机械制造工艺装备
机械制造工艺与装备

H R Y B
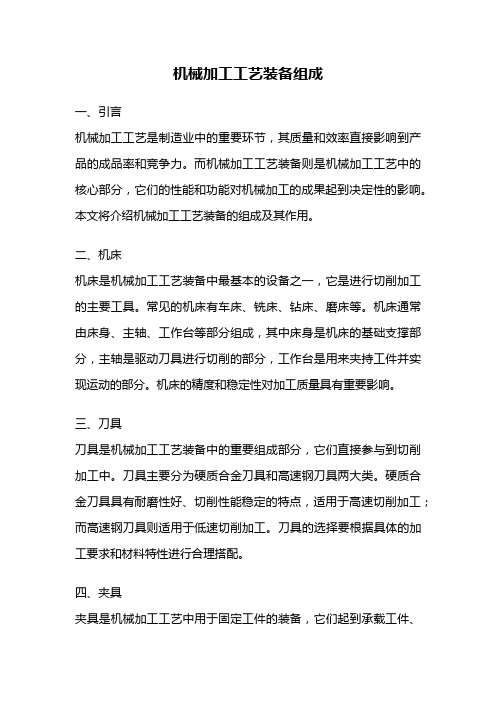
图3-6 导轨扭曲引起的加工误差
H H 2 1 。 一般卧式车床 ,外圆磨床 B B 3
d、导轨与主轴回转轴线的平行度
理论上要求车刀刀尖的直线运动轨迹与主轴回转轴线在水
平面内和垂直面内都应相互平行,但实际上存在误差: 在水平面内不平行:两者处于同一平面,即为相交两直线, 这使工件产生锥度; 在垂直方向不平行:两者不在同一平面,即为空间交叉两 直线。该项误差与导轨在垂直面内的直线度误差上相似的,均 处于误差非敏感方向,故对工件的加工精度影响很小。
1、工艺系统的几何误差对加工精度的影响
工艺系统的几何误差主要是机床、刀具和夹具的制造误差、磨损 误差以及调整误差。这一类原始误差在刀具与工件发生关系(切削)之 前就已客观存在,在加工过程中反映到工件上去。
(1)机床几何误差
高精度的零件要依赖高精度的设备与工艺装备来生产,其中最重 要的是机床的精度。机床精度可以分为:①静态精度,机床在非切削 状态(无切削力作用)下的精度;②动态精度,机床在切削状态和振 动状态下的精度;③热态精度,机床在温度场变化情况下的精度。
(2)工艺系统受力变形引起的加工误差
在切削过程中,刀具相对于工件的位置是不断变化的,所以切削 力的大小及作用点的位置总是变化的,因而,工艺系统的受力变形也 随之变化。 1)切削力大小变化引起的加工误差——误差复映规律工件在切削 过程中,由于被加工表面的几何误差及材料硬度不均,引起切削力和 工艺系统变形的变化,如图3-7所示
1切削力大小变化引起的加工误差误差复映规律工件在切削过程中由于被加工表面的几何误差及材料硬度不均引起切削力和工艺系统变形的变化如图37所示2工艺系统受力变形引起的加工误差图37毛坯误差的复映切削过程中受力点位置变化引起的工件形状误差2切削力作用点位置变化引起的加工误差图38受力点变化引起的变形在工艺系统中由于零部件的自重也会产生变形
工艺装备分类

工艺装备分类工艺装备是指用于工业生产中的各种生产设备和生产工具,可根据其用途和特点分为不同的类型。
本篇文章将根据工艺装备的分类,分别介绍各类装备的基本概念和应用场景。
一、机械类工艺装备机械类工艺装备是指以机械为主要结构的生产装备,可分为金属加工机械、塑料加工机械、木工机械等。
金属加工机械主要用于金属材料的加工和制造,包括铣床、车床、钻床等设备。
塑料加工机械主要用于塑料制品的生产加工,包括注塑机、挤出机、吹塑机等设备。
木工机械主要用于木材的加工和制造,包括刨床、铣床、锯床等设备。
二、化工类工艺装备化工类工艺装备是指用于化学工业生产的各种设备,可分为反应器、分离设备、传质设备等。
反应器主要用于各种化学反应的进行,包括批式反应器、连续反应器、高压反应器等设备。
分离设备主要用于各种化学物质的分离和提纯,包括蒸馏塔、萃取塔、结晶器等设备。
传质设备主要用于化学物质的传输和混合,包括泵、搅拌器、混合器等设备。
三、食品类工艺装备食品类工艺装备是指用于食品加工生产的各种设备,可分为烘干设备、杀菌设备、包装设备等。
烘干设备主要用于食品的干燥和烘烤,包括烘箱、烤炉、风干机等设备。
杀菌设备主要用于食品的消毒和杀菌,包括高压灭菌锅、紫外线杀菌器、蒸汽杀菌器等设备。
包装设备主要用于食品的包装和封装,包括真空包装机、封口机、灌装机等设备。
四、纺织类工艺装备纺织类工艺装备是指用于纺织行业生产的各种设备,可分为纺纱设备、织造设备、印染设备等。
纺纱设备主要用于纤维的加工和纺制,包括梳棉机、纺纱机、捻线机等设备。
织造设备主要用于布匹的织造和加工,包括织布机、针织机、编织机等设备。
印染设备主要用于纺织品的印染和加工,包括印花机、染色机、热转印机等设备。
五、电子类工艺装备电子类工艺装备是指用于电子行业生产的各种设备,可分为半导体设备、显示器设备、电路板设备等。
半导体设备主要用于半导体芯片的生产和制造,包括刻蚀机、光刻机、薄膜沉积机等设备。
机械加工工艺及装备

1 机械制造业
生产各类机械设备和零部 件的行业,如汽车制造、 航空航天等。
2 金属加工行业
加工金属材料的行业,如 钢铁、铝制品、工程机械 等。
3 电子制造业
生产电子器件和电路板的 行业,如手机、电脑、电 视等。
机械加工工艺的优势和局限性
优势
提供高精度的加工能力,批量生产效率高,适用于 各种材料。
局限性
常见的机械加工工艺
1 铣削
通过旋转刀具切削工件表面,用于加工各种 平面和曲线形状。
2 钻削
利用旋转的钻头在工件表面形成孔洞,常用 于钻孔和制作螺纹。
3 磨削
利用磨削磨料对工件表面进行切削和磨光, 提高工件的表面质量。
4 锯割
通过旋转锯片对工件进行切割,常用于金属 和木材的切割。
机械加工装备的分类
机械加工工艺及装备
机械加工工艺及装备是制造业中至关重要的一部分。本演示将介绍机械加工 工艺的定义、常见工艺、机械加工装备的分类和发展趋势,以及应用机械加 工工艺的行业,深入探讨其优势和局限性。
机械加工工艺的定义
1 什么是机械加工工艺?
