无损检测质量记录表格
GB2013新规范表格

目录附件1:分项工程质量检验记录 (1)附件2:分部(子分部)工程检验记录 (2)附件3:单位(子单位)工程质量竣工验收记录 (3)附件4:单位(子单位)工程质量控制资料核查记录 (4)单位(子单位)工程质量控制资料核查表 (5)单位(子单位)工程质量控制资料核查表 (6)附件5:单位(子单位)工程安全和使用功能检验资料核查及抽查记录 (7)单位(子单位)工程安全和使用功能检验资料核查及抽查记录 (8)单位(子单位)工程安全和使用功能检验资料核查及抽查记录 (9)附件6:单位(子单位)工程观感质量检查记录 (10)单位(子单位)工程观感质量检查记录 (11)单位(子单位)工程观感质量检查记录 (12)附件1:分项工程质量检验记录质验表建设单位:漯河市城乡建设委员会监理单位:河南华冠工程咨询有限公司合同号:漯河市建设工程质量监督站监制附件2:分部(子分部)工程检验记录质验表建设单位:监理单位:合同号:附件3:单位(子单位)工程质量竣工验收记录质验表建设单位:监理单位:合同号:施工单位:编号:漯河市建设工程质量监督站监制附件4:单位(子单位)工程质量控制资料核查记录质验表(道路)建设单位:监理单位:合同号:漯河市建设工程质量监督站监制单位(子单位)工程质量控制资料核查表质验表(管道)建设单位:监理单位:合同号:漯河市建设工程质量监督站监制单位(子单位)工程质量控制资料核查表质验表(桥梁)建设单位:监理单位:合同号:漯河市建设工程质量监督站监制附件5:单位(子单位)工程安全和使用功能检验资料核查及抽查记录质验表(道路)建设单位:监理单位:合同号:注:抽查项目由验收组协商确定漯河市建设工程质量监督站监制质验表(管道)建设单位:监理单位:合同号:注:提升泵站的地面建筑应符合现行国家标准《建筑工程施工质量验收统一标准》GB50300的有关规定。
漯河市建设工程质量监督站监制质验表(桥)建设单位:监理单位:合同号:施工单位:编号:附件6:单位(子单位)工程观感质量检查记录质验表(道路)建设单位:监理单位:合同号:注:质量评价为差的项目,应进行返修漯河市建设工程质量监督站监制质验表(管道)建设单位:监理单位:合同号:注:地面建筑应符合现行国家标准《建筑工程施工质量验收统一标准》GB50300的有关规定。
焊缝焊接质量检查记录表

焊缝焊接质量检查记录表工程名称工程编号部位焊接材料型号Q235-B规格δ=20炉批号20φ57×3.5焊接位置平焊焊接方法焊条电弧焊项次20 规定值或允许偏差mm检查结果验收记录是否符合设计规定验收要求焊缝外观质量未焊满等强对接焊缝不允许,其他≤0.2+0.02t,且<1符合设计及规范要求咬边面底板对接缝、锚箱U肋不允许符合设计及规范要求其它≤0.3 符合设计及规范要求裂纹,弧坑裂纹、电弧擦伤、表面夹渣,焊瘤不允许符合设计及规范要求飞溅消除干净符合设计及规范要求表面气孔对接焊缝不允许符合设计及规范要求U肋等主要角焊缝直径<1 每米气孔不多余二个,孔间距≥20符合设计及规范要求横隔板等其他焊缝直径< 1.5每米气孔不多余二个,孔间距≥符合设计及规范要求焊缝外形尺寸焊缝余高hB<15时H≤3;15<B≤25,H≤4;B>25, H≤4B/25焊缝宽度 c底板对接缝:g+4 ~ g+14,g:坡口外口尺寸面板对接缝:g+4 ~ g+14,g:坡口外口尺寸2 3 1 10横隔板对接等其它:g+4~g+8 g:坡口外口尺寸g=164 75 3 焊波任意25mm焊缝长度内焊缝余高hmax-hmin<21 1 0 1焊角尺寸K值偏差锚箱、风嘴部位K:0~+2其它: +2 ~-1;全长10%范围内允许-1~+31 2 2 -1焊缝无损检测焊缝一次合格率射线: 100 %;超声:100 %;磁粉: 100 %。
最终100%结论合格施工单位检查评定结果项目质检员:年月日监理(建设)单位验收结论监理工程师:(建设单位项目技术负责人)年月日焊缝焊接质量检查记录表工程名称青岛中学周边水系景观及公共配套二期工程工程编号部位滨海花园区廊架焊接材料型号Q235-B规格δ=20炉批号20φ57×3.5焊接位置平焊焊接方法焊条电弧焊项次20 规定值或允许偏差mm检查结果验收记录是否符合设计规定验收要求焊缝外观质量未焊满等强对接焊缝不允许,其他≤0.2+0.02t,且<1符合设计及规范要求咬边面底板对接缝、锚箱U肋不允许符合设计及规范要求其它≤0.3 符合设计及规范要求裂纹,弧坑裂纹、电弧擦伤、表面夹渣,焊瘤不允许符合设计及规范要求飞溅消除干净符合设计及规范要求表面气孔对接焊缝不允许符合设计及规范要求U肋等主要角焊缝直径<1 每米气孔不多余二个,孔间距≥20符合设计及规范要求横隔板等其他焊缝直径< 1.5每米气孔不多余二个,孔间距≥符合设计及规范要求焊缝外形尺寸焊缝余高hB<15时H≤3;15<B≤25,H≤4;B>25, H≤4B/25焊缝宽度 c底板对接缝:g+4 ~ g+14,g:坡口外口尺寸面板对接缝:g+4 ~ g+14,g:坡口外口尺寸4 7 9 5横隔板对接等其它:g+4~g+8 g:坡口外口尺寸g=166 6 47 焊波任意25mm焊缝长度内焊缝余高hmax-hmin<20 1 1 0焊角尺寸K值偏差锚箱、风嘴部位K:0~+2其它: +2 ~-1;全长10%范围内允许-1~+32 1 -1 -1焊缝无损检测焊缝一次合格率射线: 100 %;超声:100 %;磁粉: 100 %。
质量记录清单

注:本质量记录表格汇编,只是一个参考件。
企业应根据自己实际管理基础和水平以及锅炉安装的具体工程,进行适当的增减。
旨在如实记录本企业在锅炉安装质量管理中实际运行的情况,保证可追溯性。
