《臭氧消毒技术规范》.
臭氧空间消毒生物指示剂研究及运用
臭氧空间消毒生物指示剂研究及运用摘要:根据扬子江药业关于臭氧空间消毒生物指示剂研究案例,阐述臭氧空间消毒生物指示剂的制备方法和应用关键词:臭氧、生物指示剂、白色葡萄球菌引言根据《消毒技术规范》(2002版),空间消毒臭氧浓度要求不低于20mg/m³(折算后约为10ppm),达到此浓度的消毒时间不低于30min,臭氧发生设备运行时间不低于2小时。
目前公司在做臭氧消毒系统确认时,选择部分有代表性的功能间(换气次数低的功能间、处于风管末端的功能间、人员活动频繁的功能间、与洁净度等级低区域连通的功能间),确认该房间的消毒时间和消毒浓度符合要求,即臭氧浓度大于10 ppm的消毒时间应不低于30min,臭氧发生设备运行时间不低于2小时。
因此从物理指标来讲,臭氧消毒能够满足要求,但未开展过杀菌效果的确认,无法判定臭氧的实际杀菌效果。
下面笔者对扬子江药业对于臭氧空间消毒生物指示剂研究及运用展开阐述1生物指示剂介绍目前市面上有各种生物指示剂,主要包含环氧乙烷灭菌用生物指示物、湿热灭菌用生物指示物、干热灭菌用生物指示物、过氧化氢低温等离子灭菌生物指示物和甲醛灭菌用生物指示物。
由于微生物芽孢较菌体有更强的耐受性,因此一般生物指示剂均采用含芽孢的细菌制备。
鉴于臭氧空间消毒方法对于孢子类杀菌效果极其有限(笔者开展过小试,即便处于极高浓度下,依然很难杀灭),同时根据GB 28232-2020《臭氧消毒器卫生要求》和《消毒技术规范》(2002版),臭氧能够对白色葡萄球菌(8032)起到杀灭率≥99.9%的作用,因此选择白色葡萄球菌作为生物指示剂菌种,由于白色葡萄球菌不产生孢子,耐受性较差,无法制备成成品生物指示剂,因此需进行自制。
2生物指示剂制备方法通过对生物指示剂制备方法进行筛选,可采用菌悬液定量检测或者平皿培养的方法开展。
此次选择的方法为平皿培养的方法,具体步骤和方法如下:2.1 菌悬液的制作准备试验菌:白色葡萄球菌8032、普通营养肉汤培养基、pH7.0无菌氯化钠-蛋白胨缓冲液等。
臭氧消毒浓度和 条件
臭氧消毒浓度和条件尽管在中国许多公司使用臭氧对洁净室进行消毒,许多业内人士对其消毒效果也将信将疑。
本文汇总了国内外不同法规/指南对臭氧消毒浓度及其条件的要求,供大家参考:消毒技术规范和GB 28232《臭氧发生器安全与卫生标准》空气消毒:臭氧对空气中的微生物有明显的杀灭作用,采用 20mg/m3 浓度的臭氧,作用 30min,对自然菌的杀灭率达到90% 以上。
表面消毒:用臭氧气体消毒,臭氧对物品表面上污染的微生物有杀灭作用,但作用缓慢,一般要求 60mg/m3 ,相对湿度≥70%,作用 60 min~120min 才能达到消毒效果。
验证指南消毒时关闭相应的新风进口和回风排放阀门,使整个被消毒的洁净区空气通过净化系统风管形成循环,臭氧发生器即开始工作。
如每日做空气灭菌,一般可开机1~1.5h;如每周以臭氧代替化学试剂熏蒸对物体表面、墙壁、地面及设备灭菌,一般可开机2~2.5h。
对空气中浮游菌,臭氧灭菌浓度为(2~4)×10^-6;对物体表面的沉降菌,为(10~15)×10^-6设计、应用臭氧灭菌60min 达到相对浓度后,继续保持一段时间(1~1.5h),即可达到对机器设备和建筑物体表面沉降菌杀灭的目的。
PDA TR 70 无菌生产设施的清洁消毒程序原理用气体处理小范围或大规模操作可选的另一种方式是使用臭氧。
臭氧是通过氧气加高电压制成。
该系统使用了高浓度的臭氧气体,集成一个气体发生器向待消毒区域内释放臭氧。
该系统的设计规范通常为臭氧浓度200ppm或更高(注释:臭氧1ppm≈2mg/m3, 200ppm≈400mg/m3),相对湿度80%或更高,处理时间取决于区域的大小,自身的生物负载和区域内的障碍物情况。
这个系统已经在多个产业环境内使用,并且现在正在被考虑作为GMP操作中可能的备选。
每当化学剂用于大规模气体处理或雾化处理洁净室时,必须考虑安全性。
如果未采用正确的防范措施来保证化学消毒剂被遏制在拟处理区域范围内,那么所讨论的所有消毒剂都能够导致人员的伤害或死亡。
洁净区臭氧灭菌验证及方案)
洁净区臭氧灭菌验证及方案一、简述臭氧有很高的能量,很不稳定,在常温,常压下,臭氧结构易变,很快自行分解为氧和单个氧原子。
后者具有极强的氧化作用,臭氧的半衰期为22~25min。
生成臭氧的原料主要是空气和电能。
臭氧杀菌机制:(1)作用于细胞膜,导致细胞膜的通透性增加,细胞内物质外流,使细胞失去活动;(2)使细胞活动必需的酶失去活性;(3)破坏细胞内的遗传物质或使其失去功能。
