三菱伺服位置控制
三菱M70系统绝对位置设置说明

三菱M70系统绝对位置设置说明三菱M70系统绝对位置设置说明1、参数设定参数号码设定值说明#2217.7 1 绝对位置控制有效#6401.0 1 一开机不須归第一机械原点,就可执行加工程式。
(如未设,执行程式启动时会产生ALARM 1010报警)#2049 2 绝对位置检测方式设为:基准点调整方式注意:设定参数后,需断电重新上电。
2、设置步骤1)设定绝对位置检测方式为基准点调整方式,#2049=2,如下图2)伺服与NC 均断电,重新上电后系统出现 Z70报警,如下图3)按MAINTEN—维护—密码输入—输入密码—绝对位置—进入以下界面4)将各轴移动到欲设原点位置,然后再进行绝对位置设定,下面是对Z轴绝对位置的设定,下图为设定前的信息其中:“Z”表示目前是Z轴设定界面,“不正确”表示原点调整尚未完成。
下面为设定步骤:A、把绝对位置设定设为1(注意在急停状态下不能设置),如下图B、把基准点设为1,如下图C、设定原点值(可默认为1)并移动轴,使其机械位置等于机械端的值,如下图5)此时Z轴绝对位置设定完成,状态显示结束,机械位置为原点设定值。
6)通过轴选择可以切换到其它轴的设定。
三轴设定完后Z70报警会消失。
7)完成上面步骤后,绝对位置设置即完成,NC再启动即可。
需要下载电子档资料的,请在QQ群文件内下载:736589871往期精选1>FANUC/兄弟/三菱原点设定方法2>三菱M70系统PLC信号地址范围表3>三菱M70系列系统文件的备份和恢复4>三菱M70数控系统截屏功能介绍5>三菱M70系统PLC的输入输出?6>三菱M70系统原点设定方法7>三菱M70系列伺服/主轴报警(S)查询8>三菱M70系列系统报警(Z)查询9>三菱M70系统如何进入PLC界面?10>三菱 FANUC 常用参数对照表11>三菱系统添加第四轴参数表12>美德龙对刀仪使用说明书13>台达圣杰伺服刀库如何设定刀数?14>台达圣杰伺服刀库初始化原点设定15>【资料】FANUC程序传输软件V13.016>三菱伺服放大器内部故障及处理方法17>三菱M70-PLC开关对应信号地址18>FANUC/兄弟/三菱/新代软行程参数19>FANUC 31iA/B 原装DDR四轴安装步骤20>FANUC/兄弟/三菱M70 主轴定位设定21>【资料】三菱M70/M80系列资料下载~22>FANUC 0I系统第四轴参数调试选择我们没有错。
基于三菱PLC控制的交流伺服电动机位置控制系统研究
基于三菱PLC控制的交流伺服电动机位置控制系统研究摘要:以某厂铝电解电容器生产过程中的一道关键工序——电容器套管自动烫印裁切为例,从系统参数分析计算入手,设计了基于三菱FX2N系列的PLC控制交流伺服电动机的位置控制系统,给出了定长及速度控制的算法和软件编程思路。
关键词:PLC 交流伺服电动机位置控制算法可编程控制器(PLC)是采用微机技术的通用工业自动化装置,是面向用户的专业控制计算机。
它可靠性高,抗干扰能力强,编程直观、简单,适应性好,功能完善,接口功能强,通讯联网能力也越来越强。
随着微处理器和微计算机技术的发展,PLC不再仅有逻辑判断功能,同时还具有数据处理、PID调节和数据通讯功能,已广泛应用于机械、电子、纺织等各行各业。
某电容器制造厂有一道关键工序——电容器套管自动烫印裁切,该工序要求电容器套管间隙性定长送进,完成自动烫印及裁切。
图1为电容器套管定长控制与裁切示意图。
该系统中交流伺服放大器驱动伺服电动机,通过减速器带动一对滚轮旋转,从而实现电容器套管带料的定长送进。
下面将从系统参数分析计算入手,设计了基于三菱FX2N系列的PLC控制交流伺服电动机运动系统,并给出了定长及速度控制的算法和软件编程思路。
1 系统硬件设计及系统参数计算1.1 硬件设计位置控制系统中交流伺服放大器选用三菱公司的MR-J2S-40A,其属于通用交流伺服系统MELSERVO-J2-SUPER系列,具有位置控制、速度控制和转矩控制3种模式,本系统采用位置控制。
交流伺服电动机选用三菱公司的HC-KFS-43,其编码器的分辨率Pt=131 072脉冲/r,具有很高的控制精度。