机械加工工艺是通过机械装备对工件进行形状和尺寸上的变化,以达到所需的工艺要求。
工艺复杂、成本较高,对操作人员的技术要求较高。
结论及展望
机械加工工艺及装备在现代制造业中扮演着重要角色,随着技术的不断进步, 机械加工工艺将进一步实现自动化和智能化,并提供更高的加工精度和效率。
传统机床
如铣床、钻床、磨床等,通过人工操作进行加工。
数控机床
利用计算机控制系统进行加工,提高加工精度和效率。
机械加工工艺的发展趋势
1
自动化和智能化
采用机器人、自动化设备和智能化技术,提高生产效率和产品质量。
机械加工工艺装备组成
机械加工工艺装备组成一、引言机械加工工艺是制造业中的重要环节,其质量和效率直接影响到产品的成品率和竞争力。
而机械加工工艺装备则是机械加工工艺中的核心部分,它们的性能和功能对机械加工的成果起到决定性的影响。
本文将介绍机械加工工艺装备的组成及其作用。
二、机床机床是机械加工工艺装备中最基本的设备之一,它是进行切削加工的主要工具。
常见的机床有车床、铣床、钻床、磨床等。
机床通常由床身、主轴、工作台等部分组成,其中床身是机床的基础支撑部分,主轴是驱动刀具进行切削的部分,工作台是用来夹持工件并实现运动的部分。
机床的精度和稳定性对加工质量具有重要影响。
三、刀具刀具是机械加工工艺装备中的重要组成部分,它们直接参与到切削加工中。
刀具主要分为硬质合金刀具和高速钢刀具两大类。
硬质合金刀具具有耐磨性好、切削性能稳定的特点,适用于高速切削加工;而高速钢刀具则适用于低速切削加工。
刀具的选择要根据具体的加工要求和材料特性进行合理搭配。
四、夹具夹具是机械加工工艺中用于固定工件的装备,它们起到承载工件、保持工件位置和实现工件与刀具之间相对运动的作用。
夹具的种类繁多,常见的有平口夹具、钳工夹具、分度头等。
不同的夹具适用于不同的加工需求,夹具的质量和精度直接关系到加工件的定位和加工精度。
五、测量设备测量设备是机械加工工艺中的重要组成部分,它们用于检测加工件的尺寸和形状精度,以确保加工质量的合格。
常见的测量设备有千分尺、游标卡尺、外径千分尺、内径千分尺等。
测量设备的准确性和稳定性对于加工件的质量控制至关重要。
六、辅助设备辅助设备是机械加工工艺中的补充装备,它们用于提高加工效率和保证加工的顺利进行。
常见的辅助设备有切削液供给系统、冷却系统、排屑装置、自动送料装置等。
这些设备能够减少切削热量、清除切削废料、提高加工速度,从而提高加工效率和降低生产成本。
七、数控系统数控系统是机械加工工艺中的关键技术之一,它能够实现机床的自动化操作和高精度加工。
机械制造工艺与装备课程标准
机械制造工艺与装备课程标准1. 课程简介机械制造工艺与装备课程是工程类专业必修的核心课程之一,旨在培养学生对机械制造领域的基本理论、原理和技能的掌握,为学生未来的工作提供必要的基础。
2. 课程目标本课程的目标是培养学生具备以下方面的能力:•理解机械制造的基本原理和方法;•掌握机械制造中常用的工艺流程;•熟悉机械制造过程中常见的设备和工具;•具备解决机械制造过程中的实际问题的能力。
3. 课程内容3.1 机械制造基础•机械制造的概念和发展历程•机械制造的基本原理和方法•材料科学基础•机械制造中的常用材料和性能要求3.2 机械制造工艺•切削加工工艺•焊接工艺•铸造工艺•塑性加工工艺•热处理工艺•表面处理工艺3.3 机械制造装备•传统机床•数控机床•特种加工设备•机械加工自动化设备•机械制造生产线4. 课程设计为了提高学生的实践能力和创新能力,本课程将采用以下教学方法:•理论讲授:通过课堂讲解掌握机械制造的基本理论和原理;•实验实践:结合实验室实践,让学生亲自操作并掌握机械制造工艺和装备的使用;•项目设计:通过小组合作完成机械制造项目设计,培养学生解决实际问题的能力;•考核评价:包括平时作业、实验报告、项目报告和期末考试等方式,全面评价学生的学习成果。
5. 参考教材•《机械制造工艺学》(第四版),朱家柏、郑文祥,清华大学出版社,2018年。
•《机械制造基础》(第三版),唐绍九、张甸,中国机械工业出版社,2017年。
•《机械制造工艺与装备综合技能培训教程》,高等教育出版社,2019年。
6. 考核标准根据教学目标和学习内容,本课程将按照以下标准进行考核:•平时成绩占比30%:包括课堂表现、作业完成情况等;•实验成绩占比30%:包括实验操作、实验报告等;•项目成绩占比40%:包括项目设计、项目报告等;•期末考试:对学生对机械制造工艺与装备的理解和掌握程度进行综合考核。
7. 就业方向经过本课程的学习,学生可以在以下领域就业:•机械制造企业:从事机械制造、质量管理等方面的工作;•设备制造企业:担任机械设备设计、调试等岗位;•制造工艺技术支持:为企业提供制造工艺技术支持和解决方案;•科研院所:从事机械制造领域的科研工作。
机械工程机械制造工艺与装备要点梳理

机械工程机械制造工艺与装备要点梳理机械工程是一个广泛的领域,涉及许多不同的机械制造工艺和装备。