质量体系记录清单(管理类)质量记录清单(交工类)出师表两汉:诸葛亮先帝创业未半而中道崩殂,今天下三分,益州疲弊,此诚危急存亡之秋也。
然侍卫之臣不懈于内,忠志之士忘身于外者,盖追先帝之殊遇,欲报之于陛下也。
诚宜开张圣听,以光先帝遗德,恢弘志士之气,不宜妄自菲薄,引喻失义,以塞忠谏之路也。
宫中府中,俱为一体;陟罚臧否,不宜异同。
若有作奸犯科及为忠善者,宜付有司论其刑赏,以昭陛下平明之理;不宜偏私,使内外异法也。
侍中、侍郎郭攸之、费祎、董允等,此皆良实,志虑忠纯,是以先帝简拔以遗陛下:愚以为宫中之事,事无大小,悉以咨之,然后施行,必能裨补阙漏,有所广益。
将军向宠,性行淑均,晓畅军事,试用于昔日,先帝称之曰“能”,是以众议举宠为督:愚以为营中之事,悉以咨之,必能使行阵和睦,优劣得所。
亲贤臣,远小人,此先汉所以兴隆也;亲小人,远贤臣,此后汉所以倾颓也。
先帝在时,每与臣论此事,未尝不叹息痛恨于桓、灵也。
侍中、尚书、长史、参军,此悉贞良死节之臣,愿陛下亲之、信之,则汉室之隆,可计日而待也。
臣本布衣,躬耕于南阳,苟全性命于乱世,不求闻达于诸侯。
先帝不以臣卑鄙,猥自枉屈,三顾臣于草庐之中,咨臣以当世之事,由是感激,遂许先帝以驱驰。
后值倾覆,受任于败军之际,奉命于危难之间,尔来二十有一年矣。
先帝知臣谨慎,故临崩寄臣以大事也。
受命以来,夙夜忧叹,恐托付不效,以伤先帝之明;故五月渡泸,深入不毛。
今南方已定,兵甲已足,当奖率三军,北定中原,庶竭驽钝,攘除奸凶,兴复汉室,还于旧都。
此臣所以报先帝而忠陛下之职分也。
至于斟酌损益,进尽忠言,则攸之、祎、允之任也。
愿陛下托臣以讨贼兴复之效,不效,则治臣之罪,以告先帝之灵。
若无兴德之言,则责攸之、祎、允等之慢,以彰其咎;陛下亦宜自谋,以咨诹善道,察纳雅言,深追先帝遗诏。
分享无损检测报告格式

细分招聘专家,精准求职首选:检测就业网磁粉检测报告REPORT OF MAGNETIC PARTICLE DETECTION客户/Client:报告号/Report No.:工程名称Project Name 检测地点Test Position材质Material 接头种类Joint Type焊接方法Welding Method验收标准Acc. Criterion 合格级别Acc. Grade磁化方法Magnetization Method仪器型号Instrument Type编号Serial No.磁轭类型Yoke Type提升力Lifting Power灵敏度试片Sensitivity Black表面状态Surface Condition磁粉Magnetic Ink反差剂Contrast Paint检测日期Testing Date序号No.构件号Item No.节点号Joint No.焊缝号Weld No.缺陷情况(定性/定量)Defect Condition级别Grade评定Evaluation备注Remarks备注/Notes:NSD—未见应记录缺陷L—缺陷指示长度(mm)检测Tested By技术监督Tech. Supervisor批准Approved By细分招聘专家,精准求职首选:检测就业网日期/Date日期/Date日期/DateSFT-3-07-01-F 第页共页Page: /超声检测报告REPORT OF ULTRASONIC EXAMINATION客户/Client:报告号/Report No.:工程名称Project Name 检测地点Test Position材质Material 接头种类Joint Type焊接方法Welding Method验收标准Acc. Criterion 检验等级Exam. Level合格级别Acc. Grade仪器型号Instrument Type编号Serial No.试块Test Block探头Probe 耦合剂Couplant表面状态Surface Condition扫描调节Sweep Range Calibration 扫查灵敏度Scanning Sensitivity检测日期Testing Date序号No.构件号Item No.焊缝号Weld No.板厚THK(mm)检测长度Test Length(mm)缺陷情况Defect Condition级别Grade评定Evaluation备注Remarks备注/Notes:NSD—未见应记录缺陷D—缺陷至检测面的深度(mm) L--缺陷指示长度(mm)细分招聘专家,精准求职首选:检测就业网 检测Tested By日期/Date技术监督Tech. Supervisor日期/Date批准Approved By日期/Date第 页共 页Page: /射 线 检 测 报 告REPORT OF RADIOGRAPHIC EXAMINATION客户/Client: 报告号/Report No.:工程名称 Project Name 检测地点 Test Position材质 Material 接头种类 Joint Type 焊接方法Welding Method验收标准 Acc. Criterion 合格级别 Acc. Grade 照相质量等级 Exam. Level 仪器型号Instrument Type编号 Serial No. 透照技术 Radiographic Tech. 胶片Film Type增感屏Intensifying Screen象质计 I.Q.I.管电压(Kv) Tube Voltage 透照距离L1(mm) Distance L1曝光量(mA.min)Exposure底片黑度 Film Density 灵敏度 Sensitivity 检测日期Test Date序号 No. 构件规格 Item Size 焊缝号 Weld No. 底片编号 Film No. 