本系统中采用的PLC选用三菱公司的FX2N-48MR,脉冲输出模块采用FX2N-1PG。
对于FX2N系列PLC,本身不具备内置定位指令,但可以通过FROM/TO指令与扩展单元FX2N-1PG脉冲输出模块进行数据交换,向伺服放大器发送指定数量的脉冲串,从而完成对伺服电动机的简单定位控制,其最高波特率为100 K,1台FX2N系列的可编程控制器可以连续多达8个FX2N-1PG脉冲输出模块,从而最多可实现8轴的运动控制。
伺服驱动器控制模式的接线及其注意事项
伺服驱动器控制模式的接线及其注意事项我们在平时控制伺服电机的时候,经常用到的控制模式就是三种模式分别是速度控制模式、位置控制模式、转矩控制模式。
现以三菱的伺服驱动器为例,下面分别了解一下每个模式的控制接线及其注意事项。
一、速度控制模式注1.为了防止触电,请务必将伺服放大器的保护接地(PE)端子(带记号的端子)连接到控制柜的保护接地(PE)上。
2.请正确连接二极管方向。
连接错误,可能会出现伺服放大器发生故障不能输出信号,EM2(强制停止2)等的保护电路不能动作的情况。
3.运行时,请务必将EM2(强制停止2)信号保持ON状态。
(B接点)4.请从外部供给接口用DC24V±10%500mA电源。
500mA是使用全部输出信号时的值。
通过减少输入输出点数能够降低电流容量。
请参考3.9.2项(1)记载的接口需要的电流。
5.运行时请务必将EM2(强制停止2)、LSP(正转行程末端)以及LSN(反正行程末端)ON。
(B接点)6.ALM(故障)在未发生报警的正常情况下ON。
7.同样名称的信号在伺服放大器内部是联通的。
8.在[Pr.PD03]~[Pr.PD22]设置能够使用TL(外部转矩限制选择)时,即可使用TLA。
9.请使用SW1DNC-MRC2-E。
10.使用CN3连接器的RS-422通信(计划应用)能够和个人电脑连接。
但是,USB通信功能(CN5连接器)和RS-422通信功能(CN3连接器)是互斥的。
不能同时使用。
11.输入负电压时,请使用外部电源。
12.漏型输入输出接口的情况。
13.不使用STO功能时,请在伺服放大器上安装附属的短路连接器。
14.为了防止伺服电机出现预期以外的再启动,在创建电路时,应设置成主电路电源OFF时EM2同时OFF。
二、位置控制模式注1.为了防止触电,请务必将伺服放大器的保护接地(PE)端子(带记号的端子)连接到控制柜的保护接地(PE)上。
2.请正确连接二极管方向。
连接错误,可能会出现伺服放大器发生故障不能输出信号,EM2(强制停止2)等的保护电路不能动作的情况。
三菱MR-JE-B伺服手册

三菱 通用 AC伺服SSCNETⅢ/H接口型号MR-JE-_B伺服放大器技术资料集使用前请务必阅读。
在安装、运行、维护及检查前,请务必熟读本技术资料集、使用手册及相关资料,以便正确使用。
请在熟读机器的相关知识、安全信息及注意事项的所有内容后进行使用。
本技术资料集中,分为“危险”与“注意”两类安全注意事项。
危险 操作错误时,可能引起危险,造成死亡或重伤。
注意 操作错误时,可能引起危险,造成中度伤害、轻度伤害或财产损失。
此外,即使注意事项中记载的内容,有时也有造成严重后果的可能性。
两者所记均为重要内容,请务必遵守。
禁止及强制图表的表示内容如下所示。
表示禁止(严禁采取的行为)。
比如“严禁烟火”为。
表示强制(必须采取的行为)。
比如需要接地为。
在本技术资料集中,对不会造成财产损失的注意事项及其它功能等的注意事项作为“要点”进行区分。
仔细阅读本手册后请妥善保管,以便使用者可以随时取阅。
1.防止触电危险因为有触电的危险,所以请在关闭电源并经过15分钟以上,请确认充电指示灯熄灭后再进行接线作业或检查。
而且,确认充电指示灯是否熄灭时,请务必在伺服放大器的正面进行。
伺服放大器及伺服电机必须确保接地良好。
接线作业或检查应由专业技术人员进行。
伺服放大器及伺服电机请在安装后再接线。
否则会造成触电。
请勿用湿手操作开关。
否则会造成触电。
请勿损伤电缆、对其施加过大应力、在其上放置重物或挤压等。
否则会造成触电。
为了防止触电,请务必将伺服放大器的保护接地(PE)端子(带有符号的端子)连接到控制柜的保护接地(PE)上。