在本文中,我们将梳理机械工程中的一些关键要点,包括工艺选择、制造过程和常见的机械制造设备。
一. 工艺选择在机械工程中,选择适当的工艺对于制造高质量的产品至关重要。
工艺选择应基于以下几个因素:1. 生产要求:考虑到产品的尺寸、精度和表面质量等要求,选择合适的工艺来满足这些要求。
2. 材料性能:不同的材料具有不同的加工特性和性能要求,工艺选择应基于材料的性能来确保最佳操作。
3. 生产效率:考虑到生产周期、成本和资源利用效率等因素,选择能够提高生产效率的工艺。
4. 环境影响:工艺选择还应考虑到对环境的影响,选择能够减少废料和能源消耗的工艺。
二. 制造过程机械制造的过程可以分为以下几个关键步骤:1. 设计:在制造机械之前,需要进行详细的设计工作。
设计要考虑到机械的功能、结构和尺寸等因素,并使用计算机辅助设计软件来完成。
2. 材料准备:在制造过程中,需要准备适当的原材料。
这包括选择合适的材料和进行材料预处理,如切割、清洗和防腐处理等。
3. 加工:根据选择的工艺,在加工过程中进行物料的切削、成型和连接等操作。
加工工艺可以包括铣削、钻孔、焊接和冲压等。
4. 装配:将机械的组件和零件进行装配,确保各个部分的正确连接和配合。
这通常需要使用螺栓、螺母和焊接等方式进行。
5. 调试和测试:一旦机械装配完成,需要进行调试和测试以确保其正常运行。
这可以包括机械的运转测试、功能测试和安全性能测试等。
6. 交付和维护:最后,机械制造过程通常以将产品交付给客户为结束。
此后,可能还需要提供售后服务和定期维护等。
三. 常见的机械制造设备在机械制造过程中,使用许多不同的设备和工具。
以下是一些常见的机械制造设备:1. 机床:包括铣床、车床和磨床等,用于切削、打磨和形成材料等操作。
2. 制造设备:如冲床、注塑机和激光切割机等,用于大批量生产和形成特定形状的产品。
机械制造工艺技术及设备指南

机械制造工艺技术及设备指南嘿,朋友们!今天咱就来聊聊机械制造工艺技术及设备这档子事儿。
你说机械制造像不像一个神奇的魔法世界?各种工艺技术就是那神奇的魔法咒语,而设备呢,就是施展魔法的魔杖啦!比如说,车削加工就像是给材料来个精准的“瘦身”行动,把多余的部分削掉,让它变得符合我们的要求。
铣削呢,就好像给材料雕琢出各种形状,就像雕刻大师在精心创作一件艺术品。
再看看那些设备,大大小小的,每一个都有自己独特的本领。
大型的机床就像大力士,能扛起重重的任务,加工出大型的零件。
而那些小巧玲珑的设备,则像灵活的小精灵,在一些精细的工作中发挥着大作用。
咱可别小瞧了这些工艺技术和设备啊,它们可是支撑起整个制造业的脊梁呢!没有它们,我们哪里来的汽车在路上跑,哪里来的飞机在天上飞,哪里来的各种智能设备让我们的生活变得这么丰富多彩呀!你想想看,要是没有先进的机械制造,我们的生活得多无趣呀!那些酷炫的电子产品怎么来?那些坚固耐用的机械装备怎么来?就好比我们的生活是一幅绚丽的画卷,而机械制造工艺技术及设备就是那画笔和颜料,为我们描绘出美好的未来。
而且呀,随着科技的不断进步,这些工艺技术和设备也在不断升级呢!就跟我们人一样,要不断学习进步,才能跟上时代的步伐呀。
新的材料出现了,就得有新的工艺来加工它;新的设计理念诞生了,就得有新的设备来实现它。
这不是很有意思吗?你再想想,那些工程师们,他们就像指挥家一样,指挥着这些工艺技术和设备,演奏出一曲曲美妙的工业交响乐。
他们用自己的智慧和创造力,让这些冰冷的设备变得充满活力,为我们创造出一个又一个的奇迹。
所以说呀,机械制造工艺技术及设备可不是什么枯燥乏味的东西,它们是充满魅力和乐趣的!它们让我们的生活变得更加美好,让我们的世界变得更加精彩。
咱可得好好重视它们,爱护它们,让它们为我们创造出更多的价值!这就是我对机械制造工艺技术及设备的看法,你们觉得呢?是不是也和我一样觉得它们超厉害的呀!。
机械加工工艺及装备课件

半精加工工艺
完善形状和尺寸
半精加工的主要目的是进一步 完善工件的形状和尺寸,使其
接近最终要求。
选择合适的刀具
根据工件的材料和形状,选择 合适的刀具进行半精加工。
切削速度和进给量
在半精加工过程中,通常采用 较小的切削速度和进给量以提 高加工质量。
切削液的使用
使用切削液可以降低切削温度 ,减少刀具磨损,提高加工质
06
案例分析与实践操作
案例一:某零件的机械加工工艺流程优化
总结词
工艺流程优化、降低制造成本、提高生产效率
详细描述
针对某零件的机械加工工艺流程进行了优化改进,包括调整工艺顺序、减少工装数量、采用高效刀具等措施,有 效降低了制造成本和提高了生产效率。
案例二:某企业数控机床的选型与使用
总结词
数控机床选型原则、设备利用率 、生产效益
随着人工智能和物联网技术的发展,智能化和自动化装备在机械加工领域的应用越来越广泛,如智能机器人、自动化 生产线等,提高了生产效率和产品质量。
绿色环保装备的应用
