首件检查记录表
钻孔首件检查记录表(FAR)
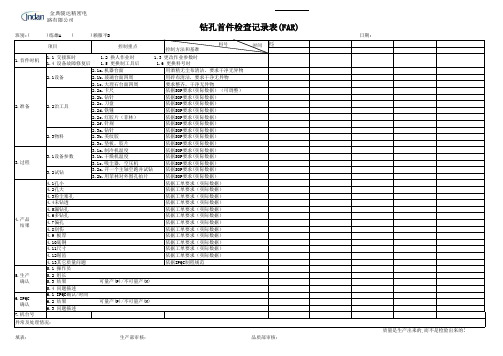
金典骏达精密电路有限公司1.首件时机 2.1a.机器台面用酒精无尘布清洁,要求干净无异物2.1b.玻璃台面四周用碎布清洁,要求干净无异物2.1c.大理石台面四周要求整齐,干净无异物2.2a.卡尺依据SOP要求(实际数据)(可调整)2.2b.钻针依据SOP要求(实际数据)2.2c.刀盘依据SOP要求(实际数据)2.2d.铁锤依据SOP要求(实际数据)2.2e.红胶片(菲林)依据SOP要求(实际数据)2.2f.针规依据SOP要求(实际数据)2.3a.钻针依据SOP要求(实际数据)2.3b.美纹胶依据SOP要求(实际数据)2.3c.垫板,胶片依据SOP要求(实际数据)3.1a.制冷机温度依据SOP要求(实际数据)3.1b.干燥机温度依据SOP要求(实际数据)3.1c.吸尘器,空压机依据SOP要求(实际数据)3.2a.开一个主轴空跑并试钻依据SOP要求(实际数据)3.2b.用菲林对外围孔拍片依据SOP要求(实际数据)4.1孔小依据工单要求(实际数据)4.2孔大依据工单要求(实际数据)4.3粉尘塞孔依据工单要求(实际数据)4.4未钻透依据工单要求(实际数据)4.5漏钻孔依据工单要求(实际数据)4.6多钻孔依据工单要求(实际数据)4.7偏孔依据工单要求(实际数据)4.8刮伤依据工单要求(实际数据)4.9 板厚依据工单要求(实际数据)4.10底铜依据工单要求(实际数据)4.11尺寸依据工单要求(实际数据)依据工单要求(实际数据)4.13其它质量问题依据IPQC制程规范5.1 操作员5.2 组长5.3 结果 可量产(P)/不可量产(N)5.4 问题描述6.1 IPQC确认/时间6.2 结果 可量产(P)/不可量产(N)6.3 问题描述7.机台号控制重点控制方法和基准项目异常及处理情况:填表: 生产部审核: 品质部审核:2.准备3.过程4.产品 结果5.生产 确认6.IPQC 确认2.1设备钻孔首件检查记录表(FAR)班别:( )练雄A ( )赖雁平B日期:1.1 交接班时 1.2 换人作业时 1.3 更改作业参数时1.4 设备故障修复后 1.5 更换制工具后 1.6 更换料号时4.12锯齿2.2治工具2.3物料3.1设备参数3.2试钻首料时间料号。
IPQC首件检验记录表

检 查
显示屏 PCBA主板
所使用显示屏是否正确无破损,是否有IQC检验的合格标 签
□有
□无
所使用PCBA是否正确无破损,是否有IQC检验的合格标签 □有 □无
辅料
泡棉、醋酸胶布、胶纸是否正确
□有 □无பைடு நூலகம்
其它项:
内容检查 软件/程式:
测试系统/分辨率
产品表面有无掉漆 □明显可见 □轻微可见 □无
产 产品表面有无划伤 □明显可见 □轻微可见 □无
其它项
指标要求(根据出厂检验标准填写)
不良现象
VGA
HDMI
各
视频1/2
功
DVI
能
高清
测
USB
量
音频
功率
遥控/按键
其它
安
耐压检测
规
安规检测
检
接地电阻检测
测
ESD检测
光学 检查
标准值 (电压)U=
实测值
/
V
(亮度)L=
cd/m2 Lv(Avg)≥80% X(
~