使用漏电断路器(RCD)时,请选用B型。
为避免触电,请在电源端子的连接部进行绝缘处理。
2.防止火灾注意请将伺服放大器、伺服电机、再生电阻安装在不可燃物上。
直接安装在可燃物上或安装在靠近可燃物的地方,可能会造成冒烟及火灾。
在电源和伺服放大器的电源(L1・L2・L3)间请务必连接电磁接触器,在伺服放大器的电源侧形成可以切断电源的结构。
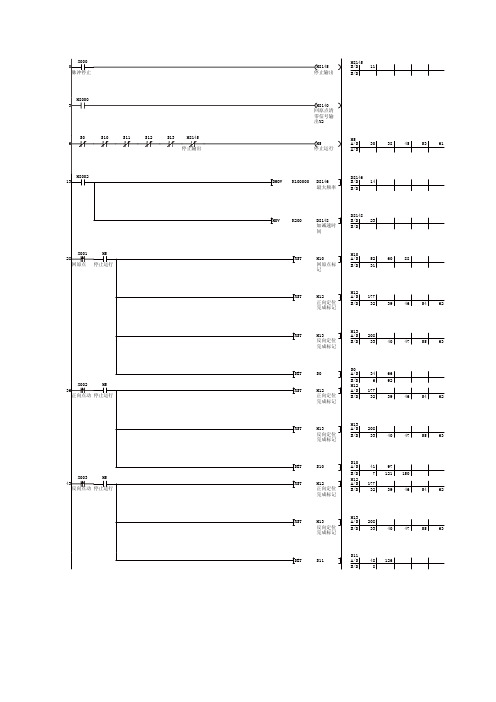
三菱+伺服驱动控制程序
B/D
M12 A/S 177 B/D 32 39 46 54 62
RST
S12
M53
S12 A/S 56 155
B/D
9 181
M53 A/S 157 180
A/S
S13
M54
186
M8029ຫໍສະໝຸດ M8147 M54 M8000 217
DDRVA K100
K10000
Y000
Y004
脉冲输出 方向脉冲
PULS
Y004
脉冲输出 方向脉冲
PULS
SET
M12
正向定位
完成标记
S0 A/S 34 66
B/D
6 92
M50 A/S 68 91
A/S
Y000 B/D 69 101 130 158 189
B/D
Y004 B/D 101 130 158 189
B/D
S10 A/S 41 97
B/D
7 121 150
M51 A/S 99 120
B/D 32 39 46 54 62
完成标记
M13
RST
M13
A/S 208
反向定位
B/D 33 40 47 55 63
完成标记
SET
S0
S0 A/S 34 66
B/D
6 92
RST
M12
M12 A/S 177
正向定位 完成标记
B/D 32 39 46 54 62
M13
RST
M13
A/S 208
反向定位
155
M8029
M8147 M53 M8000
M12
RST
M12
任务4.2伺服电机的位置控制-三菱伺服驱动器位置模式接线及参数
知 识
一、伺服驱动ห้องสมุดไป่ตู้位置控制接线图
学
习
输入脉冲串采用集电 极开路输入方式时, 需要将OPC端子接入 DC 24V的正极。
EMG、LSP、 LSN必须接入 常闭触点
输入指令脉冲串可 以采用集电极开路 输入方式或差动输 入方式两种
漏型输入、输出接口的位置控制接线图
知 识
二、脉冲输入形式
学
习
脉冲串输入形式设置表
《变频与伺服控制技术》
项目4 ─ 伺服电机应用
目录
1
2 3 4 5
任务4.1:伺服驱动器的认识及试运行 任务4.2:伺服电机的位置控制
任务4.2:伺服电机的位置控制
任务导入
按下启动按钮SB1,伺服电动机带动丝杠机构以8000脉冲/秒的速度沿X轴方向右 行,碰到正向限位开关SQ1停止2s,然后伺服电动机带动丝杠机械机构沿X轴反向 运行,碰到反向限位开关SQ2停止5s,接着又向右运动,如此反复运行,直到按下 停止按钮SB2,伺服电机停止运行。按下手动按钮SB3,伺服电机以6000脉冲/秒 的速度手动运行。
知 识
二、脉冲输入形式
学
习
知 识
三、定位完成
学
习
• INP是定位完成,当偏差计数器的滞留脉冲在设置的定位范
围(PA10)以下时,INP将会开启。
• 将负载范围设定为很大的值,低速运行时,会进入常通状态,
INP开启的时序图如图所示。
定位完成时序图
三菱伺服器工作原理

三菱伺服器工作原理
三菱伺服器采用了一种先进的工作原理,能够实现精确的运动控制和高性能的数据处理。
其主要原理包括以下几个方面:
1. 位置反馈:三菱伺服器内置了高精度的位置传感器,可以实时获取系统当前位置。
这些位置信息通过反馈回路,与控制器进行实时比较,以确保系统的运动精确度和实时性。
2. 控制算法:三菱伺服器内置了先进的控制算法,能够根据给定的控制信号,实现精确的位置和速度控制。
控制算法根据反馈的位置信息进行比较,并根据误差信号对驱动器输出信号进行调整,以实现精确的运动控制。
3. 动力传递机构:三菱伺服器采用先进的动力传递机构,能够将电能转换为机械能,并传递给负载。
这种传递机构通常由电机、减速器和传动装置组成,能够实现高效的能量转换和传递。
