五金制品首件末件检查记录表
首件末件自主检查表
检查频度 记录频度
Hale Waihona Puke 自 1 2 3主 4
检 5
查 6
记 录 7 8
9
10
日 检查 结果 1.良品数( 2.不良品数( 3.不良原因: )PCS )PCS
积
存
状
A:作业不注意 D:图面错误
况 不良原因类别 B:素材不良 C:刀具设备不良 E:量具不准 F:其 它 原 因
备注
首件、末件、自主检查表
班次: 部品名称 ( )早班 型号 ( )夜班 日期:
班 组: 机床编号: 操 作 者: 年 月 日
部品品番 工序名称 说明: 一人操作多台设备,有几台设备应做几份记录 首 末 判定 件 检 查 末件 实测 判定 首件 实测
检查项目 基准规格 使用量具 重要等级
检查项目 基准规格 使用量具
首末件检查记录表

□依检查重点略图 □目视 □量仪
判□定依检□查重点略图 □手感 □
□OK □NG □OK □NG
末件
:
________ 判定 □
□目视 □量仪 □手感 □
□OK □NG
A.砂粒异物 B.漆面刮伤 C.油点 D.流漆 E.表面粗糙 F.缩水 G.素材碰刮伤 H.变形 I.没抛亮 J.喷薄 K.咬漆 L.短射 M.毛边 N.
课长:
组长:
品管员:
注:对可选择项, 应在被选中项目前 的“□”内画“√ ”
QR-040-03-A1
首末件检查记录表
制程别:□成型
□装配 □涂装 检查时机:□开机开线 □设修 □模修 □停电 □换班换线 □换产品
□白班 □夜班 年 月日
品名
检查项目
件号
材质/ 规格
首末件别
检查时间
检查项目
判定基准
检查方式 判定结果 异常处置
首件
:
□依检查重点略图 □目视 □量仪
判定 □
□手感 □
□OK □NG
末件
:
□依检查重点略图 □目视 □量仪
判定 □
□手感 □
ห้องสมุดไป่ตู้
□OK □NG
首件
:
□依检查重点略图 □目视 □量仪
判定 □
□手感 □
□OK □NG
末件
:
□依检查重点略图 □目视 □量仪
判定 □
□手感 □
□OK □NG
首件
:
□依检查重点略图 □目视 □量仪
判定 □
□手感 □
□OK □NG
末件
:
□依检查重点略图 □目视 □量仪
判定 □
首件检验记录表

填写 2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。 说明 3、适用范围:产品新开机、开线、变更工艺/参数、变更材料等均需要进行首件检查。 4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
尺寸
各尺寸均按图纸 技术要求生产、 首检
外观
□少孔 □开压痕 □拉痕 □缺料 □色差
总结 最终判定结果
注意事 项
□合格 □不合格
是否同意量产: □是 □否
首件签名:
1、所有项目首件检查时必须合格。 2、根据质量统计的不良项目进行持续跟进。 1、产品新开机生产时,首件检查判定合格后生产。
浙江万里金工车间首件检验记录表
零件号 首件 信息 □开机首检 □生产参数变更 项目 产品名称 □转产首件 □材料变更 1 原料 机台编号
编号: 版本:A/0
生产日期 检验时间 备注 时 分
□其他: 2
□工程图纸 □标准样件 □制 检验依据 程检验标准 □产品标准 □其 它 实测值 判定 3 4 5
检查 记录
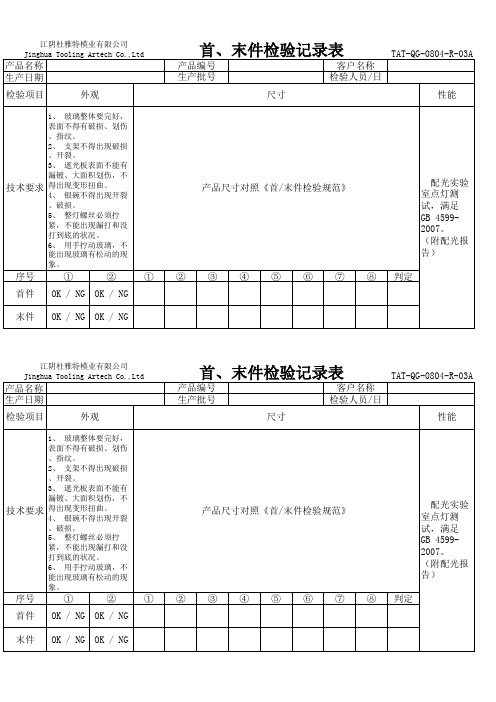
首、末件检验记录表
首、末件检验记录表
产品编号 生产批号 客户名称 检验人员/日期 尺寸
TAT-QG-0804-R-03A
产品名称 生产日期 检验项目 外观
1、 玻璃整体要完好, 表面不得有破损、划伤 、指纹。 2、 支架不得出现破损 、开裂。 3、 遮光板表面不能有 漏镀、大面积划伤,不 得出现变形扭曲。 4、 银碗不得出现开裂 、破损。 5、 整灯螺丝必须拧 紧,不能出现漏打和没 打到底的状况。 6、 用手拧动玻璃,不 能出现玻璃有松动的现 象。
