阀。
压上缸压上时2个单向阀处于开通状态,电磁溢流阀做溢流阀用(压上缸的进油口压力大于调定压力时溢流)。
压上缸下降时电磁溢流阀换向进行卸荷,液控单向阀关闭油路对伺服阀进行保护。
2 AGC系统故障分析及处理2.1两侧AGC液压缸从快抬位置(228mm)快速上升到10mm辊缝位置的过程中,一侧无动作导致倾斜超限。
可能引起该现象的原因有:2.1.1电磁溢流阀阀芯卡死,一直在进行卸荷。
判断是否卡死的依据有电磁溢流阀是否异常发热和是否有卸荷的声音。
处理方法--更换电磁溢流阀,需要注意的是更换完成后需要调节新阀至指定的溢流压力值;2.1.2 伺服阀航空插头里的信号线发生脱落,表现为伺服阀给定值和反馈值相差超过5%,处理方法更换航空插头;2.1.3 伺服阀内泄严重,更换伺服阀;2.2 换辊后在校辊过程中到轧制力差清零步骤时,两侧液压缸位置倾斜大于0.7mm报警无法正常校辊,可能的原因有:2.2.1 中间辊或工作辊安装偏差大。
通过观察在压上至标定轧制力过程中轧制力和两侧AGC缸位置变化,如位置变化同步,完成后轧制力差大于200KN,处理方法换辊;或者压力传感器异常,更换压力传感器;2.2.2 如AGC缸位置变化不同步,观察哪一侧与辊缝变化相差大,更换伺服阀此外在生产中还出现过因伺服阀零位磨损较大引起的液压缸轻微跳动、电磁溢流阀插头虚接引起的液压缸卡顿等现象。
冷轧板压印缺陷的原因与控制

异 物 可能是 结 晶器冷 钢 、 连 铸坯 切割 渣 、 轧辊 掉
摘要 : 分 析 了冷 轧 板 压 印 缺 陷 产 生 的 原 因 , 提 出 了优 化 轧 辊 的 使 用 、 提 高操作工 艺 、 避 免机械 损伤 、 提 高
质 量 检 验 人 员 的 业 务 能 力 等 措 施 。通 过 采 取 上 述 措 施 , 冷 轧 板 压 印 缺 陷 得 到 了有 效 控 制 , 每 月 缺 陷 率 降
序 异常 所造成 的质量 缺 陷均会 反 映到冷 轧薄 板 表 面 上 。压 印是 冷轧 薄 板 板 面 常见 的 质量 缺 陷 , 是 表 面
压 印是带 钢表 面呈周 期性 或非 周期 性 的 凹状或 凸状 、 点状, 纹 状 印 痕 。该 缺 陷产 生 的原 因很 多 , 主
要有 原料 、 轧辊 表 面不好 、 异物 压入 、 工 艺操 作不 当 、 机械 损伤 等 , 常见 的压 印缺 陷主要 有异 物压 入类 、 折 痕类 、 辊 印类 、 机 械 损伤类 。
u s e of r ol l s,i mp r ov i ng op e r a t i o n pr o c e s s ,a vo i di ng me c h a n i c a l da ma ge a nd s t r e n g t h e n i n g t h e pr o f e s s i o na l q u a l i ic f a t i o n o f q ua l i t y i n s pe c t o r s .W i t h t h os e me a s u r e s t he d e f e c t s a r e e f f e c t i v e l y c o nt r o l l e d,t he de f e c t r a t e d o wn t O on e t en t h o f he t o r i g i n a l o ne.go o d e c o n om i c a nd s oc i a l pr o it f go t .