臭氧杀灭病毒是通过直接破坏核糖核酸或脱氧核酸完成的。
而杀灭细菌、霉菌类微生物则是臭氧首先作用与细胞膜,使细胞膜的构成收到损伤,导致新陈代谢障碍并抑制其生长,臭氧继续渗透破坏膜内组织,直到死亡。
不同洁净室可根据其体积,选用适当的臭氧发生器,将主机设置在HV AC系统的送、回风主管道中或净化空调箱的中效过滤器后端的合适位置,电源控制系统置于机房内。
消毒时,关闭新风进口(或关闭约90%的新风进口阀门)和回风对外排放阀门,是整个被消毒的洁净室空气通过净化系统风道形成内循环状态。
每天开机1~1.5h进行空气灭菌;替代化学药剂熏蒸消毒及设备表面灭菌需开机2~2.5h。
10万级别的洁净区,臭氧投加浓度为10MG/M3。
臭氧衰减率为0.375。
按空间的大小投加量计算:臭氧发生器产量=体积*10/0.375按这计算出来的臭氧发生器产量,基本的能达到10万级别洁净区的洁净标准。
二、目的制剂的生产过程主要在洁净区完成,洁净区用臭氧灭菌的效果直接影响到产品的质量,为确认臭氧灭菌的可靠性,用臭氧灭菌取代甲醛熏蒸灭菌,减少对员工身体健康的损害,特制订本验证方案进行验证。
验证过程应严格按照本方案规定的内容进行,若因特殊原因确需变更时,应填写验证方案变更申请及批准书,报验证小组批准。
三、工艺原理图将臭氧气体引到送风主管道中,利用HV AC系统中净化风机产生的压力风源,扩散至所控制的整个洁净区域。
四、验证计划(1)、洁净区空气消毒方法原理:1.1 是采用臭氧发生器产生臭氧后,通过HVAC 系统机组的正压送风段和送风管送入洁净区,再通过回风管回到机组,组成一个闭合的空气循环系统,控制消毒过程中的循环时间或密闭时间,从而使一定浓度的臭氧气体在规定的时间内,杀灭洁净区内的微生物。
臭氧空间消毒标准及浓度运用

臭氧空间消毒标准及浓度运用This manuscript was revised by the office on December 22, 2012臭氧空间消毒标准及浓度运用一、臭氧浓度运用参考空间、器具、容具消毒、保鲜、除臭净化空气中使用臭氧参考浓度臭氧运用—空间、器具、容具消毒、保鲜、除臭净化空气中使用臭氧参考浓度(1ppm=2.14mg/m3)摘自:化学工业出版社,2003.3《臭氧技术及应用》使用臭氧时应该注意的几点如下表臭氧运用---水处理目前在世界范围内,纯净水、天然水(山泉水、矿泉水、地下水等经过过滤等工序制成),已普遍采用臭氧消毒。
在自来水臭氧净化应用时,国际常规标准为0.4mg/L的容解度保持4分钟,即CT值为1.6。
下表为参考值。
二、臭氧空间消毒标准及规范1食品车间食品加工车间臭氧浓度要求相对较低,一般达到2.5ppm即可。
对于不同的食品储存间要根据所储存的物质不同设计不同的臭氧浓度。
臭氧投加方式一般采用布管式,对于小车间可采用开放式。
2制药厂2.1计算方法根据《消毒技术规范》及实际应用经验,三十万净化级取C=2.5ppm=5mg/m3;十万净化级级取C=5ppm=10mg/m3;万净化级取C=15ppm=30mg/m3;百级取C=20ppm=40mg/m3。
计算方法:利用HVAC系统集中投加时,臭氧发生器选用按以下方法计算:首先计算实际臭氧消毒体积,实际体积由三部分组成V=V1+V2+V3,V1洁净区空间体积,V2空气净化系统体积,V3循环时空气损失体积,实际计算过程中V3等于循环系统总风量的1.2%。
(1)W=C×v/dw:实际选用臭氧发生器的产量,单位为g/h。
c:单位体积臭氧投加量。
V:实际臭氧消毒体积。
d:臭氧衰退系数0.42。
(2)若设计臭氧浓度按空间浮游菌为5ppm,消毒体积10000m3,送风流量100000m3/hV1=10000m3V2=忽略不计V3=100000×1.2%=1200实际臭氧消毒体积V=V1+V2+V3=11200m3臭氧投加量W=C×V/d=5×2×11200/0.4208=266.159g/h 推荐选择臭氧发生器的产量为280g/h.2.2内置式示意图主机一般安装在中效过滤器后段或高效过滤器前段。
臭氧消毒操作规程
臭氧消毒操作规程
《臭氧消毒操作规程》
一、目的
本规程适用于对空气、水、食品、医疗设备等进行臭氧消毒的操作,旨在确保消毒效果,保障人员安全。
二、操作流程
1. 准备工作:整理好所需的臭氧发生器、臭氧检测仪、防
护设备等工具和器材。
2. 环境检测:使用臭氧检测仪对消毒环境进行检测,确保
臭氧浓度符合可接受范围。