性能
技术要求
产品尺寸对照《首/末件检验规范》
配光实验 室点灯测 试,满足 GB 45992007。 (附配光报 告) ⑧ 判定
Байду номын сангаас序号 首件 末件
① OK / NG OK / NG
② OK / NG OK / NG
①
②
③
④
⑤
⑥
⑦
性能
技术要求
产品尺寸对照《首/末件检验规范》
配光实验 室点灯测 试,满足 GB 45992007。 (附配光报 告) ⑧ 判定
序号 首件 末件
① OK / NG OK / NG
② OK / NG OK / NG
①
②
③
④
⑤
⑥
⑦
江阴杜雅特模业有限公司 Jinghua Tooling Artech Co.,Ltd
首、末件检验记录表
产品编号 生产批号 客户名称 检验人员/日期 尺寸
TAT-QG-0804-R-03A
产品名称 生产日期 检验项目 外观
1、 玻璃整体要完好, 表面不得有破损、划伤 、指纹。 2、 支架不得出现破损 、开裂。 3、 遮光板表面不能有 漏镀、大面积划伤,不 得出现变形扭曲。 4、 银碗不得出现开裂 、破损。 5、 整灯螺丝必须拧 紧,不能出现漏打和没 打到底的状况。 6、 用手拧动玻璃,不 能出现玻璃有松动的现 象。
首末检查记录表

□首件□末件文件编号:
产品名称
产品图号
班次
产品净重
产品毛重
零件号
检查时间
1件
2件
3件
序号
检测项目
检验内容
备注
1
外观
缩痕□裂纹□翘曲□划伤□缺料□顶白□杂质□银丝□气泡□修边□颜色不均□表面光泽不均□
2
色差
在标准光源箱中与色板/上批末件相比,是否有明显色差。
3
试配1
用标准()进行试装,是否出现配合间隙过大
4
试配1
用标准()进行试装,是否出现过紧或过松
5
尺寸
标准值()
实测值()
6
尺寸
标准值()
实8
装配
零件是否组装到位
操作人员
班长确认
质检员
日期
备注:如有质量缺陷,在对应的“□”中打“X”,好的在对应“”中打“”。
五金件检验记录表
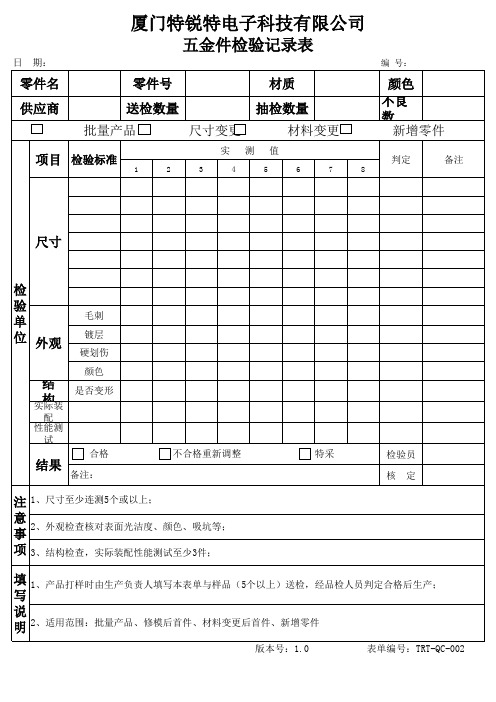
合格 备注:
不合格重新调整
特采
检验员 核 定
1、尺寸至少连测5个或以上; 2、外观检查核对表面光洁度、颜色、吸坑等; 3、结构检查,实际装配性能测试至少3件; 1、产品打样时由生产负责人填写本表单与样品(5个以上)送检,经品检人员判定合格后生产;
2、适用范围:批量产品、修模后首件、材料变更后首件、新增零件 版本号:1.0
厦门特锐特电子科技有限公司
五金件检验记录表
日 期:
编 号:
零件名 供应商
实
1 2 3 4
材质 抽检数量 材料变更
测
5
颜色 不良数 新增零件
判定
6 7 8
值
尺寸
检 验 单 位 外观
毛刺 镀层 硬划伤 颜色
结
构
是否变形
实际装配 性能测试
结果 注 意 事 项 填 写 说 明
表单编号:TRT-QC-00
特电子科技有限公司
编 号:
金件检验记录表
更
材料变更
新增零件
备注
等;
;
样品(5个以上)送检,经品检人员判定合格后生产;
料变更后首件、新增零件 表单编号:TRT-QC-002
首末件检验表单

首件检验单
版本:1.0 文件编号:KS-QR-PZ-01 第1页 共1页
生 产 部 填 写
请按《作业指导书》自检后填写
规格型号 工序名称 自检是否合格
请按《过程检验指导书》检验后填写
生产批号 作业时间 班长签字
检验项目
检验标准
检验结果/数据ຫໍສະໝຸດ 是否合格品 质 部 填 写
IPQC签字/盖章:
备注: 1.首件由生产员工自检,班长复检,IPQC检验合格后,开始生产。 2.当出现生产的产品更换、原材料更换、工艺参数更改、停机后再开机、设备异常维修等均需要重新做首件检验。
首件检验单
版本:1.0 文件编号:KS-QR-PZ-01 第1页 共1页
生 产 部 填 写
请按《作业指导书》自检后填写