邯钢新区冷轧厂连续退货机组简介

邯钢新区2080连续退火机组简介邯钢新区2080连退机组是继宝钢1800、本钢1850、顺义2080等之后,我国即将投产建成的又一大连续退火机组。
该机组于2008年3月开始筹建,2010年10月开始投产,设计年产量约100万吨。
机组由德国SMSD公司总设计,主题关键设备从德国进口,其他设备由SMSD公司设计、监造和国内合作制造,电气控制系统由德国SIMENS 公司设计制造。
1邯钢新区连续退火机组的工艺流程和装备水平1.1 工艺流程简介步进梁上料系统双开卷双直头机双切剪米巴赫激光焊机碱液喷淋清洗Ⅰ段涮洗Ⅰ段碱液喷淋清洗Ⅱ段刷洗Ⅱ段电解清洗刷洗Ⅲ段热水漂洗带钢热风干燥入口活套预热ⅠⅡ段加热ⅠⅡⅢ段均热段缓冷段过时效ⅠⅡⅢ段终冷段水淬段出口活套平整机出口检查活套垂直/水平检查圆盘剪静电涂油机飞剪双卷取机步进梁下料系统。
1.2连退机组特点新区连续退火机组的特点:(1)机组采用双开卷机、双卷取机、自动拆捆带机、自动打捆带机、入口双切剪等设备,极大的提高了机组的自动化水平。
(2)机组采用立式喷淋清洗、电解、漂洗、烘干和卧式刷洗、漂洗相结合的清洗方式;采用大电流的清洗整流器,结构紧凑,长短适中,既保证了带钢的清洗效果,又节省了空间和资金。
(3)机组采用入口、出口、出口检查三组立式活套,充分保证了机组的全连续生产。
(4)采用加速喷气冷却和辊冷的快冷方式,大大提高了带钢的板型质量和温度均匀性,保证了带钢的冷却效率。
(5)退火炉采用连续比例控制,采用“鼓-抽”式烧嘴,W型辐射管,燃烧效果非常好。
炉内采用高张力控制,配有张力辊、张力测量辊、控偏辊、稳定辊及辊型设计和辊凸度控制系统,有效避免带钢炉内跑偏,保证带钢板型质量。
(6)炉子段入口和出口各布置一个弹跳辊,一个弹跳辊在炉子段前面,用来补偿带钢在炉子中加热和均热段当中的板带在事故停车时带钢收缩;另外一个弹跳辊位于炉子段后面,补偿炉子中过失效段和快冷段在炉子事故停车时的板带收缩。
活套小车行走时产生震动原因的系统分析及解决方案

活套小车行走时产生震动原因的系统分析及解决方案李晓佩(河钢集团邯钢公司,河北邯郸056000)【摘要】邯钢冷轧厂酸轧线目前在线投用活套为卧式活套,其中入口段一层,工艺段一层,酸洗段一层,共三层活套。
活套具有存储、释放带钢的功能,平衡入口段、工艺段、酸洗段的生产工序,保证生产连续不停机,从而提高生产效率。
其中活套小车作为活套的核心组成之一,其能稳定运行对冷轧整个生产环节有着重要作用。
本文就将活套小车在快慢速行进过程中产生巨大震动的影响,引发的原因进行系统分析及就解决方案进行阐明。
关键词:卧式活套;连续不停机;活套小车;震动中图分类号:TH17文献标识码:BDOI:10.12147/ki.1671-3508.2023.07.047System Analysis and Solution of Vibration CausesDuring Traveling of Loop TrolleyLi Xiaopei(Hegang Group Handan Steel Company,Handan,Hebei056000,CHN)【Abstract】The current online operation of the acid rolling line at Hangang Cold Rolling Plant is a horizontal loop,with one layer for the inlet section,one layer for the process section,and one layer for the acid washing section,totaling three layers of loops.The loop has the function of storing and releasing strip steel,balancing the production processes of the inlet section,pro⁃cess section,and