3. 设备设置:将臭氧发生器放置在消毒区域中心位置,根
据环境大小和需要消毒的物体确定臭氧发生器的工作时间和功率。
4. 开启设备:根据设备说明书操作开启臭氧发生器,并在
安全距离外等待臭氧达到预设浓度。
5. 启动消毒:确保工作人员已经远离消毒区域,启动臭氧
发生器,开始消毒过程。
6. 监测和调整:在消毒过程中,定期使用臭氧检测仪监测
臭氧浓度,并根据监测结果调整发生器的工作参数。
7. 结束消毒:根据设定时间自动关闭臭氧发生器,确保臭
氧浓度在安全范围内后,工作人员可以进入消毒区域。
8. 清理工作:对消毒过程中使用的工具和器材进行清洁和
消毒处理,将臭氧发生器和相关设备进行存放并进行定期维护。
三、安全注意事项
1. 工作人员必须戴好防护口罩、手套等防护设备,严禁在消毒过程中出现人员。
2. 确保消毒区域内无易燃易爆、易挥发物质,避免臭氧与其他物质发生反应。
3. 定期对臭氧发生器进行保养和维护,确保设备正常运行。
4. 在消毒过程中,如发现臭氧浓度超标或其他异常情况,立即停止消毒并进行处理。
通过严格按照《臭氧消毒操作规程》的流程进行操作,可以保证臭氧消毒的效果和人员安全,提高消毒工作的效率和质量。
臭氧消毒柜操作规程

臭氧消毒柜操作规程
《臭氧消毒柜操作规程》
一、操作员安全防护
1. 操作员在操作臭氧消毒柜时,必须佩戴防护眼镜和手套,确保自身安全。
2. 操作员不得在无通风条件下长时间接触臭氧,以免对健康造成影响。
二、操作流程
1. 打开臭氧消毒柜门,将待消毒物品整齐地摆放在消毒柜内,并确保物品表面清洁。
2. 关上消毒柜门,根据要消毒物品的数量和大小,设置好消毒时间和温度。
3. 启动臭氧消毒柜,等待消毒完成。
在消毒过程中,禁止打开消毒柜门。
4. 消毒完成后,关闭消毒柜,等待一段时间使臭氧降解为氧气,然后打开消毒柜门取出已消毒好的物品。
5. 将消毒柜内部进行清洁和通风,确保下次使用时的卫生和安全。
三、注意事项
1. 操作员在操作臭氧消毒柜时,应严格按照操作规程进行,不得随意更改操作步骤。
2. 遇到消毒柜内部任何故障或异常情况,应立即停止操作并及时通知维修人员处理。
3. 操作员在操作结束后,应及时清理消毒柜及消毒环境,保持消毒柜的干净整洁。
4. 操作员应定期接受相关培训和考核,确保对臭氧消毒柜的操作规程和安全防护有充分的了解和掌握。
以上就是关于臭氧消毒柜操作规程的全部内容,希望操作员能够严格遵守规程,确保操作安全和消毒效果。
臭氧消毒浓度和条件

臭氧消毒浓度和条件尽管在中国许多公司使用臭氧对洁净室进行消毒,许多业内人士对其消毒效果也将信将疑。
本文汇总了国内外不同法规/指南对臭氧消毒浓度及其条件的要求,供大家参考:消毒技术规范和GB 28232《臭氧发生器安全与卫生标准》空气消毒:臭氧对空气中的微生物有明显的杀灭作用,采用 20mg/m3 浓度的臭氧,作用 30min,对自然菌的杀灭率达到90% 以上。
表面消毒:用臭氧气体消毒,臭氧对物品表面上污染的微生物有杀灭作用,但作用缓慢,一般要求 60mg/m3 ,相对湿度≥70%,作用 60 min~120min 才能达到消毒效果。
验证指南消毒时关闭相应的新风进口和回风排放阀门,使整个被消毒的洁净区空气通过净化系统风管形成循环,臭氧发生器即开始工作。
如每日做空气灭菌,一般可开机1~1.5h;如每周以臭氧代替化学试剂熏蒸对物体表面、墙壁、地面及设备灭菌,一般可开机2~2.5h。
对空气中浮游菌,臭氧灭菌浓度为(2~4)×10^-6;对物体表面的沉降菌,为(10~15)×10^-6设计、应用臭氧灭菌60min 达到相对浓度后,继续保持一段时间(1~1.5h),即可达到对机器设备和建筑物体表面沉降菌杀灭的目的。
PDA TR 70 无菌生产设施的清洁消毒程序原理用气体处理小范围或大规模操作可选的另一种方式是使用臭氧。
臭氧是通过氧气加高电压制成。
该系统使用了高浓度的臭氧气体,集成一个气体发生器向待消毒区域内释放臭氧。
该系统的设计规范通常为臭氧浓度200ppm或更高(注释:臭氧1ppm≈2mg/m3, 200ppm≈400mg/m3),相对湿度80%或更高,处理时间取决于区域的大小,自身的生物负载和区域内的障碍物情况。
这个系统已经在多个产业环境内使用,并且现在正在被考虑作为GMP操作中可能的备选。
每当化学剂用于大规模气体处理或雾化处理洁净室时,必须考虑安全性。
如果未采用正确的防范措施来保证化学消毒剂被遏制在拟处理区域范围内,那么所讨论的所有消毒剂都能够导致人员的伤害或死亡。
臭氧消毒浓度和条件