4. 参数设置和参数调整:在三菱伺服器的工作过程中,需要事先设置一些工作参数,以满足具体应用的要求。
这些参数包括运动速度、加速度、减速度等。
此外,在实际应用中,还需要根据系统的实际情况进行参数调整,以达到最佳的运动效果和性能。
总之,三菱伺服器的工作原理是基于位置反馈、控制算法、动力传递机构和参数设置等多个方面的综合应用,通过这些工作原理的协同作用,能够实现精确的运动控制和高性能的数据处理。
三菱伺服器的调试方法

三菱伺服器的调试方法(一)三菱伺服调试是一个很重要也很繁琐的工作,需要懂得的调试方法要很多,梦翔宇科技公司技术部为大家整理的一些非常实用的常见调试方法。
三菱伺服器伺服电机常见的调试方法一、基本接线湛江市鸿瑞杰电气有限公司地址:湛江市南油南调路商业街南侧10016 号(湛江变频器维修中心)主电源输入采用~220V ,从L1、L3 接入(实际使用应参照操作手册);控制电源输入r 、t 也可直接接~220V;电机接线见操作手册第22、23 页,编码器接线见操作手册,切勿接错。
二、试机步骤1. JOG 试机功能三菱伺服仅按基本接线就可试机;在数码显示为初始状态‘r 0下',按‘SET键 ',然后连续按‘MODE' 键直至数码显示为‘AF-AcL ',然后按上、下键至‘A-FJoG ';按‘SET键 ',显示‘JoG-' 按:住‘^键'直至显示‘rEAdy '按;住‘<键'直至显示‘Sr-V on '按; 住‘ ^键'电机反时针旋转,按‘V电 '机顺时针旋转,其转速可由参数Pr57 设定。
按‘SET键 '结束。
2. 三菱伺服内部速度控制方式COM +(7脚)接+12~24VDC,COM- (41脚)接该直流电源地;SRV -ON (29脚)接COM-; 参数No.53、No.05 设置为1:(注此类参数修改后应写入EEPROM, 并重新上电)调节参数No.53, 即可使电机转动。
参数值即为转速,正值反时针旋转,负值顺时针旋转。
3. 三菱伺服位置控制方式COM +(7脚)接+12~24VDC,COM- (41脚)接该直流电源地;SRV -ON (29脚)接COM-;PLUS1(3 脚)、SIGN1(5脚)接脉冲源的电源正极(+5V );PLUS2(4脚)接脉冲信号,SIGN (6脚)接方向信号;参数No.02设置为0,No42 设置为3,No43 设置为1;PLUS (4脚)送入脉冲信号,即可使电机转动;改变SIGN2 即可改变电机转向。
三菱FX3U系列伺服定位指令全面详解,附带程序案例!

三菱FX3U系列伺服定位指令全面详解,附带程序案例!BFH一、PLC定位及伺服控制系统介绍通过PLC给伺服驱动器发驱动脉冲,通过改变脉冲频率来控制移动速度,通过改变脉冲数量来改变移动量,控制步进电机移动方向。
伺服驱动器是执行机构,在接收到PLC发来的信号,控制电机来运动,通过位置编码器精准定位。
1、定位控制基本单元通过一个FX3U的CPU就可以带三个轴的伺服驱动器。
PLC的脉冲输出端是固定的,Y0、Y1、Y2。
具体是否具备脉冲输出可看模块的手册。
其余的Y可以作为方向的输出端。
输出的最大脉冲频率为100KHz。
2、FX3U PLC特殊适配器扩展单元展开剩余92%基本单元的脉冲输出Y不起作用,只能用特殊适配器扩展单元的输入Y来输出脉冲。
3、PLC输入端内部电路(漏型输入)4、PLC输出端内部电路Y0可以提供脉冲频率和脉冲数量。
利用Y4输出方向。
由定位指令来实现,不需要单独编程Y4.二、FX3U-PLC定位控制指令(一)、原点回归指令:ZRN首先以S1的速度快速运动,当到近点S3后切换到爬行速度S2,D为输出。
只能在原点的正方向才能使用原点回归指令,在反向是不能使用ZRN指令的。
1、原点回归指令ZRN运行过程2、原点回归指令ZRN,速度变化过程及清零信号说明1)Y0脉冲输出端的清零信号选择(1)M8341=ON;清零信号有效M8464=OFF;清零信号输出端固定有效Y4--清零信号固定输出端。
2)Y0脉冲输出端的清零信号选择(2)M8341=ON;清零信号有效M8464=ON;清零信号输出指定有效D8464--清零信号指定寄存器。
