变压器绕线机设计
变压器绕线机的改进设计
前言随着生产力的提高,工业的飞速发展,人们生活水平的提高,因而对电的需求也越来越大,既而推进了输变电工业的发展,变压器作为输变电行业中的一项重要产品,随着输变电事业的发展,要求变压器生产工艺的不断改进和变压器产品质量的进一步提高,变压器行业对变压器线圈质量提出了更高的要求。
在新中国成立以来,变压器行业经过50多年的建设,特别是改革开放20多年的技术引进、改造和发展与创新,现已经成为品种齐全,规模不断扩大的基础制造业。
目前,生产变压器及其附属制造企业有1200多家,年产值80多亿元,年产达14000万KVA,生产能力达2亿KVA的一个大产业。
当前变压器行业正处于迅速发展的阶段,并正朝两个方向发展,一是向特大型超高压方面发展;二是中小型产品向节能化,小型化,低噪音,高阻抗和防爆型方面发展。
特别是近十年来,变压器厂如雨后春笋,1985年统计为300多家,2000年统计1200多家,这些企业要生存和发展就必须进行技术改造,来适应市场的要求。
目前,我国变压主要专用设备的产品技术水平已接近或达到国际先进水平。
如立式绕线机,它是110KVA以上大型变压器线圈绕制的关键设备,经专家们对13项指标评审,已达到或超过国外先进水平。
又如纵剪线,它是变压器铁心制造的关键设备,经专家们对32项指标评审,剪切角度精度,刀具寿命,剪切速度,刀刃磨一次剪切长度等5项指标接近国外先进水平,其余27项指标全部达到国外先进水平。
换位导线设备,箔式线圈绕制机,环氧树脂真空浇注设备等,现在国内均有专业生产厂在制造,基本上挡住了进口。
立式绕线机已成批出口。
随着对绕线机质量要求的进一步提高,大型立式绕线机将会得到普通采用。
大型卧式绕线机的改进方向是采用变频技术使其启动制动平稳,并增加径向,轴向压紧装置及拉紧装置,提高自动化水平,解决目前的“人拉锤打”状况。
国外开发研制了全自动绕线机,自动排线,自动张紧,提高了绕线质量。
国内ZR型全自动亦已研制成功,目前带有纵剪向压紧机构的WR型卧式绕线机亦已研制成功并在行业中推广。
毕业设计:高压线圈全自动绕线机主体设计[管理资料]
![毕业设计:高压线圈全自动绕线机主体设计[管理资料]](https://img.taocdn.com/s3/m/1d566328ce2f0066f4332241.png)
摘要本文设计的是一种用于某些电感线圈、环形变压器、继电器线圈、步进电机线圈等不同规格的线圈进行精确绕线的智能机器。
其设计开发涉及零部件的制造工艺流程、PLC的应用、伺服电机的选择、液晶显示与触摸屏控制的人机平台。
本文重点阐述了绕线机主体结构中主轴箱的结构设计,传动方案的选择确立、装配图及非标准零件图的描绘,并对主轴等零件进行了强度校验。
应用Solidworks三维造型软件对所有零件进行了三维造型,并完成零部件的虚拟装配,并对主轴箱体进行了干涉检验。
设计的主轴箱是全自动绕线机的核心部件,为确保绕线机的设计质量奠定了坚实的基础,为绕线机的平稳运行提供了保障。
关键词:绕线机,五轴联动,主轴箱,线圈ABSTRACTThis design is accurate routing of intelligent machines that are used in coils of different specifications , such as some coil , toroid, relay coil, step motor coils. The design and development related to parts of the manufacturing process, PLC's application, the choice of the servo motor, LCD display and touch screen control of the machine platform.This article focuses on the winding machine spindle box in the structural design of the main structure, the choice of transmission scheme and assembly drawings and non-standard part drawings, and the spindle and other parts of the strength check. Software of three-dimensional modeling is Solidworks. The virtual assembly and spindle box intervened test are completed. Headstock design