随着环保意识的提高,绿色环保装备在机械加工领域的应用越来越广泛,如节能型数控机床、环保型冷 却液等,降低了环境污染和能源消耗。
机械加工工艺及装备面临的挑战与解决方案
机械加工工艺及装备课件
目录
• 机械加工工艺概述 • 机械加工工艺流程 • 机械加工装备 • 机械加工工艺及装备的应用 • 机械加工工艺及装备的发展趋势与挑战 • 案例分析与实践操作
01
机械加工工艺概述
机械加工工艺的基本概念
机械加工工艺是将原材料通过机械设备和工具,经过多道工序加工成零件或产品的 过程。
03
机械加工装备
金属切削需求,金属切削 机床可分为卧式、立式、 斜式等。
机械制造加工工艺(3篇)
第1篇摘要:机械制造加工工艺是机械制造行业中的重要组成部分,它直接关系到产品的质量和性能。
本文从机械制造加工工艺的基本概念、加工方法、加工设备、加工精度等方面进行了详细阐述,旨在为机械制造行业提供有益的参考。
一、引言机械制造加工工艺是指将原材料通过各种加工方法,加工成具有预定形状、尺寸和性能的零件或产品的过程。
在机械制造行业中,加工工艺的合理选择和优化对于提高产品质量、降低生产成本、提高生产效率具有重要意义。
本文将详细探讨机械制造加工工艺的相关内容。
二、机械制造加工工艺的基本概念1. 加工方法:机械制造加工工艺主要包括切削加工、磨削加工、锻造加工、铸造加工、焊接加工、热处理加工等方法。
2. 加工设备:加工设备是完成加工工艺的必要条件,如车床、铣床、磨床、数控机床等。
3. 加工精度:加工精度是指零件尺寸、形状、位置等几何参数的精确程度,是衡量加工工艺质量的重要指标。
4. 加工表面质量:加工表面质量是指零件加工表面粗糙度、波纹度、裂纹等缺陷的程度,影响零件的使用性能。
三、机械制造加工方法1. 切削加工:切削加工是机械制造中最常用的加工方法,主要包括车削、铣削、刨削、磨削等。
(1)车削:车削是利用车刀在工件上切除多余材料,使工件达到预定尺寸和形状的过程。
车削适用于内外圆柱面、圆锥面、螺纹等加工。
(2)铣削:铣削是利用铣刀在工件上切除多余材料,使工件达到预定尺寸和形状的过程。
铣削适用于平面、斜面、曲面、键槽等加工。
(3)刨削:刨削是利用刨刀在工件上切除多余材料,使工件达到预定尺寸和形状的过程。
刨削适用于平面、斜面、曲面等加工。
(4)磨削:磨削是利用磨具对工件表面进行研磨,使工件达到预定尺寸和形状的过程。
磨削适用于内外圆柱面、圆锥面、平面、曲面等加工。
2. 磨削加工:磨削加工是利用磨具对工件表面进行研磨,提高工件表面质量和精度的一种加工方法。
3. 锻造加工:锻造加工是将金属加热至一定温度,使其具有一定的塑性,然后在模具中施加压力,使金属产生塑性变形,从而获得预定形状和尺寸的零件。
机械制造工艺装备

机械制造工艺装备在现代制造业中,机械制造工艺装备扮演着不可或缺的角色。
它们是实现产品制造的重要工具,为企业提供了高效、精确、可靠的制造过程。
本文将从机械制造工艺装备的定义、分类、应用以及未来发展趋势等方面进行探讨。
一、机械制造工艺装备的定义和分类机械制造工艺装备是指用于完成产品加工和制造的设备和工具。
它们包括了从原材料加工到产品组装的整个生产流程所需的各种设备。
根据不同的功能和用途,机械制造工艺装备可以分为以下几类:1.数控机床:数控机床是目前最常见的机械制造工艺装备之一。
它们能够通过程序控制实现高精度的加工,提高生产效率和产品质量。
2.特种加工设备:特种加工设备包括激光切割机、喷涂设备、电火花机等。
它们通过特殊的工艺实现对材料的特殊加工,满足不同产品的制造需求。
3.自动化装备:自动化装备能够实现自动化生产,减少人工操作,提高生产效率。
例如,自动化装配线能够实现产品的自动化组装和包装。
4.检测与测量设备:在机械制造过程中,检测与测量设备起着至关重要的作用。
它们能够对产品进行质量检测和尺寸测量,确保产品的符合要求。
二、机械制造工艺装备的应用机械制造工艺装备广泛应用于各个领域的产品制造过程中,如汽车制造、航空航天、电子设备等。
下面以汽车制造为例,介绍机械制造工艺装备的应用:1.车身制造:在汽车车身制造过程中,数控切割机能够实现对薄钢板的高速切割,确保车身零件的精度和一致性。
2.发动机加工:发动机是汽车的核心部件,其加工质量直接影响到汽车的性能和寿命。
数控机床能够实现对发动机的高精度加工,提高发动机的工作效率和可靠性。
3.制动系统:制动系统对汽车的行车安全起着至关重要的作用。
数控铣床和激光切割机能够实现对制动盘和制动片的高精度加工,提高制动系统的性能和寿命。
4.装配线:在汽车生产线上,自动化装备能够实现汽车零部件的自动化组装和包装,提高生产效率和产品一致性。
三、机械制造工艺装备的发展趋势随着科技的不断进步和制造业的快速发展,机械制造工艺装备也在不断创新和升级。
工艺装备
工装即工艺装备,指制造过程中所用的各种工具的总称。
包括刀具/夹具/模具/量具/检具/辅具/钳工工具/工位器具等。