*具体光学参数详见CA-310色彩分析仪测试结果
IPQC首件检验记录表
客户
产品名称
产品型号
产品代码
订单号
送检时间
首件数量
完成时间
检测项目
RoHS标签
主要原材料核对:(核对实物是否与图纸要求一致)
□有 □无
前、后壳 所使用物料是否正确以及是否有IQC检验合格标签
□有 □无
物
螺丝
所使用螺丝是否正确以及是否有IQC检验的合格标签
□有 □无
料
线材
所使用线材是否正确无破损,是否有IQC检验的合格标签 □有 □无
首件检验记录表

NO: 客 型 户 号 品 规 名 格 日 期
订单号码 IPQC □重要异常后 □工程变更 □其他
机台编号 首件类别 □量产初件
送检人 □起班首件 □修模后
检验项目
材料名称/料号
检验项目
判定
备注
原材料
1.形状、厚度、颜色是否与图纸相符; 2.材料有无伤、折痕、异物、脏污、波浪 观
检查依据 各产品<检查基准书>
检验项目 检查有无划伤、脏污、不断、裁切不良、 白点、黑白、异物、溢胶、移位等不良。 检测记录 #3
判定
备注
№ 1 2 3 4 尺 寸 5 6 7 8 9 10 综合判定 备注:
标准/规格
#1
#2
#4
#5
单项判定
□合格(可正常量产)
□不合格(不能生产)
1.所有量产初件、起班时、修模后、重要异常后、工程变更均需首件合格后方可生产 2.当首件NG时需立即停机处理
吹膜产品首件检查记录表
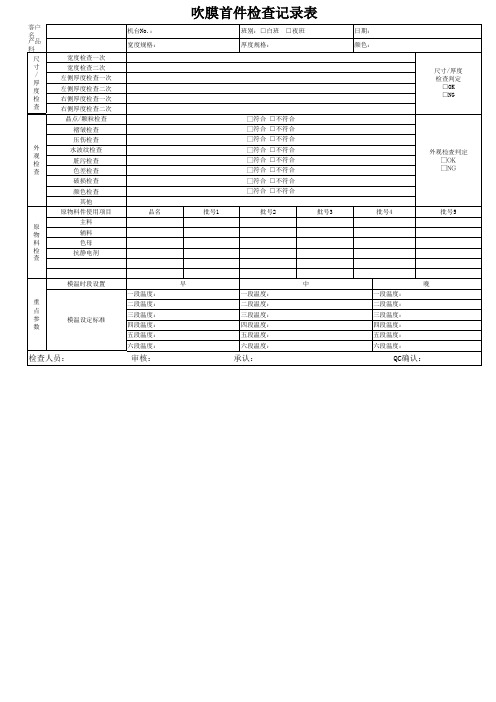
模温时段设置 一段温度: 重 点 参 数 二段温度: 模温设定标准 三段温度: 四段温度: 五段温度: 六段温度:
ห้องสมุดไป่ตู้
早 一段温度: 二段温度: 三段温度: 四段温度: 五段温度: 六段温度:
中 一段温度: 二段温度: 三段温度: 四段温度: 五段温度: 六段温度:
晚
检查人员:
审核:
承认:
QC确认:
吹膜首件检查记录表
客户名称: 产品料号: 尺 寸 / 厚 度 检 查 宽度检查一次 宽度检查二次 左侧厚度检查一次 左侧厚度检查二次 右侧厚度检查一次 右侧厚度检查二次 晶点/颗粒检查 褶皱检查 压伤检查 外 观 检 查 水波纹检查 脏污检查 色差检查 破损检查 颜色检查 其他 原物料件使用项目 原 物 料 检 查 主料 辅料 色母 抗静电剂 品名 批号1 批号2 批号3 批号4 批号5 □符合 □不符合 □符合 □不符合 □符合 □不符合 □符合 □不符合 □符合 □不符合 □符合 □不符合 □符合 □不符合 □符合 □不符合 外观检查判定 □OK □NG 尺寸/厚度 检查判定 □OK □NG 机台No.: 宽度规格: 班别:□白班 厚度规格: □夜班 日期: 颜色:
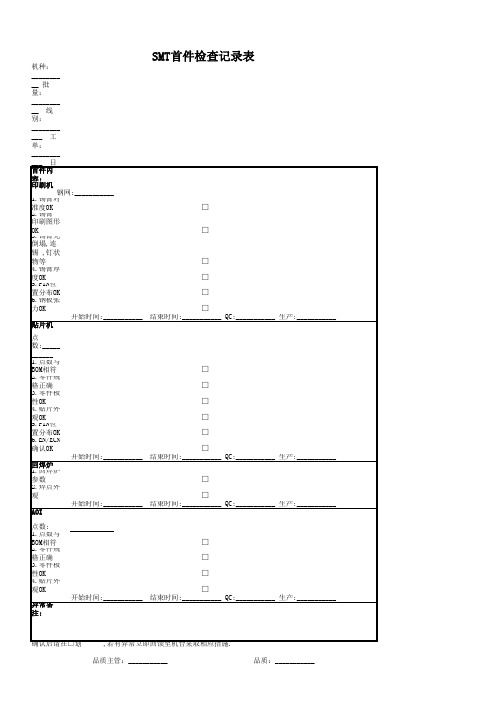
SMT首件检查记录表
量:
________
__ 线
别:
________
___ 工
单:
________
___ 日 首件内
容: 印刷机
钢网:___________ 1.锡膏对
准度0K 2.锡膏
印刷图形
O3K.锡膏无
倒塌,连
锡 ,钉状
物等 4.锡膏厚
度OK 5.PIN位
置分布OK 6.钢板张
力OK
贴片机