规格型号 工序名称 自检是否合格
请按《过程检验指导书》检验后填写
生产批号 作业时间 班长签字
检验项目
检验标准
检验结果/数据
是否合格
品 质 部 填 写
IPQC签字/盖章:
备注: 1.首件由生产员工自检,班长复检,IPQC检验合格后,开始生产。 2.当出现生产的产品更换、原材料更换、工艺参数更改、停机后再开机、设备异常维修等均需要重新做首件检验。
首件检验记录表
首件检验记录表
XXX
XXX的首件检验记录表如下:
检验日期:年月日,具体时间:(空白)
工序名称:(空白)
批次号:(空白)
部件名称:产品编号和产品名称
检验依据:样品图纸、标准样件、制程检验标准、产品标准或其他
检验时机:上班第一个配件或更换操作员之后
检查项目:
外观:无细线、线头,保持平整、目视光滑,无破肚、无露内芯
尺寸:长度、宽度、厚度、印花大小(小尺寸偏差±0.7厘米,卷尺/卡尺大尺寸偏差±1.0~ 2.0厘米)
缝制质量:不回针、不散角、不跳针、不脱线等,换绳和刹脚初必须光滑、匀称
颜色:无色差
综合判定:合格(开始量产)或不合格
检查标准、检查方式、检查结果描述和判定都需要填写。
如果发现不合格项,需要填写品质异常报告处理单并停止生产。
生产现场确认需要签名。
首件检查记录表附流程图

首件检查记录表
首 件 信 息 产品料号 □开机/开线首检 □生产参数变更 项目 材质 颜色 检验标准 客户下单材质 客户签样颜色 1.打样产品对图纸 版 本 □修模首件 □材料变更 1 2
规பைடு நூலகம்/颜色
产品编码
生产日期 检验时间 判定 备注 时 分
□转产首件 □其他: 实测值/mm 3 4 5
尺寸
1、所有项目均需连续检查最少5PCS。 注 意 2、首检的可靠性检测项目仅进行短时间能得出结论的试验。 事 3、根据品质周报中统计的Top3不良项目进行持续跟进一周。 项 4、根据同类产品的历史客诉问题持续跟进一个月。 1、产品新开机时,由产线最终检查工位准备好5PCS样品置于待检区,并通知IPQC检查,检查判定合格后生产。 填 写 2、IPQC判定合格后,从样品中随机挑选1PCS进行首件检查标识,并连同巡检记录表一起置于产线最终检查工位。 说 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。 明 4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
2.开机首检对样品
3.材料变更对机壳 检 查 记 录
丝印内容 对样品内容,公差允 许范围±0.5; 对机壳 外形结构 比对样品 公差充许范为±0.1 Top1 持续改善 Top2 Top3
客诉跟进
最 终 判 定
□合格 结果 □不合格
检验员: 生产确认:
是否同意量产: □是 □否
工程技术: 品质核准:
首件。巡检。末检记录表

检验员
日期:
检验数量
210-0.3
首件
冲字
GEELY 清晰,无 574034 明显歪斜
内孔去毛 刺
孔内无台阶
攻丝
M12×1.5-6H 孔深21min
末件
210-0.3
判定结果
冲字
GEELY 清晰,无 574034 明显歪斜
内孔去毛 刺
孔内无台阶
判定:
攻丝
M12×1.5-6H 孔深21min
机台产品名称末件末件生技科质检科冷墩首件冲字首件末件检验记录表机台检验数量确认形式首件末件生技科冷墩确认形式攻丝冲字作业员末件首件末件检验记录表工序
首件/末件检验记录表
编号:
工序:
机台
产品名称
确认形式 项目
冷墩
基准 30±0.2 26±0.2 22±0.2 60º
1 生技科 2
3 4 5
项目
作业员
冷墩
内孔去毛 刺
孔内无台阶
判定:
攻丝
M12×1.5-6H 孔深21min
末件判定Βιβλιοθήκη 果判定:首件/末件检验记录表
编号:
工序:
机台
产品名称
确认形式
项目
冷墩
基准 30±0.2 26±0.2 22±0.2 60º
