钢结构十字柱加工工艺
十字柱制作通常工艺标准
湖北鸿路钢结构有限公司十字柱钢结构工程制作通用工艺编制审核批准湖北鸿路钢结构有限公司工艺技术部目录第一章编制依据 (2)第二章工程材料 (2)第三章十字柱加工制作工艺 (4)一十字形柱制作流程示意图 (4)二制作方案概述 (5)三板材接料 (6)四板材下料 (8)五坡口加工 (9)六H型钢及T型钢的组立 (10)七H型钢及T型钢的焊接 (12)八H型钢及T型钢的矫正 (13)九十字形柱组立 (16)十十字柱的焊接 (17)十一端铣 (18)十二十字柱牛腿及零部件组装 (18)十三零部件焊接 (20)十四十字柱栓钉焊接 (22)十五外观清理 (22)说明本工艺文件仅适用于本公司十字柱的加工制造焊接施工。
适用于强度等级为Q345B和Q235B系列的钢材。
本工艺文件是根据本公司的加工焊接设备所具有的功能,并经焊接工艺性试验,以及焊接技术管理能力和生产实践为基础而编制。
本工艺流程符合十字柱构件制作加工工艺流程及重点部位检查流程图。
本工艺文件编制的主要依据为《钢结构工程施工质量验收规范》(GB50205—2001)、《高层民用建筑钢结构技术规程》(JGJ99-98)和《建筑钢结构焊接技术规程》(JGJ81—2002),以及焊接工艺性试验结果。
第一章编制依据一.编制依据现行国家标准、规范(钢构部分)第二章工程材料一.钢材的要求1所有钢材必须具有质量证明书,并应符合设计要求及相关规范。
对所有材料应按有关规定进行抽样检验及抽样复检,取样方法与检验结果应符合国家现行标准的规定;2钢材应无脱皮裂伤、翘曲等缺陷,当钢材的表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于该钢材厚度负允许偏差值的1/2;3钢材表面锈蚀等级应符合现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》GB8923规定的C级及C级以上;4钢材端边或断口处不应有分层、夹渣等缺陷。
5主要钢材钢板及型钢的化学成分、力学性能和其它质量要求均应按相应的现行规范标准执行。
钢结构折线型偏心十字柱的制作工艺及监造要点
钢构造折线型偏心十字柱旳制作工艺及监造要点内容摘要:折线型偏心十字柱构造复杂~截面尺寸大~组装难度高~焊接变形矫正只能依托火焰。
通过对此类构件加工旳监控经验旳简介予以后来人以借鉴。
主题词:组装、焊接、矫正、改善在近几年旳国内建筑工程中~钢构造旳应用异常活跃~发展迅猛。
在钢构造旳构造设计方面~既要从技术角度考虑最优旳受力~同步又要从经济角度兼顾材料旳节省~资源旳节省。
故此~钢构造旳构造形式旳设计也在不停推陈出新~日趋复杂化~随之而来旳就是制作难度也在逐渐加大。
在北京银泰中心工程中就应用了一族构造复杂、断面形状新异旳钢构造构件~即偏心十字柱,包括直线型和折线型两种,~由于其构造形式与一般旳十字柱存在较多不一样~给制作带来了较多困难。
现从中选择构造更复杂旳折线型偏心十字柱来简介这一族钢构件旳制作工艺~以及在制作过程中监理应怎样做好构件制作旳技术支持工作。
做为钢构件制作旳监理~要想做好监理工作不仅要看懂构件旳设计图样~熟悉有关原则规范~还要清晰构件旳制作工艺~这样才能分清制作旳关键工序、重要工序~做到有针对性旳过程控制。
那么下面就先理解一下折线型偏心十字柱旳构造形式特点和制作工艺。
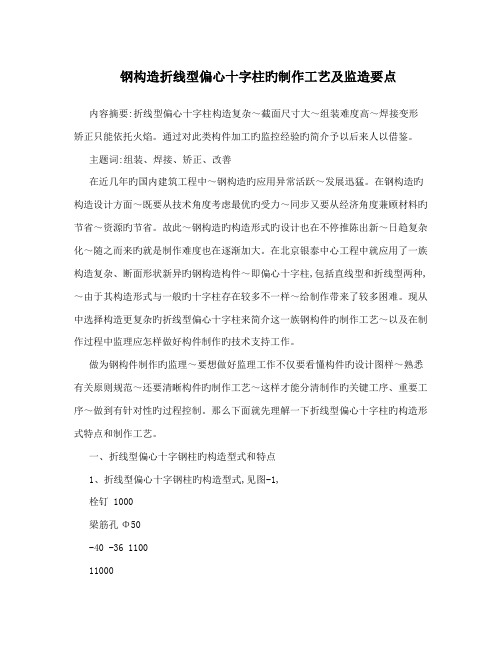