开始时间:___________
SMT首件检查记录表
□ □ □ □ □ □
结束时间:___________ QC:___________ 生产:___________
点 数:_____ ______ 1.点数与 BOM相符 2.零件规 格正确 3.零件极 性OK 4.贴片外 观OK 5.PIN位 置分布OK 6.EN/ECN 确认OK
回焊炉 1.回焊炉 参数 2.焊点外 观
AOI
□ □ □ □ □ □
开始时间:___________ 结束时间:___________ QC:___________ 生产:___________
□ □
开始时间:___________ 结束时间:___________ QC:___________ 生产:___________
点数: 1.点数与 BOM相符 2.零件规 格正确 3.零件极 性OK 4.贴片外 观OK
异常备 注:
□
□
□
□
开始时间:___________ 结束时间:___________ QC:___________ 生产:___________
确认后请在□划''ˇ'',若有异常立即回馈至机台采取相应措施. 品质主管:___________
生产首件检验记录表

外观/丝印 遥 控 按键灵敏性 器
接收距离与角 度 适配器型号 电源 适配 输入电压范围 器 输出电流和功 率 型号规格
电源 插头认证号 线
线身认证号
AC/DC开关
电性 指示灯颜色 能测
试 默认语言
软件版本
安全 高压测试 性能 检测 水平测试
产品型号
说明 印刷内容 书 漏页错页
说明书数量
电视制式
伴音制式 声音/丽音检 TV 测 AV Ypbpr HDMI 布线工艺确认
点胶确认
扎带确认
胶带确认 螺钉核对
产品 屏型号 内部 检测 主板型号
OK□ NG□
电源板型号
高压板型号
扬声器型号
机振检查(80% 音量,扫频信 号)
VGA分辨率
□PAL □NTSC □SECAM □D/K □B/G □I □M □L
最终判定: 拟制:
□ 合格 审核:
□ 不合格 批准:
确认结果 ___________________
螺钉核对
机型名称 后 LOGO 铭 牌 输入电压范围
功率/W 功率 待机功率/W 检测 开机功率/W 不良现象总结:
工厂型号 铭牌LOGO
生产首件检验记录表
客户型号 屏型号
软件版本号 检验日期
确认结果
测试项目
确认结果
测试项目
确认结果
附件 检查
说明书□ 快按□ 保修卡□ 插页□ 遥控器□ 螺钉型号___________________________ 电源线□ 底坐固定板□ 底坐旋转环□ 服务卡□ 7号电池□ 遥控器说明书□ 其他:
L □NTSC □SECAM K □B/G □I □M □L
Hale Waihona Puke 客户订单号/线体样品信息
首件检验记录表
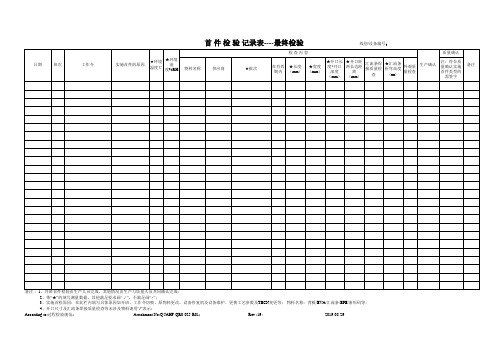