1 生技科 2
3 4 5
项目
作业员
冷墩
基准 30±0.2 26±0.2 22±0.2 60º
1 质检科 2
基准 30±0.2 26±0.2 22±0.2 60º
1 质检科 2
3 4 5
检验员
日期:
检验数量
210-0.3
首件
冲字
首件检查记录表
4、根据同类产品的历史客诉问题持续跟进一个月。
1、产品新开机/线时,由产线最终检查工位准备好3PCS样品置于待检区,并通知IPQC检查,检 查判定合格后生产。 填写 说明 2、IPQC判定合格后,从样品中随机挑选1PCS进行首件检查标识,并连同巡检记录表一起置于产 线最终检查工位。
3、适用范围:产品新开线、变更工艺/参数、制程、变更材料等均需要进行首件检查。
首件检查记录表产品型号生产日期检验时间项目检验标准实测值判定备注尺寸外观功能可靠性持续改善top1信息规格颜色开机开线首检转产首件生产参数变更材料变更其他
首件记录表
首件 信息
料号
□开机/开线首检 □材料变更
版本
规格
□换模转线首件 □制程变更
生产日期
□生产参数变更 □其他
检验时间
时 分
□标准作业指导书(SOP) 检验 □标准样板 依据 □制程检验标准
□其他:
项目
检验标准
1
尺寸
外观
结构/装配
实测值
2
3
4
判定 5
备注
功能
检 查 记 可靠性 录
老化
包装
持续改善
客诉跟进
最终 判定
结果
□合格 □不合格
检验员: 生产确认:
是否同意量 产: □是 □否
工程技术: 品质核准:
1、所有项目均需连续检查≧3PCS。 注意 2、首件的可靠性检测项目仅进行短时间能得出结论的试验。(如跌落,振动等) 事项 3、根据品质周报中统计的Top3不良项目进行持续跟进一周。
五金首检记录表
批量生产日期班组序号检验项目缺陷类别检验情况结果判定B B B B B B B AA B A B 4包装C日期签名日期123外观结构尺寸性能检 验 判 定审 核□合格 □不合格□合格 □不合格签名五金件尺寸应符合设计、使用要求,符合样品要求。
五金件装配时应能方便的组合、紧固,无位置偏差及装配不到位(过松、过紧)的现象。
五金件经24h盐雾试验(5 %盐雾浓度)后无明显锈蚀。
以90°折弯扣板折弯处覆膜无开裂、脱胶。
涂层的硬度用2H铅笔在表面划纵横3条线,擦拭后无明显划痕。
包装箱应完好,不易碰伤、损坏五金件;五金件无灰尘,存放于阴凉、干燥处。
焊点(若有)大小均匀,平整圆滑,无焊穿、虚焊及周边焊渣等;镀层(若有)均匀,无露底现象。
接地标识(若有)清晰,无缺损。
同一块扣板不同位置色差值△E<0.6,扣板与样品相比色差值△E不超过1.2。
扣板表面的气泡、杂色、凹凸点高度0.5mm以下不超过3个,0.5mm以上不超过1个。
扣板表面无生锈、掉漆、漏底、脏污。
手摸(型材条①区)有触感的深刮痕,不允许有;手摸无触感的浅刮痕,不超过1处,长度不超过3mm。
手摸(型材条②区)有触感的深刮痕,不超过1处,长度不超过5mm;手摸无触感的浅刮痕,不超过3处,每处长度不超过5mm。
嘉兴市日信塑胶实业有限公司五金首件记录表产品型号/名称检验标准钣金件、五金件无锋利外缘外露,无灰尘,无褶皱、缺损、拉裂、拉伸不均匀;镀锌件成型弯角处允许有拉伤痕,但不得明显深入基体。
保管部门:品质技术部 保存期限:2年 Form No:Q/RS-QC-07。
首末件检验记录表
文件依据: 工艺卡 产品规格: 生产批次号: 工程名称 : 设备号: 送样者: 送样日期: 确认着: 确认日期: 类型 □首件 □首件 □首件 □首件 □首件 □首件 □首件 □首件 □首件 □首件 □末件 □末件 □末件 □末件 □末件 □末件 □末件 □末件 □末件 □末件 序号 1 2 3 4 5 6 7 8 9 10 □换刀 □换料号 进给量 标准 实际 检验项目 实测值 测量器具 合格与否
调机原因: □新开机(交接班与停机再投产) 刀具(模具)转速 标准值 实际值 标准值 工件转速 实际值