缺陷情况(定性/定量) Defect Condition级别 Grade 评定Evaluation 备注Remarks细分招聘专家,精准求职首选:检测就业网备注/Notes:NSD—未见应记录缺陷L—缺陷长度(mm) Φ—缺陷直径(mm)评片Evaluated By 日期/Date技术监督Tech. Supervisor日期/Date批准Approved By日期/Date第页共页Page: / 渗透检测报告REPORT OF PENETRANT FLAW DETECTION客户/Client:报告号/Report No.: 工程名称Project Name材质Material 接头种类Joint Type焊接方法Welding Method验收标准Acc. Criterion 合格级别Acc. Grade表面状态Surface Condition清洗剂Cleaner 渗透剂Penetrant显像剂Developer工件温度(℃) Item Temp.渗透时间(min)Penetrant Time显像时间(min)Developing Time对比试块Sensitivity Block 检测地点Test Position检测日期Testing Date序号No.构件号Item No.节点号Joint No.焊缝号Weld No.缺陷情况(定性/定量)Defect Condition级别Grade评定Evaluation备注Remarks细分招聘专家,精准求职首选:检测就业网备注/Notes:NSD—未见应记录缺陷L—缺陷指示长度(mm)第页共页Page: /。
无损检测质量控制精简版
无损检测质量控制无损检测(Nondestructive Testing,简称NDT)是一种通过对材料、构建或系统的检测,而不影响其使用性能的技术方法。
在工业制造、航空航天、建筑等领域都有广泛应用。
无损检测质量控制是确保无损检测工作准确可靠的关键步骤。
1. 质检方案设计在进行无损检测质量控制前,需要先设计一套完善的质检方案。
质检方案应包括以下内容:检测方法选择:根据被检测材料、构件的特点,选择适当的无损检测方法,如超声波检测、磁粉检测、涡流检测等。
检测设备选择:根据检测方法的选择,选用合适的检测设备,确保设备的准确性和稳定性。
检测人员培训:对从事无损检测的人员进行培训,提升其专业水平和操作技能,确保检测结果的准确性。
2. 质量控制标准无损检测质量控制的核心是建立一套严格的质量控制标准。
这些标准应包括以下方面:检测参数标准:根据被检测材料、构件的要求,确定合理的检测参数,如检测时间、检测频率等。
缺陷评定标准:制定一套标准的缺陷评定标准,根据缺陷的类型、大小、位置等指标进行评定,确定缺陷的严重程度。
检测结果判定标准:根据缺陷评定标准,确定对应的检测结果判定标准,判断被检测材料、构件是否合格。
文件记录标准:建立一套完备的文件记录标准,将检测过程、结果、评定记录等详细记录下来,便于后续查阅和分析。
3. 质检过程控制质检过程控制是无损检测质量控制的关键环节。
在质检过程中,需要注意以下几点:检测环境控制:确保检测环境的安全、稳定,避免对检测结果产生负面影响。
检测设备校准:定期对检测设备进行校准,保证设备的准确性和稳定性。
检测方法执行:按照质检方案中确定的方法和参数进行检测,确保检测的准确性和可靠性。
4. 检测结果分析和改进无损检测质量控制不仅是对检测过程的控制,还需要对检测结果进行分析和改进。
应进行以下步骤:检测结果分析:对检测结果进行统计和分析,了解缺陷的分布、类型等情况。
缺陷分析:对检测到的缺陷进行分析,找出缺陷产生的原因,并提出相应的改进措施。
无损检测质量管理制度

质量管理制度编制:审核;批准:1、目的1。
1无损检测是确保管道质量的重要检验手段,为了规范无损检测的控制程序、内容和活动,保证和提高产品质量,特制定本制度。
1.2本制度规定了无损检测人员资格管理,无损检测工艺管理、无损检测设备、试剂的管理、无损检测实施的管理及无损检测报告资料的管理等控制环节的基本内容,明确了责任人员、职责范围和控制内容.2。
适用范围本章适用于无损检测全过程的质量管理,本工程无损检测采用的检测方法为射线检测(RT)、超声波检测(UT)、渗透检测(PT)。
3. 职责3.1本项目部质量管理由项目部技术质量负责人管理,生产部、技术部予以配合.3.2无损检测质量控制实行无损检测责任人员负责制,并接受技术负责人的监督检查。
4.工作程序和内容4。
1无损检测质量组织结构图;射线检测评片准确率≥99.95%(明显的缺陷影象特征不得错评和漏评,否则监理有权建议对评片人员进行清退处理);检测报告准确率100%;标准规范执行率100%.4.3无损检测人员资格管理4。
3。
1无损检测员应按国家质检总局的规定,经培训考核取得《中华人民共和国特种设备检测检验人员证》。
4.3.2无损检测人员资格证按国家质检总局《特种设备无损检测人员考核与监督管理规则》的规定分为射线检测、超声波检测、磁粉检测、渗透检测四种方法和Ⅰ、Ⅱ、Ⅲ三个级别。
4。
3。
3无损检测人员只能从事与其证书所注明的方法与级别相适应的无损检测工作,其中:Ⅰ级人员可在Ⅱ、Ⅲ级人员指导下进行无损检测工作,记录检测数据,整理检测资料. Ⅱ级人员可编制一般无损检测程序,按照无损检测工艺规程或在Ⅲ级人员指导下编写工艺卡,并按无损检测工艺独立进行检测操作,评定检测结果,签发检测报告.Ⅲ级人员可根据标准编制无损检测工艺,审核或签发检测报告,协调Ⅱ级人员对检测结论的技术争议。
未取得资格的人员,一般只做辅助工作,但可在Ⅱ级及Ⅱ级以上人员的指导下进行检测,由指导人员复验检测结果,并签字认可。
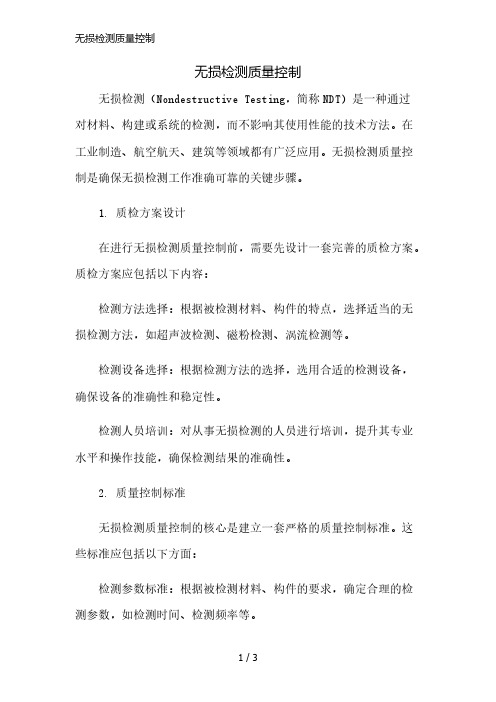