线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;物料名称:背板/EVA/汇流条/EPE/条形码等;4、开口尺寸及汇流条焊接质量检查等未涉及物料请用“/”表示;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01; Rev.:19; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:3; 2020-03-31记录表----最终检验线别/设备编号:2020-03-31首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:20; 2019-08-29Rev.:20; 2019-08-29线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:23; 2020-03-31记录表----最终检验线别/设备编号:mm)2020-03-31线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、中间电池片距汇流条距离仅适用半片电池组件(未涉及半片电池组件用“/”)According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:19; 2019-08-29。
首件检验记录表

完成日期
成效追踪
品质主管:检验员:表
部门:班别;线别:品目:日期/时间:
NO.
检查项目
使用工具/参考依据
检验状况
备注
OK
NG
1
零件位置、规格、极性
BOM、ECN,零件位置图,MI
2
零件外观
产品检验规范
3
零组件外观
产品检验规范
4
零组件焊接品质
产品检验规范
5
玲珑电子电子有限公司
首检检查记录表
部门:班别;线别:品目:日期/时间:
NO.
检查项目
使用工具/参考依据
检验状况
备注
OK
NG
1
零件位置、规格、极性
BOM、ECN,零件位置图,MI
2
零件外观
产品检验规范
3
零组件外观
产品检验规范
4
零组件焊接品质
产品检验规范
5
首件检查结果
口合格口不合格
问题点
原因分析
纠正措施
首件检查结果
口合格口不合格
问题点
原因分析
纠正措施
负责人
完成日期
成效追踪
品质主管:检验员:
保留一年
3C首件检验记录表

4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”:本表单保留一年。
FQC:
IPQC:
生产拉 长:
是否同意量产: 口是 口否
检验签名:
1、所有项目均需连续检查最少5件。 注意 事项
2、根据质量统计的不良项目进行持续跟进。
1、产品新开线生产时,由最终工序准备好5个样件置于待检区,并通知检验员,检查判定合格后生产。
2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最 填写 终检查工位。 说明
XXXX有限公司
首件检验记录表
订单号
产品名称
拉别
生产日期
口开拉首检 首件 信息
口生产参数变更
口修模首件 口材料变更
口工程图纸 口标准样件 检验依据 口制程检验标准 口产品标准 检验时间
口转产首件
口其他:
口其他
序号
检验项目
判定
备注
1 按键喷油是否不均匀、积漆和色差现象
口OK 口NG
2 外壳是否有披锋或毛刺
口OK 口NG
3 外壳是否有异色
口OK 口NG