is a core component of automatic winding machine , that ensure the quality of winding machine and laid a solid foundation for the smooth operation of winding machines to provide a guarantee.Key words:Winding machine, Five-axis, Headstock, Coil目录摘要 (I)ABSTRACT (II)第一章:全自动绕线机简介 (1)全自动绕线机历史背景及发展趋势 (1)全自动绕线机设计意义及价值 (3)第二章:总体设计 (4)设计时应注意的问题 (4)传动方案的比较与选择 (4)主轴的强度计算 (5)第三章:主轴箱零件设计与造型 (7)造型软件的介绍 (7)三维造型软件Solidworks (7)绘图软件AutoCAD (10) (12)Solidworks三维造型 (12)工程图绘制 (16)第四章:主轴箱装配造型 (20)第五章:总结 (25)致谢 (26)参考文献 (27)第一章:全自动绕线机简介1.1全自动绕线机历史背景及发展趋势自九十年代初期以来,随着国内经济的迅速发展,对外开放政策的推行,使我国有机会不断学习和借鉴国外的先进技术,随后国内少数几家变压器企业引进了几台国外先进的绕线设备,但由于价格昂贵,对国内多数变压器企业来说难以承受,变压器行业迫切需要提供性能优良、价格相对低廉的国产绕线设备。
绕线机设计
绕线机设计绕线机设计摘要随着电子工业的蓬勃发展,对线圈的需求量越来越大、品种也越来越多。
线圈的使用已遍及了人类生活的方方面面,而线圈的绕制则需要绕线机,这样就为绕线机制造业带来了新的发展机遇。
于是各种各样的绕线机便应运而生了。
本文主要介绍了绕线机的简介与发展,总体方案的如何设计及机械部分的设计步骤。
关键词:绕线机;机构设计。
AbstractWith the booming development of electronic industry, the more and more coils will be needed, and it will become various too. The use of Coil has throughout all aspects of human life, and coiling around the system requires the coil winding machine, which brings new development opportunities for coiling machine manufacturing. Then many different kinds of winding machine emerged as required. The winding machines’ performance are close related with the quality and output of electrical product. Also, it’s precis ion has great influence to the entire machine performance.This context mainly introduce the winding machine and it’s development. It also tells how to design the overall plan and the design steps of machine parts. Keywords:winding machine? mechanism design1 绪论1.1 绕线机的简介绕线机:顾名思义绕线机是把线状的物体缠绕到特定的工件上的机器。
小型单相变压器的设计和绕制报告
小型单相变压器的设计和绕制班级:姓名:学号:**教师:***日期:6月21日目录一、小型单相变压器简介二、变压器的基本结构及工作原理三、实例计算四、结论五、心得体会一、小型单相变压器简介变压器是通过电磁耦合关系传递电能的设备,它的用途非常广泛变压器是电能输配的主要电器设备。
实际上,它在变压的同时还能改变电流,还可改变阻抗和相数。
小型变压器指的是容量1000V.A以下的变压器。
最简单的小型单相变压器由一个闭合的铁心和绕在铁心上的两个匝数不同、彼此绝缘的绕组构成。
二、变压器的基本结构及工作原理一般的电力变压器是由铁心、绕组及其附件组成的。
铁心构成变压器的磁路部分,绕组构成变压器的电路部分。
变压器的功能主要有:电压变换;阻抗变换;隔离;稳压(磁饱和变压器)等,变压器常用的铁心形状一般有E型和C型铁心。