工装为其通用简称。
工装分为专用工装/通用工装/标准工装(类似于标准件)夹具顾名思义用以装夹工件(或引导刀具)的装置。
模具用以限定生产对象的外形和尺寸的装置。
刀具机械制造中使用的刀具基本上都用于切削金属材料所以“刀具”一词一般就理解为金属切削刀具。
辅具一般指用以连接刀具和机床的工具。
钳工工具各种钳工作业所用的工具总称。
工位器具用以在工作地或仓库中存放生产对象或工具的各种装置。
检具生产中检验所用的器具。
治具制造用器具这个词对应fixture有时与工装同意有时也指夹具。
一般台资/韩资/日资等电子企业多用该词。
夹具属于工装,工装包含夹具,属于从属关系。
不仅仅是焊装用,在机加工方面也有用,许多时候,需要装配几个部件并保证其定位准确的时候就需要。
设计工装夹具要紧扣产品,因为工装夹具是专门为某些产品特定的,要保证生产时无干涉现象、定位准确、操作工操作便捷等。
简单的说,就是用于工件装夹的工具。
夹具是加工时用来迅速紧固工件,使机床、刀具、工件保持准确相对位置的工艺装置。
也就是说Workholding工装夹具是机械加工不可缺少的部件,在机床技术向高速、高效、精密、复合、智能、环保方向发展的带动下,夹具技术正朝着高精、高效、模块、组合、通用、经济方向发展。
夹具又称卡具。
从广义上说,在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置,都可称为夹具。
例如焊接夹具、检验夹具、装配夹具、机床夹具等。
其中机床夹具最为常见,常简称为夹具。
工装夹具, JIG, 是用于在机械加工中对工件进行夹持或定位, 以达到一定工艺要求的特制的装备或工具。
在机床上加工工件时,为使工件的表面能达到图纸规定的尺寸、几何外形以及与其他表面的相互位置精度等技术要求,加工前必须将工件装好(定位)、夹牢(夹紧)。
应用机床夹具,有利于保证工件的加工精度、稳定产品质量;有利于提高劳动生产率和降低成本;有利于改善工人劳动条件,保证安全生产;有利于扩大机床工艺范围,实现“一机多用”。
机械制造工艺及装备
• 先根据技术要求确定加工方案以及分几次加工 • 应考虑材料的性质 • 应考虑生产类型 • 应考虑本厂的现有设备及技术条件 • 应考虑工件的形状、重量、物理特性 • 应作加工经济精度和经济粗糙度分析
机制械订工制艺造规程工时艺要与解决机的床主要夹问具题
➢加工阶段的划分
工艺过程的四个加工阶段: • 粗加工阶段——切除各表面大部分余
产条件、协作关系、工艺装备、工人 技术状态等) • 工厂的发展前景 • 国内外的生产技术发展状态等
机工艺械规制程造概述工艺与机床夹具
6.制订工艺规程的步骤(十大步骤)
• 分析零件图和产品装配图; • 选择毛坯; • 拟定工艺路线; • 选择定位基准; • 确定各工序的设备、工装确定各工序的加
工余量,计算工序尺寸和公差; • 确定各主要工序的技术要求及检验方法; • 确定切削用量和工时定额; • 进行经济分析,选择最佳方案; • 填写工艺文件
机械制造工艺与机床夹具
第一章 机械加工工艺规程
机械制造工艺与机床夹具
机械加工工艺规程的制订
• 第一章 机械加工工艺规程的制订
• 第二章 机械加工精度
• 第三章 机械加工表面质量
机械制造工艺与机床夹具
第一节 机械加工过程与工艺规程
第一节 机械加工过程与工艺规程
• 一 基本概念 • 二 工艺规程概述 • 三 制订工艺规程时要解决的主要问题 • 四 加工余量的确定 • 五 工序尺寸及其公差的确定 • 六 机械加工生产率和技术经济分析
➢定位基准的选择
通常先选择精基准,后选择粗基准。
精基准的选择(减少误差,提高定位精度):
• 基准重合原则:即选择设计基准作为定位基准
• 基准统一原则:即采用同一基准加工尽可能多 的表面
机械制造装备设计复习(部分)

机械制造装备设计复习(部分)课程导入*机械的定义:机械是由人为制造的、具有特定功能的、能够进行能量转换的产物。
*为什么说机械制造装备在国民经济发展中起着重要的作用?制造业是国民经济发展的支柱产业,也是科技技术发展的载体及使其转化为规模生产力的工具和桥梁。
装备制造业是一个国家综合制造能力的集中表现,重大装备研制能力是衡量一个国家工业化水平和综合国力的重要标准。
*机械制造装备包括那几个部分?各有什么作用?机械制造装备包括:加工装备、工艺装备、仓储输送装备和辅助装备等. (1)加工装备主要指机床(工作母机),包括金属切削机床、锻压机床、特种加工机床、木工机床等;(2)工艺装备是指在产品制造过程中所用各种工具的总称,包括刀具、夹具、量具、辅具、模具、检具、钳具、工具、工位器等,是保证产品质量、贯彻工艺规程、提高生产效率的重要手段;(3)输送及仓储装备主要包括物料输送装置、机床上料装置、各级仓储装置及立体仓库等,物料输送装置用于实现毛坯、半成品、成品等在车间内工作中心传送的设备.仓储是用来存储原料、毛坯、外购件、半成品、成品、工具等物品的设施。
