导体绞合工艺卡
导体绞制工艺

导体绞制工艺嘿,朋友们!今天咱就来聊聊导体绞制工艺这档子事儿。
你说导体绞制工艺像不像一场舞蹈?各种金属丝就像是灵动的舞者,它们在特定的节奏和规则下,交织、缠绕,最终形成一个完美的整体。
就好比跳探戈,每一步都得恰到好处,多一分少一分都不行。
导体绞制工艺可不简单呐!这可不是随随便便把几根金属丝拧在一起就完事儿的。
这当中的讲究可多了去了。
你得考虑金属丝的材质吧,不同的材质那脾气可不一样,就跟人似的,有的好说话,有的可难缠了。
然后还有绞制的节距,这就像是舞蹈的步伐,得有规律,有节奏,不然跳出来的舞能好看吗?咱就说那绞制的过程,那真是个精细活儿。
你得小心翼翼地把金属丝放好,不能有一点儿马虎。
这就好像是在给一件珍贵的艺术品塑形,稍有不慎,可能就前功尽弃啦!那绞制出来的导体,既要结实,又得有良好的导电性,这可不是随随便便就能做到的呀。
你想想看,如果绞制得不好,会怎么样?那可就好比跳舞的时候乱了步子,整个表演不就砸了嘛!导体的性能就没法保证了呀,到时候用在电器里,说不定就出问题了呢。
所以啊,从事导体绞制工艺的师傅们那可真是了不起。
他们就像是优秀的舞蹈编导,能把那些金属丝编排得妥妥当当,跳出一场精彩绝伦的舞蹈。
他们得有足够的耐心和细心,还得有丰富的经验和技巧。
这可不是一朝一夕就能练成的功夫啊!我有时候就想,这导体绞制工艺真的是很神奇。
它能把那些看起来普普通通的金属丝变成有着重要作用的导体。
这就像是魔法一样,不是吗?那些细细的金属丝,经过一番精心的“打扮”,就变成了能为我们生活带来便利的东西。
而且哦,导体绞制工艺还在不断发展和进步呢。
就像舞蹈也会不断有新的风格和形式出现一样。
现在有了更先进的技术和设备,能让导体绞制得更好、更高效。
这多让人兴奋啊!总之呢,导体绞制工艺可不是一件简单的事儿。
它需要我们认真对待,不断探索和创新。
只有这样,我们才能让这个“舞蹈”跳得越来越精彩,让导体在我们的生活中发挥更大的作用呀!你们说是不是这个理儿?。
导体绞合工艺卡

绞向
紧压模
最小
最大
10
1+6/
68
左
16
1+6/
86
左
25
1+6/
108
左
35
1+6/
126
左
50*
1+6/
149
左
50
4/+8/
128
右
149
左
70
4+10/
111
右
160
左
95
1+6+12/
130
右
190
左
120
2+8+14/
100
左
166
右
215
左
150
4+10+16/
204
左
204
右
230
95
1+6+12
165
右
167
左
E3
1600
2020
120
2+8+14
180
左
189
右
图纸
195
左
E3
1600
2020
150
4+10+16
198
左
202
右
E2
图纸
198
左
E3
1600
2020
185
1+6+12+18
228
左
230
右
E2
图纸
228
左
E3
1600
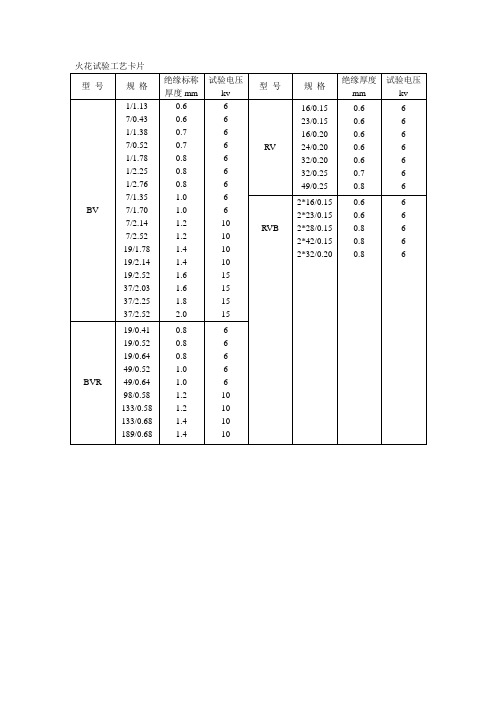
绝缘工艺卡片
1
1
1
4
1
1
1
1
4
1
1
1
1
6
6
6
6
6
6
6
6
10
6
6
6
6
12
15
12
12
21
1.29
1.56
2.05
2.02
2.60
3.20
1.56
1.92
2.48
1.74
2.04
2.45
2.04
1.28
1.54
2.03
2.0
2.57
3.17
1.54
1.90
2.46
1.72
2.02
2.43
2.02
32.3