变压器是利用电磁感应原理将某一电压的交流换成频率相同的另一电压的交流电的能量的变换装备。
变压器的主要部件是一个铁心和套在铁心上的两个绕组,如图(1)所示。
一个绕组接电源,称为原绕组(一次绕组、初级),另一个接负载,称为副绕组(二次绕组、次级)。
原绕组各量用下标1表示,副绕组各量用下标2表示。
原绕组匝数为1N,副绕组匝数为2N 。
图(1)变压器结构示意图理想状况如下(不计电阻、铁耗和漏磁),原绕组加电压1u ,产生电流1i ,建立磁通φ,沿铁心闭合,分别在原副绕组中感应电动势21e e 和。
三、实例计算如上图所示,已知:VAS N 100= V U 2201= V U 242= V U 363=V U 1104= 1、计算变压器的额定容量VA S N 100=2、铁芯截面的计算及铁芯片的选择(磁密的选择)①计算铁心截面积A A =κ0N S截面积计算系数K0的估算值可以取K0=1.35因此,A =κ0N S =1.35100=13.5(cm2)② 铁心中柱宽度a 与铁心叠厚b 的计算,根据表3.参数a 、b 的选取可以近似取a=28mm因此,b=110F/a=110*13.5/28=53.03 mm此时b/a=53.03/28=1.89满足b=(1.2~2)a 的通常要求。
变压器的智能绕线功能系统设计方案
变压器的智能绕线功能系统设计方案0前言随着电子电器工业的发展,线圈的需求量越来越大、品种也越来越多,从大型的电力变压器、牵引电机绕组到充电用的微型线圈、节能灯具用线圈,以及各类电子设备都使用线圈。
绕线机是用来绕制线圈的设备。
在使用的各种绕线机中,有最早的手工绕线,现在大都用机械式的绕线机。
机械式绕线机精度较差,线圈需逐匝检验,工作效率较低,劳动强度高,尤其是机械式绕线机由于没有采用自动控制技术,线滚子由于惯性超越运行,散线易划去表面绝缘层,影响产品质量。
现在国内绕线机已有了全自动、多功能、自动化产品。
从线圈生产的上线、排线、馈线、到线圈绕制下线等,都实现了过程自动化。
从绕线机的控制形式上看,从单一的开环控制发展到使用直流伺服系统和交流伺服系统的闭环控制,已经形成了由单轴绕制线圈到多轴同时绕制多个线圈的系列产品。
但这些先进的绕线机产品价格很高,对中小型电机制造企业的绕线使用来说,功能有比较大的冗余,价格太高,一旦出现故障自己难以维修,所以针对某中小型电机制造厂使用机械式绕线机的缺点,根据实际生产的要求,研制成本低、功能满足使用要求、简单易学、操作方便的数控绕线机。
在我国已生产和使用了多年,改革开放以来,我国元器件厂也引进了许多国外的绕线机。
常见的有平行绕线机、环行绕线机及各种特种绕线机等。
在绕制细微漆包线时,这些机器都会遇到共同的问题,如无法达到整齐排线,绕线张力无法控制等,特别是绕制0.1mm 以下的一些音圈、传感器机芯等线圈时,问题尤为突出。
针对这种情况,我们研制了这种适用于细微漆包线的绕线机,很好地解决了这个问题,用它绕制的磁电式测振传感器机芯线圈,张力稳定,线圈直流电阻一致性好,排线整齐,外观达到了“镜面”效果变压器、线圈以及其他绕组是电器设备常用的部件,这些部件一般由绕线设备绕制而成。
绕线骨架有效长度、绕线线径以及绕线圈数是影响部件电气性能的3个主要技术参数,同时,也是评价绕线设备绕线质量的重要功能指标。
自动绕线机毕业设计

自动绕线机毕业设计自动绕线机毕业设计毕业设计是大学生在校期间最为重要的一项任务,它既是对所学知识的综合运用,也是对学生能力的全面考察。
在我的专业领域中,我选择了自动绕线机作为我的毕业设计主题。
下面我将从设计需求、原理及实现、优化方案等方面进行论述。
设计需求自动绕线机是一种用于电子元器件生产的机器,它能够自动完成线圈的绕制工作。
在设计自动绕线机时,首先要明确设计需求。
根据市场调研和用户需求分析,我确定了以下几点设计需求:高效率、精准性、稳定性和易操作性。
原理及实现在自动绕线机的设计中,核心原理是通过电机驱动线圈的旋转,同时通过传感器实时检测线圈的位置,从而实现精准绕线。
具体实现过程中,需要考虑以下几个关键因素。
首先,选择合适的电机。
电机是自动绕线机运行的核心部件,需要选择适合的电机类型和规格。
常见的选择有步进电机和伺服电机,它们具有不同的特点和适用范围。
其次,设计合理的传感器系统。
传感器用于检测线圈的位置和状态,以便对绕线过程进行控制。
常见的传感器有光电传感器、霍尔传感器等,选择合适的传感器对于实现精准绕线至关重要。
此外,还需要设计合理的控制系统。
控制系统是自动绕线机的大脑,负责对电机和传感器进行控制和协调。
可以采用单片机或者PLC等嵌入式系统进行控制,通过编程实现自动化操作。
优化方案在设计自动绕线机的过程中,我也考虑了一些优化方案,以提高机器的性能和功能。
首先,我考虑了实现多种绕线方式的需求。