一、折线型偏心十字钢柱旳构造型式和特点1、折线型偏心十字钢柱旳构造型式,见图-1,栓钉 1000梁筋孔Φ50-40 -36 110011000F-F箍筋孔Φ20图—12、折线型偏心十字型钢柱旳构造和焊接特点折线型偏心十字型钢柱与一般旳十字型钢柱相比有如下特点截面尺寸大~为1100×1000mm。
钢板厚度大~钢板材质为Q-345GJC~板厚为δ=36、40mm。
且40mm板断面收缩率不得不不小于Z15级规定旳容许值。
翼板与腹板旳连接位置偏离翼板中心,腹板与腹板旳十字连接亦偏心。
翼板旳宽度不相似。
腹板穿筋孔密布~既有箍金穿筋孔~又有框架梁穿筋孔。
十字型截面且为折线型。
钢柱上下端头各100mm范围内及钢柱加劲板上下各600mm范围内旳纵向焊缝为全熔透一级焊缝~其他纵向焊缝为部分熔透二级焊缝。
探讨关于弧形翼缘板十字柱制作技术
探讨关于弧形翼缘板十字柱制作技术摘要:介绍了翼缘板为弧形的十字柱制作工艺,以及在制作过程中的重点和难点。
具体从下料、装配、焊接、变形校正等方面进行阐述,在生产类似钢构件时具有参考作用;关键词:钢结构;十字柱;弧形翼缘板Abstract:This paper introduces the production process of the arc column flangeto the cross,and in the production process of the key and difficult point.It is detailed from the aspects of feeding,assembly,welding and deformation correction.It has a reference role in the production of similar steel.Keywords:steel structure;cross column;arc flange1 前言钢结构在建筑行业里已占有越来越重要的地位,现如今不止是在工业领域,在高层建筑、高铁站、飞机场等都不同程度的采用钢结构。
钢结构中十字形截面钢柱因为其双向受力性能好,制作技术成熟,在高层建筑中应用尤其广泛,本文介绍的弧形翼缘板十字柱为某一高铁站预埋钢骨架。
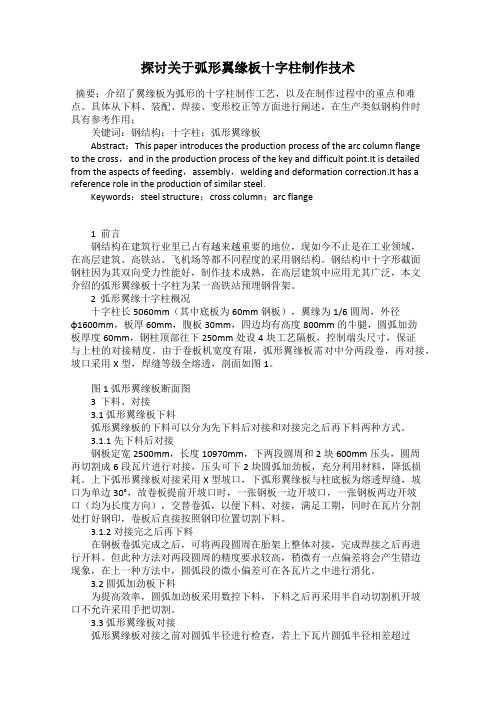
2 弧形翼缘十字柱概况十字柱长5060mm(其中底板为60mm钢板),翼缘为1/6圆周,外径φ1600mm,板厚60mm,腹板30mm,四边均有高度800mm的牛腿,圆弧加劲板厚度60mm,钢柱顶部往下250mm处设4块工艺隔板,控制端头尺寸,保证与上柱的对接精度。
由于卷板机宽度有限,弧形翼缘板需对中分两段卷,再对接,坡口采用X型,焊缝等级全熔透,剖面如图1。
图1 弧形翼缘板断面图3 下料、对接3.1 弧形翼缘板下料弧形翼缘板的下料可以分为先下料后对接和对接完之后再下料两种方式。
大截面超长十字型钢柱制作安装技术

2 适用 范围及工艺流程
1 ) 适用 于十字柱钢结构制作 、 工 艺选择 、 钢板 放样下料 、 组对 、 焊接、 矫正等工序的要求。 2 ) 工 艺 流程如 图 1所示 。
于 T形 钢 焊接 后 翼 缘 板 和腹 板 垂 直 度 出现 偏 差 时
很难校正 , 故将 2根 T形钢先做成 1 根 H型钢, 焊
第1 1 期
庞