臭氧消毒浓度和条件尽管在中国许多公司使用臭氧对洁净室进行消毒,许多业内人士对其消毒效果也将信将疑。
本文汇总了国内外不同法规/ 指南对臭氧消毒浓度及其条件的要求,供大家参考:消毒技术规范和GB 28232 《臭氧发生器安全与卫生标准》空气消毒:臭氧对空气中的微生物有明显的杀灭作用,采用20mg/m3 浓度的臭氧,作用30min ,对自然菌的杀灭率达到90% 以上。
表面消毒:用臭氧气体消毒,臭氧对物品表面上污染的微生物有杀灭作用,但作用缓慢,一般要求60mg/m3 ,相对湿度≥70% ,作用60 min ~120min 才能达到消毒效果。
验证指南消毒时关闭相应的新风进口和回风排放阀门,使整个被消毒的洁净区空气通过净化系统风管形成循环,臭氧发生器即开始工作。
如每日做空气灭菌,一般可开机1~1.5h ;如每周以臭氧代替化学试剂熏蒸对物体表面、墙壁、地面及设备灭菌,一般可开机2~2.5h 。
对空气中浮游菌,臭氧灭菌浓度为(2~4)×10^-6 ;对物体表面的沉降菌,为(10 ~15)×10^-6 设计、应用臭氧灭菌60min 达到相对浓度后,继续保持一段时间(1~1.5h),即可达到对机器设备和建筑物体表面沉降菌杀灭的目的。
PDA TR 70 无菌生产设施的清洁消毒程序原理用气体处理小范围或大规模操作可选的另一种方式是使用臭氧。
臭氧是通过氧气加高电压制成。
该系统使用了高浓度的臭氧气体,集成一个气体发生器向待消毒区域内释放臭氧。
该系统的设计规范通常为臭氧浓度200ppm 或更高(注释:臭氧1ppm ≈2mg/m3, 200ppm ≈400mg/m3),相对湿度80% 或更高,处理时间取决于区域的大小,自身的生物负载和区域内的障碍物情况。
这个系统已经在多个产业环境内使用,并且现在正在被考虑作为GMP 操作中可能的备选。
每当化学剂用于大规模气体处理或雾化处理洁净室时,必须考虑安全性。
如果未采用正确的防范措施来保证化学消毒剂被遏制在拟处理区域范围内,那么所讨论的所有消毒剂都能够导致人员的伤害或死亡。
臭氧消毒标准
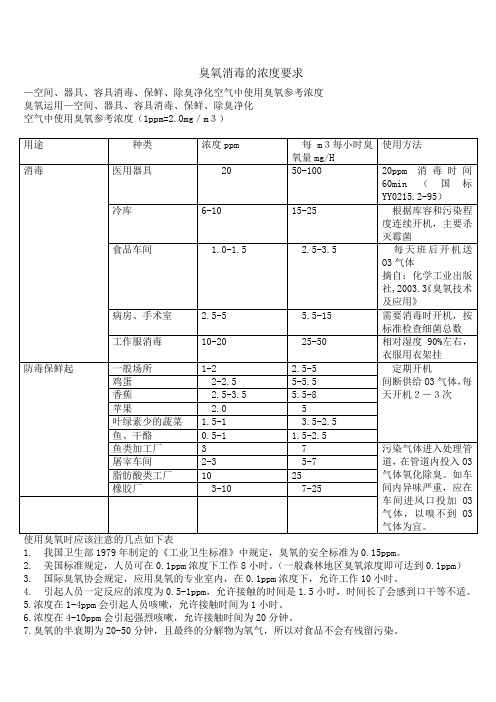
臭氧消毒的浓度要求—空间、器具、容具消毒、保鲜、除臭净化空气中使用臭氧参考浓度臭氧运用—空间、器具、容具消毒、保鲜、除臭净化空气中使用臭氧参考浓度(1ppm=2.0mg/m3)1. 我国卫生部1979年制定的《工业卫生标准》中规定,臭氧的安全标准为0.15ppm。
2. 美国标准规定,人员可在0.1ppm浓度下工作8小时。
(一般森林地区臭氧浓度即可达到0.1ppm)3. 国际臭氧协会规定,应用臭氧的专业室内,在0.1ppm浓度下,允许工作10小时。
4. 引起人员一定反应的浓度为0.5-1ppm,允许接触的时间是1.5小时,时间长了会感到口干等不适。
5.浓度在1-4ppm会引起人员咳嗽,允许接触时间为1小时。
6.浓度在4-10ppm会引起强烈咳嗽,允许接触时间为20分钟。
7.臭氧的半衰期为20-50分钟,且最终的分解物为氧气,所以对食品不会有残留污染。
8.实践证明,应用臭氧消毒防霉多年,没有发现设备、装置材料受损的情况。
臭氧运用---水处理目前在世界范围内,纯净水、天然水(山泉水、矿泉水、地下水等经过过滤等工序制成),已普遍采用臭氧消毒。
在自来水臭氧净化应用时,国际常规标准为0.4mg/L的容解度保持4分钟,即CT值为1.6。
下表为参考值。
类别指标分质供水纯净水天然水自来水游泳池0.1-0.3mg/L 0.2-0.4mg/L 0.4-0.6mg/L 0.4mg/L 0.2mg/L臭氧添加量1-2g/T 2-3g/T 3-5g/T 3-5g/T 1-2g/T参考资料1、卫生部《消毒技术规范》,1991;122、技术监督局,卫生部,《消毒与灭菌效果的评价方法和标准》GB15981-19953、国家医药管理局推行GMP、GSP委员会《药品生产验证指南》.1994;44、化学工业出版社,2003.3《臭氧技术及应用》5、李汉忠.《洁净消毒剂—臭氧》.1996;66、解放军第二军医大薛广波.《实用消毒学》人民出版社1996;648-4727、南京军区后勤部军事医学研究所史江等《消毒与灭菌》1989(3):1438、白希尧等《臭氧及其应用研究》9、HACCP中国——《HACCP实用指南》、《食品生产企业HACCP体系实施指南》、《食品生产企业HACCP体系咨询与审核》。
卫生部《臭氧消毒的技术规范》
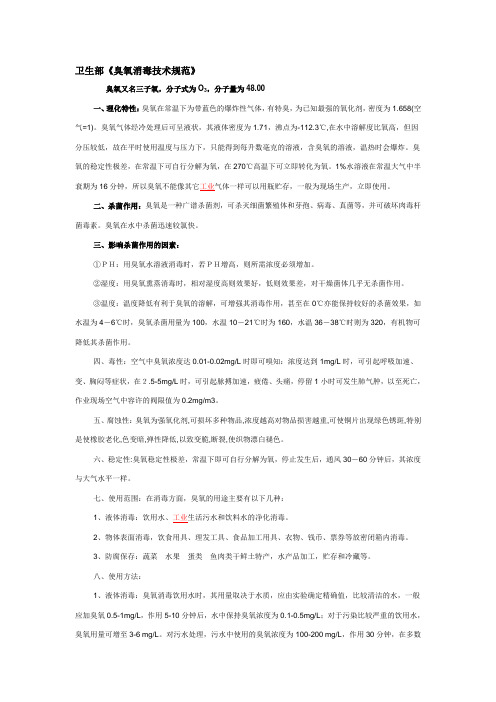