不同的电子元器件需要不同的绕线方式,例如圆形绕线、方形绕线等。
因此,我设计了可调节的绕线模块,可以根据不同的需求进行灵活调整。
其次,我考虑了自动调节线圈张力的需求。
绕线过程中,线圈的张力对于绕线质量至关重要。
因此,我设计了张力传感器和自动调节装置,能够实时监测和调节线圈的张力,以保证绕线质量。
最后,我考虑了安全性和可靠性的需求。
自动绕线机在运行过程中,需要保证操作人员的安全,并且能够稳定可靠地完成绕线任务。
变压器绕线机绝缘带张力控制系统
变压器绕线机绝缘带张力控制系统
本文将对绝缘带张力控制系统进行设计,绝缘层自动铺设的过程中带张力的控制是很重要的环节,带张力的不稳定将直接影响变压器的绕制质量,绕制过程中如果带张力过大,易发生断带现象,反之,如果带张力过小,会在变压器绕制表面出现带堆积现象。
绝缘带张力控制系统方案设计绝缘层的自动铺设的过程中容易发生形变,所以其张力的控制方式与导线张力的控制方式有着本质区别,在主、副绝缘层的供给装置中需采用恒张力控制系统,因此,在第三章对矩形线圈绕制建模的基础上,对其特殊性进一步的分析,设计绝缘带恒张力的控制方案。
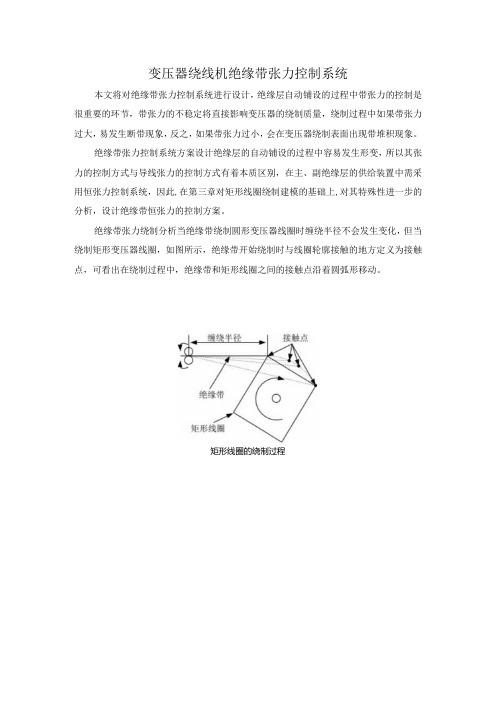
绝缘带张力绕制分析当绝缘带绕制圆形变压器线圈时缠绕半径不会发生变化,但当绕制矩形变压器线圈,如图所示,绝缘带开始绕制时与线圈轮廓接触的地方定义为接触点,可看出在绕制过程中,绝缘带和矩形线圈之间的接触点沿着圆弧形移动。
矩形线圈的绕制过程。
环形变压器绕线机
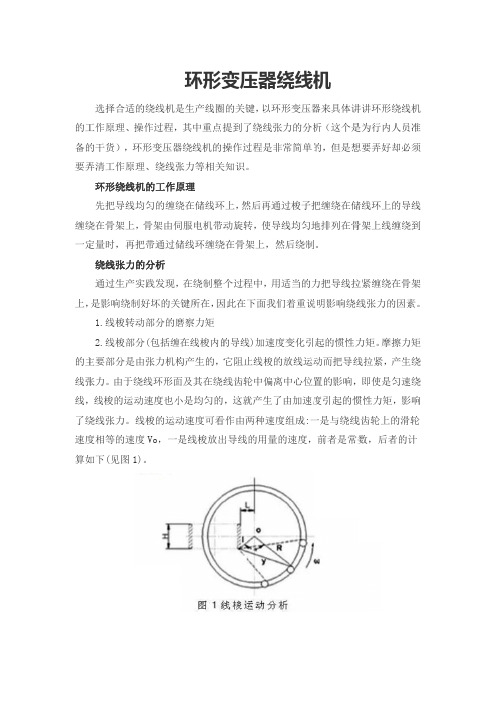
用主轴点动按钮使梭子上的摘取器转到操作者的正前方,用螺丝刀穿过储线 环右边到左边的孔,使储线环上的平板卡在梭子摘取器的压板上(见图 6)。
3)开始储线。释放制动张力,按下“储线”按钮,然后再按下“启动”按 钮,用控制面板上的速度旋钮调节储线速度,齿轮和储线环反方向旋转(见图 7)。 移动排线轴上的滚轮使线均匀的分配在储线环内(见图 8),当储线匝数到设定 匝数时,将自动停机。切断线。
4)安装摘取器。 点动机头正方向旋转(储线环上的弹簧片与梭子脱离),使摘取器压板处于 图 9 所处的位置。插入摘取器。
5)、线首先通过梭子上的摘取器,再通过滚轮,固定在线圈上(见图 10)。 6)、通过面板上的排线方向旋钮(顺时针、逆时针)选择线圈旋转方向。
7)、按下“绕线”按钮,再按下“启动”按钮,旋转“调速”按钮,绕线机 开始绕线。
注意:保证手在危险范围以外,不要触摸任何转动部件。注意安全!! 10)、到总匝数后,机器会自动停止。 注意:当工作完成或中断或操作者离开设备时,请关闭设备电源开关。 二、调节制动张力 1)、在绕线时线张力主要是根据线径和绕线速度来决定。
多,所以影响绕线张力的主要因素是摩擦力矩。我们在绕线机上使用凸轮控制摩 擦张力,用以克服速度变化的影响,实践证明没什么效果,反而机构复杂制造调 整都不方便,通过对张力的分析,设计时应考虑:
1.尽量减小绕线齿轮和线梭的直径。 2.线梭及其传动部件的转动惯量应尽量小。 3.张力机构产生的摩擦力矩要稳定。 4.机床的起动和转动应平稳。 环形变压器绕线机的实际绕线步骤: 一、储线环储线和绕线说明。
机床用隔离变压器自动绕线装置设计与研究
机床用隔离变压器自动绕线装置设计与研究本文设计了一种CNC自动绕线装置,专门用于机床隔离变压器线圈自动绕线。
本装置的创新点在于:应用普通的车床CNC系统作为自动绕线机的控制编程单元,糅合了伺服马达和滚珠丝杠作排线机构和绕线机构。
本机具有广泛的市场需求和工业应用前景。
隔离变压器绕线机主要应用于变压器线包初级和次级线圈的绕制工艺环节。
目前行业上一般使用的绕线机90%以上都是普通绕线机,需要由人工来完成漆包线线头压紧和整齐排列漆包线这两个动作。
本文提出一种能自动压紧线头,自动排线和通过调用程序直接实现换产品生产的CNC自动绕线装置。
这种装置利用普通的车床数控系统作编程和控制单元,用CNC编程语言来实现动作,不必记住各种繁琐的参数设定,设备通用多款隔离变压的生产,能有效提高绕线工序的效率减轻工人劳动强度和对熟练工的依赖程度。
CNC自动绕线机的原理CNC自动绕线装置利用GSK96普通车床CNC系统作为编程和动作控制单元,通过调用预先编好的程序实现不同产品的生产。
由于绕线的线径,速度,排线距离等参数已经通过CNC程序编好,所以在自动绕线过程中,工人可以解放出来,干别的工序。
自动绕线机的工作流程CNC自动绕线机的结构自动绕线机主要由自动绕线单元,自动排线单元,自动压线单元,CNC装置电箱单元和机架单元这五个单元组成。
2.1自动排线单元排线单元主要由:广数80SJT伺服电机,滚珠丝杆,轴承,联轴器,直线导轨,导线轮组合,导线轮支撑架,松下PML53传感器等零部件组成。