忠: 大截面超长十字型钢柱制作安装技术
1 2 7
接引弧 板及 引 出板 , 引弧 板及 引 出板 要 与母 材 材质 、
厚度及 坡 口形 式 相 同 , 引 弧 板 和 引 出板 的长 度应 大
于或等于 1 5 0 a r m, 宽度应大 于或等 于 1 0 0 m m, 焊缝 引出长度应大于或等于 8 0 m m, 保证引弧及收弧处
接校正 后再 剖成 2根 T形钢 。
4 ) 预留焊接收缩量。十字柱下 料时腹 板开双 边坡 口, 宽度方 向留 4 m m收缩余量 , 长度方向留 3 O 5 0 m m切割余量 ; 具体如下 :
3 施工技术及操作要点
3 . 1 钢 板放样 及 下料
~
第一种 H 1 1 0 0 X 4 5 0 X 1 6 X 2 5 : 主部 分 H1 1 0 0× 1 ) 下料前对钢材进行几何尺寸、 表 面质量等方 4 5 0×1 6 X 2 5腹 板 下 料 尺 寸 为 1 6 mm ×1 0 5 0 am; r 副 面的检 查 。钢材 端 边 或 断 口处 不 得有 分 层 、 夹 渣 等 部分 因要 剖成 2根 T型 钢 , 要加 切 割量 ; 故 H1 0 8 4× 缺陷。钢材表面损伤 、 锈蚀 , 经打磨修整后 , 其厚度 4 5 0×1 6× 2 5腹 板 下 料 尺 寸 为 1 6 m m X 1 0 8 6 a r m, 腹 削减量不应大于该钢材厚度负偏差值的 1 / 2 。 板坡 口型式如 图 2所 示 。
十字柱制作工艺处理卡
3、以端铣面为基准,在H型梁(柱)上划出牛腿及连接板的装配线,划线时加放焊接收缩余量。
4、装配前,牛腿应预先组装、焊接、矫正、钻孔。牛腿、节点板及加筋的坡口形式按图纸及焊接工艺要求进行。
3、十字柱焊接完工后,必然自然时效24小时后才可割除临时加强筋。
七、十字柱校正
火焰加热法校正(可根据变形量适当增加外力校正)
1、角变形校正时如变形量过大,校正是加热线必须从十字接头根部焊缝附近规定宽度范围内开始线型加热,校完一遍后测量角度,未达到要求可重复加热。对低合金高强度结构钢绝不允许用水激冷。若加热线起始处偏离十字根部规定范围内过多则易产生S型变形。
2、在一支未加临时加强板的T型钢直角槽内二保焊打底,打完底后用加长咀埋弧焊焊接,一般小于或等于25mm板打底后施焊一层即可,25mm以上施焊两层。焊接完后加上临时加强筋,除去反面临时的加强筋,反面碳弧气保清根至露出正面所焊金属,埋弧焊施焊,焊后再加上临时加强筋。对第二支T型钢,可采用同样的方法焊接。
2.切割单块板条时根据用料实际情况采用双头割头进行下料。
3.在没有特殊要求情况下,板条允许拼接。拼接规范:翼板拼接长度不小于2倍板宽,宽度不允许拼接;腹板拼接长度不小于600mm,宽度不小于300mm(一般不拼接);厚度方向错边≤1mm,宽度方向错边翼板≤2mm、腹板≤1mm。
4. 要求熔透的焊缝,其腹板厚度t≥12mm一般需开坡口,其坡口形状根据具体情况 而定。坡口要求光滑平整,平面度≤1.5mm、割纹深度≤0.5mm、局部缺口深度≤1.0mm、边缘缺棱≤2.0mm。缺陷超过规定时用与母材相匹配的焊条修补,然后打磨平整。
浅谈十字型钢柱的制作工艺及现场安装