表B.0.13 立式储罐罐底焊接及检测检验批质量验收记录(2019版)
焊条、焊剂、药芯焊丝等在使用前,应按其产品说明书及焊接工艺文件的规定进行烘干和存放
3
焊缝表面及热影响区不应有裂纹、气孔
4
罐底所有焊缝应采用真空箱法进行严密性试验,试验负压值不应低于53kPa,无渗漏为合格
5
罐底焊后无损检测
标准屈服强度下限值大于390MPa的边缘板对接焊缝,在根部焊道焊接完毕后,应进行渗透检测,在最后一层焊接完毕后,应再次进行渗透或磁粉检测
续表B.0.13
工程名称
分项工程名称
验收部位
施工单位
专业负责人
项目经理
施工执行标准名称及编号
检验批
编号
质量验收规范规定
施工单位检查记录
监理(建设)单位验收意见
一般项目
1
焊缝外观
罐底对接焊缝低于母材表面的凹陷深度,不应大于0.5mm。凹陷的连续长度,不应大于100mm。凹陷的总长度,不应大于该焊缝长度的10%
单位
验收
结论
监理工程师
(建设单位项目代表)年月日
对接焊缝的余高,当板厚δ≤12mm时,其焊缝余高应不大于2.0mm;当板厚12mm<δ≤25mm时,其焊缝余高应不大于3.0mm
2Байду номын сангаас
焊缝应外形均匀、成型良好,焊道与母材过渡应平滑,焊渣和飞溅物清除干净,不应有夹渣、弧坑、电弧擦伤、焊瘤和未焊满等缺陷
施工
单位
检查
评定
结果
项目专业质量检查员年月日
监理
(建设)
厚度大于或等于10mm的罐底边缘板,每条对接焊缝外端300mm应进行射线检测,厚度小于10mm的罐底边缘板,每个焊工施焊的焊缝,应按上述方法至少抽查一条
底板三层钢板重叠部分的搭接接头焊缝和对接罐底板的T字焊缝的根部焊道焊完后,在沿三个方向各200mm范围内进行渗透检测或磁粉检测
质量记录样表
文件编号:YTRD/JL 版本:A/0压力容器制造质量记录样表编制:文件编写小组审核:批准:受控状态:受控编号:2011年8月15日发布 2011年8月15日实施烟台润达垃圾处理环保股份有限公司质量记录表格考核人 : 年月日方针、目标年度考核记录考核人:年月日收文登记表文件发放 (回收) 登记表文件变更审批表文件变更通知单文件借阅登记表文件处理申请单质量体系受控制(有效版本)文件清单备注:1. 更改记录超过三次,需要更换文件清单;2.填写人签名。
质量记录清单质量记录移交清单YTRD/JL-0302 №:质量记录登记台帐质量记录借阅审批表质量记录销毁审批表YTRD/JL-0305 №:质量记录销毁清单合同评审记录表同变更通知单压力容器委托设计任务书压力容器设计修改单压力容器设计图样审查记录外购(外协)方考察报告 YTRD/JL-0601 №外购、外协件验收入库通知单供方调查评定表合格供方名录YTRD/JL-0604 №:供方年度业绩评定表外协外购件台帐材料检验申请单申请人: 年月日材料、零部件表面质量检验表材料验收入库通知单不合格材料、零部件处理YTRD/JL-0704 №:领料单领料人:生产:仓库:材料:材料代用申请单材料登记台帐工艺验证书工艺装备设计任务书工装验收报告工艺纪律检查记录YTRD/JL-0804 №:会签:日期科瑞压力容器制造YTRD/JL-0805 No 产品制造工艺检验流转卡产品名称类别产品编号图号产品型号编制审核最新精品资料整理推荐,更新于二〇二一年一月二十七日2021年1月27日星期三20:47:59工艺过程卡YTRD/JL-0805-01说明:厂内栏选填、监检选填、、用户栏填最新精品资料整理推荐,更新于二〇二一年一月二十七日2021年1月27日星期三20:47:59工艺过程卡(续页)说明:厂内栏选填、监检选填、、用户栏填最新精品资料整理推荐,更新于二〇二一年一月二十七日2021年1月27日星期三20:47:59YTRD/JL-0805-02YTRD/JL-0805-03。
新版市政工程施工与质量验收规范表格(分部分项、观感、质量控制资料等)

附件1:分项工程质量检验记录质验表建设单位:监理单位:合同号:南通市建设工程质量监督站监制附件2:分部(子分部)工程检验记录质验表建设单位:监理单位:合同号:南通市建设工程质量监督站监制附件3:单位(子单位)工程质量竣工验收记录质验表建设单位:监理单位:合同号:施工单位:编号:南通市建设工程质量监督站监制附件4:单位(子单位)工程质量控制资料核查记录质验表(道路)建设单位:监理单位:合同号:南通市建设工程质量监督站监制单位(子单位)工程质量控制资料核查表质验表(管道)建设单位:监理单位:合同号:南通市建设工程质量监督站监制单位(子单位)工程质量控制资料核查表质验表(桥梁)建设单位:监理单位:合同号:南通市建设工程质量监督站监制附件5:单位(子单位)工程安全和使用功能检验资料核查及抽查记录质验表(道路)建设单位:监理单位:合同号:注:抽查项目由验收组协商确定南通市建设工程质量监督站监制单位(子单位)工程安全和使用功能检验资料核查及抽查记录质验表(管道)建设单位:监理单位:合同号:注:提升泵站的地面建筑应符合现行国家标准《建筑工程施工质量验收统一标准》GB50300的有关规定。
南通市建设工程质量监督站监制单位(子单位)工程安全和使用功能检验资料核查及抽查记录质验表(桥)建设单位:监理单位:合同号:施工单位:编号:附件6:单位(子单位)工程观感质量检查记录质验表(道路)建设单位:监理单位:合同号:单位(子单位)工程观感质量检查记录质验表(管道)建设单位:监理单位:合同号:注:地面建筑应符合现行国家标准《建筑工程施工质量验收统一标准》GB50300的有关规定。
南通市建设工程质量监督站监制单位(子单位)工程观感质量检查记录质验表(桥梁)建设单位:监理单位:合同号:南通市建设工程质量监督站监制。
(完整版)[整理]SHT3508质量评定表格填写示例.