检查 记录
4 装电池是否开机 5 是否可以蓝牙连接
口OK 口NG 口OK 口NG
6 指示灯是否亮
口OK 口NG
7 各功能键是否都有功能
口OK 口NG
8
PE袋厚度0.05mm±0.005mm
口OK 口NG
9 标识和使用说明
口OK 口NG
最终判定结果
口合格 口不合格
首件检验记录表
首件检验记录表
XXX
XXX的首件检验记录表如下:
检验日期:年月日,具体时间:(空白)
工序名称:(空白)
批次号:(空白)
部件名称:产品编号和产品名称
检验依据:样品图纸、标准样件、制程检验标准、产品标准或其他
检验时机:上班第一个配件或更换操作员之后
检查项目:
外观:无细线、线头,保持平整、目视光滑,无破肚、无露内芯
尺寸:长度、宽度、厚度、印花大小(小尺寸偏差±0.7厘米,卷尺/卡尺大尺寸偏差±1.0~ 2.0厘米)
缝制质量:不回针、不散角、不跳针、不脱线等,换绳和刹脚初必须光滑、匀称
颜色:无色差
综合判定:合格(开始量产)或不合格
检查标准、检查方式、检查结果描述和判定都需要填写。
如果发现不合格项,需要填写品质异常报告处理单并停止生产。
生产现场确认需要签名。
注塑首件检查表

注塑首件检查表
生产单号
产品名称
订单数量
材质
颜色
负责人
备注
首件检验项目
检验时间与班次
年月日
班
年月日
班
年月日
班
年月日班
污点、异色、顶白
刮伤、擦痕
缩水
披锋
水口
结合线
色差
油迹
缺料
尺寸结构
检验结果
注塑部确认人
IPQC
确认人
说明:
1.每次换模、修模、改模、调机、更换塑胶料、添加塑胶料后必须进行首件检查。
记录:审核:日期:
JG-FM-88
2.塑胶部自行检查OK后交IPQC作首件检查,按〈〈注塑检验指导书〉进行。
3.检验完成后填写〈〈注塑首件检查表〉〉,呈品质主管最终判定。
4.检验合格之首件悬挂在机台上,以便作业员和IPQC检验时进行比对。
5.首件确认需在15分钟内完成(特殊情况除外)。
6.检查记录栏内如无此项缺陷则划“√”,有此缺陷则划“X”。
机加工首件检验记录表
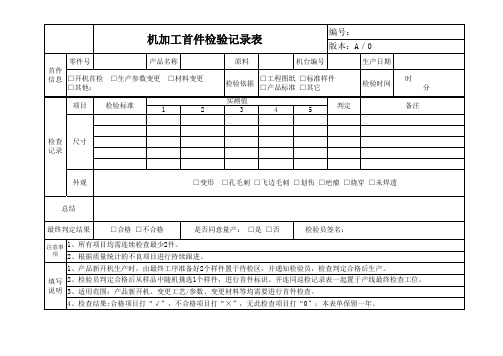
机加工首件检验记录表
编号: 版本:A/0
零件号
首件 信息 □开机首检
□其他:
产品名称 □生产参数变更 □材料变更
项目
检验标准
1
2
原料
机台编号
生产日期
检验依据
□工程图纸 □标准样件 □产品标准 □其它
判定
检验时间
时 分
备注
检查 尺寸 记录
外观
□变形 □孔毛刺 □飞边毛刺 □划伤 □疤瘤 □烧穿 □未焊透
总结
最终判定结果
□合格 □不合格
是否同意量产: □是 □否
检验员签名:
注意事 1、所有项目均需连续检查最少2件。 项 2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好2个样件置于待检区,并通知检验员,检查判定合格后生产。
填写 2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。 说明 3、适用范围:产品新开机、变更工艺/参数、变更材料等均需要进行首件检查。
4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