及时清除切 口边缘上 的熔瘤 、飞溅物等 ,剪切切割后及 时磨除切 口边缘 的冷却硬化层和毛刺 。板条 由于切割引 起变形采用火焰矫形 。 2 3编 号 由于工程属于高层结构 ,构件 比较复杂, . 所有 工料 必须统 一编 号 。十字 形钢柱 在钻 孔前 钢板 要 统一编号 。顺 时针标 出东 ( )、南 ( )、西 ( )北 E S w ( )。确 定钢 柱的现 场安装方 向。 N
附 图 一
1 )两端最外侧孔 间距偏差为 ±3 0 . 毫米 。
2 )孔 的 圆 度 为 10 .。 3 )同 一 组 内相 邻 两 孔 间距 ±0 7 米 。 .毫 4 同一 组 内任 意 两 孔 间 距 ± 10 米 。 ) .毫
为了满足 工艺要求必须加工一些常用模具来保证加工
喷砂处理高强度螺栓 摩擦 面的表 面粗糙度 :喷砂压 力约6g c2 K /m ,石英砂的粒度1 5 m ,加工后的钢材表 .  ̄4m 面呈现灰 白色 ;用 电动砂轮机打磨钢板的表面 ,砂轮打 磨 的方向与受力方 向垂直,打磨范围不应小于4 倍螺栓直 径 ,打磨 时不应在钢材表面磨 出明显的凹坑;
贴。方法用0 3 m . m 塞尺检查 ,其塞入面积应 小于2% 5 ,边
缘 问 隙 不应 大 于0 8 m .m 。
有大型矫形机的用设备矫形,没有 的就采用火焰顶
推来矫 形。
附 图 二
2 1 打钢 印号 ( .O 柱的编号 )柱的编号标在指北 的
2 5 开 坡 口 设计 要求所有 的熔透焊缝为一级 ,这 .
的精度 ( 附图二) 模具的选材必须是高硬度 的材料。 见 ,
ISA L IN N T L AT O
59
连接板 固定 ,防止变
十字型构件工艺标准
钢结构十字型钢构件制作施工工艺标准ZEJGG/QB-GY0802-20061 总则1.1 在高层民用建筑钢结构和大型工业建筑钢结构工程中,越来越多地采用十字型钢构件。
此类钢构件在工程主体结构中作为重要受力构件,制造质量要求较高。
另外,由于其为十字型焊接结构,结构形状较复杂,制作工序多,在焊接过程中控制焊缝质量和焊接变形较困难,应在制作过程中严格控制工序质量,以保证十字型钢构件的总体制作质量。
为规范十字形钢构件的制作工艺,便于制作工序的质量控制和构件质量检查,制定本工艺标准。
1.2本工艺标准适用于十字型钢构件的制作。
2 引用标准(1)《钢结构工程施工质量验收规范》(GB50205-2001)(2)《高层民用建筑钢结构技术规范》(JGJ99-1998)(3)《建筑钢结构焊接技术规程》(JGJ81-2002)(4)《钢结构制作施工工艺标准》(ZEJGG/QB-GY0801-2006)(5)《钢结构手工电弧焊施工工艺标准》(ZEJGG/QB-GY0803-2006)(6)《钢结构埋弧自动焊施工工艺标准》(ZEJGG/QB-GY0804-2006)(7)《钢结构二氧化碳气体保护焊施工工艺标准》(ZEJGG/QB-GY0805-2006)(8)《钢结构栓钉焊施工工艺标准》(ZEJGG/QB-GY0806-2006)3 名词术语3.1 十字型钢构件:由钢板零件组装焊接而成,截面形状近似于十字型的钢结构构件。
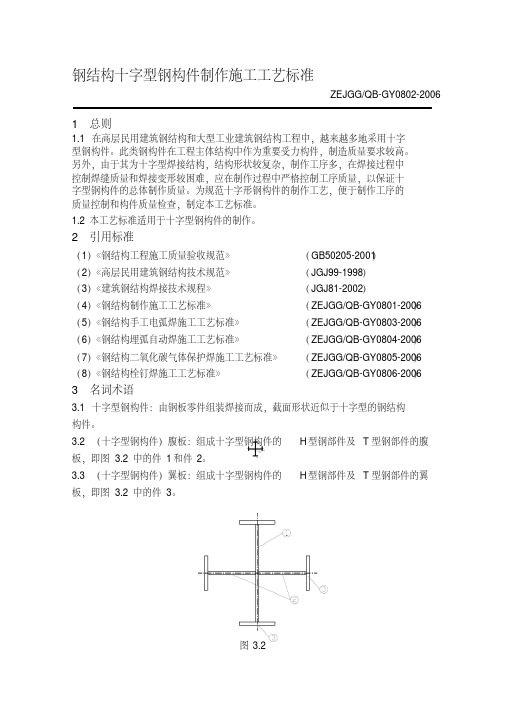
3.2 (十字型钢构件)腹板:组成十字型钢构件的H型钢部件及T型钢部件的腹板,即图3.2中的件1和件2。
3.3 (十字型钢构件)翼板:组成十字型钢构件的H型钢部件及T型钢部件的翼板,即图3.2中的件3。
图3.24 基本规定4.1 十字型钢构件制作必须按构件深化设计图的要求进行制作加工。