20.0
20.9
300
/
/
300
60/2.52
23.0
23.1
350
/
/
标题
绞线工艺卡片
标称截面mm2
导体线芯根数/单丝标称直径mm
结构排列
绞合外径
节距长度
紧线模孔径
12盘绞笼
ห้องสมุดไป่ตู้18盘绞笼
变速箱级别
中
心
层
根
第
一
层
根
第
二
层
根
中
心
层
根
第
一
层
根
第
二
层
根
中
心
层
根
第
一
层
根
第
二
层
根
第
一
层
导体束绞工艺
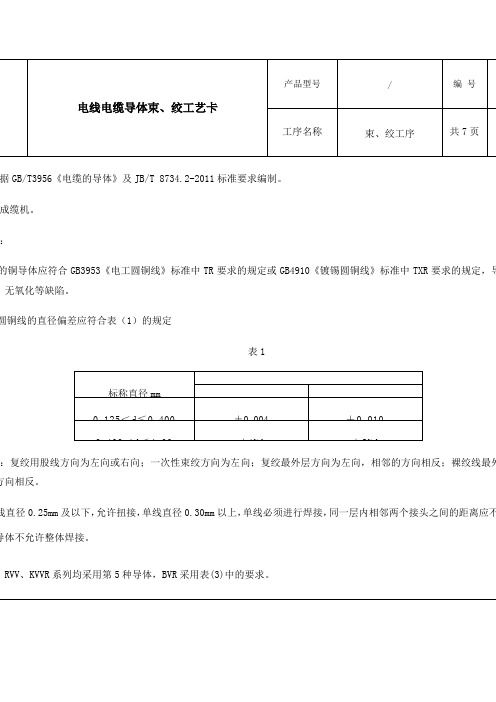
据GB/T3956《电缆的导体》及JB/T 8734.2-2011标准要求编制。
成缆机。
:
的铜导体应符合GB3953《电工圆铜线》标准中TR要求的规定或GB4910《镀锡圆铜线》标准中TXR要求的规定,导、无氧化等缺陷。
圆铜线的直径偏差应符合表(1)的规定
表1
:复绞用股线方向为左向或右向;一次性束绞方向为左向;复绞最外层方向为左向,相邻的方向相反;裸绞线最外方向相反。
线直径0.25mm及以下,允许扭接,单线直径0.30mm以上,单线必须进行焊接,同一层内相邻两个接头之间的距离应不导体不允许整体焊接。
、RVV、KVVR系列均采用第5种导体,BVR采用表(3)中的要求。
表2 第2种导体
表3 BVR
表4 第5种导体
续表4 第5种导体
表5 第6种导体
续表5 第6种导体。
电线工艺设计卡(精AA
绝缘
5
导体41/0.16AS 芯线 2.8±0.05mm UL 105℃ φ 45P PVC 黑、白、绿 φ 外被 7.8±0.15mm UL 105℃ 55P PVC
火花试验 字轮编号 印字方式
外被 依图纸 依图纸
6KV/0.15S;绝缘 印字内容
6KV/0.15S
成品重量
87.7
kg/km
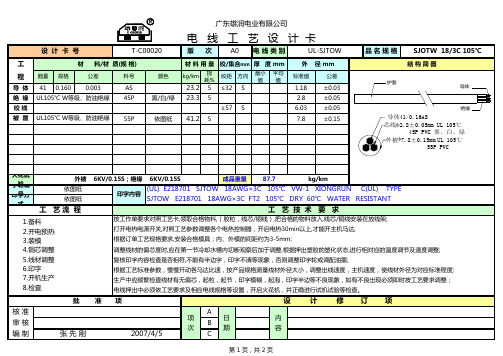
(UL) E218701 SJTOW 18AWG×3C 105℃ VW-1 XIONGRUN
批
准
项 项 次 A B C 日 期
第 1 页,共 2 页
设
内 容
计
修
核准 审核 编制 张先刚 2007-4-5
订 蓝 蓝
项
护套
导体
绝缘
导体41/0.16AS 芯线 2.8±0.05mm UL 105℃ φ 45P PVC 黑、白、绿 φ 外被 7.8±0.15mm UL 105℃ 55P PVC
第 2 页,共 2 页
广东雄润电业有限公司
电 线 工 艺 设 计 卡
设 计 卡 号 工 程
导 体 绝 缘 绞线 被 覆 UL105℃ W等级、防油绝缘 55P 依图纸
数量 规格
T-C00020
料/材 质(规 格)
公差 料号 颜色
Байду номын сангаас
版
次
A0
电线类别
外
UL-SJTOW
径 mm
公差
品名规格
SJOTW 18/3C 105℃
结构简图
材
材 料 用 量 绞/集合mm 厚 度 mm
kg/km 损耗% 绞距 方向 最小值 平均值
标准值
41
0.160
绝缘工艺卡片
107
6.70
左
1*20*0.05
6.8
36*5/0.15
7.0
0.8
8.3
12*0.3*16/0.15
右
131
8.20
左
1*20*0.05
8.3
36*5/0.15
8.6
0.8
9.8
12*0.4*32/0.15
右
142
8.90
左
1*25*0.05
9.0
36*5/0.20
9.4
0.8
10.60