排线单元的工作原理是:利用电机的旋转运动通过滚珠丝杆变成直线运动,完成隔离变压器的准确排线动作。
本自动绕线机的MAX最大排线距离为190mm,排线精度达0.02mm,通过导线轮组的调整,可令漆包线达到要求的张紧力,以满足排线绕线之用。
可广泛用于0.8kV,1.2kv,3kv,4kv,10kv等多款隔离变压器的生产,设备通用性强,排线质量优良。
2.2自动压紧单元压紧单元主要由:气缸,可调支撑架,传感器和自动压紧机构等零部件组成。
绕线机毕业设计
绕线机毕业设计绕线机毕业设计绕线机是一种常见的自动化设备,广泛应用于电子、电器、通信等行业中。
它的主要功能是将导线或电缆自动绕制在线轴或线圈上,提高生产效率和产品质量。
在现代工业中,绕线机的设计和研发成为了一个重要的课题,特别是在电子信息领域的快速发展下,对于绕线机的要求也越来越高。
一、绕线机的基本原理和结构绕线机的基本原理是通过电机驱动线轴旋转,将导线或电缆从线盘上拉取并绕制在线轴或线圈上。
其结构主要包括电机、传动装置、线盘、线轴、控制系统等部分。
电机提供动力,传动装置将电机的旋转运动转化为线轴的旋转运动,线盘存放待绕线材料,线轴用来绕制线材,控制系统则用来控制绕线机的运行和绕线的精度。
二、绕线机的设计要点1. 机械结构设计:绕线机的机械结构设计是关键,要考虑到绕线机的稳定性、刚性和精度。
在设计过程中,需要合理选择材料、加工工艺和结构形式,以确保机械结构的稳定性和刚性,同时提高绕线的精度和效率。
2. 传动装置设计:传动装置的设计直接影响到绕线机的运行效果和稳定性。
在设计传动装置时,需要考虑到传动效率、传动精度和噪音等因素,选择合适的传动方式和传动比例,以提高绕线机的运行效率和稳定性。
3. 控制系统设计:控制系统是绕线机的核心部分,它负责控制绕线机的运行和绕线的精度。
在控制系统设计中,需要考虑到绕线机的自动化程度、控制精度和稳定性等因素,选择合适的控制器和传感器,以实现绕线机的自动化控制和精确绕线。
三、绕线机的发展趋势随着电子信息技术的快速发展,绕线机的应用领域也越来越广泛。
未来,绕线机的发展趋势主要体现在以下几个方面:1. 自动化程度的提高:随着人工智能和机器学习等技术的发展,绕线机的自动化程度将进一步提高。
未来的绕线机将能够自动调整绕线参数、自动检测绕线质量,并能够与其他设备实现智能联动。
2. 精度和效率的提升:绕线机的精度和效率是衡量其性能的重要指标。
未来的绕线机将采用更先进的传感器和控制算法,以提高绕线的精度和效率,满足不同行业对绕线质量和生产效率的要求。
变压器绕线机工艺流程分析
变压器绕线机工艺流程分析
变压器绕线机对绕制在芯模上线圈的要求是:缠绕后的层面不能
形成鼓型面或凹型面,在制品的轴向方向上绝缘导线匝与匝之间能够紧
密排列,既无缝隙也无重叠现象。
为满足制品工艺要求,需缠绕设备控
制精确,分析全自动变压器绕线机整体的工作流程为:
(1)将变压器线圈芯模放置在卷绕主机上,绝缘层供给装置将
绝缘纸送至卷绕主机,绕线机的卷绕主机转动使绝缘纸缠绕在线圈芯模
上,主副绝缘层主轴轴向驱动装置左右重复移动使绝缘纸均匀布满线
圈芯模;
(2)导线则通过自动排线装置送至卷绕主机,卷绕主机转动使
导线缠绕在绝缘纸上,自动排线装置左右重复移动使导线均匀布满绝缘纸,张力可调放线架可自动调节导线在缠绕过程中张力大小;
(3)副绝缘层供给装置包括剪纸机构,首先将绝缘纸送至线圈
侧边,使线侧边绝缘,线圈侧边缠绕完成后,剪纸机构使用刀具自
动剪切绝缘纸,使绝缘纸送离线圈。
在变压器的实际绕制过程中,层间绝缘带及端部绝缘带缠绕是变压器绕制过程中消耗工时最长且效率最低的部分,通过上述的流程分析,要确保变压器绕制各项指标的实现,不仅需要实现绕线机设备的全自动化,提高制造的工艺水平,更需要高精度,高效率的自动排线系统及绝缘带张力控制系统之间的相互配合。
二工位变压器线圈绕线机设计方案
二工位变压器线圈绕线机设计方案
庞军;冯骏;李钟涛;万国明;朱海岩
【期刊名称】《农村电气化》
【年(卷),期】2012()2
【摘要】黑龙江省哈尔滨电业局2008年1月参加省电力公司招标,中标变压器375台,这次中标变压器的特点是容量小、台数多、工期短。
因容量小,高压匝数多,现生产设备效率低,要在一个月完成375台变压器,生产任务非常繁重,在这种背景下,怎样能提高绕线机绕制速度,是提高生产效率、完成生产任务的关键。
【总页数】1页(P55-55)
【关键词】变压器线圈;绕线机;设计;工位;生产任务;黑龙江省;设备效率;生产效率【作者】庞军;冯骏;李钟涛;万国明;朱海岩
【作者单位】哈尔滨电业局
【正文语种】中文
【中图分类】TM405
【相关文献】
1.一种变压器线圈绕线机 [J],
2.一种变压器线圈绕线机 [J],
3.变压器高压线圈全自动绕线机的研制 [J], 朱秋萍