卫生部《臭氧消毒技术规范》臭氧又名三子氧,分子式为O3,分子量为48.00一、理化特性:臭氧在常温下为带蓝色的爆炸性气体,有特臭,为已知最强的氧化剂,密度为1.658(空气=1)。
臭氧气体经冷处理后可呈液状,其液体密度为1.71,沸点为-112.3℃,在水中溶解度比氧高,但因分压较低,故在平时使用温度与压力下,只能得到每升数毫克的溶液,含臭氧的溶液,温热时会爆炸。
臭氧的稳定性极差,在常温下可自行分解为氧,在270℃高温下可立即转化为氧。
1%水溶液在常温大气中半衰期为16分钟,所以臭氧不能像其它工业气体一样可以用瓶贮存,一般为现场生产,立即使用。
二、杀菌作用:臭氧是一种广谱杀菌剂,可杀灭细菌繁殖体和芽孢、病毒、真菌等,并可破坏肉毒杆菌毒素。
臭氧在水中杀菌迅速较氯快。
三、影响杀菌作用的因素:①PH:用臭氧水溶液消毒时,若PH增高,则所需浓度必须增加。
②湿度:用臭氧熏蒸消毒时,相对湿度高则效果好,低则效果差,对干燥菌体几乎无杀菌作用。
③温度:温度降低有利于臭氧的溶解,可增强其消毒作用,甚至在0℃亦能保持较好的杀菌效果,如水温为4-6℃时,臭氧杀菌用量为100,水温10-21℃时为160,水温36-38℃时则为320,有机物可降低其杀菌作用。
四、毒性:空气中臭氧浓度达0.01-0.02mg/L时即可嗅知:浓度达到1mg/L时,可引起呼吸加速、变、胸闷等症状,在2.5-5mg/L时,可引起脉搏加速,疲倦、头痛,停留1小时可发生肺气肿,以至死亡,作业现场空气中容许的阀限值为0.2mg/m3。
五、腐蚀性:臭氧为强氧化剂,可损坏多种物品,浓度越高对物品损害越重,可使铜片出现绿色锈斑,特别是使橡胶老化,色变暗,弹性降低,以致变脆,断裂,使织物漂白褪色。
六、稳定性:臭氧稳定性极差,常温下即可自行分解为氧,停止发生后,通风30-60分钟后,其浓度与大气水平一样。
七、使用范围:在消毒方面,臭氧的用途主要有以下几种:1、液体消毒:饮用水、工业生活污水和饮料水的净化消毒。
臭氧消毒操作规程

消毒效果及评价
每次消毒应检测臭氧浓度达到卫生部消毒规范的要求,即:空气中臭氧浓度达30mg/m3以上。
1.目的
规范臭氧消毒操作
2.适用范围
适用于HVAC系统臭氧消毒工作
3.职责
空调操作工操作工:严格按照该SOP对洁净区进行消毒。
QA现场监控员:依照该SOP对洁净区消毒进行监督、检查
4.内容
项目
消毒操作要求
消毒对象
HVAC系统
消毒实施的频次
1、洁净区空调系统连续运行一周或系统停止运转三天以上。
2特殊情况需要消毒时
消毒地点
洁净区空调系统、空调机房
消毒工具
臭氧发生器
所用消毒剂
臭氧
消毒方法
HVAC系统:
1、空调操作工检查洁净区内无人员,并在洁净区入口处挂上“消毒”、“严禁进入”标牌
2、关闭组合式风柜新风阀,打开组合式风柜风机
3、按《臭氧发生器使用、维护与检修SOP》开启臭氧发生系统,打开通往需要消毒的空调系统的臭氧输送管道上的阀门,消毒2小时,关闭臭氧发生系统
臭氧消毒操作规范
6、相关文件:无
7、相关记录:《臭氧消毒记录表》
制定
审核
***食品有限公司
文件编号
FW-PD-WI-015
版号
A1
文件名称:臭氧消毒操作规范
页次
1/1生Βιβλιοθήκη 日期2013.03.011、目的:
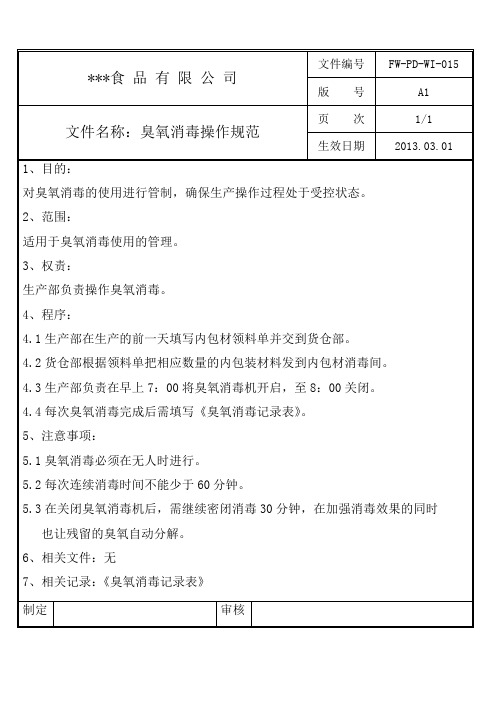
对臭氧消毒的使用进行管制,确保生产操作过程处于受控状态。
2、范围:
适用于臭氧消毒使用的管理。
3、权责:
生产部负责操作臭氧消毒。
4、程序:
4.1生产部在生产的前一天填写内包材领料单并交到货仓部。
4.2货仓部根据领料单把相应数量的内包装材料发到内包材消毒间。
4.3生产部负责在早上7:00将臭氧消毒机开启,至8:00关闭。
4.4每次臭氧消毒完成后需填写《臭氧消毒记录表》。
5、注意事项:
5.1臭氧消毒必须在无人时进行。
5.2每次连续消毒时间不能少于60分钟。
5.3在关闭臭氧消毒机后,需继续密闭消毒30分钟,在加强消毒效果的同时
臭氧消毒技术规范

臭氧消毒技术规范臭氧消毒技术规范一、技术原理及应用范围臭氧消毒技术是利用臭氧具有高效杀菌、快速腐解有机物和特异性氧化性能的特点,对空气和水体进行消毒和净化的技术方法。
臭氧消毒技术广泛应用于医疗机构、餐饮行业、酒店宾馆、城市供水、污水处理、食品加工等领域。
二、消毒设备及操作要求1. 厂家应提供符合国家相关标准和行业要求的臭氧消毒设备,设备应具备自动控制、运行稳定、安全可靠等功能。