RVP、RVVP 300/300V铜芯聚氯乙烯绝缘编织屏蔽聚氯乙烯护套软电线
左
1*25*0.05
9.3
36*6/0.20
9.7
0.8
11.30
16*0.4*23/0.15
右
161
10.10
左
1*25*0.05
10.2
36*6/0.20
10.6
0.8
12.20
19*0.2*12/0.15
右
134
8.40
左
1*30*0.05
8.5
36*6/0.20
8.9
0.8
10.40
19*0.3*16/0.15
10
5.6
6.5
4/0.15
80
6.8±0.1
0.6
7.0
3*0.75
右
85
5.5-6.1
左
1*15*0.05
15
6.1
7.0
4/0.15
80
7.4±0.1
0.6
7.6
3*1.0
右
100
电线电缆导体绞合工艺控制(基础知识部分)

电线电缆导体绞合工艺控制(基础知识部分)导体通电后,因有电阻消耗电能而发热,温度升高会影响导体及包在导体外面的绝缘层和保护层的材料性能和寿命。
所以,当输送大容量电能时,应增大导体截面。
但是大截面的单根导线不便于弯曲,柔软性差,这给生产、运输、安装敷设和使用都带来了困难。
同时,由于截面大,涡流损耗大,影响输电效果。
由此可见,从电气性能上要求输电导体应有一定的截面积;从机械性能上有要求它具有一定的柔软性,如果大截面电线电缆的导体采用多根单线扭在一起的绞线,就可以解决采用单根导线所存在的矛盾。
绞合由多根单线构成,一般来说,构成绞合的单线多而细,不仅增加了电线电缆的柔软性,还提高线路连通的可靠性。
有些电线电缆的导体并不要求大的截面,但也采用了绞合形式,正是为了具有更好的柔软性或高度的可靠性。
1、绞线质量绞线质量一方面取决于单线材料及附加材料的本身质量,另一方面也取决于绞制或束制工艺。
选用何种绞合设备与绞制品的结构,截面和外径大小、单线根数、单线粗细以及绞制品的制造长度有直接的关系。
如果是同心层绞的绞线,应首先考虑绞线机放线盘的盘数和大小是否与之适应,然后再考虑绞合方向、节距长度和要不要退扭等。
若为复绞线,还需考虑股线变形,这就需要分析绞线结构、规格、材料,确定工艺数据,最后选择适合的绞线机。
如果是束制品,除放线盘的盘数和大小以外,束线机收线盘大小的确定,要比绞线机重要得多。
2、绞合方向同心绞合的每一层导体绞合方向相反,绞合方向分为右向与左向,绞合方向可用左手或右进行判断,将手掌向上,拇指叉开,其余四指并拢,并拢的四指同绞线轴向一致,如果右手拇指的斜向与单线的斜向一致,就是右向(Z向),如果左手拇指的斜向与单线的斜向一致,就是左向(S向),如图1。
老的产品标准中都对导体绞合方向进行了规定,但现在很多标准已不规定绞合方向(裸绞线除外),一般裸绞线最外层绞向为右向。
图1 绞线方向判断3、绞合规律绞合线芯一般由材料和直径相同的股线绞合而成,为使绞线成为圆形,而且在中心层股线根数固定的情况下,按等差数列方程,每层股线根数比与它相邻的内层相差6.28根,也就是说每增加一层就增加6.28根股线,一般取整数为6根。
架空绞线工艺卡片

286-338
16.0
25.6
13
450
37/3.94
右
142-177
11.8
11.4
左
236-296
19.7
19.3
右
303-358
27.5
27.1
14
500
37/4.15
右
150-186
12.5
12.1
左
247-309
20.6
20.2
右
319-377
29.0
28.6
15
560
37/4.39
右
158-198
231-289
19.25
18.9