4.2 十字型钢构件的钢板零件材料品种、规格和性能等应符合现行国家钢材标准规定的质量要求和设计要求,其腹板和翼板须经抽样复验,其复验结果符合上述要求后方可使用。
超高层钢结构制作工艺介绍(h型柱、十字型钢骨柱、箱形柱、十字柱与箱型柱、钢柱牛腿)_secret
超高层钢结构制作工艺介绍(H型柱、十字型钢骨柱、箱形柱、十字柱与箱型柱、钢柱牛腿)1、H型柱制作工艺2、十字型钢骨柱制作工艺3、箱形柱制作工艺4、十字柱与箱型柱的拼接5、钢柱牛腿的制作6、材料质量控制7、除锈、涂装、编号8、包装、运输与交接1、H型柱制作工艺1)放样:各施工过程如钢板下料切割、H型钢组合、各部件和零件的组装,构件预拼件组装都需有专业放样工在加工面上和组装大样板上进行精确放样。
放样后须经检验员检验,以确保零件、部件、构件加工的几何尺寸,形位分差、角度、安装接触面等的准确无误。
2)划线和号料:对尺寸较小的板、杆材在不必要数控切割的情况下,采用人工划线、号料。
划线、号料人员应做到熟练制作样板、样杆,熟悉样板、样杆上标注的符号和文字含意,搞清号料数量。
3)下料切割(含坡口):包括气割、剪切和坡口。
本公司下料切割的主要设备有伊萨—汉考克等离子、火焰多头数控切割机、小车式火焰切割机、卧式带锯床、坡口机、剪板机等。
切割前应用矫正机对钢板或型材进行矫正。
对焊接钢板或型钢还必须进行检验和探伤,确认合格后才准切割。
加工的要求应按公司内控标准检验切割面、几何尺寸、形状公差、切口截面、飞溅物等,检验合格后进行合理堆放,做上合格标识和零件编口4)H型钢组立:组立主要是指H型钢埋弧焊前的点焊定位固定,组立是在自动组立机上进行,组立前应对翼缘板和腹板去除毛刺、割渣,并应进行矫正,由放样人员划出中心线、定位线,待检验合格后才准上组立机进行组立点焊固定。
5)埋弧焊:埋弧焊主要是对钢柱、钢梁类的H型钢的焊接。
柱、钢梁的埋弧焊一般采用门式埋弧焊机电焊,量大而较规则的H型钢则采用H型钢自动生产线制作。
埋弧焊时必须根据钢板的厚度和品种按工艺文件采用相应的焊丝、电流、电压以及焊接速度,同时必须注意焊剂质量,特别是焊剂干燥度,H型钢焊随后应进行矫正。
6)锁口和端头加工:H型柱与主梁一般设计选用高强度螺栓连接,待H型钢加工及检验合格后,用端头铣进行端头铣平加工。
钢结构十字柱制作施工工艺
钢结构十字柱制作施工工艺钢结构十字柱的制作施工工艺是一个非常重要的过程。
本规程详细说明了焊接十字柱的制作流程和加工方法,适用于我公司十字柱型钢的制作,并将作为产品质量自检和检验的依据。
编制依据包括《钢结构施工及质量验收规范》GB-2001、《建筑钢结构焊接规程》(81-91)和《钢结构焊缝外形尺寸》(GB5777-96)等。
在材料方面,钢板材料主要为Q345、Q235等钢结构用材,其质量标准应符合相关要求。
焊接材料应根据图纸和工艺要求进行选用,也可以按照表格中的要求进行选择。
在使用前,焊接材料需要进行烘干和存放,具体温度和时间也在表格中给出。
制作工艺要领包括下料和焊接坡口等方面。
在下料过程中,应选择合适的割嘴和加工余量,并使用直条切割机进行两边同时切割下料。
在开坡口时,应使用两台双头半自动切割机以控制焊接变形。
在切割后,应检查尺寸并记录,如超差应立即汇报并使用火焰矫正达到规定尺寸。
对切割和坡口面的超差缺陷应进行补焊和打磨处理。
焊接坡口的加工要求按照规定进行,包括大组立焊接、十字组立、十字焊接、十字校正和H、T型检查等。