![(完整版)[整理]SHT3508质量评定表格填写示例.](https://img.taocdn.com/s3/m/ec98e695227916888486d7cb.png)
合格:10项
总计:10项
核查:10项
合格:10项
监理单位验收结论:
所报检验批经核查均符合设计和规范规定,评定合格。
建设单位意见:
同意监理单位验收结论,同意验收。
建设单位
监理单位
总承包单位
施工单位
项目代表:
日期:2011年8月2日
监理工程师:
日期:2011年8月2日
专业工程师:
日期:2011年8月2日
不符合项目
3,5,9,13,15
不符合项描述:
3、没有建立分包方管理制度;
5、施工组织设计未得到建设单位的批准;
9、施工现场未配备本工程需执行的标准规范;
13、项目经理没有任命文件,项目质量体系责任人员没有任命文件;
15、管道专业质量检查员未取得检查员资格证书。
检查结论:
本次检查20项,其中5项质量管理项目不符合国家相应工程质量管理要求,不满足工程开工条件要求。
XXXX
1
1
7
塔清扫与封闭
SH/T3542-2007
5.12、7.2
XXXX
1
1
一般项目
1
基础交接
SH/T3542-2007
4.6.1
XXXX
1
1
2
塔整体安装方位、标高、中心线位置、垂直度
SH/T3542-2007
5.2.3
XXXX
1
1
3
地脚螺栓
SH/T3542-2007
5.6.4
-
-
4
设备组焊记录
6
T102塔安装
YSYX- JSB- Y03-T102-001
7
立式储罐罐底焊接检验批质量验收记录表

B.13立式储罐罐底焊接检验批质量验收记录表B13(续)下面是赠送的团队管理名言学习,不需要的朋友可以编辑删除谢谢1、沟通是管理的浓缩。
2、管理被人们称之为是一门综合艺术--“综合”是因为管理涉及基本原理、自我认知、智慧和领导力;“艺术”是因为管理是实践和应用。
3、管理得好的工厂,总是单调乏味,没有任何激动人心的事件发生。
4、管理工作中最重要的是:人正确的事,而不是正确的做事。
5、管理就是沟通、沟通再沟通。
6、管理就是界定企业的使命,并激励和组织人力资源去实现这个使命。
界定使命是企业家的任务,而激励与组织人力资源是领导力的范畴,二者的结合就是管理。
7、管理是一种实践,其本质不在于“知”而在于“行”;其验证不在于逻辑,而在于成果;其唯一权威就是成就。
8、管理者的最基本能力:有效沟通。
9、合作是一切团队繁荣的根本。
10、将合适的人请上车,不合适的人请下车。
11、领导不是某个人坐在马上指挥他的部队,而是通过别人的成功来获得自己的成功。
12、企业的成功靠团队,而不是靠个人。
13、企业管理过去是沟通,现在是沟通,未来还是沟通。
14、赏善而不罚恶,则乱。
罚恶而不赏善,亦乱。
15、赏识导致成功,抱怨导致失败。
16、世界上没有两个人是完全相同的,但是我们期待每个人工作时,都拥有许多相同的特质。
17、首先是管好自己,对自己言行的管理,对自己形象的管理,然后再去影响别人,用言行带动别人。
18、首先要说的是,CEO要承担责任,而不是“权力”。
你不能用工作所具有的权力来界定工作,而只能用你对这项工作所产生的结果来界定。
CEO要对组织的使命和行动以及价值观和结果负责。
19、团队精神是从生活和教育中不断地培养规范出来的。
研究发现,从小没有培养好团队精神,长大以后即使天天培训,效果并不是很理想。
因为人的思想是从小造就的,小时候如果没有注意到,长大以后再重新培养团队精神其实是很困难的。
20、团队精神要从经理人自身做起,经理人更要带头遵守企业规定,让技术及素质较高的指导较差的,以团队的荣誉就是个人的骄傲启能启智,互利共生,互惠成长,不断地逐渐培养员工的团队意识和集体观念。
焊接质量检查验收表格

焊缝外表质量〔观感〕检查记录表编号:0203-TFEN-HJ-0单位工程名称SO?吸收系统标准号分局部项名称吸收塔安装工程类别D-2钢材牌号Q235-B焊丝部件规格钢板T=6、T=22焊条(J422 )焊工代号LG499/LG4577焊缝总数381米焊口编号范围接头清理焊缝成型表露缺陷缺陷处理情况焊工签字检查日期3D01-01√//3D01-09√//3D01-12√//3D01-14√//3D01-16√//3D01-22√//检3D01-26√// 3D01-32√//查3D01-40√// 3D01-47√//记3D01-55√// 3D01-59√//录3D01-63√// 3D01-72√//3D01-82√//3D01-88√//以下空白自检确认意见:上述焊缝外表观感检查已完成,检焊缝外表无气孔、夹渣、裂纹、未熔合,外表施工作业单位复查意见:经复查上述焊缝外表质量符合焊接质量验收及评价规程中表要求查质量符合要求。
结论班〔组长〕长:年月日二级质检员:注:本表仅作为外表质量观感检查用,“接头已清理〞和“焊缝成型〞符合要求时,以“表露缺陷,应标注具体的焊口编号:缺陷及处理情况应据实填写.年月日√〞表示:如有焊接工程外观质量测量检查记录表 编号:0203-TFEN-HJ-0单位工程名称 SO?吸收系统 标准号分局部项名称吸收塔安装工程类别 D-2 检查焊口编号 0203-JL-TFEN-MT-01接头数量381米类 检查测量检 验 项 目焊缝 焊缝 焊缝宽 焊脚检查别焊口编号错边角变形表露缺陷成型 余高窄差咬边结论尺寸3D01-01 优良 / 无 无 合格3D01-09 优良 / 无 无 合格3D01-12 优良 / 无 无 合格3D01-14 优良 / 无 无 合格3D01-16 优良 / 无 无 合格3D01-22 优良 / 无 无 合格3D01-26 优良 / 无 无 合格抽 3D01-32优良/ 无 无 合格3D01-40 优良/ 无无 合格样3D01-47 优良/ 无无 合格测3D01-55 优良/ 无无 合格量3D01-59 优良/ 无无 合格检3D01-63 优良 / 无无 合格查3D01-72 优良/ 无无 合格记3D01-82 优良/ 无无 合格录3D01-88优良/无无合格以下空白抽样汇总 检验点数 16 合格数 16 优良数 16施工作业单位检查意见:经外观质量测量检查, 质量部门复查意见:经外观质量测量检查,上述上述16只焊口符合焊接质量验收及评价规程中16只焊口符合焊接质量验收及评价规程中表合格 检 表合格标准,评定为 合格焊口标准,评定为合格焊口验结论二级质检员: 年 月 日 三级质检员: 年 月 日焊接工程质量分批验收记录表编号:0203-HJ-01单位工程名称SO?