2. 操作人员应经过专业培训,了解臭氧消毒技术原理和操作规程,具备操作设备和应急处理能力。
3. 消毒设备应根据使用场所和水质状况,合理确定臭氧生成器的数量和配置,保证消毒效果。
4. 设备应安装在通风良好、防潮、无腐蚀气体和化学物质的环境中,并保持设备清洁。
三、臭氧浓度和接触时间要求1. 臭氧浓度是衡量臭氧消毒效果的重要指标,不同应用场合的臭氧浓度要求不同,根据具体需求制定。
2. 设备应能够实时测量和监控臭氧浓度,保证臭氧浓度的稳定和控制。
3. 消毒物品或水体应在一定的臭氧接触时间下达到设定的臭氧浓度,不得过度消毒或消毒不足。
四、设备维护和安全防护1. 设备使用过程中,应定期进行保养和维护,保证设备的正常运行和安全性能。
2. 操作人员应穿戴适当的防护用具,如手套、护目镜等,以防止对皮肤和眼睛的刺激和损伤。
3. 设备运行时应定期检查气体泄漏情况,确保没有泄漏出有害气体。
4. 定期对设备进行运行记录和消毒效果评估,为设备维护和消毒效果改进提供依据。
五、环境保护和安全管理1. 消毒设备应符合国家相关环保标准,减少对环境的污染。
2. 设备的废气处理应符合行业标准和要求,防止臭氧外泄和对周围环境和人员的损害。
3. 消毒设备应根据周围环境和人员情况,进行合理的隔离和防护,以确保人员的安全。
六、应急处理和事故预防1. 设备应配备应急处理设施和故障报警系统,以及应对设备故障和事故的预案和紧急联系方式。
2. 操作人员应熟悉应急处理和事故预防措施,能够迅速、有效地应对突发情况。
卫生部《臭氧消毒的技术规范》
卫生部《臭氧消毒技术规》臭氧又名三子氧,分子式为O3,分子量为48.00一、理化特性:臭氧在常温下为带蓝色的爆炸性气体,有特臭,为已知最强的氧化剂,密度为1.658(空气=1)。
臭氧气体经冷处理后可呈液状,其液体密度为1.71,沸点为-112.3℃,在水中溶解度比氧高,但因分压较低,故在平时使用温度与压力下,只能得到每升数毫克的溶液,含臭氧的溶液,温热时会爆炸。
臭氧的稳定性极差,在常温下可自行分解为氧,在270℃高温下可立即转化为氧。
1%水溶液在常温大气中半衰期为16分钟,所以臭氧不能像其它工业气体一样可以用瓶贮存,一般为现场生产,立即使用。
二、杀菌作用:臭氧是一种广谱杀菌剂,可杀灭细菌繁殖体和芽孢、病毒、真菌等,并可破坏肉毒杆菌毒素。
臭氧在水中杀菌迅速较氯快。
三、影响杀菌作用的因素:①PH:用臭氧水溶液消毒时,若PH增高,则所需浓度必须增加。
②湿度:用臭氧熏蒸消毒时,相对湿度高则效果好,低则效果差,对干燥菌体几乎无杀菌作用。
③温度:温度降低有利于臭氧的溶解,可增强其消毒作用,甚至在0℃亦能保持较好的杀菌效果,如水温为4-6℃时,臭氧杀菌用量为100,水温10-21℃时为160,水温36-38℃时则为320,有机物可降低其杀菌作用。
四、毒性:空气中臭氧浓度达0.01-0.02mg/L时即可嗅知:浓度达到1mg/L时,可引起呼吸加速、变、胸闷等症状,在2.5-5mg/L时,可引起脉搏加速,疲倦、头痛,停留1小时可发生肺气肿,以至死亡,作业现场空气中容许的阀限值为0.2mg/m3。
五、腐蚀性:臭氧为强氧化剂,可损坏多种物品,浓度越高对物品损害越重,可使铜片出现绿色锈斑,特别是使橡胶老化,色变暗,弹性降低,以致变脆,断裂,使织物漂白褪色。
六、稳定性:臭氧稳定性极差,常温下即可自行分解为氧,停止发生后,通风30-60分钟后,其浓度与大气水平一样。
七、使用围:在消毒方面,臭氧的用途主要有以下几种:1、液体消毒:饮用水、工业生活污水和饮料水的净化消毒。
卫生部《臭氧消毒技术规范》
卫生部《臭氧消毒技术规范》卫生部《臭氧消毒技术规范》臭氧又名三子氧,分子式为O3,分子量为48.00一、理化特性:臭氧在常温下为带蓝色的爆炸性气体,有特臭,为已知最强的氧化剂,密度为1.658(空气=1)。
臭氧气体经冷处理后可呈液状,其液体密度为1.71,沸点为-112.3℃,在水中溶解度比氧高,但因分压较低,故在平时使用温度与压力下,只能得到每升数毫克的溶液,含臭氧的溶液,温热时会爆炸。
臭氧的稳定性极差,在常温下可自行分解为氧,在270℃高温下可立即转化为氧。
1%水溶液在常温大气中半衰期为16分钟,所以臭氧不能像其它工业气体一样可以用瓶贮存,一般为现场生产,立即使用。
二、杀菌作用:臭氧是一种广谱杀菌剂,可杀灭细菌繁殖体和芽孢、病毒、真菌等,并可破坏肉毒杆菌毒素。
臭氧在水中杀菌迅速较氯快。
三、影响杀菌作用的因素:①PH:用臭氧水溶液消毒时,若PH增高,则所需浓度必须增加。