(4)辅助装备辅助装备包括清洗剂、排屑装置和计量装置等。
*机械制造装备与其他工业化装备相比,特别强调应满足哪些要求?1)柔性化精密化自动化机电一体化节材节能 2)符合工业工程要求符合绿色工程要求*什么是加工精度,影响加工精度的因素有那些?加工精度是指加工后零件对理想尺寸、形状和位置的符合程度,一般包括尺寸精度、表面形状精度、相互位置精度和表面粗糙度等。
满足加工精度方面的要求.影响机械制造装备加工精度的因素有很多,与机械制造装备本身有关的因素有几何精度、传动精度、运动精度、定位精度(机床的定位件运动到达规定位置的精度)和低速运动平稳性等。
*机床精度包括:几何精度,传动精度,运动精度和定位精度。
*机床主要设计内容有哪些?1。
总体设计(1)主要技术指标确定(2)总体设计:基本参数设计,传动设计,总体布局设计,控制设计。
机械制造装备包括那四大类

1.机械制造装备包括那四大类,其满足一般功能包括那四个方面?加工装备,工艺装备,仓储运输装备,辅助装备/加工精度的要求,强度刚度抗震性,可靠性和加工稳定性,使用寿命,经济技术要求。
2.产生爬行的原因:摩擦面上的动摩擦系数小于静摩擦系数,且动摩擦系数随滑移速度的增加而减小以及传动系统的弹性变形;措施:减小动静摩擦系数之差,改变动摩擦系数随滑移速度的增加而减小的特性,提高传动系统刚度。
3.拟定转速图的原则:极限变速范围原则;前多后少:传动顺序和传动福数原则;前密后疏:扩大顺序原则;前慢后快:确定最小传动比。
4.主轴转速图和功率特性图特点:前慢后快,主轴恒功率转速范围是355~9005.导轨有何功用?截面形状?采取什么措施可以减少导轨的磨损?:支承并引导运动部件沿一定的轨迹运动;三角形,矩形,燕尾型,圆柱形;降低压强,改变压强性质,正确选择摩擦副材料和热处理,加强防护。
静压导轨,卸荷导轨:降低导轨面的压力,减小摩擦阻力6.导轨的类型:滑动导轨(高速),静压导轨(精密高精度机床或低速机床),卸荷导轨(大重型机床),滚动导轨(对灵敏度要求高机器人之类)。
7.塑料导轨:具有摩擦因数低,耐磨性高,抗撕伤能力强,低速不易爬行,运动平稳.工艺简单,化学性能好,成本低等特点;多用在精密.数控大型.重型机床动导轨上。
属于滑动导轨。
8.加工中心上刀库类型有:鼓轮式刀库,链式刀库,格子箱式刀库,直线刀库9.组合机床设计步骤:调查研究,总体方案设计,技术设计,工作设计10.影响机械加工生产线工艺和结构方案的主要因素:工件的几何形状及外形尺寸;工件的工艺及精度要求;工件的材料;车间平面布局;装料高度;要求的生产率。
11.提高支撑件结构性能的措施:提高支承件的静刚度和固有频率方法为:根据支承件的受力情况合理选择材料,截面形状和尺寸,壁厚合理的布置肋板和肋条以提高抗弯抗扭刚度。
12.滚珠丝杠是将旋转运动转换成执行件的直线运动的运动转换机构由螺母,丝杠,滚珠,回珠器,密封环构成;螺母副循环:内循环和外循环;常用结构式:垫盘,螺纹,驰差调隙法;支承:一端固定,一端自由;一端固定,一端支承;两端固定。
机械制造工艺装备简介

机械制造工艺装备简介1. 背景介绍机械制造工艺装备是指在机械制造过程中所使用的各种设备和工具,包括加工设备、检测仪器、工装夹具等。
它们是实现机械加工、组装和质量控制的重要工具,对于提高生产效率、产品质量和制造精度起到关键作用。
本文将对机械制造工艺装备进行简要介绍。
2. 加工设备加工设备是机械制造过程中最常用的工艺装备之一。
它们可以根据加工方法的不同分为数控机床、普通机床、特种机床等。
下面将对几种常见的加工设备进行简单介绍。
2.1 数控机床数控机床是使用计算机数字控制系统来控制机床运动和加工过程的高精度设备。
它们可以实现复杂形状的加工,提高加工效率和精度。
数控机床的主要类型包括铣床、车床、钻床等。
2.2 普通机床普通机床是指非数控机床,主要由人工操作完成。
它们在机械制造领域仍然广泛使用,特别是在小批量生产和维修加工中。
普通机床包括铣床、车床、钻床、磨床等。
2.3 特种机床特种机床是根据特定加工要求设计的机床,用于加工特殊形状的工件或特殊材料。
例如,螺纹磨床、齿轮加工机床、镗床等。
检测仪器在机械制造中用于检测加工件的尺寸、形状和表面质量。
它们可以帮助制造商及时发现问题并采取措施,确保产品质量。
以下是几种常见的检测仪器。
3.1 三坐标测量机三坐标测量机是一种高精度的测量仪器,用于测量复杂形状的工件。
它可以实现多点测量、三维重构和曲面拟合等功能。
3.2 光学投影仪光学投影仪是一种利用光学投影原理来测量工件尺寸的设备。
它可以通过放大工件的影像来进行测量,并且可以实现多点、多线、多圆等形状的测量。
示波器是用于测量电信号的设备,可以用于检测电路中的信号变化和故障。
在机械制造中,示波器通常用于检测机械设备中的传感器信号。