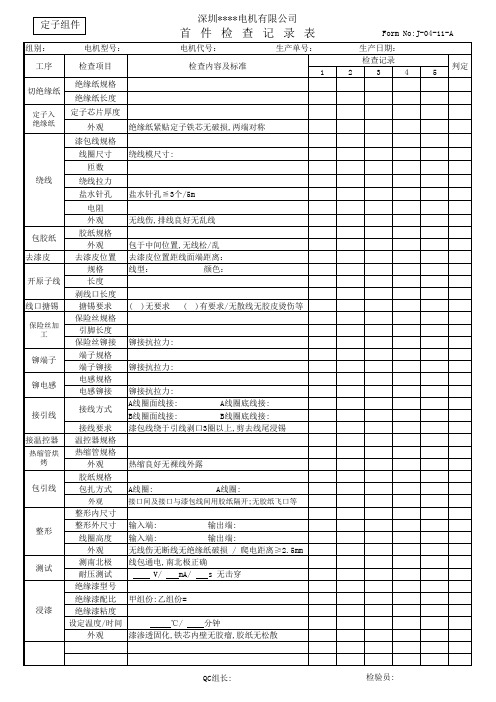
定子首件检查记录表
组别:
电机型号:
深圳****电机有限公司
首件检查记录表
电机代号:
生产单号:
工序
检查项目
检查内容及标准 1
绝缘纸规格 切绝缘纸
绝缘纸长度
定子入 绝缘纸
定子芯片厚度
外观
绝缘纸紧贴定子铁芯无破损,两端对称
漆包线规格
线圈尺寸 绕线模尺寸:
匝数
绕线
绕线拉力
盐水针孔 盐水针孔≦3个/5m
电阻
包胶纸 去漆皮
Form No:J-04-11-A
生产日期:
检查记录
2
3
4
判定 5
QC组长:
检验员:
测南北极 耐压测试
接口间及接口与漆包线间用胶纸隔开;无胶纸飞口等
输入端:
输出端:
输入端:
输出端:
无线伤无断线无绝缘纸破损 / 爬电距离≥2.5mm
线包通电,南北极正确
V/ mA/ s 无击穿
浸漆
绝缘漆型号
绝缘漆配比 甲组份:乙组份=
绝缘漆粘度
设定温度/时间
℃/
分钟
外观
漆渗透固化,铁芯内壁无胶瘤,胶纸无松散
铆接抗拉力:
铆接抗拉力:
铆接抗拉力: A线圈面线接: B线圈面线接:
A线圈底线接:3圈以上,剪去线尾浸锡 温控器规格
热缩管烘 烤
热缩管规格
外观
热缩良好无裸线外露
包引线
胶纸规格 包扎方式
A线圈:
A线圈:
整形 测试
外观 整形内尺寸 整形外尺寸
线圈高度 外观
外观 胶纸规格
外观 去漆皮位置
无线伤,排线良好无乱线
包于中间位置,无线松/乱 去漆皮位置距线面端距离:
首件检查记录表

(1)由调机/开机人员填写本单与样品随同送检,经IPQC人员判定合格方可生产(含调机/换料在内);
(2)填写一式两份,经IPQC人员判定OK后正本由IPQC自存,副本连同样品交申请人,并继续执行巡回检验;
送检部门填写
客户
订单号
批量
机型
品名
料号
部门
样本数
原料
班别
机台
送检时间
□每日初件□每批初件□更换材料□刚开机
□夹具修正□模具修正□颜色调整□刚调机
送检人
确认
检验部门填写
IPQC确认以上无误后进行以下检验
外
观
数量
检验项目
尺
寸
数量
规格
颜色
结构
检验结果
□A:合格,继续生产
备注:
□B:不合格,重新调机
□C:不能生产,立刻调机
首末件检查记录表

首: 末:
□OK □NG OQC班长源自课判定 NG广州创盈塑料制品有限公司
首件/末件检查记录表
客户名 品名 机台号
签名 品质状况判定(量产判定) 综合判定 □NG 确认项目 重量 水口 PL线 轮毂 熔接痕 凹痕 缩水 划痕 取出固定位置 正面形状 外观 顶针 背面外观状况 与样版一致 与样版一致 与样版一致 与样版一致 与样版一致 与样版一致 伤、脏污不可 与样版一致 突起、顶白不可 与样版一致 欠料、变形不可 基准 成型技术 技术员 □NG 作业员 □NG 班长 成型作业 □NG OQC □NG 测量员 品质管理课 □NG OQC班长 □OK □OK □OK □OK □OK □OK 编号:GZNISSHA/QR-052
模号 树脂批号 RoHS 是 否
首件检查日期 末件检查日期 品番
检查数量
首: 末:
孔位(数量及外观) 正面形状 筋位