左
323-404
26.95
26.6
右
381-450
34.65
34.3
18
800
61/4.09
左
147-184
12.27
11.8
右
245-307
20.45
20.0
左
344-429
28.63
28.2
右
405-479
36.81
34.4
××××电缆有限公司
铝绞线绞合
(国内常用规格)
13.2
12.8
左
264-330
22.0
21.6
右
338-399
30.7
30.3
16
630
61/3.63
左
131-163
10.89
10.5
右
218-272
18.15
17.8
左
305-381
25.41
RVVP工艺卡

型号规格(Spec ):RVVP 2*0.3 mm^2密級:护套: 额定电压:300/300V 工作温度:70oC略 执行标准:JB8734-2012项目参数(请在"—"处输入材料)绝缘导体裸铜束绞导体PVC 导体结构(n/mm)16/0.1510束绞外径(mm)0.71150束绞节距(mm)≤17.580±210绝缘JR-70 PVC 150平均绝缘厚度(mm)≥0.5±20最薄点厚度(mm)≥0.35±20绝缘外径(mm) 1.75±0.102绞合——排列结构2绞合方向右绞合节距(mm)45~60填充材料及规格——绞入率(%)0.74绞合外径(mm) 3.5包覆——材料规格包覆方向包覆后外径(mm)更改人更改日期屏蔽TR 0.12 屏蔽方式编织屏蔽结构16/6/0.12节距(mm)20.4屏蔽密度(%)80%屏蔽外径(mm)4 应用范围:绝缘:广州XXXX有限公司产品检测工艺卡位置标记说 明适用客户 Client更 改 Change 其它项目断裂伸长率变化率(%)±20失重(mg/cm^2)2老化后抗拉强度(Mpa)10老化后断裂伸长率(%)150抗拉强度变化率(%)±20老化前抗张强度(Mpa)10老化前断裂伸长率(%)150老化温度(oC) 7*24h 80±2参数:机械物理性能项目护套材料PVC 特性描述 Description30MHz 时转移阻抗(OHM/km)≤250印字标识 MarkingRVVP 300/300V绝缘耐压 (KV/5min ) 1.5护套耐压(KV/5min) 1.5200C 最大直流电阻(OHM/km)69.2白产品性能 Product Capability电气参数最小绝缘电阻(MOHM.km)0.014零件号 (PartNo ):RP01-020-001A 结构图 Cross Section顏 色 Color红,兰导体绝缘护套屏蔽包覆绞合说±±0250。
导体拉丝及绞制工艺卡

左
320~340
18.14
17.6
+18
右
340~360
25.14
24.3
+24
左
360~380
31.80
30.0±0.15
工艺要求(说明):
1.TR型圆铜线或LY4、LY6圆铝线表面应光滑洁净,不应有毛刺、裂口、槽子、油污及波浪线、严重氧化等缺陷;单线上机前应测量线径,直径偏差应符合铜或铝拉丝及连续退火工艺卡的要求,各层紧压模的孔径 = 该层的紧压外径。 2. 中心层平放的导线,可利用6盘绞框作放线架使用(不转动),所有平放导线均应导入中心层路径; 3.各层单线绞合并线模孔径的选配,硬胶木质并线模孔径应 = 该层绞合外径(或-0.1mm);铁质并线模孔径应 = 该层绞合外径 + 0.5mm。 4.绞合导体不允许整芯或整股焊接。绞合导体中的单线允许焊接(最外层单线一般情况下不允许焊接),但在同一层内,相邻两个接头之间的距离应不小于300mm;导体表面应光洁、无油污、无损伤屏蔽及绝缘的毛刺、锐边以及凸起或断裂的单线每盘导电线芯均应收、排线紧密平整,填挂制造标签 5.500mm2及以上半导电带绕包须平整,无脱节和松散现象。