例:上图中当执行条件满足,将M8341=1,M8464=1,将Y20送到D8464.注意:若设置H0028,对应的Y028,由于没有Y028,则出现运算错误。
3)清零信号输出端固定(与脉冲输出端一致性)4)清零信号输出端可指定(可任意选择)3、定位指令的最高速度设定最高速度限定了PLC输出最高脉冲频率,为定位指令的上线频率。
三菱伺服电机怎么实现精准定位

三菱伺服电机怎么实现精准定位三菱伺服电机怎么实现精准定位的呢?伺服控制系统(servo?mechanism)是使物块的位置、方向、情况等輸出被控量可以跟追随输入总体目标(或给出值)的随意转变的过程控制系统。
那麼三菱伺服电机是怎样保持精确定位,如何看待它的闭环控制特点,今日我们就来说说。
首先我们看看交流伺服控制系统的构成,由伺服控制器和三菱伺服电机构成。
这儿我们关键叙述伺服电机驱动器的原理,电机仅仅一个电动执行器。
控制器的构造示意图以下,和软启动器的主电源电路相近,开关电源历经变压器,逆变电源,保持从AC→DC→AC 的变换。
输入数据信号/指令能够是位置、速率、扭距等控制数据信号,相匹配三菱伺服电机的三种控制模式,每个控制模式都相匹配着环的控制,扭距控制是电流量反馈控制,速率模式是速率反馈控制,位置模式则是三反馈控制模式(扭距、速率、位置)。
下边对于位置模式的三闭环控制开展剖析:位置模式的三反馈控制图中中M表达交流伺服电机,PG意味着伺服电机,最外边的天蓝色的意味着位置环,由于我们最后控制的是位置(精准定位),内环分別是速率环和电流量环(扭距环),位置模式下速率环和电流量环做为保护环避免失速控制和负载以保证电机恒速运行和电机电流量稳定。
我们重中之重看看位置环是怎样保证电机可以精确转动给出的视角。
倘若我们给出脉冲为1个,这时反馈脉冲为0,脉冲误差△p=1,输入到控制板中,此刻驱动电路控制IPM逆变电源造成SPWM波驱动器三菱伺服电机转动,留意这一SPWM波和我们plc发脉冲的方波是不一样的,时电机推动伺服电机转动传出反馈脉冲,这一那时候△p=0,电机终止輸出,1个脉冲精准定位进行。
全部从传出脉冲到接受反馈脉冲的过程便是一个闭环控制过程,进而保证电机可以精确精准定位,脉冲的总数决策精准定位的间距,脉冲的頻率决策电机的转速比。
如何使用伺服电机实现定位功能?

如何使用伺服电机实现定位功能?今天我们来具体说说如何使用伺服电机实现定位功能。
首先我们需要设置伺服驱动器的控制模式为位置模式,采用脉冲+方向的输入形式进行控制,配合三菱PLC的运动控制指令可实现完美的定位功能。
这里我们简述下三菱PLC定位指令,大致分为三种,原点回归指令DSZR、ZRN,定位指令PLSY、PLSR、DRVI、DRVA,可变速运行PLSV。
其中PLSY、PLSR是脉冲输出指令,它的定位功能是相对较弱的或者是最基础的定位指令,后面的定位指令都是在它的基础上发展而来的。
我们一般采用DRVI、DRVA指令实现定位,DRVI 是相对定位指令,DRVA是决定定位指令。
说到相对和绝对位置,我们有必要在这里详细分析和区别下。
按照三菱定位手册的解释,相对位置采用增量式(对地址的位置指定),以当前停止的位置作为起点,指定移动方向和移动量(相对地址)进行定位。
相对位置采用绝对式(绝对地址的位置指定)以原点为基准指定位置(绝对地址)进行定位,起点在哪里都没有关系。
上面的解释很绕,到底什么是相对位置,什么是决定位置,我们用下面的图进行介绍:相对位置只有1个属性就是距离,由起点和目的地决定,比如在P3(起点)点,想去P1(目的)点,判断方向为+(右),计算距离54km。
绝对位置带有两个属性,方向和位置,它是与起点无关的,同样的在P3(起点)点,想去P1(目的),只需要输入目的地的位置+23km即可。
这就是它们的区别有点类似于数学中的标量和矢量,其中标量是一个值,矢量是带有方向的。
了解了这些对于我们学习DRVI、DRVA 指令就很简单了。
完整指令DRVI S1 S2 D1 D2,S1指的是输出脉冲也就是相对位置,S2是脉冲输出频率指的的电机旋转速度,D1是脉冲输出端口(必须使用高速口),D2是脉冲方向由S1的正负决定自动识别不能指定就是说不要对D2进行控制,指令输出的脉冲数由S1决定。