pickling section,ensuring continuous production without stopping,thereby im⁃proving production efficiency.The loop car,as one of the core components of the loop,plays a crucial role in the stable operation of the entire cold rolling production process.This article sys⁃tematically analyzes the impact of huge vibrations generated by the looper car during fast and slow travel,and explains the causes and solutions.Key words:horizontal loop;continuous non-stop;loop trolley;vibration活套小车由四个行走轮车轮、四个活套车绳轮、小车托辊、绳轮护罩、导向轮、整体小车框架、导轮滑道、小车转向辊等组成。
冷轧厂酸洗工艺段常见表面缺陷及预防

冷轧厂酸洗工艺段常见表面缺陷及预防摘要:冷轧钢板酸洗的目的是为了去除带钢在生产过程中表面产生的氧化铁皮。
防止在后续加工工艺中氧化铁皮对轧件造成的损坏。
如果未将氧化铁皮清洗干净,则会造成一系列的工艺段表面缺陷,本文简要介绍了酸洗板产生的表面缺陷产生的原因以及如何纠正预防缺陷的发生。
关键词:酸洗线;酸洗;缺陷引言目前,为了提高国内钢材生产企业的生产能力,国内生产基地都采用酸洗-冷轧联合机组的设计,联合机组的采用能使工厂年产量达到百万吨以上。
其中酸洗阶段的主要任务是洗掉带钢表面的氧化铁,为冷轧工艺阶段提供合适的加工材料。
所以,维护好酸洗工艺段的设备对于整个加工过程都有重要意义。
1.酸洗工艺质量缺陷酸洗工艺缺陷主要包括:(1)工艺控制不当造成的缺陷:欠酸洗、过酸洗、停车斑;(2)机械作用造成的缺陷:擦划伤、边丝和毛边、卷边、折皱、缝合;(3)其它水印、边锈、漏涂等。
2.工艺控制不当造成的缺陷及预防纠正措施2.1欠酸洗欠酸洗是带钢表面氧化铁皮与盐酸反应不充分仍残留在带钢表面,其主要成分是Fe304,Fe0。
缺陷特征及判定方法:带钢表面有条纹状或鳞片状黑印.用纸巾擦拭有粘附现象。
多出现于带钢的边部和头尾部,严重时遍布整个带钢表面。
造成的主要原因:酸液的浓度、温度低,酸洗速度过快,或Fe2+浓度过高;另外原料板形、热轧卷取温度等因素也可产生欠酸洗。
边部欠酸洗的产生原因有两方面:1.热轧时带钢边部冷却较快达到570℃以下:Fe0-4Fe304+Fe并能长时间保持在400-500℃,形成致密的Fe304保护层,给酸洗造成了较大的困难。
2.板形不好导致峰部与酸接触时间短,出现欠酸洗。
头尾部欠酸洗是因为带刚尾部在酸槽垂度太小,酸洗时间不够。
纠正预防措施:首先降低运行速度,到出口活套坑处跟踪观察质量;其次适当将6#槽酸液温度升高1-2℃;进一步查看各酸槽自由酸浓度和Fe2+浓度,如有必要,修改注酸系数,增加注酸量。
另外操作工要及时按产品的不同规格控制酸洗时间。
邯钢集团衡水薄板有限责任公司企业标准

邯钢集团衡水薄板有限责任公司企业标准冷轧低碳钢板和钢带Q/HB 03—20021.范围本标准规定了低碳冷轧钢板和钢带的尺寸外形、技术要求、试验方法、检验规则等。
本标准适用于衡水薄板有限责任公司冷板分公司生产的厚度0.20~1.50mm的冷轧钢板和钢带。
2.引用标准下列标准包含的条文,通过在本标准中引用构成为本标准的条文,本标准发布时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方面应探讨使用下列标准最新版本的可能性。