电缆有限公司
导体拉丝及绞制工艺卡
批 准:
编 号:XX/GK-03-02
执行标准:GB/T3956
35Kv及以下电力电缆用紧压圆形导电线芯绞制工艺卡
会 签:
代 替:
额定电压:35kv及以下
编 制:
共3页 第 3 页
序号
标称截面mm2
结构根/直径n/mm
单线
排列
绞向
各层绞合
节距mm
各层绞合外径mm
各层紧压
电缆工艺卡《模板》
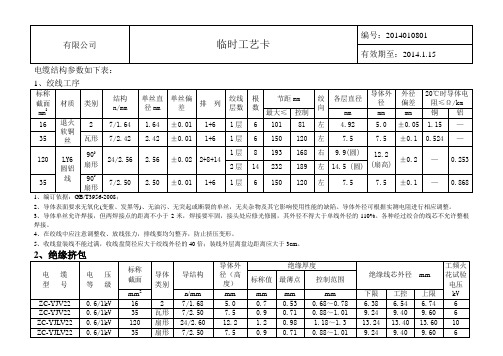
电缆结构参数如下表:
2、导体表面要求无氧化(变紫、发黑等)、无油污、无突起或断裂的单丝,无夹杂物及其它影响使用性能的缺陷。
导体外径可根据实测电阻进行相应调整。
3、导体单丝允许焊接,但两焊接点的距离不小于2米,焊接要牢固,接头处应修光修圆,其外径不得大于单线外径的110%。
各种经过绞合的线芯不允许整根焊接。
4、在绞线中应注意调整收、放线张力,排线要均匀整齐,防止挤压变形。
5、收线盘装线不能过满,收线盘筒径应大于绞线外径的40倍;装线外层离盘边距离应大于3cm。
注:1、编制依据GB/T12706.1-2008;
2、线芯表面要求光滑、无焦粒,4芯电缆绝缘分色为:黄、绿、红、兰;4+1芯电缆绝缘分色为:黄、绿、红、兰、黑(小线芯),绝缘分色要清晰、均匀、无杂色。
3、控制绝缘平均厚度不小于上表中平均厚度要求,最薄点厚度不小于表中最薄点要求值。
线芯生产或复绕时需按表中工频火花试验电压要求进行工频火花试验检查,击穿点按产品质量规定进行修复或分段处理。
4、电缆绝缘料采用硅烷交联料,绝缘挤包后,绝缘线芯需进行蒸气交联,测量热延伸合格后再进行成缆绞合。
3、成缆和铠装
包应平整、无鼓包,搭接应紧密。
2、电缆钢带铠装应选用镀锌钢带,钢带平均厚度应不小于规定厚度,钢带上下两层搭盖率不小于50%,上层钢带的中心应在下层钢带间隙的中心,钢带绕包应平整、无漏包等不良现象。
2、电缆印字为:厂名、型号、电压等级、规格、米数,印字时,要保持一个完整印字的末端与下一个完整印字的首端距离不大于500mm。
电缆生产工序漫谈:导体的绞合

电缆生产工序漫谈:导体的绞合绞合(绞线):将多根直径较小的单丝按一定的规则绞制成较大截面的导电线芯的工艺过程。
1.绞线分正规绞合和非正规绞合两种。
正规绞合可分为正规同心式单线绞合和正规同心式股线绞合正规同心式单线绞合:⑴ 普通绞线:用同一直径的单线,按同心圆的方式,一层一层地有规则地绞合,每一层的绞向都相反。
⑵ 组合绞线:它是由相同直径、不同材料或不同直径、不同材料的单线绞制而成。
(代表产品如架空导线)正规同心式股线绞合:是由多股普通绞线或束线进行同心式绞合的绞线。
非正规绞合(束线):由多根单线以同一绞向不按绞合规律一起绞合而成的绞线,各单线之间的位置互相不固定,束丝的外形也很难保持圆整。
2、束丝和普通绞线的最大区别是:普通绞线的各单丝都有一个固定的位置,一层一层地有规则地绞合;束丝的各单丝之间没有固定的位置不按绞合规律一起绞合而成。
3、非正规绞合(束线)的特点:由于束线中各单线均向一个方向扭绞,在弯曲时各单线之间滑动余量很大,抗弯曲力小,所以束线的弯曲性能特别好,对于需要柔软、并用语经常移动的场合的电线电缆产品就采用束线作导电线芯。