M.C=千分尺 T.G=螺纹环规 R.M=粗糙度仪 C.M=公法线千分尺
M=杠杆千分尺 P.G=塞规 RD=圆度仪 V=目视
C=卡尺 P=投影仪 G.M=测齿仪 G=专用治具
D.I=千分表 M=显微镜 S=硬度计
质量经理
质量主管
检验人员
综合判定
备注
首末件检验巡检记录表
机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观判定加工工艺编号:版本:A/0□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□沙孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣最终判定结果检验标准实测值2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。
并连同巡检记录表一起置于产线最终检查工位。
□首检 □末检 □巡检□首检 □末检 □巡检注意事项填写说明检验依据□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准项目项目成品/半成品(首末件检验/巡检)记录表4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
版本:A/0检查记录□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准实测值尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)判定3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好3个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
检查记录项目判定检验依据加工工艺判定□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□A:合格继续生产 □B:不合格、重新调机□C:不能生产停机 □D:条件认可调机师/检验员签名:尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)检验标准项目编号:1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
五金厂出货检查记录表

出货检查记录表
编号:003第 页 共 页
机种本次出货数量确认 Nhomakorabea检查员
日期
图号
品名
判断标准:AC=0 Re=1
产品记号
发货日期
检查方式
□正常检查 □加严检查 □放宽检查
发货数量
外观检查
抽检数
数量确认
目视
OK
NG
合格数
标识确认
目视
OK
NG
不良数
超差项目
判定
综合判定
焊接状
态确认
无漏焊
目视
OK
NG
喷涂质量确认
目视
OK
NG
无假焊
目视
OK
NG
电镀质量确认
目视
OK
NG
无焊渣
目视
OK
NG
包装状态确认
目视
OK
NG
序
号
规格值
测量
工具
测定值
判
定
序
号
规格值
测量
工具
测定值
判定
代号说明:3D-三次 P-投影仪 DS-高度规 PG-塞规 E-目视 V/C-游标卡尺
M-千分尺 MS-显微镜 DG-块规 T-测力计 TPG-螺纹规
首末件检验记录表
日期: 年 月 日 产品料号
班 别:
规格/型号
□首件 □ 末件
取样数量
编号:
客户料号
线别/机台
生产任务单号
取样时间
时分
检验完成时间
时分
版本
来料批号
所用工具:A 卡尺 B 投影仪/二次元 C 千分尺 D 高度规 E 塞规 F 专用治具 G 实配件 H 放大镜/显微镜 J 目视 K 专用 仪器
3.经IPQC判定合格且工单生产完成后,此表单和样品由IPQC统一保存,以便后续追溯,查核.