在制作过程中,应注意钢板拼接和主材切割等细节,确保最终成品符合要求。
The n and processing should follow the requirements of XXX。
If there are no specific requirements。
the processing should follow the diagram provided.After the cutting process is complete。
XXX of the cross column。
Welding surfaces should be carefully inspected。
andany rust。
burrs。
or oxide scale within 30-50mm of the edge of the weld should be XXX.After the cutting process is complete and has passed n。
十字柱制作流程

01、十字柱端部坡口作业示意图0101、将端部铣已经完成的十字柱放置于工位上;(此时腹板已经开好坡口)0102、以铣平面为基准,按图画线,定出构件的长度,再根据设计及工艺要求的坡口角度,划出坡口线;0103、调整切割机轨道并根据坡口调整好割咀;0104、调整好切割参数进行坡口切割,切割时注意控制好坡口钝边和角度(钝边小于2mm,坡口角度一般为35°)切割完一面后翻转构件切割其他面;0105、清除割渣,并对坡口面进行打磨。
确保割纹深度小于0.3mm,局部缺口深度小于1.0mm,切割面平面度小于0.05 t(t为板厚),且不大于2.0mm;02、十字柱端面铣削工序作业示意图0201、在矫正好的十字柱上划出翼缘中心线、铣削基准线并敲上样冲点;0202、将十字柱吊至铣削滚轮架上,调整构件的长度方向上的四个面都垂直于铣刀面,利用辊轮架上前后两个靠山顶紧;0203、然后利用顶杆顶紧固定构件,防止构件窜动摇晃;0204、调整刀头进行铣削,铣削掉半个样冲点为止;铣削时可先粗铣,再精铣,精铣时进刀量要调小;铣削结束后将构件吊离工作平台;要求铣削过程中不能停刀,逐层铣削且进刀量逐层减小;03、十字柱腹板坡口作业示意图0301、清除操作平台上的杂物,将下料合格的钢板吊至平台,并划出坡口基准线;0302、常用的坡口尺寸见图,对于设计或工艺有特殊要求的按特殊工艺执行;0303、摆放并调整切割轨道,以保证小车的行走轨道与板料平行和距离适当;0304、对切割机进行调试后切割;0305、钢板宽度<1000mm时,按图示的方法进行切割;0306、钢板宽度≥1000mm时,按图示的方法进行切割;0307、铲除割渣;0308、对坡口以及坡口两侧20mm范围内的钢板进行打磨,确保割纹深度小于0.3mm,局部缺口深度小于1.0mm,切割面平面度0.05t,且不大于2.0mm,不得有油污、铁锈及其它污物;对超标缺陷进行焊补打磨;0309、切割完毕后规范堆放。
十字型钢柱制作工艺
十字型钢柱制作工艺十字型钢柱制作工艺(地产大厦)补充文件1 使用范围本工程使用于低碳钢、高强度钢及普通铸钢的焊接,适用于建筑钢结构十字型构件的加工制作工序,包括工艺流程的选择、放样、下料、制作H型钢、制作T型钢、矫正、边缘加工、组装十字柱、焊接十字柱、装焊顶板和地脚板、矫正调直、清理挂牌、验收出厂等工序。