GB222—84 钢的化学分析用试样取样法及成品化学成分允许偏差GB228—87 金属拉伸试验方法GB/T230—91 金属洛氏硬度试验方法GB700—88 碳素结构钢GB/T1818—94 金属表面洛氏硬度试验方法GB2975—82 钢材力学及工艺性能试验取样规定GB5213—85 深冲压用冷轧薄钢板和钢带GB6397—86 金属拉伸试验试样GB4156—84 金属杯突试验方法(厚度0.2~2mm)Q/HB 01—2002 冷轧钢板和钢带检验、包装、标志及质量证明书Q/HB 02—2002 冷轧钢板和钢带的尺寸、外形及允许偏差3.分类和代号3.1 钢板和钢带按用途分如表1的规定3.2 ————————————————————————————————衡水薄板有限责任公司2002—06—01发布2002—9—15实施Q/HB 03—2002 ————————————————————————————————普通精度表面Ⅰ组较高精度表面Ⅱ组4.尺寸外形、重量及允许偏差钢板和钢带的尺寸外形重量及允许偏差应符合Q/HB 02—2002的规定。
5.技术要求5.1牌号和化学成分应符合表2的规定定。
在供方能够保证Als(Alt)含量的情况下,可不进行该成分检验。
5.2 力学性能和工艺性能5.2.1厚度在0.3~1.5mm的不同牌号钢板和钢带拉伸性能应符合表3~表6的规定机械性能适用项目应符合表3的规定5.2.2 厚度在0.4~1.5mm的钢板和钢带,在供货状态下的杯突试验值应符合表7的规定:Q/HB 03—2002 ————————————————————————————————5.3 表面质量5.3.1 钢板及钢带表面不得有结疤、裂纹、夹杂、辊印、锈蚀和其他对使用有害的缺陷;钢板及钢带不得有分层。
河钢邯钢HC250IF高强钢生产工艺优化
( Hanbao Cold Rolling Mill of HBIS Group Hansteel Companyꎬ Handanꎬ Hebeiꎬ 056003) Abstract: Based on the statistics of HC250IF production data of 2180 cold - rolled high strength steel in Han ̄ steel from January to June 2017ꎬ the proportion of accident products with different thickness and width was analyzedꎬ and the stress - strain curve was studied. The rolling stability of HC250IF steel has been obviously improvedꎬ the phenomenon of running off and rolling crack between rolling stands has been thoroughly solved by controlling the shape of billetꎬ modifying rolling reduction rate and adjusting tension system. The accident rate of products has been reduced from 2. 3% at the beginning of the year to less than 0. 5% at the end of the year. Key Words: cold rollingꎻ HC250IFꎻ reduction rateꎻ tensionꎻ stress - strain curve
Q235A与spcc材质

Q235A与spcc材质进⼝⽇本spcc材质介绍分享到:0公司: 东莞⾄上⾦属有限公司发布⼈:萧⼩雅电话: 0769-********⼿机: 136********⽣产过程中由于不进⾏加热,所以不存在热轧常出现的⿇点和氧化铁⽪等缺陷,表⾯质量好、光洁度⾼。
⽽且冷轧产品的尺⼨精度⾼,产品的性能和组织能满⾜⼀些特殊的使⽤要求,如电磁性能、深冲性能等。