EWPT/QR393/B 保存期限三年
审核:
检验员:
检验 项目
序号
检验规格
工具 代码
工具编号
检验结果记录
判定 OK或NG
备注
尺 寸
最终 □合格,可以进行批量生产 判定 □不能生产,立刻停机改善
□不合格,重新制作再送样确认 □有条件认可/生产,但后续需改善
1.凡生产单位生产之首件样品,必须经IPQC确认合格才可进行生产 备注 2.首件检验完成后,要求此表单与首件检验之样品一同悬挂于生产线前端或机台明显位置;
首件检查记录表(专业版)

机台:
首 件 信 息
组别:
工艺: □注塑、 □喷油、 □丝印、 □电镀
产品名称
生产日期 制令单号 检验时间 产品限度说明 时 分
检验人员/部 门
客户 □开机首检
检验项目 材 质
颜色 □材料变更 明 或 要 求 □其他:
□修模首件 检验确认
□生产人员变更 检 验 说
品质和工程要确认
结 构 试 装 颜 色
外观 (含喷油 检 、丝印工 艺) 查
项 目
尺 寸 丝 印 喷 油
功能测试
破Hale Waihona Puke 测试其它注意事项相 关 □熟悉产品品质要求 人 员 □不熟悉产品品质要求 确 认
员工: FQC: 领 班: 技 术 员:
最终判定结果: □合格 □不合格 □可试产 □可生产
确认签名: 品质主管: 生产主管: 总经理助理:
注意事项:所有在生产前必须做首样,合格后方可试产、再投产。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
→判定NG→品质部门负责人审核→返回生产(重新送检)。
五金制品□首件□末件检查记录表
冲速: 吨位: 模高:
五 客户 金 生 申请 产 日期 填 写 产品类别:
品名规格
模穴 数量
□五金
订单 编号
实际 穴数
原材料规格 调试担当
机器 编号
确认
首件时机: □正常生产 □模具大修 □换机台 □持续生产 □参数变更
NO 检验项目
检验标准
检验数据判定12345
6
7
8
检验员
□OK可生产 □NG不可生产 □NG,但可附加条件生产
备注:生产部在生产调试机器OK生产开始前,须完整填写好此表格的规定的相关内容,交品质部检验确认,尺寸检验NG时须记录全部不良真实数 据,OK时只记录最大值及最小值即可,记录为MIN~MAX(汽车产品需记录全模数据),当确认NG需要附加条件生产才能满足品质要求时,生产组 长以上人员必须签名确认后方可生产.
9
10
11 五 金 12 品 13 质 填 14 写 15
16
17
18
19
20
21
22 检具
最终判定结果:
(1)目测 (2)卡尺(3)千分尺(4)高度计(5)塞规(6)显微镜(7)投影仪(9)二次元(10)推
拉力计(11)扭力计(12)钳子 (13)荷重仪 (14)其它
附加条件生产说明:
生产确认
审核