2 工艺原理采用H 型钢生产自动流水线先加工制作成H 型钢,然后再加工成T型钢,最后组装成十字柱,此十字型钢柱作为型钢混凝土柱的型钢。
其中钢板采用多头切割机下料后,将腹板与翼缘板组立后,采用自动船形位置焊接,然后进行矫正、切割,组装成十字柱,十字型钢柱中间的十字焊缝采用CO2气体保护焊焊接而成。
3 施工工艺流程和操作要点3.1 工艺流程放样、下料→H型钢的制作→T型钢的制作→十字柱组立→十字柱的焊接→十字柱矫正→组装十字柱上零件板。
3.2 操作要点3.2.1 操作工艺十字型钢柱的组立过程分为3个步骤,即H 型钢的制作、T 型钢的制作及十字柱的组立。
(1)放样、下料①零件下料采用火焰直条切割机进行切割加工。
②对十字柱的翼板、腹板采用直条切割机两面同时垂直下料,对不规则件采用半自动切割机进行下料,但应注意对首件进行跟踪检查。
③对十字柱的翼板、腹板其长度放50mm,宽度不放余量。
④当十字柱主体因钢板长度不够而需对接时,其面板的最小长度应在600mm以上,同一零件中接头的数量不超过两个;同时,在进行套料时必须注意保证腹板与翼板的对接焊缝错开距离满足500mm 以上。
⑤下料完成后,施工人员应按材质进行色标移植,同时对下料后的零件标注工程名称、钢板规格、零件编号,并归类存放。
(2)H 型钢的制作①H 型钢的组立可采用H 型钢流水线组立机进行组立,定位焊采用气保焊,定位焊点长度尺寸为40~60mm,焊角≤6mm,间距为300~400mm。
②H 型钢的组立尺寸控制应满足设计规定。
③H 型钢的焊接采用门型埋弧焊机,焊前应按标准要求设置引、熄弧板。
钢结构构件加工工艺标准

钢结构加工、质量控制工艺编制人:审核人:审批人:2013年4月12日山东红三叶钢结构工程有限公司箱型钢结构制造工艺流程:十字柱制作工艺流程图:H型钢梁制造工艺流程:材料进场材料进场前应进行检验。
请有专业检测的公司对材料性能进行检测,检测机械性能,与力学性能。
检验过程包括材质证明及材料标识和材料允许偏差的检验。
材料检验合格后方可投入使用。
当钢材表面有锈蚀,麻点或划痕等缺陷时,其深度不得大于该钢材厚度负偏差值1/2,否则不得使用。
钢材矫正:可用机械方法或火焰矫正,火焰矫正温度不可超过650℃,并严禁强制降温。
钢材矫正后的表面不应有明显的划痕,划痕深度不得大于0.5mm。
钢材矫正后的允许偏差注:t-钢板厚度,L-钢材长度,b-型钢翼缘宽度放样号料本工程放样采用的计量器具应经计量检测单位检测合格后方可使用。
在计算机上对节点进行1:1放样,放样时应根据设计图确定各构件的实际尺寸。
人工放样在平整的放样平台上进行,凡放大样的构件,应以1:1的比例放出实样。
放样工作完成后,对所放大样和样板进行自检,无误后报质检员进行检验。
号料前必须核实所用钢材与设计图纸相符,钢材材质必须符合相关规范要求;如有代料应有代料通知单;做到专料专用。
严格按照材料使用部位表进行号料,避免长料短用,宽料窄用。
在施工过程中,无论划线号料、气焊、还是铆工等工序都必须认真检查钢材是否有重皮、裂纹等缺陷,如发现应及时会同技术人员及检查人员研究处理。
号料时长度和宽度方向必须留焊接切割收缩量。
号料时,H形和箱形截面的翼板及腹板焊缝不能设置在同一截面上,应相互错开200mm 以上,并与隔板错开200mm以上。
接料尽量采用大板接料形式,焊接等级为一级,并做超声波检测,检测合格后才能进入下道工序。
钢管接料,壁厚大于等于6mm时管接料应开坡口。
壁厚小于6mm时可不开坡口。