背面外观状况 伤、裂、变形不可 刻印 色差 光泽度 材料 目视 实测值 目视 实测值 与样版一致 与样版一致
特殊标记(点记等) 包装 尺寸 NO. 规格值 首件 末件 OK 判定 组装状态 漏装、错装不可
首件(送)检查记录表

首件(送)检查记录表
区域:班次:送检人员:
客户名称
品名
料号
送检时间
工序名称
机台编号
作业员
送检数量
送检时机:
1)新刀模试产、模具装上机器生产的第一模产品时。
2)每天上午、下午上班时。
3)制程异常改善过后。
4)设备异常维修OK后(刀模、钢模、机器)。
5)更换新产品。
6)影响产品品质的关键工位更换新作业员后。
3)首件经品管确认合格后,方可批量生产。
4)生产部需将品管贴上合格标签的首件样品悬挂于机台显眼处。
最终
判定
□OK
品管主管
检验员
□NG
表单编号:xx-xx-x-x-009A
7)物料状况发生变化时。
8)作业方法发生变化时。
S/N
检验项目
检验ቤተ መጻሕፍቲ ባይዱ准
检验记录
判定
OK
NG
1
外观检验
2
材质确认
3
其它
4
5
6
尺寸量测结果
S/N
检验标准
检验记录
判定
1
2
3
4
5
6
OK
NG
1
2
3
4
5
6
备注
1)生产部班(组)长依据以上检验时机,填写《首件(送)检验记录表》与首件样品一起交给品管执行检验。
2)品管接到《首件(送)检验记录表》后一小时内需检验完毕,并将检验结果记录在相应栏内。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
首件确认记录表
工序: 生产线
日期: 机型&编码
工单号
首件 类型
□每班首件 □程序变更 □其它
工单总数
□目
编号:
班别
日期/时间 □新机型试产(版本切换) □软件变更 □物料变更(主/辅料) □重大工艺更改
检验记录
结果判定 OK NG
备注
判定 结果
□合格,可生产 □不合格,不能生产
首件检查记录表
工序:预加工
序 号
工单
1.
编码
品名规格
日期:
待加工 总数量
首件类型
加工主要 参数规格
首件参数 实测记录
电批手批 ECN 与特殊 实装
扭力符合性 要求符合性
判定
编号: 签名
可生产 不可生产
作业 班长 IPQC
备注
作业
可生产
2.
班长
不可生产
IPQC
作业
可生产
3.
班长
不可生产
IPQC
作业
可生产
IPQC
制造部:
品管部:
工程部:
说明:1、合格:填“OK”;异常:填“NG”;不作此项检查:填“/”。 2、首件检查不合格,IPQC 通知责任单位进行确认并改善,改善合格并做再次确认合格后方可进行生产。
QR-020 A3 版
4.
班长
不可生产
IPQC
作业
可生产
5.
班长
不可生产
IPQC
作业
可生产
6.
班长
不可生产
IPQC
作业
可生产
7.
班长
不可生产
IPQC
作业
可生产
8.
班长
不可生产
IPQC
说明:1、首件类型:A、物料切换 B、工艺变更 C、加工参数调整 D、电批、手批扭力变更 C、其它 2、首件合格的方可进行批量生产。首件检查异常的需在备注栏注明异常与处理措施,处理完成后需要重新进行首件合格后方可生产。散热器组件需对隧道炉温度 设置与耐压测试设备电压、漏电流与时间参数进行确认。