②湿度:用臭氧熏蒸消毒时,相对湿度高则效果好,低则效果差,对干燥菌体几乎无杀菌作用。
③温度:温度降低有利于臭氧的溶解,可增强其消毒作用,甚至在0℃亦能保持较好的杀菌效果,如水温为4-6℃时,臭氧杀菌用量为100,水温10-21℃时为160,水温36-38℃时则为320,有机物可降低其杀菌作用。
四、毒性:空气中臭氧浓度达0.01-0.02mg/L时即可嗅知:浓度达到1mg/L时,可引起呼吸加速、变、胸闷等症状,在2.5-5mg/L时,可引起脉搏加速,疲倦、头痛,停留1小时可发生肺气肿,以至死亡,作业现场空气中容许的阀限值为0.2mg/m3。
五、腐蚀性:臭氧为强氧化剂,可损坏多种物品,浓度越高对物品损害越重,可使铜片出现绿色锈斑,特别是使橡胶老化,色变暗,弹性降低,以致变脆,断裂,使织物漂白褪色。
六、稳定性:臭氧稳定性极差,常温下即可自行分解为氧,停止发生后,通风30-60分钟后,其浓度与大气水平一样。
七、使用范围:在消毒方面,臭氧的用途主要有以下几种:1、液体消毒:饮用水、生活污水和饮料水的净化消毒。
食品厂臭氧杀菌要求浓度和条件
食品厂臭氧杀菌要求浓度和条件HowanAmbientAirOzoneGeneratorWorks臭氧作为一种广谱高效杀菌剂,具有很强的杀菌消毒作用,被广泛用于药品、食品、化妆品加工车间的环境消毒。
前几天化妆品实操培训时,学员提出一个关于多大浓度的臭氧杀菌效果才能最好的问题,今天小编就跟大家一起来聊聊食品厂臭氧杀菌的有关知识。
一、消毒技术规范和GB28232《臭氧发生器安全与卫生标准》1、空气消毒:臭氧对空气中的微生物布.明显的杀灭作用,采用20mg∕m3浓度的臭氧,作用30min,对H然菌的杀灭率达到90%以上。
2、表面消毒:用臭氧气体消毒,臭氧对物品表面上污染的微生物有杀灭作用,但作用缓慢,一般要求60mg∕m3,相对海度370%,作用60min〜12Omin才能达到消毒效果。
二、验证指南消毒时关闭相应的新风进口和回风排放阀门,使整个被消毒的洁净区空气通过净化系统风管形成循环,臭氧发生器即开始工作。
如每口做空气灭菌,一股可开机1〜1.5h;如每周以臭氧代替化学试剂熏蒸对物体表面、增壁、地面及设备灭菌,一般可开机2〜2.5h。
对空气中浮游菌,臭氧灭菌浓度为(2〜4)X10人-6;对物体表面的沉降菌,为(10〜15)X10人-6设计、应用臭氧灭菌60min达到相对浓度后,继续保持一段时间(1〜1.5h),即可达到对机器设备和建筑物体表面沉降菌杀灭的目的。
三、PDATR70无菌生产设施的清洁消毒程序原理用气体处理小范围或大规模操作可选的另一种方式是使用臭氧。
臭氧是通过氧气加高电压制成。
该系统使用了高浓度的臭氧气体,集成一个气体发生器向待消毒区域内释放臭氧。
该系统的设计规范通常为臭氧浓度200ppm或更高(注释:臭氧IPPm=2mg∕m3,200ppm-40Omg/m3),相对湿度80%或更高,处理时间取决于区域的大小,自身的生物负载和区域内的障碍物情况。
这个系统已经在多个产业环境内使用,并且现在正在被考虑作为GMP操作中可能的备选。
臭氧消毒空间浓度标准
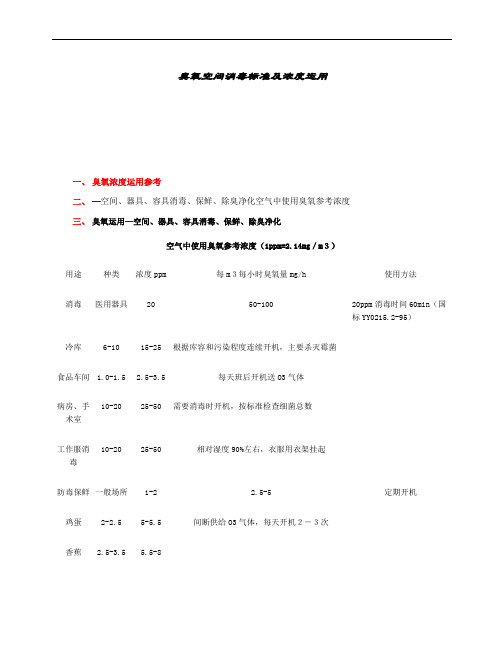
臭氧空间消毒标准及浓度运用一、臭氧浓度运用参考二、—空间、器具、容具消毒、保鲜、除臭净化空气中使用臭氧参考浓度三、臭氧运用—空间、器具、容具消毒、保鲜、除臭净化空气中使用臭氧参考浓度(1ppm=2.14mg/m3)用途种类浓度ppm 每m3每小时臭氧量mg/h 使用方法消毒医用器具20 50-100 20ppm消毒时间60min(国标YY0215.2-95)冷库6-10 15-25 根据库容和污染程度连续开机,主要杀灭霉菌食品车间 1.0-1.5 2.5-3.5 每天班后开机送O3气体病房、手10-2025-50 需要消毒时开机,按标准检查细菌总数术室工作服消10-20 25-50 相对湿度90%左右,衣服用衣架挂起毒防毒保鲜一般场所1-2 2.5-5 定期开机鸡蛋2-2.5 5-5.5 间断供给O3气体,每天开机2-3次香蕉 2.5-3.5 5.5-8苹果 2.0 5叶绿素少的蔬菜1.5-1 3.5-2.5鱼、干酪0.5-1 1.5-2.5除臭净化停尸房 3 7 有臭味即开机除臭鱼类加工厂3 7 污染气体进入处理管道,在管道内投入O3气体氧化除臭。
如车间内异味严重,应在车间进风口投加O3气体,以嗅不到O3气体为宜。