4.绞合线芯的特点:⑴ 柔软性好;采用多根较小直径的单丝绞合成的线芯可提高电缆的弯曲能力,便于电线电缆的加工制造和安装敷设。
⑵ 稳定性好;多根单丝按一定方向和绞合规则绞合成的线芯,由于在绞线中每一根单丝的位置均轮流处在绞线上部的伸长区和绞线下部的压缩区,当绞线弯曲时不会发生变形。
⑶ 可靠性好;用单线做电线电缆的导体,容易受材料的不均匀性或绞制中产生的缺陷而影响导电线芯的可靠性,用多根单线绞合成的线芯这样的缺陷就得到了分散,不会集中到导体的某一个点上,导电线芯的可靠性就强的多了。
⑷ 强度高;同样截面大小的单线与多根绞合线芯相比较,绞合线芯的强度要比单线高。
5、术语解释:(1)节距:单丝延轴向前进一周的距离。
(2)节径比:绞线节距长度与绞线直径的比值。
(3)、节距与绞线柔软度的关系:节距越小绞线的柔软度越好,相反节距越大绞线的柔软度越差。
导体绞合工艺标准卡

2+8+14/2.53
100
左
166
右
9.2
215
左
13.0
13.0
13.1
150
4+10+16/2.53
204
左
204
右
10.2
230
左
14.4
14.4
14.6
185
1+6+12+18/2.53
150
左
218
右
12.0
263
左
16.4
16.4
16.6
240
3+9+15+21/2.53
109
右
13.0
13.1
150
4+10+16/2.56
204
左
6.0
204
右
10.2
230
左
14.4
14.4
14.6
185
1+6+12+18/2.56
150
左
7.56
218
右
12.1
263
左
16.2
16.2
16.4
240
3+9+15+21/2.56
109
右
5.5
200
左
10.0
260
右
14.4
298
左
18.6
左
8.3
8.3
8.4
50
4/1.76+8/2.56
128
右
4.2
149
左
电线工艺卡

电线名称
额定电压
300V/300V
标准
VDE0281
SAA3191
制卡日期
2004-8-26
工艺卡变更记录
发行日期
2004-8-26
物料编号
温度等级
70℃
标准长度
1000FT
客户
制造图
工序编号
工序
使用材料
厚度(mm)
绞(集)合
完成外径(mm)
材料用量
损耗率
工时定额
名称
颜色
编号
最小值
标准值
绞距≤
标准值
Kg/KFT
%
Km/IHr
M07
导体
绞铜
AS
AA01020
24/0.20
36
1.13
4.26
M20
绝
缘
层
PVC
兰
BN124000
0.35
0.50
2.15±0.05
1.22
PVC
棕
BL124000
0.35
0.50
2.15±0.05
1.22
M23
芯线集合
M24
印字内容
凹字:
最大导体电阻率Ω/Km
26.0
耐电压KV/MIN
3.0/5.0
最小绝缘电阻MΩ*Km
≥36.7
批准
审核
编制
火花试验电压KV
≥3
屏蔽
3.45±0.05X
5.6±0.1
M25
护套
PVC
X
BX144800
0.41
0.60
4.2
铝芯布电线导体退火工艺卡

和延长加热时间。
XX电线电缆有限公司
执行标准 产品型号
JB/T 8734-2016 BLV、BLVV、BLVVB
铝芯布电线导体退火工艺卡
编号 代替 页码
产品型号
规格 mm
抽气时间 充气气压
min
MPa
加热温度 ℃
Ⅰ区
Ⅱ区
加热时间 min 冷却方式
加热 随炉降温
冷却时间 h
6mm2及以下
360~380 350~370
185mm2以上