完整指令DRVAS1 S2 D1 D2,S1指的是输出脉冲也就是绝对位置,S2是脉冲输出频率指的的电机旋转速度,D1是脉冲输出端口(必须使用高速口),D2是脉冲方向由当前位置和输出脉冲(绝对位置)的大小决定同样不能指定,输出的脉冲数是由当前位置和输出脉冲(绝对位置)的差值计算。
三菱QD70P4定位模块控制伺服电机实例讲解

三菱QD70P4定位模块控制伺服电机实例讲解前阵子刚好改造了一台设备,有用到一台三菱伺服,因为是Q系列的PLC,控制方面仅需要简单的定位功能就够了,所以选用较便宜的QD70定位模块,而没有使用贵的QD75定位模块,下面就给大家详细介绍下QD70模块的使用和接线编程吧。
下面是旧设备的电柜,很凌乱的感觉,基板上12个卡槽已经用完了,还要再加定位模块就要使用扩展基板了。
如下图,增加了扩展基板安装在侧面,新加一个电源,QD70P4定位模块,和一个CC-LINK主站模块以便扩展IO(原有设备也有CC-LINK模块,不过它是拿来设置用作本地站了,和其他设备通讯用,就不能连接远程IO模块使用)左侧的就是型号为MR-JE-10A的三菱伺服,小功率伺服,右边是一套基恩士的视觉装置。
接线先看伺服,下图是伺服控制器CN1的布局,都是要自己焊接的,看着头大。
下图是需要接线的点,不是很多先看上面的信号20和12脚是接24V,如下解释我这里使用的是脉冲+方向控制方式PP(12)接定位模块的B4是脉冲信号,NP(35)是接定位模块的方向信号B2下面的都是需要接常闭或者直接短接的信号比如EM2(42)是急停信号,LSP(43),LSN(44)未正反极限位,SON(15)是伺服准备好,DCOM(47)是公共端。
然后到定位模块接线其中B1和A1是给模块供电的,不管使用几个轴,都需要接。
可以看到B2是方向信号,B4是脉冲信号,B3为公共端。
PLC和伺服参数配置先是PLC的参数设置,把扩展基板设置一下,扩展了一个3个的基板添加智能模块这里就要选择基板号了,前面参数没设置是没有扩展基板的哦。
设置参数,选择脉冲+方向控制方式,把参数和智能模块参数写入到PLC即可一般先写参数,断电再重启后才能看到对应的智能模块,再写入就好了。
然后使用MR-Configurator 2 配置软件设置一下伺服的参数一般需要设置的是扭矩,齿轮比和脉冲方式,因为PLC定位模块使用的是脉冲+方向,伺服也要设置脉冲+方向。
三菱Q系列PLC定位模块 伺服控制程序常用经典写法破析
M1251 原点回归动作进行状态指示灯 当原点回归正在进行中时以间隔0.5S的时间闪烁 原点回归完成后一直接通
2
3.全部原点回归程序示例:
所有电机 原点完成输出
原点回归完成 状态指示
M1290 原点回归的启动开关 M1001 原点回归时必须在手动状态下进行 M100 原点回归的输出 (动作需要进行维持处理) 原点回归的断开条件:
著作者 :欧阳青云
1.原点回归程序示例:
专用指令
M1250 原点回归启动按键 Y50 定位启动 (私服参数) Y44 轴停止 (私服参数) Y40 PLC准备完成 (私服参数) M1081 电机手动状态 M6401 原点回归启动条件输出脉冲 [T0 H4 K1500 K9001 K1] 原点回归专用指令 T0 Plc>》》QD75 H4 QD75模块的首地址分配位置 40 K1500 定位指令 (私服参数) K9001 机械原点回归 K1 设定值 SET Y50 执行电机的输出,需要进行职位处理
4
5.SERVO ERROR的复位专用指令和写法
复位 开关
复位专用指令 轴一
轴出错信号
轴二 轴三
伺服ERROR故障复位专用指令和写法
轴四
K1502 K1602 K1702 K1802 是对各个轴出错复位的专用代码
当轴发生出错时,相对应得轴会自动接通出错信号,依次是轴一 x48 轴二X49 轴三x4a 轴四X4B
实时读取
伺服电机I/O信息读取专用指令
实时传送
8
9.SERVO 定位输出专用指令和写法(经典) 9
10.伺服电机加速时间和减速时间的程序设定方法:
三菱伺服控制程序常用经典写法破析

伺服参数的I/O型号读取
伺服故障复位请求
27
谢谢您的支持!