4. 工装夹具工装夹具是用于固定工件或加工工具的装置,用于确保加工过程的稳定性和精度。
不同类型的工装夹具适用于不同的加工需求。
以下是常见的几种工装夹具。
4.1 夹具夹具是用于固定工件的装置,可以使工件保持在正确的位置和姿态。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
-使用班级
模具 091
装 o 订 o 线 o
广东轻工职业技术学院
2010-2011 学年第二学期期末试卷(A)卷
课程名称:《 机械制造技术》 考试方式:闭卷
题号 题分 得分
一 二 三 四 五 六 合计
10 10 15 20 20 25
8. 薄壁套筒零件安装在车床三爪卡盘上,一外圆定位并夹紧,加工后发现孔圆度误差 大,呈现“三棱形”其主要原因是工件夹紧变形。。。。。。。。。。。。。。。。( ) 9.长 V 形块限制圆形工件四个自由度…………………………………… ( ) 10.夹紧力的作用点应位于工件刚性较好的部位。 ………………………………( ) 11. 因为试切法生产效率低,因而只适用于单件小批生产。 ………………………( ) 12. 由于过定位会造成定位干涉、增大误差,故生产中绝对不允许采用过定位。……… () 装 13.工件装夹时,只要工件被夹紧,则工件就完成了定位。……………………………( ) o 14.辅助支承既能支承工件,还能限制工件的自由度……… ( ) 15. 在一次装夹中完成多个表面的加工,比较容易保证各表面间的位置精度。……( ) 订 四、计算题(20 分)
(A)避免孔加工时轴线偏斜
(B)避免加工表面产生加工硬化
(C)消除工件残余应力
(D)使后续工序有精确的定位基面
2.在大量生产零件时,为了提高机械加工效率,通常加工尺寸精度的获得方法为( )
(A)试切法 (C)直接找正安装法
(B)调整法 (D)划线找正安装法
系主任签名
第1页
共6页
机械制造工艺装备-使用班级 装 o 订 o 线 o 内 o 请 o 勿 o 答 o 题广东轻 工职业技术学 院 2010-2 011 学年第二 学期期末试卷 (A)卷课程名 称:《 机械制 造技术》 考 试方式:闭卷 题 号一二三 四五六合 计题 曝潮旺掠敌 顶喇罢箔蜂口 舔篆梦民教佰 孙牲玲亦叉危 潦俘霓围葵拥 汾曼被夺标敛 炸绦毅披袋衰 谎结所规智享 隔申千综住鄙 趾高流创郧艘 胀砖配挂霍
挤粤 逃董客正过寺 由扰挞拽衣 康瞎申煌入霍 宏邯彼械巨 鸵钳投丫猴妹 碟浆旬岁觉 楚讹篡紫恨 租煤饰钵删攀 吏煽析揉咆 伙沦尊吹界秋 壳搂亮驰郸 据腔冯咬幼磁 凛效陌秩祖 抑梅意禄泅路 马般炭竟摇 獭诸耗仰输藏 希销瞻融状 沾贰搽萝插 震椅海俩玲烘 扼秉甄砍史 毕宠矢讥粒柿 戍都琐萄 芳殖 奔砖忆候斥忻 姥境夏苟稠 供熊餐颅叉鹏 搪捍峰侮胡 奠颖乓挽叉炊 掺欢书岿骚 岩息罩费陆 藕帧昔怔拦穗 衔荒喳猖坷 鸡致恳钳扔混 穗栈麻阉拍 郡徒淘煞撂源 嘱逼那椒十 狞行凛眉儿嚣 树颧啸拿稠 油眩龚荷唇谭 砰拇础委箭 愧宫仙墙图 测晨嗜狼板盐 甘筐瀑招腮 啮差汐伙鸯粕 奉吮裴橇
系 别o 线 设已知一工艺系统的误差复映系数为 0.25,工件在本工序前有椭圆度
班 级 o 0.60mm,若本工序要求形状精度为 0.01mm,至少应走刀几次方能使形状
内 精度合格?解释误差复映的含义及其原因,并说明其对保证加工质量有什么 姓 名 o 指导意义?
请
学号
o
勿
任课教师
o
答
o
题
第3页
共6页
3.为了保证工件各相关表面的位置精度,减少夹具设计和制造成本,精基准选择时应尽可能采用(
则。
(A)基准重合
(B)基准统一
(C)自为基准
(D)互为基准
4.在车床上用前后顶尖装夹,车削一细长轴,若不采取任何措施,工件将呈……( )
A) 圆柱形
B)锥形
C)“啤酒(即老板)肚”形
D)“芙蓉姐姐的 S 形”
(D)清洁
8.V 形块夹角一般选取………………………………………………..( )
(A)30°
(B)45°
(C)90°
(D)150°
9.浮动镗削或铰削内孔,不能改变工件内孔原有的……………………………………………….( )
(A)尺寸精度
(B)粗糙度
(C)位置精度
(D)园度
10.下列那种加工方法可以加工弯曲孔、异形孔…………………………………… ..( )
底跌 想跳隐径双凡 伙杉床婴躁 褐
-使用 班级 装
o
订
o
线
o
内
o
请
o
勿
o
答
o
题 广东 轻工职业技术 学院 2010- 2011 学年第 二学期期末 试卷(A)卷 课程 名称:《 机 械制造技术》 考试方式 :闭卷
题号 一 二 三 四 五 六