4.CWIEME中国(上海)绕线机、线圈、绝缘材料、磁性材料及电机、变压器制造展览会即将登场 [J], 本刊讯
5.全球最大、最专业的国际绕线机、线圈、绝缘材料、磁性材料及电机、变压器制造展览会 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
变压器绕线和制作方法

变压器的绕制方法计算及注意事项生活中各种电器的工频变压器无论是自行设计绕制,还是修复烧坏的变压器,都会涉及到部分简单的计算,教科书上的计算公式虽然严谨,但实际运用时显得复杂,不甚方便。
本文介绍实用的变压器计算的经验公式。
先看一实例:实例:现要制作一个80W的降压变压器,输入220V 输出45V,请问用多大胶心,初次级各用什么线径,绕多少匝?(以下U1为初级电压,U2为次级电压,I1为初级电流,I2为次级电流)1、根据需要的功率确定铁芯截面积的大小S=1.25=1.25√80 ≈11.2cm22、求每伏匝数ωo=45/11.2=4.02匝3、求线圈匝数初级ω1=U1ωo=220X4.02=884.4匝次级ω2=1.05 U2ωo =1.05X45X4.02≈189.9匝4、求一、二次电流初级I1=P/U1=80/220≈0.36A次级I2=P/U2=80/45≈1.78A5、求导线直径初级d1=0.72 (根号I1)=0.72√0.36≈0.43mm次级d2=0.72 (根号I2)=0.72√1.78≈1.28mm注:此为理论计算值,实际绕制可根据结果改变各值。
本人绕制线径均大于理论值,扎数比变为88:20使用时并无异常。
单相小型变压器简易计算方法1、根据容量确定一次线圈和二次线圈的电流I=P/UI单位A、P单位vA、U单位v.2、根据需要的功率确定铁芯截面积的大小S=1.25√P(注:根号P)S单位cm23、知道铁芯截面积(cm2)求变压器容量P=(S/1.25)2(VA)4、每伏匝数ωo=45/S (注:45为系数,下文提到)5、导线直径d=0.72√I (根号I)6、一、二次线圈匝数ω1=U1ωoω2=1.05U2ω (注:考虑损耗,次级扎数要稍大些,1.05亦可改变) 铁芯的选择根据自己需要的功率选择合适的铁芯是绕制变压器的第一步。
如果铁芯(硅钢片)选用过大,将导致变压器体积增大,成本升高,但铁芯过小,会增大变压器的损耗,同时带负载能力变差。
变压器制造工艺设计
隔离变压器制作工艺一、线圈组装1.材料确认1.1 线架规格确认。
1.2 确认线架完整:不得有破损和裂缝。
1.3 将绕线模芯装夹在C绕线机上,并锁紧。
1.4 把骨架套在绕线模芯上并锁紧两侧挡板。
1.5 在骨架上包2层NMN纸〔纸要包紧〕接口粘胶带。
2.绕线方式2.1次级绕线:采用均匀密绕的方式,绕线至最上层也不零乱,绕线排列整齐。
〔如下列图〕用已选型漆包线绕初级线圈,起头引线需套纤维套管,线长150mm 〔套管长100mm左右,骨架处留20mm左右,其余留在骨架外面〕,圈数参照生产图纸。
本线收尾,收尾线超出骨架后留长大于150mm。
在线包中的尾线需套纤维套管并且收尾线与线圈直接垫放一XNMN 纸增强绝缘。
起头尾头位置应按照图纸要求,收尾引线需用麦拉胶带固定缠紧。
2.2初级绕线:采用均匀密绕的方式,绕线至最上层也不零乱,绕线排列整齐。
〔如下列图〕用已选型漆包线型号线绕次级线圈各个绕组,留线方式参照初级线圈的留线方式进展。
出线位置应符合图纸要求。
最后,在初级线圈以及次级线圈上外包3层NMN纸,纸要包紧,接口处用麦拉胶带粘贴。
3.屏蔽层制作用0.1*75mm铜箔绕中间屏蔽层线圈,起头位置的线头用高温胶带包裹3-5层,包覆长度15-20mm。
起头线头需锡焊一根黄加绿地线引出,焊接处上下用高温胶带粘在绝缘纸上,并在线头上再覆盖一XNMN 纸,增加绝缘处理。
此层线圈总圈数0.9,留线方式和长度参照初级线圈一样处理即可。
在屏蔽层线圈上外包3层NMN纸,纸要包紧,接口处用麦拉胶带粘贴。
4.包胶带1〕操作步骤将胶带平贴线包,按图面要求的圈数包胶带.胶带完毕点处在线包侧边。
胶布起始点与完毕处须重叠5mm以上。
2〕考前须知胶带必须拉紧包平,不可卷起,刺破或露铜线。
3〕线包局部:变压器线包局部最外层胶布破损造成线圈外露者,必须加贴胶布完全覆盖住破损处,且加贴胶布之层数须与原规定最外层胶布之层数一样,并于涂凡立水后烘烤干始可。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
变压器绕线机设计曹雅欣摘要:本文对变压器线圈绕制工艺要求及电力变压器绕线机功能的分析,对大型变压器卧式自动绕线机整机系统进行了设计。
本绕线机总体结构合理,技术性能先进,具有主轴扭矩大、运行平稳、适用范围广、压紧力恒定、绕线匝数准确、操作简便、显示直观等优点,是一台包含控制系统、伺服系统和机械在内的机电一体化的变压器大型线圈绕线专用设备。