应⽤领域:冷轧板带⽤途很⼴,如汽车制造、电⽓产品、机车车辆、航空、精密仪表、⾷品罐头等。
冷轧薄钢板是普通碳素结构钢冷轧板的简称,也称冷轧板,俗称冷板,有时会被误写成冷扎板。
冷板是由普通碳素结构钢热轧钢带,经过进⼀步冷轧制成厚度⼩于4mm的钢板。
由于在常温下轧制,不产⽣氧化铁⽪,因此,冷板表⾯质量好,尺⼨精度⾼,再加之退⽕处理,其机械性能和⼯艺性能都优于热轧薄钢板,在许多领域⾥,特别是家电制造领域,已逐渐⽤它取代热轧薄钢板。
适⽤牌号:Q195、Q215、Q235、Q275;SPCC(⽇本牌号);ST12(德国牌号)符号:1、Q—普通碳素结构钢屈服点(极限)的代号,它是“屈”的第⼀个汉语拼⾳字母的⼤⼩写;195、215、235、255、275—分别表⽰它们屈服点(极限)的数值,单位:兆帕MPa(N/mm2);由于Q235钢的强度、塑性、韧性和焊接性等综合机械性能在普通碳素结构钢中属最好,能较好地满⾜⼀般的使⽤要求,所以应⽤范围⼗分⼴泛。
2、S-钢(Steel)、P-板(Plate)、C-冷轧(cold)、第四位C-普通级(common)。
详情请咨询:0769-********/136********3、ST-钢(Steel)、12-普通级冷轧薄钢板、标记:尺⼨精度—尺⼨—钢板品种标准冷轧钢板:钢号—技术条件标准标记⽰例:B-0.57501500-GB708-88;钢板、标准号Q/BQB402,牌号SPCC,热处理状态退⽕+平整(S),表央加⼯状态为⿇⾯D,表⾯质量为FB级的切边(切边EC,不切边EM)钢板、厚度0.5mm,B级精度,宽度1000mm,A级精度,长度2000mm,A级精度,不平度精度为PF.A,则标记为:钢板ECQ/BQB 402-SPCC-SD-FB/(0.51000A2000A-PF.A);冷轧钢板:Q225-GB912-89主要产地有:宝钢、鞍钢、本钢、武钢、邯钢、包钢、唐钢、涟钢、济钢等冷轧普通薄钢板:由普通碳素结构钢或低合⾦结构钢冷轧制成。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
有专家指出,搞冷轧没有十年八年的经验是吃不透的。
然而,从刚刚接触冷轧装备到熟练驾驭装备,从投产之时市场的零星试用到合同订单接连不断,从客户对产品性能存有疑虑到批量销往国内外16家知名家电企业、挺进欧美发达国家市场,邯钢仅用了3年时间,就让这朵“轧钢之花”盛开!
“初次接触冷轧,没有任何现成的经验可借鉴。
我们惟有在建设、调试和生产的各个阶段进行摸索,靠积累提高认识,靠创新掌握核心技术,不断向高端市场挺进。
”回忆3年来的艰辛历程,邯钢冷轧厂厂长许斌深有感触。
质量是生存的资本
邯钢冷轧厂是我国近年来引进世界先进技术建成的现代化冷轧厂之一,拥有酸洗冷轧线、冷基镀锌线、彩涂线、平整线、罩式退火炉、重卷线、横切线、纵切线等8条生产线,总投资43亿元,设计能力达130万吨,可生产厚度为0.25mm~2.0mm、宽度为900mm~1 650mm的各类冷轧板及深加工产品。
在长达2年的建设中,这条生产线凝聚了邯钢人的期待。
2005年3月26日,当第一卷明亮的冷轧板穿过热注的目光,走下生产线时,设备供应商高兴地说:“从今天起,这里就诞生了一台‘印钞机’!”
然而,才刚刚投产,邯钢冷轧厂就迎来了一场严峻的考验:冷轧产品的平均售价从70 00多元/吨跌破4000元/吨……两个月后,市场又传来信息:邯钢冷轧板部分出现了锈蚀、黑斑等质量问题……全厂上下心急如焚!
此时,罩式退火炉、平整线、彩涂线等其他几条关键生产线陆续进入调试和试产期。
冷轧厂一边忙于调试,一边忙着找原因:出厂时都是经过严密质检的,怎么还会有锈蚀、黑斑呢?邯钢在调研中获得了答案:冷轧板要对生产的全流程进行精准化控制,上至炼钢工艺、热轧工序,再到冷轧生产全过程,下至运输环节,任何细微的失误都可能会对产品的质量造成重大影响!锈蚀、黄斑现象就是季节温度的变化造成的,夏天天热、雨多易生锈,而冬天天冷易形成黄斑。
邯钢在产品包装和运输环节上的认识不足是造成质量问题的关键因素。
原因找到了,如何“对症下药”?