吸收系统 标准号分项工程名称#3机组吸收塔安装工程类别 D-23D01-01、3D01-09、3D01-12、3D01-14、接头数量96本批焊口编号3D01-16、3D01-22、3D01-26、3D01-32、施工单位□3D01-40、3D01-47、3D01-55、3D01-59、〔或验收部位〕验收单位3D01-63、3D01-72、3D01-82、3D01-88监理单位□无损检测结论光谱复查结论其他检测热处理记录外观质量文件资料情况检查结论MT 合格符合要求/ 记录齐全优良标准齐全类 检查测量检验工程检查 焊缝 焊缝 焊缝宽焊脚表露别焊口编号 错边结论成型 余高窄差咬边角变形尺寸缺陷3D01-01 优良 / 无 无 合格3D01-09 优良 / 无 无 合格3D01-12 优良 / 无 无 合格3D01-14 优良 / 无 无 合格表 3D01-16 优良 / 无 无 合格面 3D01-22 优良 / 无 无 合格质 3D01-26 优良 / 无 无 合格量 3D01-32 优良 / 无 无 合格验 3D01-40 优良 / 无 无 合格收 3D01-47 优良 / 无 无 合格抽 3D01-55 优良 / 无 无 合格查 3D01-59 优良 / 无 无 合格记 3D01-63 优良 / 无 无 合格录3D01-72 优良 / 无 无 合格3D01-82 优良 / 无 无 合格3D01-88 优良/无无合格以下空白抽样汇总 检验点数 16 合格数 16优良数 /验收 本批焊接工程质量验收组成员共 3人,有栗军担任本批验收组负责人, 负责抽查测量人员为聂立 记录 英、王国军按表检测,对这批焊缝 100%观感质量检查,试验结果及记录数量验收后按实际抽查事项 工程及抽查结果到达合格标准,验收意见:施工班组代表: 年 月 日 作业单位代表: 年 月 日 质量部门代表:年 月 日监理单位代表:年月日焊接分项工程综合质量验收评定表编号:0203-HJ-0单位工程名称SO?吸收系统验评施工单位□分项工程名称#3机组吸收塔安装监理单位□单位标准号建设单位□工程类别验收批数分批验收结论验收抽查数合格数优良数D-2实际数合格16/16以下空白评定工程总焊口数实检焊口数检验比例评定抽优良数评定结论〔个〕〔个〕〔%〕查数〔合格数〕观感检查96961001616优良质测量检查9616≥233优良量超声//////评射线//////定光谱961633优良记硬度//////录金相//////表MT96961001616优良PT//////以下空白综合本分项工程是#3机组吸收塔底板焊口共381米,分批验收施工单位的外观质量测量检查抽查了其质量中16只,均合格并到达优良标准;检查本分项工程的各项检查报告及规定的相关文件齐全,焊验收接工程质量分批验收资料齐全。
焊缝焊接质量检查记录表

符合设计及规范要求
焊缝外形尺寸
焊缝余高h
B<15时H≤3;15<B≤25,H≤4;B>25, H≤4B/25
焊缝宽度c
底板对接缝:g+4 ~ g+14,g:坡口外口尺寸
面板对接缝:g+4 ~ g+14,g:坡口外口尺寸
4
7
9
5
横隔板对接等其它:g+4~g+8g:坡口外口尺寸g=16
符合设计及规范要求
咬边
面底板对接缝、锚箱U肋不允许
符合设计及规范要求
其它≤0.3
符合设计及规范要求
裂纹,弧坑裂纹、电弧擦伤、表面夹渣,焊瘤
不允许
符合设计及规范要求
飞溅
消除干净
符合设计及规范要求
表面Байду номын сангаас孔
对接焊缝不允许
符合设计及规范要求
U肋等主要角焊缝直径<1每米气孔不多余二个,孔间距≥20
符合设计及规范要求
D45
焊缝焊接质量检查记录表
工程名称
工程编号
部位
焊接材料
型
号
Q235-B
规格
δ=20
炉批号
20
φ57×3.5
焊接位置
平焊
焊接方法
焊条电弧焊
项次
20
规定值或允许偏差
mm
检查结果
验收记录
是否符合设计规定验收要求
焊缝外观质量
未焊满
等强对接焊缝不允许,其他≤0.2+0.02t,且<1
符合设计及规范要求
咬边
面底板对接缝、锚箱U肋不允许
监理(建设)
分项、分部及单位工程质量验收记录表
分项工程质量验收记录
注:
分部工程质量验收记录
注:1.勘察设计单位按规定参加相应分部工程验收;
2。
质量控制资料核查、实体质量和主要功能抽查项目应按单位工程质量控制资料核查及实体质量和主要功能核查要求进行。
(专业名称)单位工程质量验收记录
无砟轨道单位工程质量控制资料核查记录
注:检查人员为验收组的监理单位人员.
无砟轨道单位工程实体质量和主要功能核查记录
无砟轨道单位工程观感质量检查记录
路基单位工程质量控制资料核查记录
路基单位工程实体质量和主要功能核查记录
路基单位工程观感质量检查记录
桥涵单位工程质量控制资料核查记录
注:核查人员为监理单位人员。
桥涵单位工程实体质量和主要功能核查记录
桥梁单位工程观感质量检查记录
涵洞单位工程观感质量检查记录
隧道单位工程质量资料核查记录
隧道单位工程实体质量和主要功能核查记录
隧道单位工程观感质量检查记录。
特种设备无损检测机构监督抽查记录表(精品)
---------------------------------------------------------------最新资料推荐------------------------------------------------------ 特种设备无损检测机构监督抽查记录表(精品)附 8:特种设备无损检测机构监督抽查记录表抽查项目内容抽查方法及要求抽查结果有缺陷问题描述及记录符合无此项不符合 1.检查现场检测工程是否建立了必要的质量管理组织机构及质量控制体系。
核查现场检测质量管理组织机构图和质量控制体系图及各部门、各级人员的职责和权限建立是否符合管理体系文件规定。
核查技术负责人、质量负责人和检测责任师现场授权签字人资质证件、批准文件和到岗实施见证记录。
□ □ □ 质量管理组织机构图和质量控制体系图不健全□ 各部门、各级人员的职责和权限内容不完整□ 其它□ 管理组织机构图和质量控制体系图未建立□ 未规定各部门、各级人员的职责和权限□ 其它 2.检查技术负责人、质量负责人和检测责任师现场授权签字人资质、批准手续和到岗实施情况。
□ □ □ 资质证件不齐全□ 批准文件不完善□ 仅有部分见证记录□ 其它□ 无资质证件□ 无批准文件□ 无见证记录□ 其它 3.是否为现场工程管理机构及工程技术人员、检测人员配备了必要的法规、标准;执行是否正确。