下料阶段不得采用人工修补的方法修正切割完的钢管。
接料坡口形式:钢板接料坡口形式:钢管对接:采用全焊透对接焊缝,坡口形式如下:气体保护焊施焊,对接焊缝必须焊透。
钢结构工程中大型十字砼钢柱的施工要点
钢结构工程中大型十字砼钢柱的施工要点作者:冯建忠来源:《城市建设理论研究》2012年第29期摘要:本文主要从十字型砼钢柱安装的特点来分析钢结构工程中十字型砼钢柱安装的处理方法与技巧。
关键词:十字型砼钢柱;焊接工艺;金属构件的探伤Abstract: This article mainly from the cross type concrete steel column installation features to the analysis of the steel structure engineering in cross type concrete steel column installation processing method and skill.Key words: cross type concrete columns; welding; metal component testing中图分类号:TU391 文献标识码:A文章编号:2095-2104(2012)1 十字型砼钢柱的安装1.1锚筋预埋件的安装柱脚锚栓预埋时需要制作锚筋定位模板,模板上下用双螺母结构调整,预埋时保证定位模板上口达到设计标高。
为防止砼浇注时锚筋及定位模板受到破坏,可以将锚筋下部与浇注底板内的钢筋捆扎一起,定位模板也可点焊在外露钢筋上。
以保证其预埋位置的正确,确保十字型砼钢柱安装、定位准确无误。
1.2钢柱吊装前准备与检查安装前应对构件的外形尺寸、螺栓孔直径位置、焊缝栓钉及外表面进行全面检查,符合设计与图纸要求后方能进行全面安装工作。
钢柱吊装前应对预埋锚栓外露螺纹用锥形防护套保护,防止安装过程中螺纹损伤。
复核预埋锚栓位置与标高的正确,并做好各轴线的标记。
为了保证吊装时索具安全,吊装钢柱时应设置吊耳,吊耳应基本通过柱子重心的铅垂线。
钢柱吊装前应设置登高挂梯和柱顶操作台夹箍。
1.3首节钢柱吊装、校正与固定通过吊耳起吊构件,起重机边起钩边回转起重臂,直至把柱子吊直为止。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
实例图片
十字型坡口接头示意
图1图2
4.3.3 组立后的H型钢及T型钢(组成H型钢),有穿筋孔配置要求的十字型柱在组立定位前要核对穿筋孔的相对位置,在保证穿筋孔位置对正无误的情况下才能进行下道工序作业。
4.3.4 十字型柱组立定位焊:见图2.组立前应对焊接面仔细检查,消除氧化皮等杂物,对于
的安装应按图纸要求进行装配,划线使用划针,进而保证装配的准确度
焊,定位焊脚高度不得大于设计焊缝焊脚高度的2/3;定位焊缝长度为
定位焊不得有裂纹、夹渣、焊瘤等缺陷;注意定位焊长度,以保证足够强度。
位腹板
清理焊缝后,焊接整条连续的埋弧焊缝,对焊缝进行二层焊接,每层焊完后,应严格清理层与层之间的焊渣以及焊接缺陷,缺陷处应及时用砂轮打磨或气刨铲除之后进行补焊。
℃范围内,超过200℃应停止焊接,冷却10-20分钟后再进行焊接,焊接过程中应随时检查十字柱的变形情况,可根据情况,利用后续焊接来调整十字柱
清理,冷却,割去引出板及引弧板,并打磨。
若发现十字柱存在变形应进行矫正,采用火焰矫正,其温度值应控制在。