在产品质量这一重大问题上,邯钢认定:只有敢于揭露问题,让职工清楚自己的缺陷与不足,才能从根本上解决问题。
2005年年底,他们在全厂开展了一次大规模的产品质量曝光活动,从深刻的自我反省中,大家深刻领会到了市场竞争的残酷:“质量是生存的资本!只要产品质量不符合标准,市场决不同情你!”
打出“组合拳”打赢质量攻坚战
2006年,一场质量攻坚战在邯钢冷轧厂打响!
在厂外,他们成立了质量跟踪服务小组,指派技术人员深入市场进行质量跟踪;在厂内,他们成立6个攻关小组,围绕一级品率和实物质量全面展开攻关。
同时,冷轧厂推行以6S管理为基础的精细化管理,每周对设备、产品包装、现场环境等进行严格检查考核,并在此基础之上,结合每个岗位的特点,制定了规范的岗位操作质量职责,并在全厂开展了学习岗位操作质量职责活动。
产品表面划痕是投产后遇到的质量缺陷之一。
按照岗位操作质量职责要求,轧辊在没有安装到位前必须用塑料布覆盖,以防沾尘。
长期以来,一些职工在调整机架位置时,塑料布没有及时盖上,使轧辊较长时间暴露在空气中沾上了灰尘,导致产品表面出现划痕。
对此,技术人员把因灰尘造成表面划痕的产品拍摄成照片,放大后进行展出。
一些职工心悦诚服地表示:“原来还真低估了这小小的灰尘!”
2007年,邯钢集团公司提出实现品质增效,冷轧厂则大力推行“零缺陷”的管理理念。
他们修订和完善产品质量考核制度,对生产过程中出现的每一起质量问题,都要进行汇总和归户,判定责任。
同时,他们建立以课题制为核心的奖惩机制,集中组织技术主管对现场质量问题进行攻关,不仅有效地控制了影响产品质量的振痕、带钢表面斜纹、条状突起、重卷开卷啃伤等多个问题,而且攻克了长期困扰热基镀锌产品的脱锌问题。
全年质量异议大幅度降低,质量损失比2006年降低1100万元。
冷轧生产线对精准化操作要求非常高。
为提高职工驾驭现代化、大型化装备的能力,冷轧厂大力推行100%全员培训,同时要求干部、技术主管、高级技师承担培训任务,并与年终绩效评价挂钩。
此外,他们在培训中实施考试末位淘汰机制,形成“学习、竞争,再学习、再竞争”的格局。
大规模的培训产生了实效:技术人员张文豪经过认真研究,提出采用增设旁通搅拌回路装置,解决酸轧线经常出现的乳化液系统油水分离和酸败的问题;机械工程师顾炳飞创造的“飞剪检修平台”,攻克了外方在飞剪检修技术上的瓶颈,首次使用就使飞剪检修时间由18小时缩短为10小时。
截至2007年年底,全厂累计完成10项重大自主创新项目,实施各类技术改造100余项,获得国家专利和软件著作权10余项。
通过生产高档次产品暴露问题
2006年8月,某客户打电话询问:“你们能生产冰箱板吗?”邯钢对此给予了高度重视。
邯钢冷轧厂指派高级工程师前往厂家,开展合作,对抗拉强度、屈服强度等技术参数进行了确认。
经过反复实验,2006年10月12日,邯钢首批冰箱板开发成功,并在该企业一次试用成功。
此后,冷轧厂把目光投向了电镀锌耐指纹基板。
这是冷轧产品中的一种高附加值产品,被广泛应用于高档家电机芯和表面板。
这种产品的表面镀锌层极薄,仅有1?滋m~2?滋m,对质量要求极为苛刻。