验查现场工程管理机构及工程技术人员法规标准拥有量是否满足工程检测需要,是否组织检测人员进行法规学习,并通过与检1 / 8测人员座谈和抽查检测记录、报告,查验执行的规范是否正确。
□ □ □ 配备不全□ 检测人员对法规要求不清楚□ 执行的检测规范不齐全或执行的部分检测规范不正确□ 其它□ 无配备的规定□ 无对检测人员进行法规组织学习的见证,检测人员对法规要求理解有明显错误□ 没注明执行的检测规范;执行的检测规范全部不正确或执行中有改变检测结论的错误□ 其它抽查项目内容抽查方法及要求抽查结果有缺陷问题描述及记录符合无此项不符合 4. 现场从事检测工作的人员和检测质量控制的人员是否有相应的检测资格,是否为单位的全职人员;检测报告的编制、审核、审批程序和人员资格是否符合要求。
焊接检验质量验收记录表
焊接检验质量验收记录表一、引言焊接检验是确保焊接结构安全性和质量的关键过程。
通过对焊接接头的物理、化学和机械性能进行全面评估,可以有效地保证焊接工程的质量。
本文将详细介绍焊接检验质量验收记录表及其重要性。
二、焊接检验质量验收记录表概述焊接检验质量验收记录表是一份详细记录焊接接头质量信息的文件。
该记录表包含了焊接接头的各项质量指标,如焊缝外观、尺寸、硬度、金相组织、无损检测等。
通过对这些数据的分析,可以判断焊接接头是否符合设计要求,从而确保焊接工程的质量。
三、焊接检验质量验收记录表的内容1、焊缝外观检查:记录焊缝的表面质量,如咬边、焊瘤、飞溅等缺陷。
2、焊缝尺寸测量:测量焊缝的宽度、高度、间隙等尺寸,判断是否符合设计要求。
3、硬度检测:通过硬度计测量焊缝和母材的硬度,判断是否符合技术标准。
4、金相组织分析:通过金相显微镜观察焊缝的金相组织,判断其结晶质量和显微组织。
5、无损检测:采用超声波、射线等方法对焊缝进行无损检测,判断内部是否存在缺陷。
四、焊接检验质量验收记录表的重要性1、保证焊接工程质量:通过焊接检验质量验收记录表,可以全面了解焊接接头的各项质量指标,从而保证焊接工程的质量。
2、指导焊接施工:通过对焊接检验结果的分析,可以指导施工单位调整焊接工艺,提高焊接质量。
3、确保安全:焊接检验质量验收记录表是工程验收的重要依据,也是保证焊接结构安全的重要手段。
4、为未来工作提供参考:焊接检验质量验收记录表可以为以后的焊接工程提供参考,避免出现类似的问题。
五、结论焊接检验质量验收记录表是保证焊接工程质量的重要工具。
通过详细记录和评估焊接接头的各项质量指标,可以有效地保证焊接结构的安全性和稳定性。
通过对焊接检验结果的分析,可以指导施工单位调整焊接工艺,提高焊接质量。
因此,我们应该充分重视焊接检验质量验收记录表的重要性,并将其作为焊接工程质量控制的重要组成部分。
检验批质量验收记录表一、引言在建筑工程中,质量验收是决定工程最终质量的关键环节。
127-10、无损检测质量控制审核表(质量体系用)

□基本合格
□不合格
问题及建议:
审核员:年月日
查程序文件(或管理制度)及管理制度
■合格
□基本合格
□不合格
13
在用无损检测设备是否经检定合格并在有效期内?
查质量手册相关规定
□合格
■基本合格
□不合格
14
射线探伤室的安全防护是否满足规定要求?是否持有环保部门颁发的使用证书?
现场查看现场
■合格
□基本合格
□不合格
15
暗室及其设施是否满足洗片质量控制要求?
现场查看现场
■合格
□基本合格
□不合格
16
评片室及其设施能否满足评片需要?
现场查看现场
■合格
□基本合格
□不合格
17
如无损检测为分包是否制订分包控制程序及规定?
查分包控制程序及规定
■ห้องสมุดไป่ตู้格
□基本合格
□不合格
18
对分包的外包方资格进行评价,是否有对外包方工艺审查、NDT记录及报告等审查确认记录
查评价报告、分包合同、分包方的报告等
3
通用工艺或作业指导书是否是规范标准的要求。
查通用工艺或作业指导书
■合格
□基本合格
□不合格
4
无损检测程序文件(或管理制度)是否明确规定上岗人员的资格要求?
查程序文件(或管理制度)及管理制度
■合格
□基本合格
□不合格
5
有无明确规定无损检测试验的委托程序和要求?
查程序文件(或管理制度)及管理制度
■合格
□基本合格
□不合格
6
试验委托程序是否明确合理?
查程序文件(或管理制度)及管理制度
无损检测人员能力监测表

无损检测人员能力监测表一、背景介绍随着工业化进程的加速,各行各业对于产品质量的要求也越来越高,而无损检测作为一种非破坏性检测方法,可以有效地保证产品的质量和安全性。
因此,无损检测人员能力监测表成为了评估无损检测人员能力的重要工具。
二、无损检测人员能力监测表概述无损检测人员能力监测表是指通过对无损检测人员进行考核、评估和监督,以确定其技能水平并提高其技术能力的一种工具。
该表通常包括多个项目和指标,用于评估无损检测人员在不同方面的技术水平和专业素养。
三、无损检测人员能力监测表内容1. 项目名称:列出需要评估的项目名称。
2. 项目描述:对每个项目进行详细描述,包括测试方法、测试对象、测试标准等。
3. 能力要求:根据每个项目的特点列出相应的能力要求。
4. 评分标准:根据每个能力要求制定相应的评分标准,并给出相应分值。
5. 测试结果:记录每个测试人员的测试结果和得分情况。
6. 综合评价:根据测试结果对每个测试人员进行综合评价,包括技术能力、工作态度、团队协作等方面。
四、无损检测人员能力监测表使用方法1. 制定评估计划:根据实际需求制定无损检测人员能力监测表的评估计划,确定评估项目和时间安排等。
2. 进行测试:按照无损检测人员能力监测表中列出的项目进行测试,并记录每个测试人员的得分情况。
3. 综合评价:根据测试结果对每个测试人员进行综合评价,并提出相应的改进意见和建议。
4. 提高技术水平:针对测试结果中存在的问题,针对性地开展培训和学习,提高无损检测人员的技术水平。
五、无损检测人员能力监测表的优点1. 有效保证产品质量和安全性。
2. 可以帮助企业提高无损检测人员的技术水平和专业素养。
3. 可以帮助企业制定更加科学合理的培训计划和职业发展规划。
六、总结无损检测人员能力监测表是一种评估无损检测人员技术水平和专业素养的重要工具,可以有效保证产品质量和安全性,并帮助企业提高无损检测人员的技术水平和专业素养。
