360文档中心
首页
经管营销
工程科技
自然科学
医药卫生
农林牧渔
IT/计算机
求职/职场
党团工作
表格/模板
PPT模板
总结/汇报
高考
高等教育
教学研究
幼儿教育
您的位置:
360文档中心
› 抛光检验作业指导书
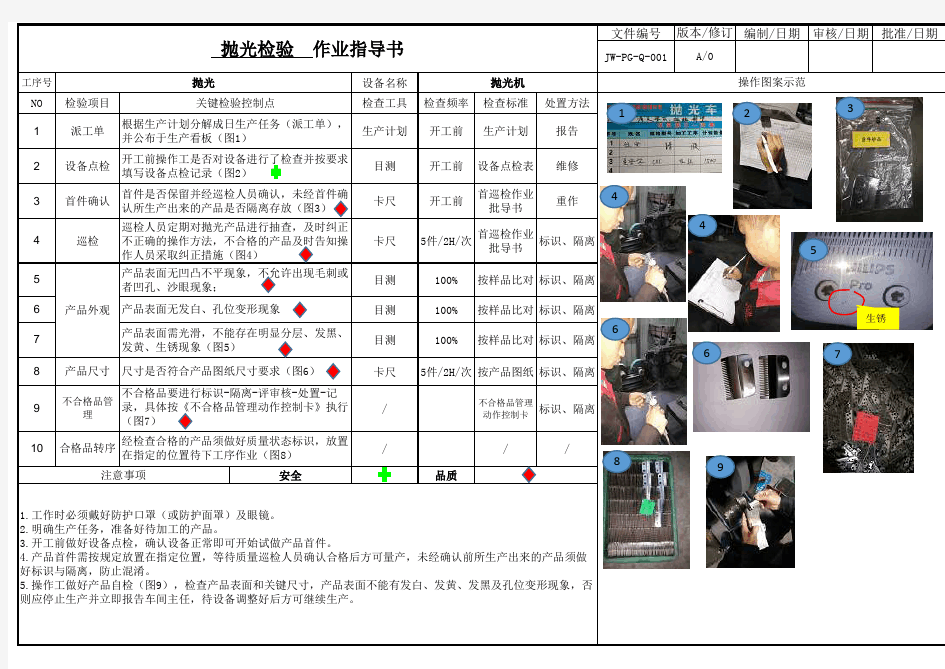
抛光检验作业指导书
相关主题
抛光机作业指导书
质量检验作业指导书
金相抛光机作业指导书
打磨作业指导书
金相作业指导书
打磨工作业指导书
相关文档
不锈钢压力容器机械抛光作业指导书
打磨抛光工艺作业指导书
抛光机作业指导书1
抛光部作业指导书SSWIZZ05
汽车抛光实训报告
金相试样抛光机作业指导书
抛光作业规范
抛光机安全作业指导书
抛光标准作业指导书
超声波抛光机操作 作业指导书 - 制度大全
钣金打磨抛光工艺作业规范(1)
研磨作业指导书
SJ-2BD双盘无极调速研磨抛光机作业指导书
离心抛光机作业指导书
设备作业指导书
下料工序作业指导书
石材护理作业指导书
超声波抛光机操作作业指导书
打磨岗位安全作业指导书
自动抛光机安全作业指导书
最新文档
幼儿园小班科学《小动物过冬》PPT课件教案
2021年春新青岛版(五四制)科学四年级下册 20.《露和霜》教学课件
自然教育课件
小学语文优质课火烧云教材分析及课件
(超详)高中语文知识点归纳汇总
高中语文基础知识点总结(5篇)
高中语文基础知识点总结(最新)
高中语文知识点整理总结
高中语文知识点归纳
高中语文基础知识点总结大全
超详细的高中语文知识点归纳
高考语文知识点总结高中
高中语文知识点总结归纳
高中语文知识点整理总结
高中语文知识点归纳
高中语文知识点归纳(大全)
高中语文知识点总结归纳(汇总8篇)
高中语文基础知识点整理
化工厂应急预案
化工消防应急预案(精选8篇)