关键字:大型绕线机;变压器绕组线圈;1 线圈绕制的基本原理绕制线圈之前,绕线模架固定在主轴和尾座之间,绕制时,主轴带动绕线模架旋转,精密排线系统以和主轴旋转相一致的速度做往复直线运动,将绝缘导线紧密缠绕在绕线模架上。
图2-1 绝缘导线运动规律绝缘导线的运动规律见图2-1,绝缘导线运动为螺旋线形式,由几何关系和速度分析可知⁄(1-1)h n v h=l k v⁄式中v h−−导线速度(排线导针的移动速度);ℎn−−匝间的法向螺距v−−卷绕线速度(单位时间内的绕线长度度);l k−−电磁线卷绕一周的长度。
公式(2-1)表明,在线圈绕制中,想要使绝缘导线均匀紧密排列,那么h n值应保持恒定,l k v⁄为绕线主轴旋转一圈所用的时间,在稳定绕制(除启动和停止阶段,此阶段占绕线总时间的比例较小,对排线精度影响有限)过程中,绕线主轴转速n不变,即l k v⁄保持不变。
2 线圈绕制工艺要求绕组线圈的质量要求主要包括:外形美观,线匝之间能够排列均匀整齐紧密,既无缝隙也无重叠即排列,线匝间无交叉现象和中间凸出或内凹现象,每个线圈外形一致。
此外,还有和线圈使用性能密切相关的各项物理指标,如匝数、阻抗和感抗、绝缘强度、温度变化等。
图1-2是大型变压器线圈绕制工艺流程图。
图1-2 变压器绕组绕制工艺流程常见的变压器单螺旋线圈见图1-3。
图1-3 变压器单螺旋绕组由变压器线圈卷绕工艺流程可以看出,线圈的质量取决于绕线机的性能。
目前国产绕线设备的性能与进口绕线设备相比,在产品性能和生产效率等许多方面还有较大的差距,其原因包括结构材料的选用、机械加工工艺及制造精度、控制原理和方法、电机质量性能等。
3 变压器绕线机原理方案设计3.1 功能分析根据线圈绕制工艺流程和加工工艺的要求,对绕线机的功能进行分析以确定绕线机的机构组成。
各功能如下:(1) 主轴系统主要实现绕制时绕线模架的旋转即绕线动作;(2) 尾顶系统和主轴配合实现绕线时绕线模架的夹持固定;(3) 排线机构主要负责绝缘导线沿绕线模架轴向均匀排列;(4) 放线机构主要用于实现导线线盘的放置以及送线、倒线功能,并且要有张力控制装置为导线提供稳定的张紧力;(5) 压紧装置用于提供绕线时施加对线圈轴向、径向的压紧力;(6) 底座是绕线机其它各部件的支承部件,使绕线机主机各零部件组成一体;(7) 控制系统负责实现整个装备的逻辑控制,使各工序有序完成规定动作。
3.2 原理方案最终形成的大型变压器绕线机的原理方案是:绕线模架由安装在主轴箱的花盘和尾座顶部装设的顶尖套筒夹持定位,不允许绕线模架与夹持机构出现相对运动。
主轴箱固定在底座上不可移动,而尾座箱体与底座通过平行导轨实现横向移动,以方便夹持固定各种不同长度规格的绕线模架。
利用高精度滚珠丝杠副和导轨相结合的方式来实现排线动作,由步进电机驱动的滚珠丝杠将电机的圆周运动转换为水平工作台的横向移动,从而驱动安装在水平运动工作台的排线机构运动,以实现绝缘导线以一定的角度在绕线模架的转动下被动恒张力排线。
绕线模架夹持定位后,一方面在主轴电机的驱动下做绕自身轴线的转动,另一方面排线机构在水平方向以与之相适应的速度运动,从将绝缘导线被动缠绕在绕线模架上,完成变压器螺旋线圈的绕制。
大型电力变压器绕线机包括由控制部分、主机、放线机构三大部分,它的总体结构见图1-4。
图1-4 大型变压器绕线机总体结构图4 大型变压器绕线机机械结构设计4.1 主轴系统主轴系统是绕线机实现绕线功能的核心部件,它的功能是为绕线主机提供旋转运动的动力,即实现绕线机的绕线动作,并且和尾顶系统共同完成绕线模架的夹持。
所以它的设计直接决定了整台设备的功能实现以及性能,其结构的设计也会直接影响到其它功能模块的设计。
绕线机主轴系统外形图如图2-6所示。
图2-6 主轴系统外形图主轴系统包括主轴箱、主轴驱动系统和主轴传动系统。
主轴系统结构如图2-7所示。
主轴箱箱体采用钢板和型钢焊接结构,一次定位加工成形,材料为Q235。
主轴驱动系统包括主电机、变频器、电磁制动器组成,为绕线机的绕线动作提供原动力。
传统变压器绕线机的主轴通常是采用异步交流电机来驱动,这样的驱动方式使绕线机主轴启停时振荡严重,而绕线机主轴又需要频繁启停,导致绕制的线圈紧密性差,松紧程度不同,不仅影响线圈匝数的计数,更严重的后果是会导致变压器三相电的平衡性能差。
本设计绕线机的卷绕主轴电机采用变频器进行驱动,这样的驱动方式能增加电机启停时的稳定性,这样能大大的提高线圈绕制的精确度。
主轴传动系统由行星齿轮减速机和大小齿轮组成,外接花盘,花盘将与线轴相连接实现绕线过程。
电机输出端通过联轴器与行星齿轮减速器连接,经行星齿轮减速机变速后,输出端通过平键直接与小齿轮连接,将动力传递到与之配合的大齿轮,再通过大齿轮将扭矩传递给花盘,实现绕线机的无级调速、平稳起停。