390~410 380~400
360
120 风冷或水冷
1、铝芯布电线导体采用罐式退火炉退火。
2、6mm2及以下单芯导体采用φ3.8mm单线退火,再拉至使用规格,单线应为H4状态。
工艺及技术 要求
3、10mm2及以上多芯绞合导体采用绞后退火,退火后单线应为H4或0状态。
4、退火时根据装盘情况对加热温度及加热时间进行调整,当炉内退火盘数多,单盘装盘量大时应适当提高加热温度
300
10mm2~35mm2
370~390 360~380
300
BLV、BLVV、 BLVVB
50mm2~95mm2
15~20 0~-0.1 370~390 360~380
300
120mm2~185mm2
380~400 370~390
300
120 风冷或空冷
120 风冷或空冷 直接暴露在
120 风冷或水冷 空气中冷却 120 风冷或水冷 至室温
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1+6+12
165
右
175
左
H3
1600
2020
120
2+8+14
180
左ቤተ መጻሕፍቲ ባይዱ
180
右
图纸
180
左
H3
1600
2020
150
4+10+16
198
左
198
右
H2
图纸
198
左
H3
1600
2020
185
1+6+12+18
228
左
228
右
H2
图纸
228
左
H3
1600
1010
1kV塑料绝缘电力电缆扇形线芯绞合工艺
297
左
292
右
321
右
A2
图纸
321
左
A3
1600
1010
1kV塑料绝缘电力电缆扇形线芯绞合工艺
四芯VV、YJV、VLV、YJLV、VV22、YJV22、VLV22、YJLV22、VV32、YJV32、VLV32、YJLV32
标称截面mm2
绞合结构
单线直径mm
6盘
12盘
18盘
收线盘规格mm
制造长度m
铜芯
直径控制
mm
最小
最大
20℃时直流电阻不大于Ω/km
铝芯
直径控制
mm
最小
最大
20℃时直流电阻不大于Ω/km
铜、铝圆形(菲紧压)线芯绞合工艺(BV、BLV、VV、YJV、VLV、YJLV)
截面
mm2
结构
根数/单丝直径
6盘
12盘
18盘
24盘
紧压后直径
节距
绞向
直径
节距
绞向
直径
节距
绞向
直径
节距
绞向
直径
最小
436
右
491
左
800
7+12+18+24/
240
右
400
左
495
右
560
左
注:1)120、150和240中心线可以不绞。2)绞合节距控制在±10㎜。
铝圆形紧压线芯绞合工艺(BLV、VLV、YJLV)
截面
mm2
结构
根数/单丝直径
6盘
12盘
18盘
24盘
紧压后直径
节距
绞向
紧压模
节距
绞向
紧压模
节距
绞向
紧压模
右
135
左
G3
1600
4040
95
1+6+12
165
右
167
左
G3
1600
2020
120
2+8+14
180
左
189
右
G2
图纸
195
左
G3
1600
2020
150
4+10+16
198
左
198
右
G2
图纸
198
左
G3
1600
2020
185
1+6+12+18
228
左
228
右
G2
图纸
228
左
G3
1600
1010
7.紧压导电线芯截面采用称重法测量,其截面小于规定最小值,则用20℃直流电阻值做仲裁判定。
8.非紧压线芯以控制单线径为准。
9.线芯绞合节距在本工艺要求范围内允许±5mm误差。
束 丝 工 艺 卡