设定变速开始时的地址
新速度写入
变速条件(上一页)
变速请求
16
伺服专用程序写法 17
14.伺服控制专用指令写法事例分析2:
JOG启动 TOUCH开关
TOUCH启动 执行开关
须置位处理
原点回归执行程序
开关无动作时进行复位处理
18
JOG执行 条件满足
第三轴 JOG速度写入专用指令
高中低三速选择条件
TOUCH执行开关
JOG反转输出
JOG正转输出
19
原点回归启动条件
伺服启动脉冲信号输出
电机运行条件1.原点2.手动情况下的MOV 3.自动执行中的步进顺控。
20
பைடு நூலகம்冲信号输出
置位处理执行开始
原点回归执行
原点回归执行代码
1号位置数据执行
21
2号位置数据执行 22
3号位置数据执行 4号位置数据执行 23
5号位置数据执行 低两位
实时读取
伺服电机I/O信息读取专用指令
实时传送
8
9.SERVO 定位输出专用指令和写法(经典) 9
10.伺服电机加速时间和减速时间的程序设定方法:
轴一的加速时间写入 轴一的减速时间写入
电机运行正向反向选择
轴一加减速伺服 代码
通过M81的接通和断开,来选择电机在正向运行时的加减速,如果只通过 对伺服参数的直接设定,那么电机的正向运行和反向运行时的加减速一样。
当故障解决后,需要对QD75的报警进行复位处理,需要在程序中编写一个 复位开关,当开关接通后,执行伺服复位的专用指令,将故障消除。
三菱伺服器的调试方法.docx
三菱伺服器的调试方法(一)三菱伺服调试是一个很重要也很繁琐的工作,需要懂得的调试方法要很多,梦翔宇科技公司技术部为大家整理的一些非常实用的常见调试方法。
三菱伺服器伺服电机常见的调试方法一、基本接线湛江市鸿瑞杰电气有限公司地址 : 湛江市南油南调路商业街南侧10016 号(湛江变频器维修中心)主电源输入采用~220V,从 L1、L3 接入(实际使用应参照操作手册);控制电源输入r 、 t 也可直接接~220V;电机接线见操作手册第22、23 页,编码器接线见操作手册,切勿接错。
二、试机步骤1.JOG 试机功能三菱伺服仅按基本接线就可试机;在数码显示为初始状态‘ r 0’下,按‘ SET’键,然后连续按‘ MODE’键直至数码显示为‘ AF- AcL’,然后按上、下键至‘ AF-JoG’;按‘ SET’键,显示‘ JoG - ’ : 按住‘ ^’键直至显示‘rEAdy ’ ; 按住‘ <’键直至显示‘SrV-on ’ ;按住‘ ^ ’键电机反时针旋转,按‘V’电机顺时针旋转,其转速可由参数Pr57 设定。
按‘ SET’键结束。
2.三菱伺服内部速度控制方式COM+( 7 脚)接+ 12 ~24VDC,COM(- 41 脚)接该直流电源地;SRV-ON(29 脚)接 COM-;参数 No.53 、No.05 设置为 1:(注此类参数修改后应写入EEPROM,并重新上电)调节参数 No.53, 即可使电机转动。
参数值即为转速,正值反时针旋转,负值顺时针旋转。
3.三菱伺服位置控制方式COM+( 7 脚)接+ 12~ 24VDC,COM(-41 脚)接该直流电源地;SRV- ON(29 脚)接COM-;PLUS1(3 脚)、SIGN1(5 脚)接脉冲源的电源正极(+5V); PLUS2(4 脚)接脉冲信号,SIGN(6 脚)接方向信号;参数No.02 设置为 0,No42 设置为 3, No43 设置为 1 ;PLUS(4 脚)送入脉冲信号,即可使电机转动;改变SIGN2 即可改变电机转向。
三菱Q系列PLC定位伺服控制经典程序,指令带详细解释

M1250 原点回归启动按键Y50 定位启动(伺服参数)Y44 轴停止(伺服参数)Y40 PLC准备完成(伺服参数)M1081 电机手动状态M6401 原点回归启动条件输出脉冲[T0 H4 K1500 K9001 K1] 原点回归专用指令T0Plc>T0 Plc> 》》QD75H4 QD75模块的首地址分配位置40K1500 定位指令(伺服参数)K9001 机械原点回归K1 设定值SET Y50 执行电机的输出,需要进行职位处理Y50 原点回归动作进行中(伺服电机的定位启动输出)X50 启动完成信号(伺服参数)X4C 电机BUSY(忙轴)电机动作中处于忙轴中X4C接通M6501 原点回归动作完成输出(采用维持处理,一直接通)断开条件:M6701 电机发生SERVO ERRORX48 接通(伺服内部参数,报警输出)YA42 ***电机的M/C电源断开[ RST Y50] 当电机完成原点回归后,直接对电机进行复位M1251 原点回归动作进行状态指示灯当原点回归正在进行中时以间隔0.5S的时间闪烁原点回归完成后直接通原点回归完成后一直接通M1290 原点回归的启动开关M1001 