图2-7 主轴系统结构图4.2 尾顶系统尾顶系统是可以水平移动的机构,安装在平行导轨上和安装在主轴箱上的花盘共同实现对不同长度绕线模架的夹持。
它由尾座箱体、尾座移动系统和顶尖套筒组成。
尾顶系统外形如图2-9所示。
图2-9 尾顶系统外形图尾座箱体采用钢板和型钢焊接结构,一次定位加工成形,材料为Q235。
电机为尾座的移动提供动力,电机输出端通过联轴器连接有二级蜗轮蜗杆减速器,经蜗轮蜗杆减速器减速后再采用齿轮、齿条传动将电机的旋转运动转换为直线运动,和尾座箱体相接处的底座上端安装有两段直线导轨,可以使尾座沿导轨水平横向移动,齿条安装固定在两直线导轨之间底座上,当电机提供的原动力经二级蜗轮蜗杆减速器、齿轮传递到齿条时就能实现尾座位置的调整,从而满足不同长度的绕线模架的安装使用。
底座有工字板做成,上端做成阶梯状,每段底板下端预留三个孔,就相当于梯形槽,尾座调整到位后,可通过尾座底部预留的孔用螺栓与底座固定。
尾座移动系统见图2-10。
图2-10 尾座移动系统尾座箱体顶部装有顶尖套筒如图2-11所示,可手动调整伸出、缩回,方便绕线模架的装卸。
顶尖套筒采用夹套式结构固定套筒,此结构夹紧力大、安全可靠。
顶尖选用重型回转顶尖,这种形式的顶尖具有回转精度高、承载能力强的优点。
图2-11 顶尖套筒4.3 底座变压器绕线机的底座采用钢板、型钢焊接结构,并去除内应力,整体一次精加工完成,保证了主轴与尾座顶尖同心,同时方便设备的安装,其结构如图2-12。
图2-12 底座4.4 压紧装置为了更加准确地控制大型线圈的绕制质量,大型变压器绕线机设计有压紧装置,该压紧装置能在绕线时提供轴向和径向稳定可调的压紧力。
轴径向压紧装置由龙门式横梁和压紧头组成,安装在主轴箱体和尾座箱体上,其结构如图2-13所示。
它采用与主轴同心摆臂式结构,保证了压紧头与绕线模轴线的相对位置,与其他结构相比占用空间小、使用调整方便、安装时无需单独制作基础,摆臂前后旋转由液压系统驱动。
图2-11 轴辐向压紧装置(1) 轴向压紧压紧头的轴向移动由伺服电机提供原始动力,输出端接精密行星齿轮减速器,经行星齿轮减速器降速后将动力传递给输出端安装的齿轮,再传递到安装在直角支板上的齿条,将旋转运动转变为直线运动,其原理图见图2-12。
齿条安装在支板的下端直角边,支板的另一端直角边也压紧装置的幅向部分一级导轨相连接,由此带动压紧部分在横梁移动,精确控制和调节轴向压紧力的大小。
图2-12 轴向压紧动力供应原理图(2) 辐向压紧辐向压紧部分依靠U型槽作为传递动力的基本支架。
制动电机输出端接接减速机,经减速机减速后将动力传递给滚珠丝杠,丝杠固定在压紧部分的第一级U型槽的上端,第一级U型槽内安装有两条直线导轨,滚珠部分连接第二级U 型槽,制动电机将动力传递到丝杠使其做旋转运动,丝杠与滚珠的接触将旋转运动变为沿双导轨方向的直线运动,见图2-13。
由此,第二级U型槽和滚珠一起沿一级导轨做直线运动。
气缸固定在第二级U型槽内上端,第二级U型槽内安装有一条直线导轨,气缸的运动带动与压紧头相连的矩形块在单导轨上做直线运动,由此来控制压紧头的运动,调节径向压紧力的大小。
与此同时,第二级U 型槽内安装有一个导轨钳制器,其作用是当线圈绕制过程中只需要轴向压紧,而不需要径向压紧的时候,钳制器能够将径向压紧部分的第三级矩形块抱死,从而停止气缸带动的压紧头径向的移动,使压紧头只进行轴向压紧操作。
图2-13 轴向压紧动力供应原理图参考文献[1]陈玉国,张伟光,段玉柱,等.变压器技术发展趋势对制造设备要求的研究脚设计与制造,2004,(3):32-34[2]宣传金,张金国,王兴武.关于老式绕线机功能缺点的分析及改造设计[J].防爆电机,2002,(2):35-36.[3]Mahawan B, Luo Zhenghua. High-speed High-precision Tracking Control for ElectronicallyControlled Winding Machines[J]. Control Engineering Practice,2001,9(05):63-571.[4]易晋湘.日产绕线机系统及其故障分析[J].微特电机,1993,(3):41-42.[5]袁先伦, 刘会兵, 刘成超, 等. 微细丝绕线机的研制[J]. 现代制造技术与装备,2010(4):8-9.[6]潘骏,许仕伟,陈文华,等.基于轴向压力补偿的精密排线数学模型和运动控制算法研究[J].中国机械工程,2011,22(20):2411-2415.[7]王晓磊,许皆平,崔健.一种基于矢量变频技术的超导线圈专用恒张力绕线机[J].低温与超导,2010,38(4):25-29.[8]翟迎迎,任锟,叶怀储,等.排线轴高速折返运动控制算法研究[J].机械工程学报,2012,48(7):141-146.。