HD-500A高速自动绞线机
标 称 截 面
mm2
导体结构
根数/单线直径
mm
计 算 外 径
mm
节 距
mm
绞 向
左
185
1+6+12+18/
150
左
218
右
263
左
240
3+9+15+21/
109
右
200
左
260
右
298
左
300
7+12+18+23/
150
右
250
左
291
右
310
左
400
7+12+18+23/
170
右
278
左
340
右
381
左
500
7+12+18+24/
190
右
318
左
389
右
438
左
630
7+12+18+24/
180
左
189
右
图纸
195
左
E3
1600
2020
150
4+10+16
198
左
202
右
E2
图纸
198
左
E3
1600
2020
185
1+6+12+18
228
左
230
右
E2
图纸
228
左
E3
1600
1010
1kV塑料绝缘电力电缆扇形线芯绞合工艺
(3+1)主线芯VV、YJV、VLV、YJLV、VV22、YJV22、VLV22、YJLV22、VV32、YJV32、VLV32、YJLV32
228
左
228
右
图纸
228
左
1600
1010
240
3+9+15+21
176
左
255
左
240
右
图纸
258
左
1800
1010
300
7+12+18+24
246
左
321
左
321
右
图纸
321
左
1800
1010
注:中心导体绞合按圆形绞合工艺执行。
1kV塑料绝缘电力电缆瓦形线芯绞合工艺
(3+2)主线芯VV、YJV、VLV、YJLV、VV22、YJV22、VLV22、YJLV22、VV32、YJV32、VLV32、YJLV32
河南金滔电缆有限公司
导体绞合工艺卡
JT/JS02-2012
2012年3月
批准:审核:编制:
工艺要求
技术要求:
1.圆铜单线采用符合GB3953-83标准要求的TR型软圆铜线,圆铝单线采用符合GB3955-2009标准要求;铜、铝单线不得有明显的油污、外伤及表面氧化变色等缺陷.
2.铜、铝导电线芯性能符合GB/T3956-2008标准规定。
方向
压辊
压模直径mm
节距mm
方向
压辊
压模直径mm
节距mm
方向
瓦形高mm
压辊
70
4+10
135
右
135
左
1600
4040
95
1+6+12
165
右
175
左
1600
2020
120
2+8+14
180
左
180
右
195
左
1600
2020
150
4+10+16
198
左
198
右
198
左
1600
2020
185
1+6+12+18
节距mm
方向
扇形高mm
压辊
35
1+6
109
左
A3
1600
4040
50
2+8
121
右
120
左
A3
1600
4040
70
4+10
135
右
135
左
A3
1600
4040
95
1+6+12
165
右
175
左
A3
1600
2020
120
2+8+14
180
左
180
右
图纸
195
左
A3
1600
2020
150
4+10+16
198
节距
绞向
紧压模
最小
最大
10
1+6/
68
左
16
1+6/
86
左
25
1+6/
108
左
35
1+6/
126
左
50*
1+6/
149
左
50
4/+8/
128
右
149
左
70
4+10/
111
右
160
左
95
1+6+12/
130
右
190
左
120
2+8+14/
100
左
166