原点回归时必须在手动状态下进行M100 原点回归的输出(动作需要进行维持处理)原点回归的断开条件:M101 全部原点回归执行完成M1012 复位按键启动M105 紧急停止开关启动M1055 M1053 M1051 是速度选择的几个按键开关,可以通过TOUCH直接进行设定选择SM400一直处于接通状态,表示JOG的速度选择可以通过开关的任意时间进行设定写入从而改变行设定写入从而改变D120 是速度值存储的字地址DMOV 传送指令,D 32数据传送指令(速度的值是任意设定的)[ DTO H4 K1518 D120 K1 ] JOG速度专用指令写入方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
细数三菱伺服绝对值位置控制系统
绝对值位置控制系统对于经常使用的点位控制系统来说,是一种非常方便实用的位置控制方式。
一旦原点设置后,完毕每次停电后开机时,这种系统不需要回原点,大大方便了操作。
三菱mr-j2s-a系列的伺服系统和三菱fx2n系列PLC是在实际中经常用到的伺服系统和控制器,本文讨论在某些特殊的应用场合,如何应用它们来构建一个绝对值位置控制系统。
控制任务简介
这是一个实际使用的控制任务,a点是设备的原始位置,b点是设备的工作位置。
开始工作后,设备以位置控制方式移到工作位置b,然后,设备从b以速度控制方式点向a点移动。
在移动过程中,执行一些其他的任务,当这些任务完成后在a与b之间的任一位置c点停止。
然后以位置控制方式回到原始位置a点,这样整个工作循环结束。
控制平台
三菱j2s-a系列的伺服系统和三菱fx2n系列plc的功能和特性:三菱mr-j2s-a 系列的伺服系统中伺服电机的编码器为每转为131072线的绝对值编码器,伺服驱动器能够在停电情况下记住伺服电机的当前位置。
该伺服系统有位置控制、速度控制和转矩控制三种运行方式。
同时该伺服系统内置绝对位置专用传输协议,如果菱mr-j2s-a系列的伺服系统工作在位置方式,则可配合fx2n系列plc的dabs(读绝对位置)指令,在伺服驱动器通电后伺服on(son信号)有效时,plc中读出伺服电机的当前位置。
但仅在son信号接通时的上升沿开始传输当前伺服电机位置一次,在son信号接通以后将不再传输伺服电机的当前绝对位置。
伺服电机的当前绝对位置
由位置控制装置(如fx2n-1pg模块)根据发出的脉冲数来确定。
这实际上是一个开环控制系统。
在不发生报警或者脉冲传输不受到干扰的情况下,整个位置控制系统的位置将不会丢失。
如果工作在速度控制方式则不能在son接通时读取伺服电机的绝对位置,在整个工作过程中,也无法确定取伺服电机的绝对位置。
任务分析
在本任务中,伺服驱动器将工作在位置控制和速度控制两种方式。
a点和b点的定位操作,要求控制系统必需记住伺服电机的位置,但由于b点与c点之间的速度运行方式,使得传统的控制系统不能获知伺服电机的位置。
因为尽管在位置方式位置控制器能确定伺服电机的位置,但在伺服驱动器从位置方式转变为速度方式后,位置控制器将不起作用,所以也无法确定伺服电机的位置。
由于在整个控制过程中,既有位置控制方式,又有速度控制方式,所以典型的传统控制配置将不能满足本控制任务,必须采用一种新的控制方式来实现控制。
控制方案的硬件配置
上述问题的基本解决思路是通过plc与伺服驱动器的通讯方式,来实时读取伺服电机的当前实际位置,这样不管伺服系统处于位置控制方式,还是在速度控制方式,控制系统都能知道伺服电机的当前位置,从而使系统能正确地定位在a点和b 点。
通过查阅资料,我们了解到三菱j2s系列伺服系统除了内置绝对位置专用传输协议外,还内置了三菱伺服通讯协议;三菱fx2n系列内置了无协议通讯指令(rs指令),所以我们可使用rs指令根据伺服驱动器的通讯协议来读取电机当前位置。
fx2n系列plc为主控制器,扩展特殊模块fx2n-1pg为定位模块,其输出为频率和脉冲数可控的定位脉冲。
当plc主系统通过通讯方式获得伺服电机当前位置的前提下,能在定位指令的驱动下,驱动伺服电机到给定位置;扩展特殊模块fx2n-4da
模拟量输出模块,其输出为0到正负10v的电压信号;fx2n-485bd为485通讯卡,它和mr-j2s-a伺服驱动器的rs-422相连;fx2n主机通过485bd-rs422口与伺服驱动器进行通信,读取伺服电机的当前绝对位置。
当处于位置控制方式时,电机由fx2n-1pg定位模块发出的定位脉冲来控制,包括其运转速度和目标位置。
当位置/速度切换信号有效时,伺服驱动器切换为速度控制方式,由模拟量模块输出的0到正负10v来控制其速度大小和运动方向。
安装在plc主机上的485通讯卡与伺服驱动器上rs-422口进行通讯,随时读取伺服电机的当前绝对位置值。