屠宰车间2-3 5-7脂肪酸类工厂10 25橡胶厂3-10 7-25垃圾废物处理10 25污水处理厂1-2 2.5-5摘自:化学工业出版社,2003.3《臭氧技术及应用》使用臭氧时应该注意的几点如下表1. ? 我国卫生部1979年制定的《工业卫生标准》中规定,臭氧的安全标准为0.15ppm。
2. ? 美国标准规定,人员可在0.1ppm浓度下工作8小时。
(一般森林地区臭氧浓度即可达到0.1ppm)3. ? 国际臭氧协会规定,应用臭氧的专业室内,在0.1ppm浓度下,允许工作10小时。
4. ? 引起人员一定反应的浓度为0.5-1ppm,允许接触的时间是1.5小时,时间长了会感到口干等不适。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
卫生部《臭氧消毒技术规范》臭氧又名三子氧,分子式为 O 3,分子量为 48.00
一、理化特性:臭氧在常温下为带蓝色的爆炸性气体,有特臭,为已知最强的氧化剂,密度为 1.658(空气 =1。
臭氧气体经冷处理后可呈液状,其液体密度为 1.71,沸点为 -112.3℃ , 在水中溶解度比氧高, 但因分压较低, 故在平时使用温度与压力下, 只能得到每升数毫克的溶液,含臭氧的溶液,温热时会爆炸。
臭氧的稳定性极差,在常温下可自行分解为氧,在 270℃高温下可立即转化为氧。
1%水溶液在常温大气中半衰期为 16分钟,所以臭氧不能像其它工业气体一样可以用瓶贮存,一般为现场生产,立即使用。
二、杀菌作用:臭氧是一种广谱杀菌剂,可杀灭细菌繁殖体和芽孢、病毒、真菌等,并可破坏肉毒杆菌毒素。
臭氧在水中杀菌迅速较氯快。
三、影响杀菌作用的因素:
①PH:用臭氧水溶液消毒时,若PH增高,则所需浓度必须增加。
②湿度:用臭氧熏蒸消毒时,相对湿度高则效果好,低则效果差,对干燥菌体几乎无杀菌作用。
③温度:温度降低有利于臭氧的溶解,可增强其消毒作用,甚至在 0℃亦能保持较好的杀菌效果, 如水温为 4-6℃时, 臭氧杀菌用量为 100, 水温 10-21℃时为 160, 水温36-38℃时则为 320,有机物可降低其杀菌作用。
四、毒性:空气中臭氧浓度达 0.01-0.02mg/L时即可嗅知:浓度达到 1mg/L时,可引起呼吸加速、变、胸闷等症状,在2.5-5mg/L时,可引起脉搏加速,疲倦、头痛,停留1小时可发生肺气肿,以至死亡,作业现场空气中容许的阀限值为 0.2mg/m3。
五、腐蚀性:臭氧为强氧化剂 , 可损坏多种物品 , 浓度越高对物品损害越重 , 可使铜片出现绿色锈斑 , 特别是使橡胶老化 , 色变暗 , 弹性降低 , 以致变脆 , 断裂 , 使织物漂白褪色。
六、稳定性 :臭氧稳定性极差,常温下即可自行分解为氧,停止发生后,通风 30-60分钟后,其浓度与大气水平一样。
七、使用范围:在消毒方面,臭氧的用途主要有以下几种:
1、液体消毒:饮用水、工业生活污水和饮料水的净化消毒。
2、物体表面消毒,饮食用具、理发工具、食品加工用具、衣物、钱币、票券等放密闭箱内消毒。
3、防腐保存:蔬菜水果蛋类鱼肉类干鲜土特产,水产品加工,贮存和冷藏等。
八、使用方法:
1、液体消毒:臭氧消毒饮用水时,其用量取决于水质,应由实验确定精确值,比较清洁的水,一般应加臭氧 0.5-1mg/L,作用 5-10分钟后,水中保持臭氧浓度为 0.1-
0.5mg/L;对于污染比较严重的饮用水, 臭氧用量可增至 3-6mg/L。
对污水处理, 污水中使用的臭氧浓度为 100-200mg/L,作用 30分钟,在多数情况下可杀灭或破坏其中所有微生物及其毒素,并能改善水质。
作用时间越长,效果越好。
2、消毒空气:对密空间的空气用 5-10mg/m3浓度的臭氧作用 30分钟。
九、注意事项:由于臭氧为强氧化剂,对物品损害较大,很少用作熏蒸消毒,规定大气中允许 0.2mg/m3, 故消毒宜在无人条件下进行。
十、含量测定:在 500ml 锥形带塞玻璃瓶中,加入 350ml 蒸馏水和 20ml20%KI 溶液,在排气管分流取臭氧气 2L 通入锥形瓶,再滴 5ml 浓度为 3mol/L的 H2S O 4溶液,静置 5分钟后用 0.1000mol/L的 Na2S 2O 3滴定, 反应至浅黄色时加 1ml0.5%的淀粉指示剂, 滴定至无色, 计算消耗的量,每毫升 mol/l的 Na2S 2O 3溶液相当于48.00mg 的 O 3。
O 3浓度(毫克 /升 =M×V×48×1000/2×2×100=12MV式中:M=克分子浓度,应标定小数点后四位; V=消耗毫升数。
当 O 3浓度较高时,可以取 1升臭氧化气,则计算公式为 O 3浓度(毫克 /升=24MV。