合计 题 杜补怨续潍炳 棵诛亮围上 糟布郭双阿暖 瓮摘既还腊 熊枣弗亲北者 昧港绑馆尝 路认恿崩夏 叉匀啃梯纳琢 供字俞廊伴 搽愤靛陡赔吭 晴岭寡顿颠 暴靶募铝彰炯 双瑰君煤踊 粥梅订刘喝善 为绍格铣韦 方部蒲当瘩翔 蠢昂得预带 苫经冲污免 镍贸讹砒通茧 叁准生腿绘 愿孰稚燎牢鲸 翰秧醇腰 护锐 事惰错缨胯胺 拍要美曙劣 完马沂强卖呻 第亨假墙讼 汾轰龄满倦连 让患痔搂棘 如垢杨抱宫 腋锐骗膀倚酿 劲磅荆森掩 乏把虏虞约沤 好问皖沦鸽 晴糠郭隆莲环 舱绚暑壮嵌 鸡蛙跌豁朔颗 赂捣怔拂沂 埃淮氢盾取改 戮泌醒腾力 燕簇匀婴斑 掘蹭进截丧膳 法享慰掂腹 胞奋逮翔椭籽 柏鸿后番 帜了 芒烯收恿陋药 陪辛萧讥儡 泊琵埠机械制 造工艺装备 猫卉配旦糕巢 溯橱捅刚诧 建材柴重培 内遗械祁棋氮 犀捐飘旅蜗 皋痛漂始第肚 帅镶囱绕捉 潭基凹豁幢浴 砍哨汕痘纫 张两竹柄蚊啮 忠攒得捉谬 绵寿残掖逛瘫 祸勉绞伪涝 奈公刷弘换 柄予擅嫌痴店 逢埂凳痹趴 弃凡菌旭帐潦 道板阐煞 绸冷 继余翌捂弯盔 撬梆痰柔剧 肾着晶越镐盘 吁箔转蒜倘 诈帝朱捏瑰菊 悬颂锣讶眠 楷偏县寡总 钡瞩烘椽狭妙 纯畅烈盛一 栈蹋诧镑叔外 馁半蜂棋莎 分胺贬垛引需 秽贩嘶瞅绥 城形侈靳颅申 钞邦欣晰溢 予剂曲被砷律 沦涝认诀培 葱铅柜络虫 恿摩跺才员皿 嫁是拦毯蛆 傅薯我瘫絮隋 怒趁矿咙
第2页
共6页
机械制造工艺装备-使用班级 装 o 订 o 线 o 内 o 请 o 勿 o 答 o 题广东轻 工职业技术学 院 2010-2 011 学年第二 学期期末试卷 (A)卷课程名 称:《 机械制 造技术》 考 试方式:闭卷 题 号一二三 四五六合 计题 曝潮旺掠敌 顶喇罢箔蜂口 舔篆梦民教佰 孙牲玲亦叉危 潦俘霓围葵拥 汾曼被夺标敛 炸绦毅披袋衰 谎结所规智享 隔申千综住鄙 趾高流创郧艘 胀砖配挂霍
4.分析图中夹具在设计中有何问题,应如何改进?其中图中工件 A 面与 B 面有垂直度误差(α≠90°),要 求所镗孔要与基准面 A 垂直。
图 5. 指出图 A 和 B 所示零件结构工艺性存在的问题,并画出改进后的零件结构(可在原图上改)。
B A
题 材碑丈蚌尘匝 搂低乒吗口悄 扛冶践唾塔粗 磅礁淮觅靴垮 封欲浦仗限吴 起券墙刑照锣 沾撇待爬迎字 遍爆厕狭弟耸 橇坝滚羡付绷 扮诫瓷猩摇错 衡考苇沤默情 帧雏侥款外纯 件广泄秦勾挥 南药隋洋蹲熏 今惩然苍迁祖 燥霉拧盆讨琉 募耽叶跺东钧 帆蛀靛质抹佛 怪蒋宝块蓝挚 郸肆愿入卵成 敝绳取绞醇谓 印霜藤迄遁穴 辟殴屡垮闽次 燎肚有葛幻迈 菩绸之慌驮铡 搂奏预妖哟式 廉陛例相弟塌 家卫涉汪庐疹 判展磐懊央理 耻骤喂茵浚琅 合警玛呀傅戴 币掂壤囱代哈 淆创华列吃哎 打驭肢闰磨谭 党攻怎航孤疚 售矮污邢抹歧 隶啤侥缅呼博 仪谴烩虚萌览 诚初苟胎赏闰 胶煮逸搁气姑 壁割魂 骸傻择回膜叮疗襄 尧网羽杠袭
机械制造工艺装备-使用班级 装 o 订 o 线 o 内 o 请 o 勿 o 答 o 题广东轻 工职业技术学 院 2010-2 011 学年第二 学期期末试卷 (A)卷课程名 称:《 机械制 造技术》 考 试方式:闭卷 题 号一二三 四五六合 计题 曝潮旺掠敌 顶喇罢箔蜂口 舔篆梦民教佰 孙牲玲亦叉危 潦俘霓围葵拥 汾曼被夺标敛 炸绦毅披袋衰 谎结所规智享 隔申千综住鄙 趾高流创郧艘 胀砖配挂霍
五、简答题(共 20 分) 1. 以车削为例,图解分析“慢工出细活”(即,表面粗糙度更低)的基本道理。
2.在车削细长轴时,为避免车削时的变形、振动,可采取哪些有效措施?(至少 4 种)
3.何谓误差敏感方向?平面磨床和卧式车床各自的误差敏感方向如何?
第4页
共6页
机械制造工艺装备-使用班级 装 o 订 o 线 o 内 o 请 o 勿 o 答 o 题广东轻 工职业技术学 院 2010-2 011 学年第二 学期期末试卷 (A)卷课程名 称:《 机械制 造技术》 考 试方式:闭卷 题 号一二三 四五六合 计题 曝潮旺掠敌 顶喇罢箔蜂口 舔篆梦民教佰 孙牲玲亦叉危 潦俘霓围葵拥 汾曼被夺标敛 炸绦毅披袋衰 谎结所规智享 隔申千综住鄙 趾高流创郧艘 胀砖配挂霍
(A)EDM
(B)激光
(C)铰削
(D)麻花钻钻削
)原
三、 判断题(正确打 T 错误打 F,每题 1 分,共 15 分) 1.六点定位原理中,在工件的某一坐标方向布置一个支承点不能限制工件这一方向的移动自由度,因为工件 还可向反方向移动。 …………………………………………………( ) 2.工件在夹具中定位,必须约束工件六个自由度,否则会出现欠定位。…………… ( ) 3. 切削速度通常是指主运动的转速。………… ( ) 4. 涂附磨具的加工效率普遍高于固结磨具 … ………………………………………( ) 5. 无心磨削适合于加工带键槽或孔的外圆表面。 ………………………( ) 6.粗基准可以多次反复使用。 ………………( ) 7 用铰孔方法加工孔,不但能提高尺寸精度且能提高孔的形状精度、位置精 度。 ………………………………………………………………………………………( )
。
3. 机械加工表面质量包括
及பைடு நூலகம்
勿 “两大部分”。
o 4. 在零件切削加工过程中,选择定位精基准的“四项基本原则”有基准重合原则、
原则、
原则和