2006年下半年,邯钢冷轧厂成功开发并先后两次为客户生产电镀锌耐指纹基板3030吨,合格率超过97.1%。
2006年3月16日,厚0.5mm~1.5mm、宽1250mm、总重量达1200吨的103卷冷轧镀锌板运往意大利,标志着邯钢冷轧板挺进了欧盟市场。
到2006年年底,邯钢冷轧板已经销售到了国内外16家知名家电企业和汽车制造企业,直供量突破14万吨!此后,邯钢冷轧板通过了瑞士通用公证行(SGS)测试,报告显示:邯钢冷轧产品中,6种有毒有害物质含量几乎趋近于零,完全符合欧盟《关于限制在电子、电气设备中使用某些有害成分的指令》(RoHS)规定的标准。
“我们要不断向高端产品市场迈进,通过生产高档次冷轧产品,把工艺、操作、设备上存在的问题进一步暴露出来,这对驾驭整个流程的能力是一个全面提升!如果一味生产中低
端产品,我们这套装备的优势就不能完全释放出来。
这就好比一辆轿车,不敢在高速档上进行磨合和磨练,车的性能就得不到很好的舒展。
”许斌形象地说。
2007年全年,邯钢冷轧厂各条生产线的产品成材率、合格率、一级品率等经济技术指标均创历史最好水平,并步入国内先进之列。
与此同时,他们还成功开发生产出20种高附加值产品,高附加值产量达62.8万吨,研发新产品23.9万吨,生产高档家电板20万吨,实现出口13万吨,为邯钢在高端钢铁产品市场上赢得了口碑。
出师表
两汉:诸葛亮
先帝创业未半而中道崩殂,今天下三分,益州疲弊,此诚危急存亡之秋也。
然侍卫之臣不懈于内,忠志之士忘身于外者,盖追先帝之殊遇,欲报之于陛下也。
诚宜开张圣听,以光先帝遗德,恢弘志士之气,不宜妄自菲薄,引喻失义,以塞忠谏之路也。
宫中府中,俱为一体;陟罚臧否,不宜异同。
若有作奸犯科及为忠善者,宜付有司论其刑赏,以昭陛下平明之理;不宜偏私,使内外异法也。
侍中、侍郎郭攸之、费祎、董允等,此皆良实,志虑忠纯,是以先帝简拔以遗陛下:愚以为宫中之事,事无大小,悉以咨之,然后施行,必能裨补阙漏,有所广益。
将军向宠,性行淑均,晓畅军事,试用于昔日,先帝称之曰“能”,是以众议举宠为督:愚以为营中之事,悉以咨之,必能使行阵和睦,优劣得所。
亲贤臣,远小人,此先汉所以兴隆也;亲小人,远贤臣,此后汉所以倾颓也。
先帝在时,每与臣论此事,未尝不叹息痛恨于桓、灵也。
侍中、尚书、长史、参军,此悉贞良死节之臣,愿陛下亲之、信之,则汉室之隆,可计日而待也。
臣本布衣,躬耕于南阳,苟全性命于乱世,不求闻达于诸侯。
先帝不以臣卑鄙,猥自枉屈,三顾臣于草庐之中,咨臣以当世之事,由是感激,遂许先帝以驱驰。
后值倾覆,受任于败军之际,奉命于危难之间,尔来二十有一年矣。
先帝知臣谨慎,故临崩寄臣以大事也。
受命以来,夙夜忧叹,恐托付不效,以伤先帝之明;故五月渡泸,深入不毛。
今南方已定,兵甲已足,当奖率三军,北定中原,庶竭驽钝,攘除奸凶,兴复汉室,还于旧都。
此臣所以报先帝而忠陛下之职分也。
至于斟酌损益,进尽忠言,则攸之、祎、允之任也。
愿陛下托臣以讨贼兴复之效,不效,则治臣之罪,以告先帝之灵。
若无兴德之言,则责攸之、祎、允等之慢,以彰其咎;陛下亦宜自谋,以咨诹善道,察纳雅言,深追先帝遗诏。
臣不胜受恩感激。
今当远离,临表涕零,不知所言。