企业应该根据实际需求制定相应的评估计划,并根据测试结果对每个测试人员进行综合评价,提出相应的改进意见和建议,从而不断提高无损检测人员的技术水平和专业素养。
JH05-B04-005-〔2018〕-F08无损检测工程质量检查评分表

抽查检测设备性
能及定检记录
抽查
2
1.7
检测材料控制
1)使用的检测材料具有产品合格证,并在标准规定的范围内
2)使用的磁粉、渗透剂等材料按标准规定进行灵敏度试验并合格
3)据不同材质、厚度选用相应胶片、增感屏、象质计、试片/试块
查材料合格证明
,核对材料、试片/试块型号
2)无以其他检测单位名义承揽检测任务
查资质证书
必查
3
1.2
无损检测委托合同
签订有效委托合同且条款明确,严格按合同约定内容执行
查委托合同
必查
2
1.3
检测人员资质证书等级、有效期
1)工程项目部有检测人员资格登记表
2)检测人员有与其工作相适应的、有效的资格证书
查检测记录、报告,核对资格证
必查
2
1.4
检测工艺编制
必查
5
2.5
射线底片评定
1)真假缺陷识别正确2)缺陷定性、定量准确
3)缺陷评级合理4)无漏评现象
抽查射线底片
必查
5
2.6
渗透检测检查现场作业情况
1)渗透探伤剂选用正确2)表面处理合格,检测灵敏度符合要求
3)操作方法、检测程序符合标准要求,无清洗过度或不彻底现象
查检测记录/报告,现场状态
抽查
5
2.7
超声波检测现场作业情况
查检测记录、报告和现场状态
抽查
5
2.9
工程实体质量抽查
1)抽查数量:规定检测焊口总量或焊缝总长度的 1-2%,但至少
10道口或5米焊缝长度;采用射线方法时每道口的拍片数量可临时规定(但一次透照长度必须符合标准规定)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
斜探头前沿
检测面
基准灵敏度
验收标准/合格级别
检测比例
距离波幅曲线:
检测结果评定
区段(焊缝)编号
检测长度
(mm)
缺陷
焊缝(板材)质量评定级别
备注
位置
(mm)
长度
(mm)
埋藏深度
(mm)
当量
(dB)
一检
一次返修
二次返修
检测情况说明:
检测员:
年月日
审核:
年月日
超声波检测记录(续表)
委托单位
检测地点
一次透照长度/分段长度
曝光时间
透照方式
透照次数
检测时机
检测比例
检测标准
合格级别
拍片数量
总计:张其中:A类焊缝张;B类焊缝张;
检测部位图:
检测员
年月日
审核
年月日
无损检测有限公司
检测部位图
样表编号
J0905
ZGSC/HJ-B-03(08)-2009
记录编号
委托单位
产品编号
检测员:
日期:
审核员:
日期:
无损检测有限公司
记录编号
委托单位
工艺卡编号
工件
产品(部件)名称
产品规格
产品(部件)编号
材料牌号
材质厚度
表面状态
焊接接头
焊接方法
器
材
胶片类型/规格
设备型号
像质计型号/位置
增感屏种类
检测技术
要求
显影温度
显影时间
定影温度
定影时间
检测方法
检测部位
射线种类
检测技术等级
增感方式
增感屏厚度
像质计丝号
黑度范围
射源尺寸
管电流
焦距
管电压/源活度
材料牌号
检测部位
表面状态
技术要求
仪器型号
精度等级
耦合剂
检测标准
断面代号
设计厚度
(mm)
实测厚度(mm)
①
②
③
④
⑤
⑥
共计测厚点数
备注
检测人
日期
审核人
日期
无损检测有限公司
射线底片评定记录
样表编号
J0903
ZGSC/HJ-B-03(03)-2009
记录编号
委托单位
工程名称
产品编号
产品规格
像质计型号
板厚
mm
ZGSC/HJ-B-03(10)-2009
记录编号
委托单位
检测地点
工艺卡编号
工件
产品(部件)名称
规格
产品(部件)编号
材料牌号
检测部位
表面状态
焊接接头
焊接方法
器材
仪器编号
磁粉类型
提升力试块
灵敏度试片
技术要求
检测方法
工件表面可见光亮度
工件表面辐照度
暗室可见光亮度
磁化方向
磁化时间
磁化电流
线圈砸数
提升力
触头(磁轭)间距
检测结果通知单
样表编号
J0906
ZGSC/HJ-B-03(07)-2009
通知单编号
呈送
日期
工程名称
检测方法
检测比例
合格级别
验收标准
材料厚度
材质
序号
工件编号
焊缝或片位号
结论
备注
发文
无损检测有限公司
填发
接受人
无损检测有限公司
返修通知单
样表编号
J0907
ZGSC/HJ-B-03(08)-2009
通知单编号
委托单位
工程名称
产品编号
产品规格
检测方法
板厚
mm
探伤缺陷情况
序号
焊缝
名称
部位
代号
缺
陷
性
质
缺陷
长度
(mm)
评定
级别
已修
次数
序号
焊缝
名称
部位
代号
缺
陷
性
质
缺陷
长度
(mm)
评定
级别
已修
次数
注:注:A—表示裂纹B—表示未熔合C--未焊透D—圆形缺陷评片人年日审核人年月日
无损检测有限公司
磁粉检测记录
样表编号
J0908
序
号
焊缝
编号
底片
编号
象质计
丝号
缺陷性质
缺陷数量
(mm)
评定
级别
序
号
焊缝
编号
底片
编号
象质计
丝号
缺陷性质
缺陷数量
(mm)
评定
级别
注:A—表示裂纹B—表示未熔合C--未焊透D—圆形缺陷
评片人
证书编号:
复评人
证书编号:
级别:
级别:
评片日期
复评日期
无损检测有限公司
射线检测记录
样表编号
J0904
ZGSC/HJ-B-03(05)-2009
产品(部件)名称
产品(部件)编号
检测结果评定
区段(焊缝)编号
检测长度
(mm)
缺陷
焊缝(板材)质量评定级别
备注
位置
(mm)
长度
(mm)
埋藏深度
(mm)
当量
(dB)
一检
一次返修
二次返修
无损检测有限公司
超声波测厚记录
样表编号
J0902
ZGSC/HJ-B-03(02)-2009
记录编号
工件
工程名称
工件名称
部件编号
磁悬液浓度
磁悬液喷洒方向
检测时机
检测比例
检测标准
合格级别
检测结果评定
区段(焊缝)编号
检测长度
(mm)
缺陷位置
(mm)
缺陷磁痕尺寸
(mm)
缺陷性质
焊缝(板材)质量
备注
一检
一次返修
二次返修
检测情况说明:
检测员:
年月日
审核:
年月日
第八节
无损检测有限公司
超声波检测记录
样表编号
J0901
ZGSC/HJ-B-03(01)-2009
记录编号
委托单位
工艺卡编号
工件
产品(部件)名称
产品规格
产品(部件)编号
材料牌号
材料厚度
表面状态
焊接接头
焊接方法
器材
检测仪器编号
探头型号
试块型号
耦合剂
检测技术要求
被检对象
检测方法
检测技术等级
补偿
扫查方式
扫描调节